Изобретение относится к механосборочному производству и может быть использовано для получения неподвижного прессового соединения деталей типа вал- втулка, например, при ремонте и восстановлении изделий.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается путем использования охватываемых деталей различной и меньшей длины, по сравнению с длиной отверстия охватывающей детали, за счет продольной вытяжки при раскатке охватываемых деталей.
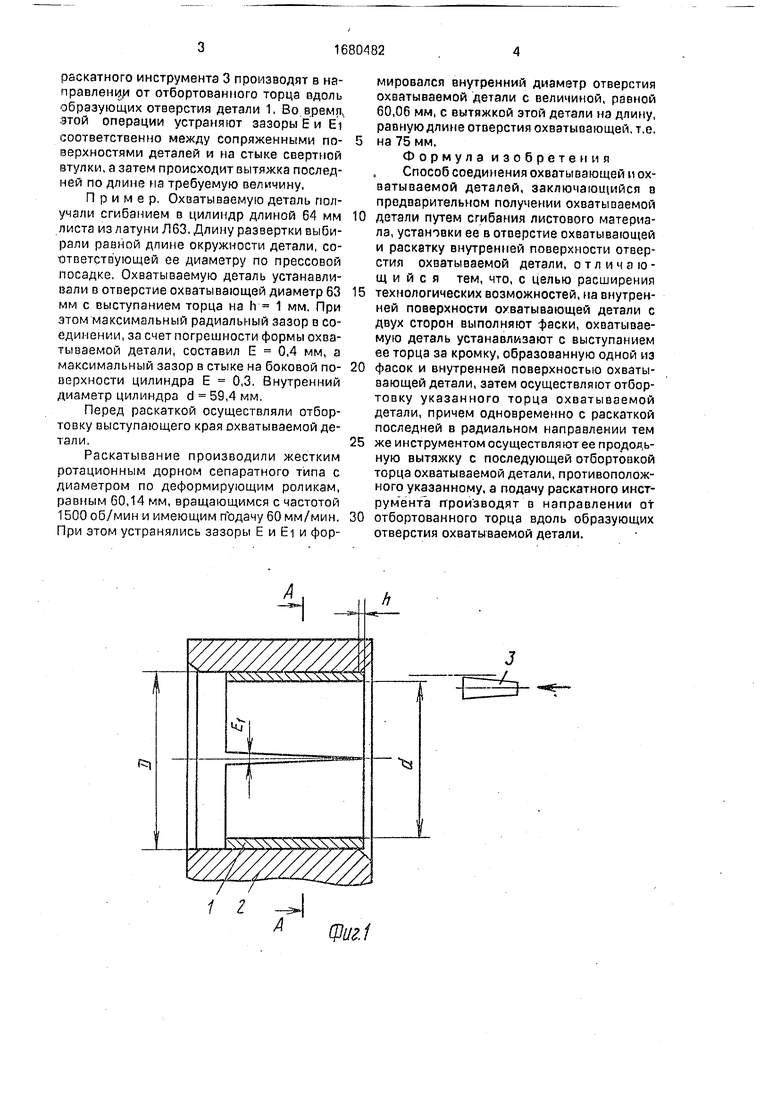
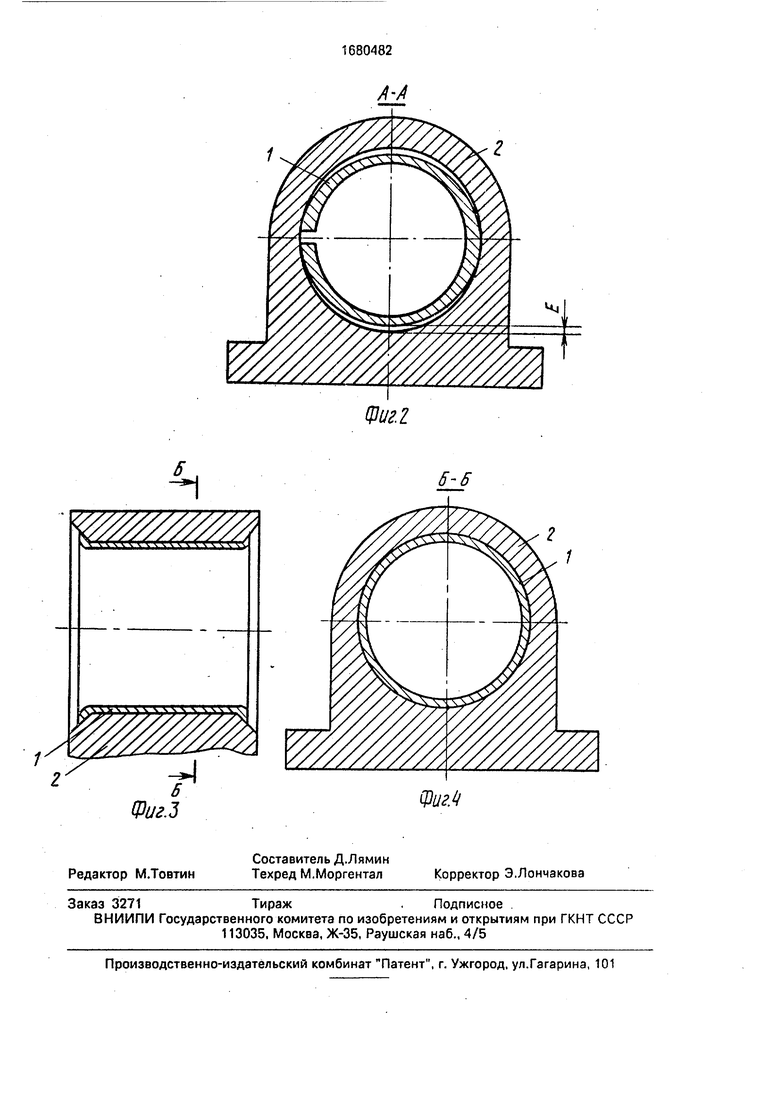
На фиг.1 изображено соединение деталей непосредственно после установки охватываемой детали в отверстие охватывающей, продольный разрез; на фиг,2 - разрез А-А на фиг. 1; на фиг.З - соединение деталей после раскатывания охватываемой, продольный разрез; на фиг.4 - разрез Б-Б на фиг.З.
Способ осуществляется следующим образом.
Охватываемую деталь 1 выполняют в виде свертной втулки путем скручивания листа в цилиндр с наружным диаметром меньшим диаметра отверстия охватывающей детали 2, на внутренней поверхности которой выполнены фаски. Длина этого цилиндра может быть меньшей длины образующих отверстия охватывающей детали 2 и может быть вычислена, исходя из условий величины окончательного внутреннего диаметра запрессованной втулки и толщины листа. Охватываемая деталь 1 вставляется в отверстие охватывающей 2 так, чтобы торец первой выступал над кромкой, образованной фаской и внутренней поверхностью второй, на некоторую величину h. Деталь 1 за счет сил упругости стремится развернуться, обеспечивая тем самым прессовую посадку ее в отверстии. После этого производят отбортовку указанного выступающего края охватываемой детали 1, а затем раскатку ее внутренней поверхности одновременно с продольной вытяжкой и последующей от- бортовкой другого торца. При этом подачу
сл
с
сь
00 О
N
00
ю
раскатного инструмента 3 производят в направление от отбортованного торца одоль образующих отверстия детали 1, Во времлх .этой операции устраняют зазоры Е и EI соответственно между сопряженными по- верхностями деталей и на стыке свертной втулки, а затем происходит вытяжка последней по длине на требуемую величину.
Пример, Охватываемую деталь получали сгибанием в цилиндр длиной 64 мм листа из латуни Л63. Длину развертки выбирали равной длине окружности детали, соответствующей ее диаметру по прессовой посадке, Охватываемую деталь устанавливали в отверстие охватывающей диаметр 63 мм с выступанием торца на h 1 мм, При атом максимальный радиальный зазор в соединении, за счет погрешности формы охватываемой детали, составил Е 0,4 мм, а максимальный зазор в стыке на боковой по- верхности цилиндра Е 0,3, Внутренний диаметр цилиндра d 59,4 мм,
Перед раскаткой осуществляли отбор- товку выступающего края охватываемой детали.
Раскатывание производили жестким ротационным дорном сепаратного типа с диаметром по деформирующим роликам, равным 60,14 мм, вращающимся с частотой 1500 об/мин и имеющим п одачу 60 мм/мин. При этом устранялись зазоры Е и EI и формировался внутренний диаметр отверстия охватываемой детали с величиной, равной 60,06 мм, с вытяжкой этой детали на длину, равную длине отверстия охватывающей, т.е. на 75 мм.
Формула изобретения Способ соединения охватывающей и охватываемой деталей, заключающийся в предварительном получении охватываемой детали путем сгибания листового материала, установки ее в отверстие охватывающей и раскатку внутренней поверхности отверстия охватываемой детали, отличающийся тем, что, с целью расширения технологических возможностей, на внутренней поверхности охватывающей детали с двух сторон выполняют фаски, охватываемую деталь устанавливают с выступанием ее торца за кромку, образованную одной из фасок и внутренней поверхностью охватывающей детали, затем осуществляют отбор- товку указанного торца охватываемой детали, причем одновременно с раскаткой последней в радиальном направлении тем же инструментом осуществляют ее прододь- ную вытяжку с последующей отбортовкой торца охватываемой детали, противоположного указанному, а подачу раскатного инструмента производят в направлении от отбортованного торца вдоль образующих отверстия охватываемой детали.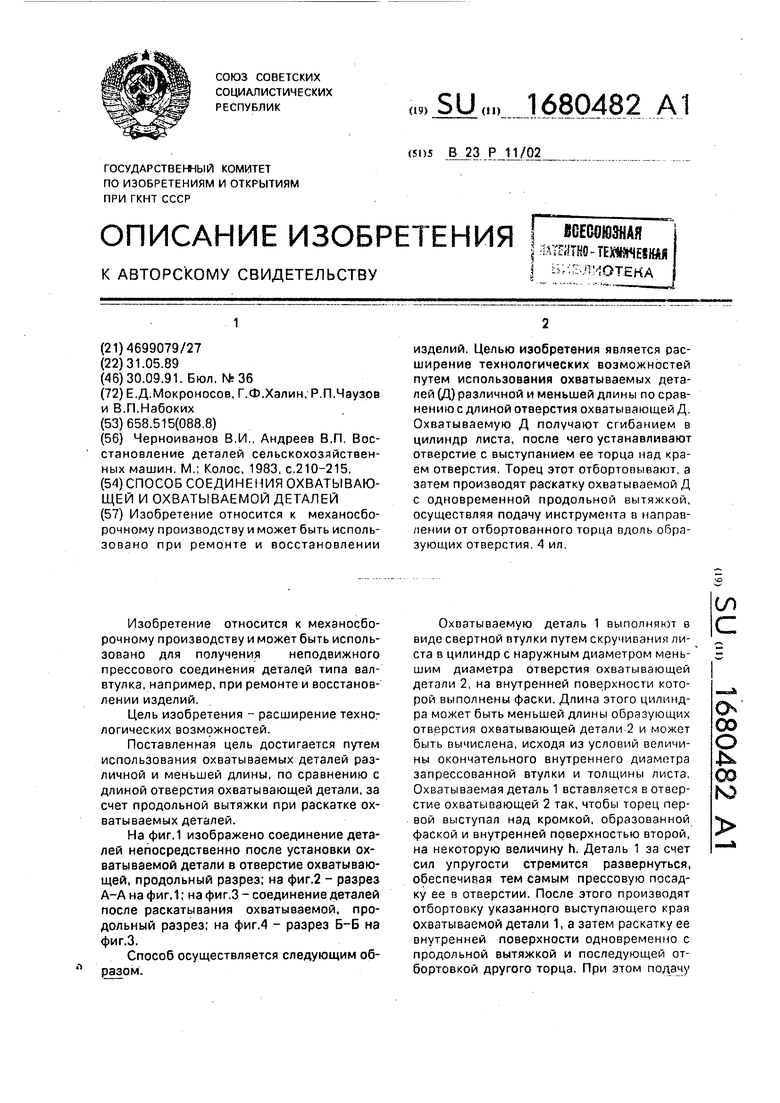
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ОХВАТЫВАЮЩЕЙ И ОХВАТЫВАЕМОЙ ДЕТАЛЕЙ | 1993 |
|
RU2053091C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ОХВАТЫВАЮЩЕЙ И ОХВАТЫВАЕМОЙ ДЕТАЛЕЙ | 1993 |
|
RU2053092C1 |
| Способ установки втулки в охватывающую деталь | 1991 |
|
SU1773661A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СОПРЯЖЕНИЯ ЗАКРЕПЛЕННОЙ В КОРПУСЕ ВТУЛКИ С ВАЛОМ | 1998 |
|
RU2134187C1 |
| Способ соединения деталей с натягом | 1987 |
|
SU1622115A1 |
| Устройство для сборки охватываемой и охватывающей деталей | 1986 |
|
SU1318384A1 |
| ПРЕССОВОЕ СОЕДИНЕНИЕ ОХВАТЫВАЕМОЙ ВТУЛКИ С ОХВАТЫВАЮЩЕЙ КОРПУСНОЙ ДЕТАЛЬЮ | 2011 |
|
RU2481938C2 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Способ установки с натягом свертной втулки в отверстие охватываемой детали | 1984 |
|
SU1217617A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
Изобретение относится к механосборочному производству и может быть использовано при ремонте и восстановлении изделий. Целью изобретения является расширение технологических возможностей путем использования охватываемых деталей (Д) различной и меньшей длины по сравнению с длиной отверстия охватывающей Д. Охватываемую Д получают сгибанием в цилиндр листа, после чего устанавливают отверстие с выступанием ее торца над краем отверстия. Торец этот отбортопывают, а затем производят раскатку охватываемой Д с одновременной продольной вытяжкой, осуществляя подачу инструмента в направлении от отбортованного торца вдоль образующих отверстия.4 ил.
i
ipu&Z
s-6
ФигМ
| Черноивачов В.И., Андреев В.П | |||
| Восстановление деталей сельскохозяйственных машин | |||
| М.: Колос, 1983, с.210-215 |
