(54) УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ.
ЗАПРЕССОВКОЙ И ОБРАБОТКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей запрессовкой и обработки отверстий | 1977 |
|
SU653077A1 |
| Устройство для запрессовки втулок и калибрования в них отверстий | 1989 |
|
SU1712121A1 |
| Устройство для чистовой обработки отверстий и последующей запрессовки деталей типа втулка | 1981 |
|
SU1063573A1 |
| Устройство для сборки деталей запрессовкой и обработки отверстий | 1990 |
|
SU1766643A1 |
| Устройство для одновременной выпрессовки изношенной и запрессовки новой втулки в корпусную деталь | 1988 |
|
SU1687418A1 |
| Способ сборки деталей типа вал-втулка запрессовкой | 1987 |
|
SU1433742A2 |
| Устройство для сборки деталейзАпРЕССОВКОй и ОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU835698A1 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU406656A1 |
| Устройство для сборки деталей запрессовкой | 1980 |
|
SU921753A1 |

1
изобретение относится к,области механо-сборочного производства,В частности к оборудованию для сборки деталей запрессовкой и обработки отверстий собираемых деталей.
Известно устройство для сборки деталей запрессовкой и обработки отверстий по основному авт. св. 653077, содержащее приводную запресссвочную втулку,связанный с ней шариковым замком инструмент типа дорна для обработки отверстия запрессрванной детали, и прошивку, закрепленную на торце рабочей часfH дорна посредством пластинчатых пружин, установленных на торце хвостовика прошивки, и установочного , выполненного нарабочем торце йорна и входящего между пружинами.
Одна} о известное устройство не обеспечивает возможности обработки наружной поверхности запрессовываемой втулки до запрессовки.
Целью изобретения является обеспечение обработки наружной поверхности запрессовываемой детали перед запрессовкой.
Указанная цель достигается тем, что устройство для Срборки деталей
запрессовкойи обработки отверстий, содержащее приводную запрессовочную втулку, связанный с ней шариковым замком инструмент типа дорна для обработки отверстия запрессованной детали, и прошивку, закрепленную на торце рабочей части дорна посредством пластинчатых пружин, установленных на торце хвостовика прошивки, и 10 установочного пальца, выполненного на рабочем торце дорна и входящего между пружинами, снабжено обоймой и размещенными в ней соосно с инструментом редуцирующими элементами, 15 при этом обойма установлена на имеющихся направляющих, связанных с запрессовочной втулкой, и подпружинена отиосихельно нее.
На чертеже показано устройство 20 для сборки деталей запрессовкой и обработки отверстий.
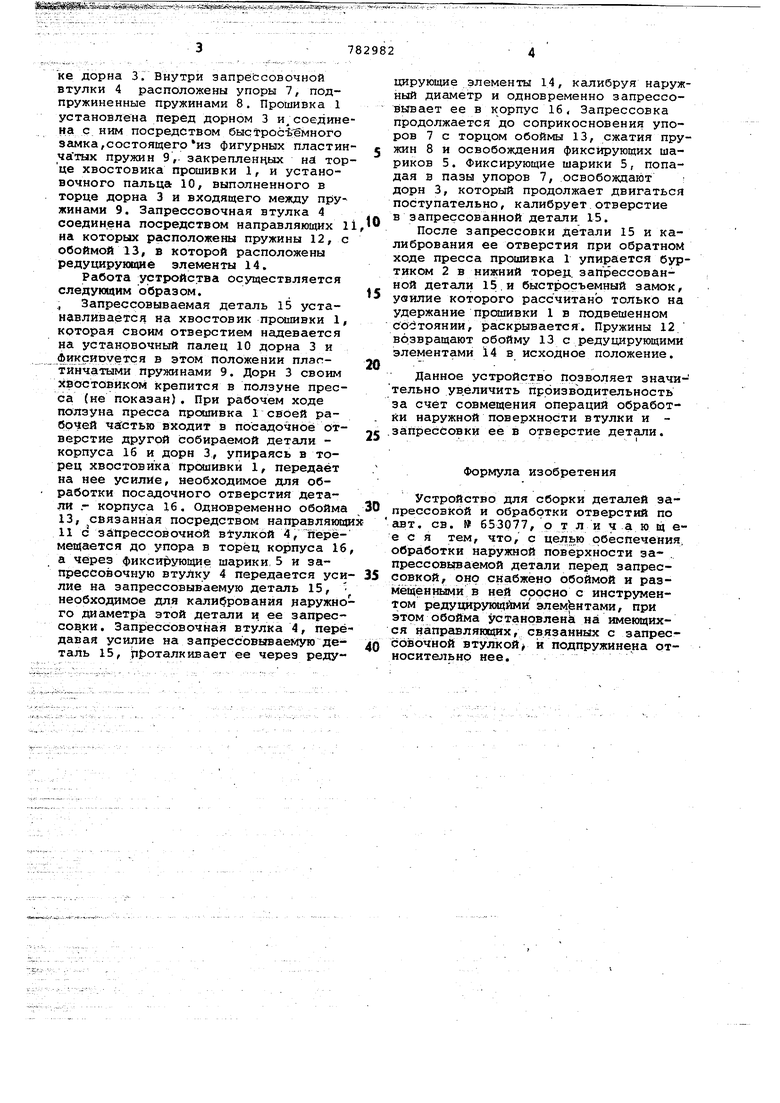
Устройство содержит смонтированные на прессе прошивку 1, хвостовик которой имеет буртик 2, инструмент 25 типа дорна 3, связанный с запрессовочной втулкой 4 посредством шарикового замка, состоящего из шариков 5, установленных в гнездах запрессовочной втулки 4, и радиусной канавки 6, выполненной на хвостовике дорна 3. Внутри эапрейсовочной втулки 4 расположены упоры 7, подпружиненные пружинами 8. Прошивка 1 установлена перед дорном 3 и соедине на с ним посредством быстросъ;емного замка,состоящего из фигурных пластин чатых пружин 9,. закрепленных а А тор це хвостовика прошивки 1, и установочного пальца 10, выполненного в торце дорна 3 и входящего между пружинами 9. Запрессовочная втулка 4 соединена посредством направляющих 1 на которых расположены пружины 12, с обоймой 13, в которой расположены редуцируквдие элементы 14. Работа устройства осуществляется следующим образом. ., Запрессовываемая деталь 15 устанавливается на хвостовик прояивки 1, которая своим отверстием надевается на установочный палец 10 дорна 3 и фиксируется в этом положении пластинчатыми пружинами 9. Дорн 3 своим хвостовиком крепится в ползуне пресса (не показан). При рабочем ходе ползуна пресса прошивка 1 своей рабочей входит в посадочное отверстие другой собираемой детали корпуса 16 и дорн 3, упираясь в торец хвостовика прсяиивки 1, передаёт на нее усилие, необходимое для обработки посадочного отверстия детали .- корпуса 16. Одновременно обойма 13, связанная посредством направляющ И с зайреееовочной в улк6й 4, пер ёмещается до упора в торец корпуса 16 а через фиксирующие шарики, 5 и запрессовочную втулку 4 передается уси лие на запрессовываемую деталь 15, необходимое для калибрования наружно го диаметра этой детали и. ее запрессов,ки. Запрессовочная втулка 4, пере давая усилие на запрессовываемую деталь 15, проталкивает ее через реду782982цирующие элементы 14, калибруя наружный диаметр и одновременно запрессовывает ее в корпус 16 Запрессовка продолжается до соприкосновения упоров 7 с торцом обоймы 13, сжатия пружин 8 и освобождения фиксирующих шариков 5. Фиксирующие шарики 5, попадая в пазы упоров 7, освобойодают : дорн 3, который продолжает двигаться поступательно, калибрует отверстие в запрессованной детали 15. После запрессовки детали 15 и калибрования ее отверстия при обратном ходе пресса прошивка 1 упирается буртиком 2 в нижний торед. запрессованной детали 15.и быстросъемный замок, уайлие которого рассчитано только на удержание прошивки 1 в подвешенном состоянии, раскрывается. Пружины 12 в Ьзвращают обойму 13 с редуцирующими элементами 14 в исходное положение. Данное устройство позволяет значительно увеличить производительность за счет совмещения операций обработки наружной поверхности втулки и запрессовки ее в отверстие детали. Формула изобретения Устройство для сборки детгшей эапрессовкой и обработки отверстий по авт. св. 653077, о т л и ч а ю щ ее с я тем, что, с целью обеспечения, обработки наружной поверхности запрессовьгааемой детали перед запрессовкой, оно снабжено обоймой и размещенными в ней сроено с инструментом редуцирующими элементами, при этом обойма установлена на имеющихся направляювдах, связанных с запрессовочной втулкойj и подпружинена относительно нее.
