Изобретение относится к печатной форме, которая предназначена для сплошного запечатывания поверхности взаимосвязанных участков печатного изображения методом металлографской печати и воспроизводимое с помощью которой печатное изображение нанесено на ее поверхность в виде гравированных участков и к способу изготовления такой печатной формы. Изобретение относится также к носителю информации с полученным методом металлографской печати печатным изображением, имеющим по меньшей мере один участок с красочным слоем площадью более одного квадратного миллиметра, при этом указанный по меньшей мере один красочный слой покрывает поверхность этого участка печатного изображения по всей площади. Помимо этого изобретение относится к способу металлографской печати.
При металлографской печати плоские изображения получают, как известно, с помощью расположенных близко друг к другу, т.е. с высокой плотностью, гравированных линий, при этом ширина отдельных гравированных линий, которые отделены друг от друга негравированными перегородками, составляет, как правило, несколько долей миллиметра.
Для процесса печатания гравированные линии печатной формы заполняют краской. Избыток краски удаляют с печатной формы стирающим валиком или ракелем таким образом, чтобы гравированные линии были до краев заполнены краской. Одновременно в ходе этой рабочей операции очищают и перегородки, расположенные между гравированными линиями.
В завершение в процессе печатания к печатной форме прижимным цилиндром, имеющим упругую поверхность, с высоким давлением, соответственно натиском прижимается запечатываемый носитель информации, обычно бумага. При этом материал носителя информации вдавливается в заполненные краской гравированные линии печатной формы и таким путем соприкасается с печатной краской. При отделении носителя информации от печатной формы печатная краска вытягивается из углублений гравированных линий. Полученный в результате оттиск состоит из напечатанных линий, толщина красочного слоя которых варьируется в зависимости от глубины гравировки.
Если при металлографской печати используют полупрозрачные печатные краски, то при запечатывании белого носителя информации краской с небольшой толщиной слоя получают светлые цветовые тона, а при запечатывании толстыми слоем краски получают более темные цветовые тона.
По сравнению с другими распространенными методами печати металлографская печать позволяет получать оттиски с очень большой толщиной красочного слоя. Полученные с помощью такого метода печати оттиски при использовании гравировки соответствующей глубины даже ощутимы на ощупь. С другой стороны, использование соответствующей тонкой гравировки позволяет печатать исключительно тонкие линии идеальной четкости.
Несмотря на возможность получать с помощью металлографской печати высококачественные, разложенные на линейные структуры оттиски недостаток этого метода печати состоит в невозможности получения сплошных запечатанных поверхностей большей площади, т.е. линий шириной примерно в один миллиметр и более. Обусловлено это тем, что при удалении избытка краски с закатанной краской печатной формы на участке гравировки с большой площадью поверхности снимается не только избыток краски, но и удаляется краска из самих выгравированных углублений. В результате уровень краски на этих выгравированных участках опускается ниже уровня поверхности печатной формы. Поскольку в этом случае вдавливаемая в выгравированные участки печатной формы бумага не во всех местах достигает поверхности краски, в оттиске образуются пропуски или пробелы, делающие этот оттиск непригодным.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать соответствующие меры, которые при металлографской печати обеспечивали бы сплошное запечатывание больших по площади участков оттиска таким образом, чтобы запечатанная поверхность зрительно воспринималась как равномерно окрашенная.
В отношении печатной формы, которая предназначена для сплошного запечатывания поверхности взаимосвязанных участков печатного изображения методом металлографской печати и воспроизводимое с помощью которой печатное изображение нанесено на ее поверхность в виде гравированных участков, указанная задача решается благодаря тому, что на гравированных заполняемых краской участках печатной формы предусмотрены перегородки, разделяющие эти гравированные участки на более мелкие участки, при этом указанные перегородки выполнены таким образом, что они не имеют поверхностей, лежащих на уровне поверхности печатной формы.
Основная идея изобретения состоит в том, чтобы при стирании избытка краски с печатного цилиндра, соответственно с печатной формы, предотвратить нежелательное удаление печатной краски и из углублений на гравированном участке, для чего в гравировке предусматривают так называемые перегородки, препятствующие или по крайней мере сводящие к минимуму воздействие стирающего валика на печатную краску, которой заполнены выгравированные углубления печатной формы. Не основываясь на какой-либо теории, полагают, что образуемая избытком краски волна, поднимаемая стирающим валиком и движущаяся перед ним в процессе его перемещения по поверхности печатной формы, под действием гидродинамических сил захватывает и часть краски из гравированных углублений. Очевидно, что перегородки предотвращают перемещение всего объема находящейся в гравировке печатной краски, не давая создаваемой стирающим валиком волне краски увлекать ее вместе с собой. В результате перегородки разделяют гравировку большей площади на смежные "камеры" или каналы, которые, с одной стороны, допускают извлечение из них печатной краски перпендикулярно поверхности печатной формы в процессе печатания, но которые, с другой стороны, препятствуют подобному удалению из них краски параллельно поверхности печатной формы в процессе стирания избытка краски.
В соответствии с одним из предпочтительных вариантов гравированными участками являются гравированные линии и/или гравированные элементы большой площади. В этом случае целесообразно, чтобы ширина гравированных линий составляла более 0,5 мм, предпочтительно более 1,0 мм.
Перегородки предпочтительно располагать поперечно направлению вращения стирающего валика. Очевидно, что при таком расположении они позволяют отсечь возникающую в процессе снятия избытка краски волну и тем самым гидродинамически отделить заполняющую гравировку печатную краску от ее избытка, снимаемого с поверхности печатной формы. В соответствии с этим согласно еще одному варианту выполнения предлагаемой в изобретении печатной формы гравированными участками являются гравированные линии, а перегородки проходят поперечно гравированной линии, в результате чего образуются расположенные в ряд более мелкие участки, причем перегородки проходят поперечно или диагонально к направлению снятия избытка краски.
В тех случаях, когда перегородки невозможно расположить поперечно направлению стирания, подобные перегородки обеспечивают по меньшей мере разделение на более мелкие участки гравировок большой площади, придавая им с точки зрения удержания в них краски при стирании ее избытка свойства, аналогичные тем, которыми обладают гравировки с мелкой (высоколиниатурной) структурой. В соответствии с этим согласно другому варианту выполнения предлагаемой в изобретении печатной формы гравированными участками являются гравированные линии, а перегородки проходят параллельно гравированной линии и поперечно или диагонально к направлению снятия избытка краски.
Таким образом, с учетом основной идеи изобретения гравированные участки целесообразно снабжать перегородками, располагая их предпочтительно поперечно направлению стирания избытка краски. В случае гравированных линий, которые проходят вдоль направления стирания, такие перегородки обеспечивают разбиение указанных гравированных линий на расположенные в ряд более мелкие участки. В соответствии с этим согласно следующему варианту выполнения предлагаемой в изобретении печатной формы гравированными участками являются гравированные линии, а перегородки проходят поперечно гравированной линии, в результате чего образуются расположенные в ряд более мелкие участки, причем перегородки проходят поперечно или диагонально к направлению снятия избытка краски. Гравировку, проходящую поперечно или диагонально к направлению стирания избытка краски, разбивают на более мелкие участки по меньшей мере в продольном направлении гравированной линии, при этом перегородки предпочтительно располагать параллельно краям гравировки. В соответствии с этим согласно другому варианту выполнения предлагаемой в изобретении печатной формы гравированными участками являются гравированные линии, а перегородки проходят параллельно гравированной линии и поперечно или диагонально к направлению снятия избытка краски.
В тех случаях, когда гравировка состоит не только из очень широких гравированных линий, но и из больших по площади гравированных элементов примерно одинаковых размеров в направлениях x и y, перегородки можно выполнять и в виде растра, т.е. предусматривать пересекающиеся перегородки, проходящие, например, продольно и поперечно относительно направления стирания. Равным образом существует возможность выполнять перегородки в виде концентричных кругов, сотовой структуры и т.п. Преимущество подобного выполнения перегородок заключается не только в том, что эти перегородки будут в любом случае выполнять предусмотренную для них функцию независимо от направления, в котором стиранием снимается избыток краски, но и в придании перегородкам более высокой механической прочности. В соответствии с этим согласно следующему варианту выполнения предлагаемой в изобретении печатной формы перегородки расположены на гравированном участке таким образом, что они образуют равномерную мелкую структуру в виде растра или регулярного рисунка. Указанный растр предпочтительно представляет собой линейный растр или растр с перекрещивающимися линиями. В последнем случае предпочтительно, чтобы растр с перекрещивающимися линиями состоял из первой гравировки с параллельными, предпочтительно прямыми, гравированными линиями и наложенной на эту первую гравировку второй гравировки с параллельными, предпочтительно прямыми, гравированными линиями. При этом целесообразно, чтобы линии первой гравировки пересекали линии второй гравировки под углом от 20 до 90°, предпочтительно от 40 до 70°.
Как указано выше, перегородки наиболее предпочтительно предусматривать в гравировке печатной формы для металлографской печати, начиная с ширины гравированных линий более 0,5 мм. При ширине гравированных линий в 1 мм и более наличие этих перегородок становится практически обязательным.
Высоту этих перегородок можно, как показали эксперименты, варьировать в относительно широких пределах. Если перегородки оканчиваются на уровне поверхности печатной формы, то перегородкам необходимо придавать в сечении клиновидно заостренную форму. При такой форме, с одной стороны, перегородки обеспечивают оптимальное разбиение гравировки на отделенные друг от друга каналы или камеры, а с другой стороны, благодаря заостренным краям перегородок исключается появление разрывов в запечатываемой поверхности.
Если верхние края перегородок располагать ниже уровня поверхности печатной формы, то перегородкам в принципе можно придавать практически любой отличный от клиновидного профиль в сечении, т.е. выполнять их трапециевидной, скругленной или иной в сечении формы. Поскольку верхние края перегородок в этом случае всегда расположены ниже уровня поверхности печатной формы и поэтому всегда находятся ниже уровня печатной краски, при таком выполнении перегородок также в любом случае обеспечивается запечатывание соответствующей поверхности по всей ее площади без разрывов и пробелов.
Было установлено, что применение перегородок, верхний край которых оканчивается точно на уровне поверхности печатной формы, приводит к сравнительно быстрому износу поверхности стирающего валика. Поэтому для решения указанной проблемы верхние края перегородок следует располагать ниже поверхности печатной формы на величину, составляющую не менее 2-5 мкм. Подобное минимальное уменьшение высоты перегородок в любом случае является целесообразным.
Предпочтительно, чтобы высота перегородок составляла от 3 до 150 мкм, более предпочтительно от 8 до 60 мкм. При этом соотношение между высотой перегородок и глубиной гравировки предпочтительно должно составлять от 0,5 до 1.
Проведенные эксперименты, кроме того, показали, что верхние края перегородок можно располагать и на значительно более низком уровне. В соответствии с этим величина, на которую можно уменьшать высоту перегородок ниже уровня поверхности печатной формы, может составлять до 50% от глубины гравировки.
Было установлено также, что перегородки, высота которых, называемая ниже также амплитудой, составляет более 50% от глубины гравировки, приводят к появлению своего рода "насечек" на поверхности красочного слоя на запечатываемой с их помощью поверхности. Хотя поверхность, запечатанная с помощью подобной большой по площади гравировки, и покрыта полностью краской, перегородки придают этой поверхности определенную рельефность. При этом подобная поверхность имеет наиболее выраженную рельефность в том случае, когда амплитуда перегородок составляет от 75 до 100% от глубины гравировки. При меньших амплитудах, например порядка 60%, такая рельефность поверхности постепенно становится менее выраженной и окончательно сходит на нет при амплитуде, составляющей примерно 50%. При значениях менее 50%, прежде всего при более глубокой гравировке, возрастает вероятность появления дефектов печати в виде пробелов или пропусков, делающих оттиск непригодным.
Помимо этого проведенные эксперименты показали, что в соответствии с изобретением исключительно высокое качество печати достигается в том случае, когда глубина гравировки составляет от 5 до примерно 150 мкм. Было установлено, что для получения наиболее распространенных печатных изображений, соответственно оттисков глубина гравировки предпочтительно должна составлять от 10 до 60 мкм. При использовании обычных красок для металлографской печати гравировка подобной глубины позволяет получать красочные слои, которые большей частью воспринимаются как просвечивающие, полупрозрачные, а уже незначительное изменение глубины гравировки позволяет получить четко различимое на глаз изменение цветового тона. Гравировка глубиной примерно от 60 до 100 мкм наиболее пригодна для печатания красочных слоев, производящих впечатление насыщенной, кроющей краски. Точные значения глубины, как очевидно, будут варьироваться в зависимости от того, идет ли речь о светлой или о темной краске.
Гравировка глубиной 100 мкм и более наиболее пригодна для получения красочных слоев с хорошо различимой на ощупь рельефной структурой.
Предпочтительно далее, чтобы верхние края перегородок располагались на некотором расстоянии друг от друга, которое больше или равно ширине контакта гравировального инструмента, используемого для гравирования соответствующего участка.
Расстояние, на которое отстоят друг от друга верхние края перегородок, предпочтительно составляет менее 500 мкм, более предпочтительно от 20 до 150 мкм, наиболее предпочтительно 50 мкм. В принципе, чем мельче тонкая (высоколиниатурная) структура рельефной запечатанной поверхности, тем сложнее ее разглядеть без помощи вспомогательных средств (например лупы). Сказанное относится по меньшей мере к тонким, соответственно мелким структурам, получаемым с помощью перегородок, шаг между которыми составляет примерно от 20 до 150 мкм и которые имеют клиновидную форму. Перегородки, расположенные с шагом в пределах от 150 до примерно 400 мкм, хотя уже и различимы невооруженным глазом, тем не менее они ни в коей мере не ухудшают общего впечатления, создаваемого сплошной запечатанной краской поверхностью. При использовании перегородок не клиновидного, а трапециевидного в сечении профиля, имеющиеся на рельефной поверхности насечки становятся шире, т.е. занимают большую площадь. Подобные структуры позволяют влиять на оформление запечатываемой поверхности за счет использования, например, образуемого перегородками растра в качестве видимого элемента оформления. При включении в гравировку перегородок не в виде растра, а в виде шрифтовых знаков, графических символов и т.п. подобные шрифтовые знаки или графические символы также будут различимы на запечатанной поверхности.
С увеличением расстояния между перегородками до значений, существенно превышающих 500 мкм, возрастает и количество указанных в начале описания дефектов печати в виде пробелов, пропусков, пятен и т.п.
Предпочтительно далее, чтобы в предлагаемой в изобретении печатной форме перегородки за счет их параллельного расположения образовывали линейную мелкую структуру. В этом случае печатная форма должна быть согласована для ее применения вместе с прижимным цилиндром таким образом, чтобы линейная мелкая структура располагалась в основном параллельно оси вращения этого прижимного цилиндра.
В соответствии еще с одним предпочтительным вариантом выполнения предлагаемой в изобретении печатной формы и длина, и ширина гравированного участка составляют более 1 мм.
Согласно еще одному варианту предлагаемая в изобретении печатная форма имеет по меньшей мере первый и второй гравированные участки, различающиеся формой и/или расположением перегородок. В этом случае предпочтительно, чтобы ориентация перегородок на первом гравированном участке была отлична от ориентации перегородок на втором гравированном участке. Более предпочтительно располагать перегородки на первом гравированном участке под прямым углом к перегородкам на втором гравированном участке. Предпочтительно также, чтобы глубина гравировки на первом гравированном участке была отлична от глубины гравировки на втором гравированном участке. При этом предпочтительно, чтобы верхние края перегородок на первом гравированном участке отстояли друг от друга на большее расстояние, чем верхние края перегородок на втором гравированном участке. Помимо этого предпочтительно, чтобы верхние края перегородок на втором гравированном участке отстояли от поверхности печатной формы на большее расстояние, чем верхние края перегородок на первом гравированном участке. Первый и второй гравированные участки предпочтительно также выполнять примыкающими друг к другу.
В изобретении предлагается также носитель информации с полученным методом металлографской печати печатным изображением, имеющим по меньшей мере один участок с красочным слоем площадью более одного квадратного миллиметра, при этом указанный по меньшей мере один красочный слой покрывает поверхность этого участка печатного изображения по всей площади. Подобный носитель информации отличается тем, что размеры сторон указанной поверхности, такие как ее длина и ширина, составляют более 0,5 мм, а красочный слой имеет проходящую в одном направлении по меньшей мере одну насечку, в месте расположения которой красочный слой имеет минимальную толщину.
Предпочтительно, чтобы размеры сторон указанной поверхности, такие как ее длина и ширина, составляли более 1 мм.
Согласно одному из предпочтительных вариантов выполнения носителя информации указанный по меньшей мере один красочный слой имеет рельефную поверхность, которая образована мелкой структурой с регулярно повторяющимися структурными элементами. В этом случае предпочтительно, чтобы структурные элементы повторялись с шагом менее 0,5 мм.
В соответствии со следующим предпочтительным вариантом выполнения предлагаемого в изобретении носителя информации указанная выше мелкая структура образует растр или регулярный рисунок. Предпочтительно, чтобы такой растр представлял собой линейный растр или растр с перекрещивающимися линиями. Предпочтительно далее, чтобы мелкая структура образовывала растр с шириной линий менее 150 мкм.
Согласно еще одному предпочтительному варианту выполнения носителя информации предусмотренное у него печатное изображение имеет по меньшей мере первый участок с первой мелкой структурой и второй участок со второй мелкой структурой, отличной от первой. В этом случае предпочтительно, чтобы первые и вторые участки печатного изображения представляли собой один или несколько шрифтовых знаков или графическое изображение. Предпочтительно также, чтобы ориентация мелкой структуры на первом участке печатного изображения была отлична от ориентации мелкой структуры на втором участке печатного изображения. В соответствии со следующим предпочтительным вариантом мелкие структуры на первом и втором участках печатного изображения различаются шириной линий. Помимо этого предпочтительно, чтобы первый и второй участки печатного изображения различались толщиной красочного слоя.
С учетом того факта, что технология изготовления печатных форм для металлографской печати как таковая уже относится к наиболее сложным методам изготовления печатных форм, очевидно, что наличие дополнительных перегородок в гравировке создает значительные дополнительные проблемы. Острота подобных проблем возрастает еще и в связи с тем, что для выполнения предлагаемой в изобретении функции требуется не только наличие у перегородок соответствующей формы, амплитуды и расположения, но и микронная точность их изготовления. Вручную или травлением подобные печатные формы изготовить невозможно. Поэтому предлагаемые в изобретении печатная продукция и печатные формы обеспечивают высокую степень их защиты от подделки и копирования.
Вместе с тем, изготавливать подобные печатные формы можно с помощью гравировального устройства, описанного в заявке WO 97/48555. Такое устройство позволяет изготавливать печатные формы для металлографской печати фрезерованием с компьютерным управлением. С этой целью в компьютер вводятся данные о расположении линий на двухмерном штриховом рисунке, служащим оригиналом, и точно задается площадь каждой отдельной линии. После этого гравировальным инструментом, например вращающимся штихелем или лазерным лучом, вначале гравируется наружный контур этих поверхностей для получения их точного очертания или окантовки. Затем на этом окантованном участке поверхности тем же или иным гравировальным инструментом снимается материал с получением в результате всей линии, точно выгравированной в соответствии со штриховым оригиналом. При этом в зависимости от типа гравировального инструмента и от управления его перемещением донной поверхности гравировки можно придавать определенную шероховатость (вместо получения гладкой поверхности), а также получать предлагаемые в изобретении перегородки любой амплитуды, с различными углами наклона их боковых поверхностей или с точно заданным профилем в сечении. Важным моментом при этом, как уже было указано в начале описания, является то, что для выполнения предлагаемой в изобретении функции минимальная амплитуда перегородок должна составлять примерно 50% от глубины гравировки. При значениях, которые значительно меньше указанного, гравированные элементы большой площади неизбежно приводят к появлению указанных в начале описания дефектов печати даже несмотря на то, что печатная краска и удерживается в этом случае на донной поверхности гравировки значительно эффективнее, чем в гравировке с гладкой донной поверхностью.
В соответствии с этим в изобретении предлагается также способ изготовления печатной формы, предназначенной для сплошного запечатывания методом металлографской печати поверхности большой площади, заключающийся в том, что подготавливают заготовку для печатной формы с соответствующей поверхностью и затем на поверхности этой заготовки печатной формы гравировальным инструментом гравируют по меньшей мере один соответствующий запечатываемой поверхности большой площади участок таким образом, чтобы оставались перегородки, выступающие в этом гравированном участке и разделяющие его на более мелкие участки, при этом указанным перегородкам в результате гравирования придают такую форму, чтобы они не имели поверхностей, лежащих на уровне поверхности печатной формы.
Гравированные участки предпочтительно гравировать в виде линий и/или элементов большой площади. В этом случае гравированные линии целесообразно выполнять шириной более 0,5 мм, предпочтительно более 1,0 мм.
В соответствии еще с одним предпочтительным вариантом осуществления предлагаемого в изобретении способа изготовления печатной формы гравированные участки гравируют в виде гравированных линий, а перегородки выполняют поперечно гравированной линии, в результате чего образуются расположенные в ряд более мелкие участки, при этом перегородки проходят поперечно или диагонально к направлению снятия избытка краски.
В другом варианте гравированные участки предлагается гравировать в виде линий, а перегородки выполнять параллельно гравированной линии и поперечно или диагонально к направлению снятия избытка краски.
Вместе с тем, согласно еще одному варианту осуществления предлагаемого в изобретении способа изготовления печатной формы перегородки выполняют таким образом, чтобы они образовывали равномерную мелкую структуру в виде растра или регулярного рисунка. В этом случае предпочтительно, чтобы такой растр представлял собой линейный растр, точечный растр или растр с перекрещивающимися линиями. Растр с перекрещивающимися линиями предпочтительно формируют с помощью первой гравировки с параллельными, предпочтительно прямыми, гравированными линиями и наложенной на эту первую гравировку второй гравировки с параллельными, предпочтительно прямыми, гравированными линиями. При этом линии первой гравировки предпочтительно выполняют таким образом, чтобы они пересекали линии второй гравировки под углом от 20 до 90°, прежде всего от 40 до 70°.
В соответствии со следующим вариантом осуществления предлагаемого в изобретении способа изготовления печатной формы перегородки предпочтительно выполняют таким образом, чтобы угол наклона их боковых поверхностей относительно перпендикуляра, проведенного к поверхности печатной формы, составлял от 15 до 60°, предпочтительно от 30 до 50°. В этом случае для гравирования предпочтительно используют гравировальный инструмент с соответствующим углом наклона его боковых сторон. В качестве такого гравировального инструмента предпочтительно использовать штихель заостренной формы.
В соответствии еще с одним вариантом осуществления предлагаемого в изобретении способа изготовления печатной формы на поверхности заготовки для печатной формы выполняют первую гравировку и на примыкающем к ней участке на поверхности заготовки для печатной формы выполняют вторую гравировку таким образом, чтобы между первой и второй гравировками на уровне поверхности печатной формы или несколько ниже него оставалась перегородка заостренной формы.
На гравируемом участке до или после выполнения перегородок материал предпочтительно снимать с поверхности заготовки печатной формы на глубину 2-5 мкм.
Предпочтительно, чтобы максимальное расстояние, на которое отстоят друг от друга перегородки, составляло менее 500 мкм, более предпочтительно от 20 до 150 мкм.
Согласно следующему варианту осуществления предлагаемого в изобретении способа изготовления печатной формы в пределах участка одной гравировки предусматривают перегородки различной высоты.
Предпочтительно, чтобы глубина гравировки у выгравированного на поверхности печатной формы участка составляла от 5 до 150 мкм, более предпочтительно от 10 до 60 мкм.
Предпочтительно, чтобы перегородки за счет их параллельного расположения образовывали на поверхности печатной формы линейную мелкую структуру.
В соответствии еще с одним вариантом осуществления предлагаемого в изобретении способа изготовления печатной формы по меньшей мере на одном первом гравируемом участке гравируют первую мелкую структуру и по меньшей мере на одном втором гравируемом участке гравируют вторую мелкую структуру, отличную от первой. При этом перегородки на первом гравируемом участке предпочтительно выполняют с ориентацией, отличной от ориентации перегородок на втором гравируемом участке. В этом случае перегородки на первом гравируемом участке предпочтительно располагать под прямым углом к перегородкам на втором гравируемом участке.
Первый гравируемый участок предпочтительно гравировать на глубину, отличную от глубины гравирования на втором гравируемом участке.
Перегородки на первом гравируемом участке предпочтительно далее располагать на большем максимальном расстоянии друг от друга, чем перегородки на втором гравируемом участке.
Перегородки на втором гравируемом участке предпочтительно далее выполнять таким образом, чтобы их верхние края отстояли от поверхности печатной формы на большее расстояние, чем верхние края перегородок на первом гравируемом участке.
В изобретении предлагается также способ металлографской печати для сплошного запечатывания всей поверхности взаимосвязанных участков печатного изображения с использованием предлагаемой в изобретении печатной формы.
Предлагаемое в изобретении решение создает абсолютно новые возможности гравирования печатных форм для металлографской печати. При этом использование гравировок большой печатающей площади позволяет также получать гравированные линии шириной от 1 до 10 мм и более при толщине красочного слоя 40 мкм и более. Равным образом в процессе металлографской печати становится возможным получение без каких-либо проблем запечатанных по всей площади геометрических поверхностей размером в несколько квадратных сантиметров.
Мелкая (высоколиниатурная) структура запечатанной поверхности может иметь вид растра или же в ней могут присутствовать шрифтовые знаки либо графические символы. Даже при выборе самой грубой из всех мелких структур (с расстоянием между перегородками порядка 500 мкм) ее невозможно подделать ни одним известным методом печатания, что позволяет значительно повысить степень защиты от подделок соответствующего запечатанного носителя информации. Таким образом, наличие подобной мелкой структуры свидетельствует уже не только об использовании самого по себе высококачественного способа металлографской печати, но и о применении описанного в WO 97/48555 гравировального устройства, которое из-за своей высокой стоимости не доступно фальшивомонетчикам.
Другие преимущества изобретения более подробно рассмотрены ниже на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, где на фиг.1-7 в поперечном сечении изображены соответствующие фрагменты печатной формы с гравировкой.
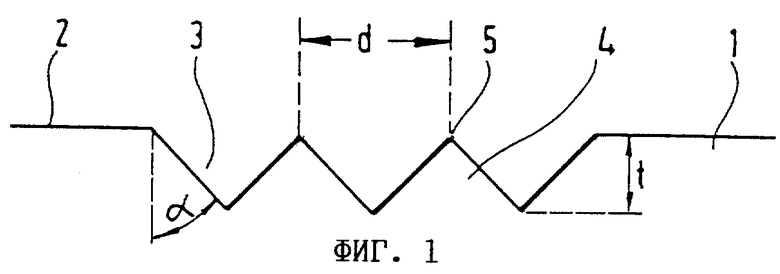
На фиг.1 показан фрагмент печатной формы 1, поверхность 2 которой имеет гравировку 3 заданной глубины t, заполняемую печатной краской. Показанные в поперечном сечении выгравированные элементы имеют вид линий, проходящих перпендикулярно плоскости чертежа, и выполнены таким образом, что между параллельно проходящими углублениями остаются перегородки 4, верхний край 5 которых расположен на уровне поверхности 2 печатной формы. Перегородки 4, с одной стороны, предотвращают удаление печатной краски в процессе стирания из образованных гравировкой 3 углублений, а с другой стороны, обеспечивают структурирование переносимого на основу красочного слоя, т.е. придают ему рельефность. На участке гравировки поверхность основы полностью запечатывается краской.
Шаг между параллельно проходящими элементами гравировки 3 соответствует расстоянию d между верхними краями 5 перегородок. В показанном на фиг.1-3 варианте, когда шаг, на который в процессе гравирования углублений смещается гравировальный инструмент, соответствует расстоянию d между верхними краями перегородок, это расстояние d предпочтительно составляет от 20 до 150 мкм, при этом для получения тонкой, мелкой структуры, которую невозможно различить без помощи дополнительных вспомогательных средств, расстояние примерно в 50 мкм является наиболее предпочтительным.
Получаемое за счет перегородок упорядоченное или периодическое изменение толщины красочного слоя позволяет создать в напечатанном красочном слое мелкую структуру, которую с учетом разрешающей способности человеческого глаза невозможно различить невооруженным глазом при обычном рассмотрении и которая поэтому может служить скрытым защитным элементом или признаком, не воспроизводимым ни электрофотографическим, ни каким-либо иным способом печатания.
Несмотря на наличие в напечатанном красочном слое мелкой структуры, он воспринимается человеческим глазом как однородное красочное покрытие. Интенсивность цветового ощущения, соответственно воспринимаемый цветовой тон или оттенок зависят от средней толщины красочного слоя, и их при заданном угле α наклона боковых поверхностей выгравированных элементов можно регулировать изменением глубины t гравировки.
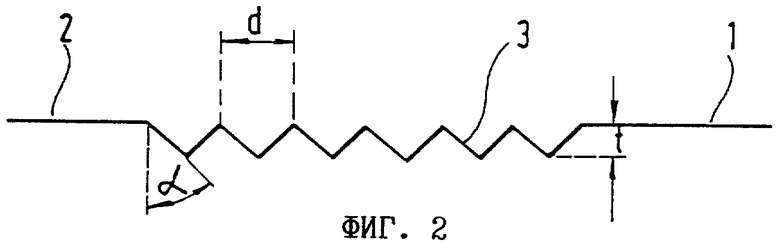
На фиг.2 в сечении показана печатная форма, которая позволяет печатать в среднем более тонкий красочный слой, создающий более светлый цветовой тон. Гравированные поверхности показанных на фиг.1 и 2 печатных форм имеют одинаковые размеры при одном и том же угле α наклона боковых поверхностей элементов гравировки 3. За счет меньшей глубины t гравировки на фиг.2 расстояние d между выгравированными линиями выбрано меньшим. При печатании взаимосвязанных сплошных запечатанных поверхностей важно с учетом угла α наклона боковых поверхностей элементов гравировки выбирать такую глубину t гравировки и такое расстояние d между верхними краями 5 перегородок, чтобы внутри выгравированного участка на уровне поверхности 2 печатной формы не образовывались плоские площадки.
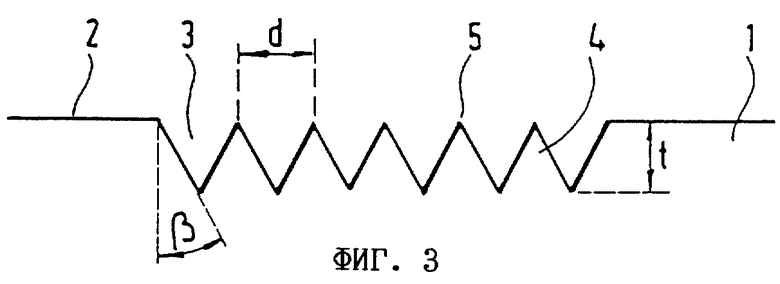
На фиг.3 гравированная поверхность имеет ту же протяженность, что и в примерах, показанных на фиг.1 и 2. При этом гравировка имеет ту же глубину t, что и на фиг.1. Хотя перегородки 4 и имеют другой угол β наклона их боковых поверхностей, средняя толщина переносимого с показанной на фиг.3 печатной формы красочного слоя соответствует толщине слоя, напечатанного с помощью печатной формы, показанной на фиг.1. Несмотря на различное расстояние d между перегородками 5, а тем самым и на различную мелкую или высоколиниатурную структуру поверхности, запечатываемые с помощью показанных на фиг.1 и 3 печатных форм, имеют одинаковый цветовой тон.
В отличие от этого печатные формы, показанные на фиг.2 и 3, имеют одинаковое расстояние d между перегородками и поэтому позволяют воспроизводить мелкую структуру с одинаковой периодичностью элементов, однако из-за различных углов (α, β) наклона боковых поверхностей гравированных элементов напечатанные с их помощью красочные слои различаются средней толщиной и оттенком.
Гравировку 3 предпочтительно выполняют вращающимися штихелями, угол при вершине которых, измеренный относительно средней линии штихеля, соответствует углу наклона боковых поверхностей элементов гравировки. Эти углы наклона предпочтительно составляют от 15 до 60°, более предпочтительно от 30 до 50°. Механические гравировальные инструменты, прежде всего с указанными предпочтительными значениями угла при их вершине, отличаются повышенной стойкостью. Печатные формы с предпочтительными углами наклона боковых поверхностей элементов гравировки, соответственно перегородок, более просто размножать путем изготовления вторичных форм, а с точки зрения техники печатания они, кроме того, обладают наиболее высокими свойствами. Перегородкам наиболее предпочтительно придавать клиновидную (в сечении) форму, соответственно профиль. Однако можно использовать и профили любой другой формы, в частности волнообразный или синусоидальный профиль. Форма поперечного сечения перегородок 4 ограничена только возможностями придания гравировальному инструменту необходимого внешнего контура.
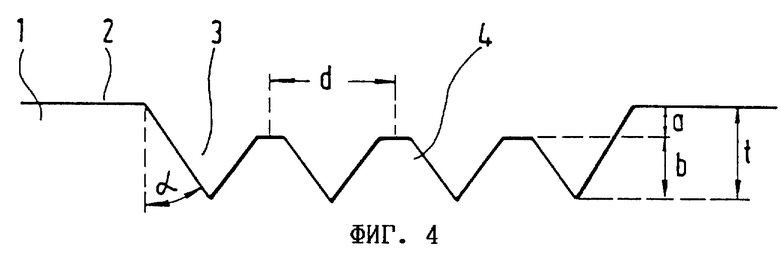
При необходимости уменьшить лишь толщину красочного слоя на участке перехода от одной линии мелкой структуры к соседней до значения, отличного от нуля, для этой цели пригодны структуры, показанные на фиг.4 и 5.
Оригинальную форму для матрицирования или печатный шаблон, показанный на фиг.4, изготавливают, удаляя после гравирования образующих мелкую структуру углублений материал с обращенных наружу концов перегородок. В другом варианте сначала можно также снять материал на всем гравируемом участке на глубину а, а затем выгравировать образующие мелкую структуру углубления. В результате обращенные наружу концы перегородок оказываются расположенными ниже уровня поверхности 2 печатной формы на величину а. Остаточная высота перегородок, называемая ниже амплитудой b, представляет собой разность между глубиной t гравировки и величиной а уменьшения высоты перегородок. Запечатанная с использованием подобной печатной формы основа имеет на участке гравировки покрывающий ее поверхность сплошной красочный слой толщиной а, дополнительно "модулированный" мелкой структурой максимальной амплитуды b. Выполненные в рассматриваемом примере в виде плоских площадок верхние концы перегородок оставляют на оттиске тонкие светлые линии. При соответствующем прохождении образующих перегородки 4 гравированных линий светлые линии, оставляемые на оттиске трапециевидными перегородками 4, могут воспроизводить рисунки, шрифтовые знаки или графические символы.
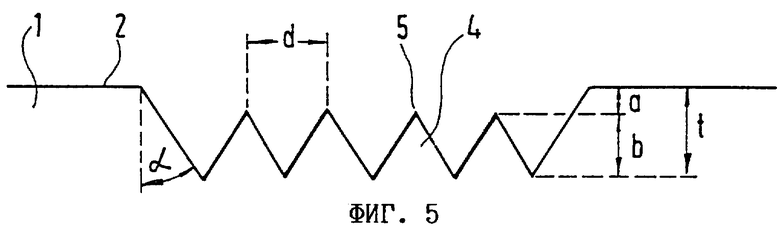
В показанном на фиг.5 варианте уменьшить высоту перегородок на величину а можно также, выбрав при заданном угле α наклона боковых поверхностей и при заданной глубине t гравировки расстояние между отдельными гравированными линиями настольно малым, чтобы верхний край 5 перегородок располагался ниже уровня поверхности 2 печатной формы.
Преимущество, связанное с уменьшением высоты перегородок, состоит в том, что пластмассовая поверхность стирающего валика не контактирует непосредственно с имеющими острые края перегородками 4, благодаря чему снижаются истирание и износ не только поверхности самого стирающего валика, но и мелких гравированных структур печатной формы. Величина а, на которую высота перегородок уменьшена относительно уровня поверхности 2 печатной формы, предпочтительно составляет от 2 до 5 мкм. С целью обеспечить четкое воспроизведение гравировки в виде мелкой структуры перенесенного на основу красочного слоя амплитуда b должна составлять более 50% от глубины t гравировки.
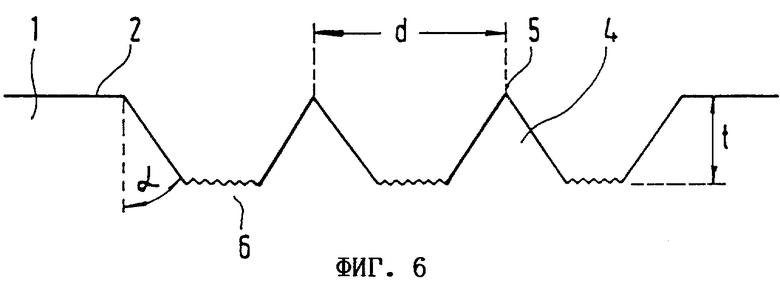
На фиг.6 показан еще один вариант предлагаемой в изобретении гравировки, дополненной перегородками. В этом варианте перегородки 4 расположены на большем расстоянии d друг от друга. В отличие от вариантов выполнения по фиг.1-5 расстояние d между перегородками не соответствует в данном случае интервалу, на который в процессе гравирования углублений смещается гравировальный инструмент. Расстояние d предпочтительно составляет менее 500 мкм. Между перегородками 4 предусмотрены горизонтальные донные участки 6 гравировки, которым для более эффективного удержания краски целенаправленно придана заданная шероховатость. Такую шероховатость поверхности задают путем подбора соответствующих геометрических параметров гравировального инструмента, а именно угла при его вершине и радиуса округления его вершины, а также путем задания соответствующих значений, определяющих его смещение при переходе от одной гравируемой линии к другой в направлении, поперечном направлению гравирования.
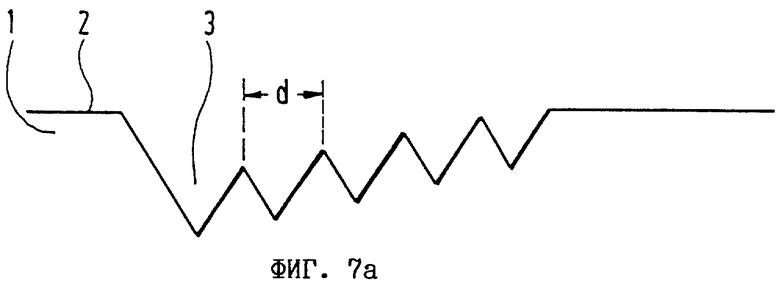
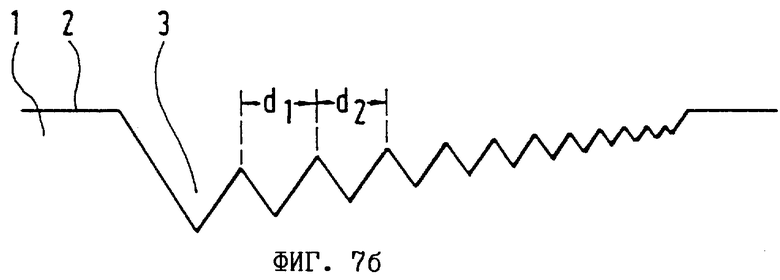
В соответствии с одним из предпочтительных вариантов осуществления изобретения гравировку 3 наносят на поверхность 2 печатной формы таким образом, чтобы ее глубина в пределах гравированной поверхности была не постоянной, а непрерывно увеличивалась, соответственно уменьшалась в одном из направлений (фиг.7а, 7б). При изготовлении гравировки переменной глубины самые нижние точки каждой гравированной линии предпочтительно располагать в плоскости, которая проходит наклонно к поверхности печатной формы. Глубину гравировки можно также изменять таким образом, чтобы самые нижние в плоскости поперечного сечения печатной формы точки лежали на кривой, форму которой можно описать, например, с помощью параболы или гиперболы. Изменение глубины гравировки позволяет варьировать воспринимаемый цветовой тон, соответственно оттенок в пределах взаимосвязанной сплошной запечатанной поверхности и прежде всего в тех случаях, когда глубина гравировки изменяется на величину в пределах от 5 до 60 мкм.
В показанном на фиг.7а варианте расстояние d между перегородками и их высота постоянны на всем гравированном участке, тогда как в показанном на фиг.7б варианте расстояние между перегородками и их высота увеличиваются с возрастанием глубины гравировки (d1>d2).
Существует также возможность комбинировать на одной печатной форме элементы гравировки различного типа и формы, а также перегородки различной формы. Равным образом гравировку различных типов или перегородки различной формы можно выполнять на смежных участках поверхности или же соответствующим образом варьировать эти их параметры в пределах одного замкнутого участка гравированной поверхности. Кроме того, на первую гравировку можно накладывать вторую. При выполнении первой, а также второй гравировки в виде параллельных, предпочтительно прямых, гравированных линий образуется так называемый растр с перекрещивающимися линиями. Если линии первой гравировки пересекают линии второй гравировки по углом от 20 до 90°, прежде всего от 40 до 70°, то в этом случае достигается наиболее эффективное удержание краски получаемой в результате гравировкой, что положительно сказывается на важных с точки зрения техники печатания свойствах соответствующим образом выгравированной печатной формы. Кроме того, отпечатанные с помощью подобных печатных форм красочные слои отличаются наиболее равномерным цветовым тоном.
Первую и наложенную на нее вторую гравировку можно получать гравировальными инструментами различной формы, а также гравированием на различную глубину и/или с различным шагом между гравированными линиями. В случае предпочтительного растра с перекрещивающимися линиями такая гравировка позволяет получить периодически прерывающиеся перегородки.
Изобретение относится к области полиграфии. В предложенной печатной форме на гравированных, заполняемых краской участках предусмотрены перегородки, разделяющие гравированные участки на более мелкие участки и вертикально выступающие над донной поверхностью гравированного участка на высоту, составляющую по меньшей мере 50% от глубины гравировки, при этом указанные перегородки не имеют поверхностей, лежащих на уровне поверхности печатной формы. Указанные перегородки обеспечивают отсутствие дефектов печати при нанесении краски, позволяют эффективно предотвратить удаление печатной краски из выгравированных участков при стирании избытка этой печатной краски с поверхности печатной формы, а также позволяют полностью покрывать слоями краски большой участок поверхности печатного изображения на носителе информации. 4 с. и 67 з.п.ф-лы, 8 ил.
| АЭРОДИНАМИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБОГАЩЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 1989 |
|
RU2030929C1 |
| US 5675420 A, 07.10.1997 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |

