Настоящее изобретение относится к печатной форме для печати, в частности ценных бумаг и документов, а также к способу печати с использованием такой печатной формы.
Известны печатные формы с углубленными трафаретными печатными элементами, с подачей краски в них с обратной стороны формы через специальные каналы. Такие формы подразделяются на два вида - плоские и ротационные и предназначаются преимущественно для одноцикличной многокрасочной печати штриховых изображений. Способы подачи краски и строение красочных аппаратов для таких форм характеризуются разнообразием и сложностью, что можно представить на примере красочных аппаратов печатных форм «Колорфло», используемых в машинах фирмы «Карраро» (Италия) (Н.И.Спихнулин. Формные и печатные процессы (технология и систематизация), книга 2, с.97-130, М.: Книга, 1991 - [1].
В том же источнике [1] информации описаны трафаретные формы из сплошных материалов с прикрепленной к ним сеткой, располагаемой со стороны запечатываемого материала с целью обеспечения эффекта сетчатой трафаретной печати и повышения тиражестойкости форм, из которых наиболее простой является трафаретная форма, полученная на металлической основе вырезным или аналогичным способом, которая прикрепляется к сетке для повышения прочности.
Известны характеризующиеся высокой тиражестойкостью трафаретные печатные формы, получаемые электролитическим осаждением металлов с гравированных матриц и гальваническим наращиванием металла, например никеля, на пробельные участки сетчатой основы.
Описанные в [1] трафаретные формы используются преимущественно для печатания плакатов, афиш, рекламы и аналогичной продукции с четким разграничением штриховых цветных участков изображений.
Известные трафаретные печатные формы не применимы для печатания ценных бумаг и документов, таких, например, как банкноты, облигации, банковские чеки и т.п., с высокими требованиями защищенности от подделки.
В силу специфических особенностей трафаретной печати и, в частности, из-за недостаточного давления в зоне печати, а также потому, что перенос красочного слоя осуществляется за счет подачи краски к запечатываемому материалу со стороны обратной печатной поверхности формы под небольшим давлением, запечатанные трафаретным способом материалы не могут иметь характерных для ценных бумаг и документов оттисков.
Ценные бумаги и документы изготавливаются, как правило, методом металлографской печати, при котором соответствующие участки изображения обычно воспроизводят с помощью линейного растра.
Для осуществления процесса такой печати краской заполняются только углубления, выполненные на поверхности печатной формы травлением или гравированием, для чего после нанесения краски на печатную форму ее избыток удаляют с помощью вишерных устройств (RU 2249639, В41М 3/14, 10.04.2005 - [2], WO 00/20216, В41М 3/00, 13.04.2000 - [3].
В процессе печати запечатываемый материал с высоким давлением прижимается прижимным цилиндром с эластичной поверхностью к печатной форме. При этом, по меньшей мере, частично сжимаемая основа запечатываемого материала, например бумаги, вдавливается в заполненные краской углубления печатной формы.
При последующем отделении запечатываемого материала от печатной формы находившаяся до этого момента в углублениях печатной формы печатная краска остается на его поверхности.
Полученный таким путем оттиск состоит из отстоящих друг от друга печатных линий или участков (плашек), которые в зависимости от глубины гравирования печатной формы покрыты красочным слоем различной толщины.
Под действием высокого давления прижима запечатываемый материал дополнительно подвергается тиснению, при этом обратная сторона носителя информации приобретает рельефную структуру. При достаточной глубине выгравированных на печатной форме углублений на запечатываемой методом металлографской печати основе в результате ее тиснения и переноса на нее краски получается оттиск с различимой на ощупь рельефной структурой. Свободные от изображения участки поверхности запечатываемого материала подвергаются в процессе печати под действием высокого давления прижима своего рода каландрированию, что приводит к уплотнению и сглаживанию поверхности бумаги.
Эти особенности у полученных методом металлографской печати оттисков позволяют отличить их от оттисков, полученных другими методами.
Вместе с тем процесс переноса краски с формы на запечатываемый материал также является фактором, определяющим качество оттиска, которое зависит от структур, образующихся при расщеплении краски в процессе переноса. При визуальной оценке оттиска они создают впечатление неравномерности запечатывания поверхности бумаги, особенно на плашках.
Кроме того, при большом количестве краски в замкнутом объеме углубленного печатного элемента в процессе вдавливания в него запечатываемого материала под давлением прижима краска может разбрызгиваться на пробельных участках формы.
Как известно, количество краски, переходящее на запечатываемый материал при глубокой и, в частности, металлографской печати зависит от глубины печатного элемента.
В печатных элементах формы краска находится не в виде ровного слоя, а имеет более или менее неравномерную зернистую структуру.
Перенос чрезмерно большого количества краски приводит к образованию слишком грубой структуры на поверхности перенесенного после расщепления слоя. Относительно прочные когезионные связи частиц краски препятствуют расщеплению, и краска подвергается сдвигу в зоне контакта таким образом, что образуется один большой красочный тяж, который, в конце концов, разрывается посередине.
Небольшое число красочных нитей на единице площади ведет к образованию грубой структуры поверхности расщепления, которая на бумаге имеет вид апельсиновой кожуры. Мелкозернистая структура поверхности разрыва обусловливает большую равномерность оттиска.
Известно, что высокая равномерность оттиска может быть достигнута исключением факторов, затрудняющих перенос краски на стадии разрыва, таких как высокая вязкость, большая скорость печатания и малая толщина красочного слоя.
Однако это ограничивает разнообразие красочных материалов, которые могут быть использованы для достижения тех или иных эффектов, обеспечивающих повышенную степень защищенности ценного документа от подделки и, кроме того, снижает производительность печати.
В основу изобретения была положена задача по созданию печатной формы со сквозными печатными элементами, аналогичными трафаретным печатным элементам, для печатания более сложных по структуре оттисков с повышенной степенью их защиты от подделки, аналогичных оттискам металлографской печати.
Кроме того, в основу изобретения была положена задача по повышению качества оттиска за счет улучшения структуры его поверхности, что обеспечивается разрывом красочного слоя в печатных элементах формы для получения мелкозернистой структуры краски при переносе в процессе печати, а также за счет исключения разбрызгивания краски на пробельных участках вследствие возможности перераспределения краски в печатных элементах.
Указанная задача решается с помощью объектов, представленных в независимых пунктах формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в соответствующих зависимых пунктах формулы.
Согласно первому изобретению группы поставленная задача достигается за счет того, что печатная форма содержит, по меньшей мере, два функциональных слоя, первый из которых выполнен со сквозными печатными элементами для переноса красочного изображения непосредственно на запечатываемый материал, и средство для разрыва красочного слоя и перераспределения краски в печатных элементах на границе между слоями при вдавливании краски в печатные элементы под давлением печати.
Это обеспечивает образование мелкозернистой структуры поверхности разрыва красочного слоя и более равномерное распределение краски между печатными элементами, что повышает качество оттиска и исключает разбрызгивание краски на пробельных участках.
Средство для разрыва красочного слоя и перераспределения краски в печатных элементах может быть выполнено в виде слоя ячеистой структуры между первым и вторым функциональными слоями, причем ячеистый слой при этом выполняется с каналами, сообщающими полости ячеек.
Печатные элементы первого слоя могут включать точечные и/или штриховые и/или плашечные печатные элементы.
Согласно другому изобретению группы печатная форма содержит, по меньшей мере, два функциональных слоя, первый из которых выполнен со сквозными печатными элементами для переноса красочного изображения непосредственно на запечатываемый материал и средство для разрыва красочного слоя и перераспределения краски в печатных элементах при вдавливании в них краски под давлением печати, выполненное в виде ребристой структуры или ее участков, сформированных на поверхности внутренней стороны одного и/или другого функционального слоя на границе между слоями.
Ребристая структура или участки ребристой структуры могут иметь постоянный и/или переменный шаг выступов, а сама ребристая структура или ее участки могут быть сформированы на поверхностях внутренних сторон обоих слоев.
Промежутки между выступами ребристой структуры образуются профильными канавками.
Такое конструктивное исполнение печатной формы реализует один из наиболее технологичных и простых вариантов получения средства для разрыва красочного слоя и перераспределения краски в печатных элементах в виде ребристой структуры или ее участков.
Участок ребристой структуры формируется, по меньшей мере, двумя канавками в одном из слоев, открытыми к поверхности внутренней стороны другого слоя на границе между слоями, и сообщающими полости, по меньшей мере, двух соседних печатных элементов, причем смежные боковые стенки канавок образуют выступ ребристой структуры, вершина которого примыкает по линии к поверхности внутренней стороны другого слоя.
Ребристая структура или участок ребристой структуры могут быть сформированы на поверхности внутренней стороны второго функционального слоя на границе между слоями.
Печатная форма может содержать точечные и/или штриховые и/или плашечные печатные элементы, что обеспечивает возможность создания разнообразных оттисков.
Расстояние между вершинами соседних выступов ребристой структуры должно быть меньше ширины штрихового и/или точечного печатного элемента для гарантированного разрыва красочного слоя в любом печатном элементе формы.
Ребристая структура с систематическим строением и/или участками различного систематического, в том числе растрового строения обеспечивает возможность создания на оттисках, например, плашечных печатных элементов дополнительных визуальных эффектов.
Глубина промежутков между выступами ребристой структуры может быть больше расстояния между ними, при этом ребристая структура может быть сформирована на внутренней поверхности первого слоя на границе между слоями, а на внутренней поверхности второго слоя в областях, открытых печатными элементами, сформирован микрорельеф.
Кроме того, ребристая структура или, по меньшей мере, участок ребристой структуры могут быть сформированы на поверхности внутренней стороны первого слоя, а на поверхности внутренней стороны второго слоя сформирована линейная растровая структура. При этом линеатура растровой структуры может совпадать с шагом выступов ребристой структуры, а выступы ребристой структуры могут контактировать с выступами растровой структуры, образованными промежутками между линиями.
Согласно еще одному варианту исполнения печатная форма содержит, по меньшей мере, два функциональных слоя, первый из которых выполнен со сквозными печатными элементами для переноса красочного изображения непосредственно на запечатываемый материал, и средство для разрыва красочного слоя и перераспределения краски в печатных элементах при вдавливании в них краски под давлением печати, выполненное в виде сетки между первым и вторым функциональными слоями.
Печатные элементы первого слоя могут включать точечные, и/или штриховые, и/или плашечные печатные элементы.
При этом на поверхности внутренней стороны второго функционального слоя на его границе с сеткой выполнены параллельные канавки, образующие выступы, предназначенные в качестве опоры для нитей переплетения сетчатой структуры.
Шаг ячеек сетки и шаг канавок могут быть одинаковыми и не должны превышать по величине минимальный размер по ширине штрихового и/или точечного печатного элемента для гарантированного разрыва красочного слоя в печатных элементах.
Согласно другому изобретению группы предложен способ печати, заключающийся в переносе формного изображения на запечатываемый материал, при котором печать осуществляют посредством печатной формы, содержащей, по меньшей мере, первый функциональный слой со сквозными печатными элементами для переноса красочного изображения непосредственно на запечатываемый материал, второй функциональный слой и средство для разрыва красочного слоя и перераспределения краски в печатных элементах на границе между слоями при вдавливании краски в печатные элементы под давлением печати, при этом в процессе печати в зоне печати создают давление, превышающее по величине предел текучести запечатываемого материала.
Это также обеспечивает получение оттисков при осуществлении способа с характерными для металлографской печати особенностями - тисненой структурой бумаги, различимой на ощупь рельефной структурой оттиска, уплотнением и сглаживанием поверхности материала ценной бумаги или документа.
Кроме того, способ печати, в частности, может быть осуществлен посредством печатной формы, имеющей средство для разрыва красочного слоя и перераспределения краски в печатных элементах на границе между слоями в виде ребристой структуры или ее участков, сформированных на поверхности внутренней стороны одного из функциональных слоев на границе между слоями или в виде сетки между первым и вторым функциональными слоями.
Изобретение поясняется чертежами.
На фиг.1 показано схематичное изображение печатной формы, имеющей средство для разрыва красочного слоя и перераспределения краски в печатных элементах в виде ребристой структуры на поверхности второго слоя (поперечный направлению выступов ребристой структуры разрез).
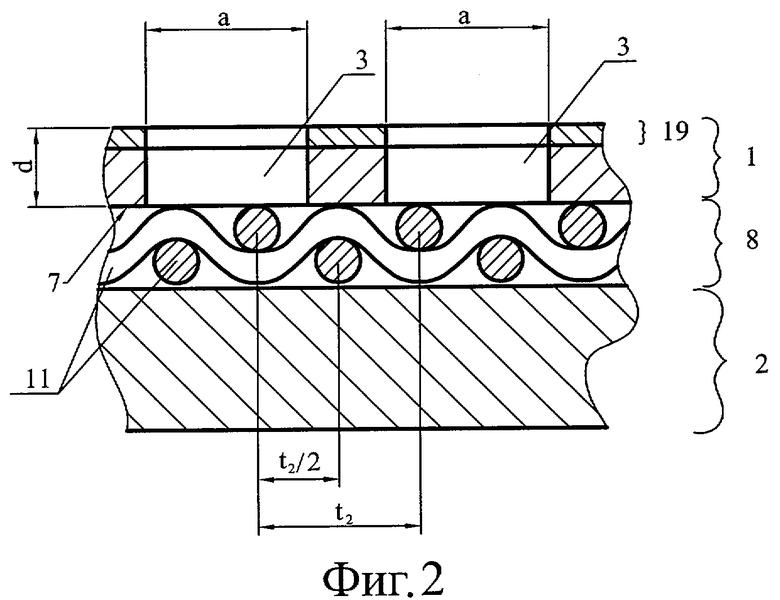
на фиг.2 - схематичное изображение печатной формы, у которой средство для разрыва красочного слоя и перераспределения краски выполнено в виде сетки или сетчатой структуры,
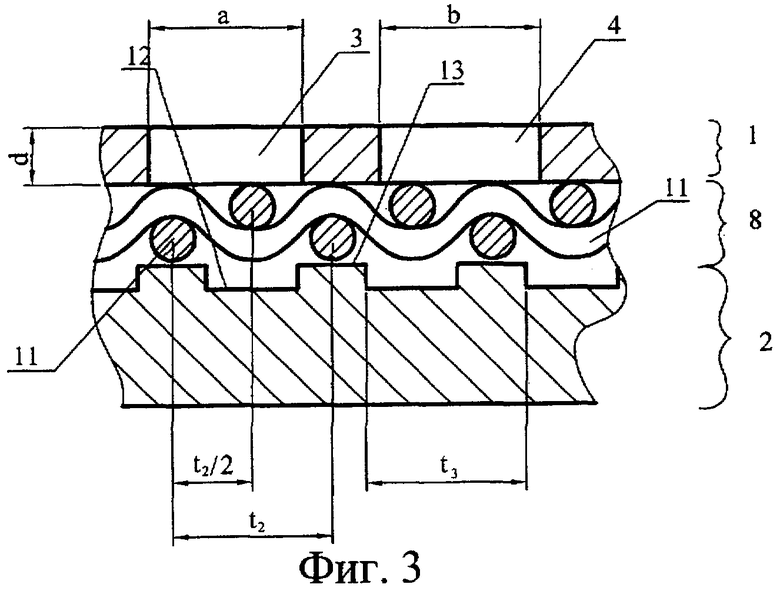
на фиг.3 - схематичное изображение печатной формы, имеющей средство для разрыва красочного слоя и перераспределения краски в виде сетки с каналами во втором слое,
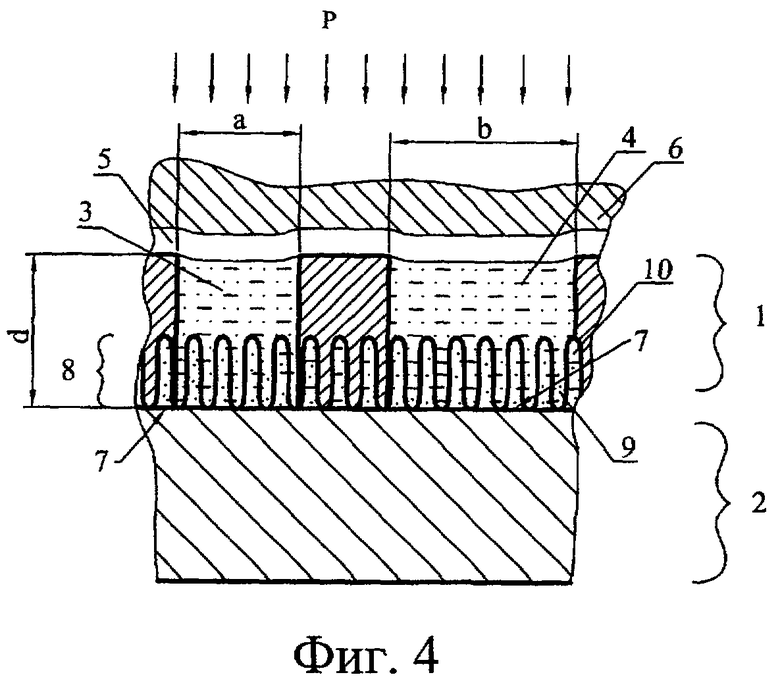
на фиг.4 схематично изображена печатная форма, имеющая средство для разрыва красочного слоя и перераспределения краски в виде ребристой структуры на поверхности первого слоя (поперечный направлению выступов ребристой структуры разрез),
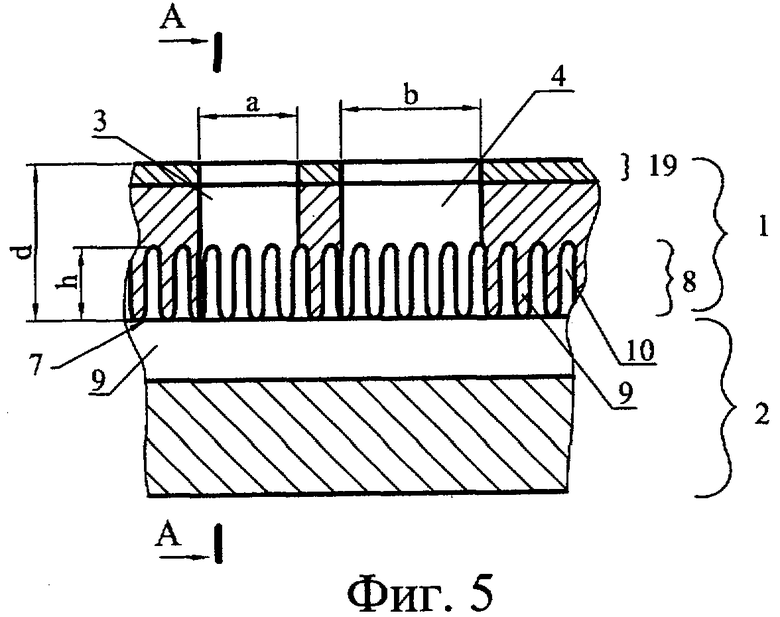
на фиг.5 показано схематичное изображение печатной формы, имеющей средство для разрыва красочного слоя и перераспределения краски в виде ребристой структуры на поверхности обеих слоев,
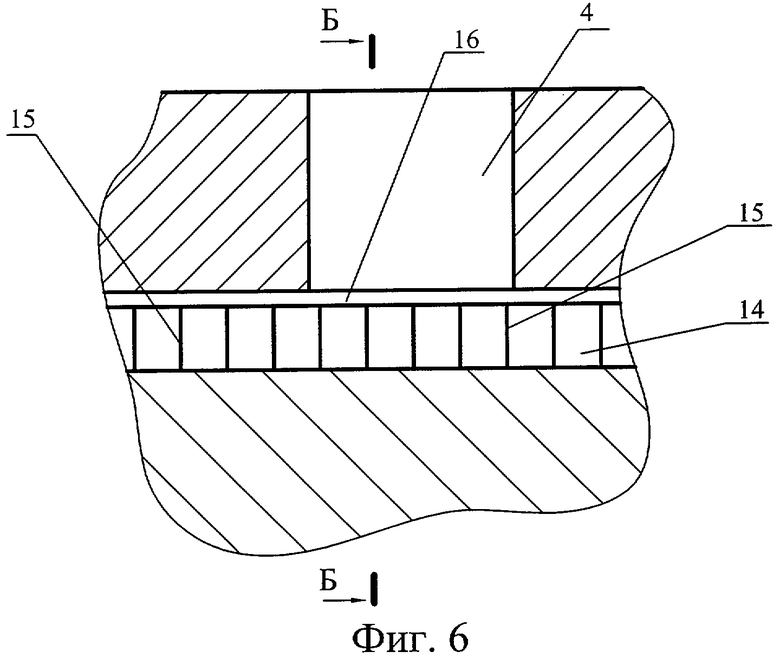
на фиг.6 - схематичное изображение печатной формы, имеющей средство для разрыва красочного слоя и перераспределения краски в виде ячеистой структуры с каналами,
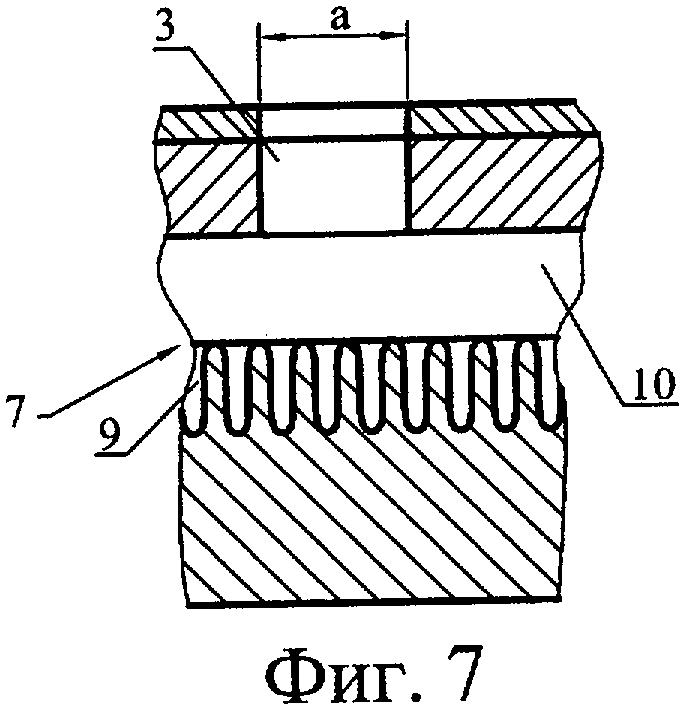
на фиг.7 - разрез А-А на фиг.5,
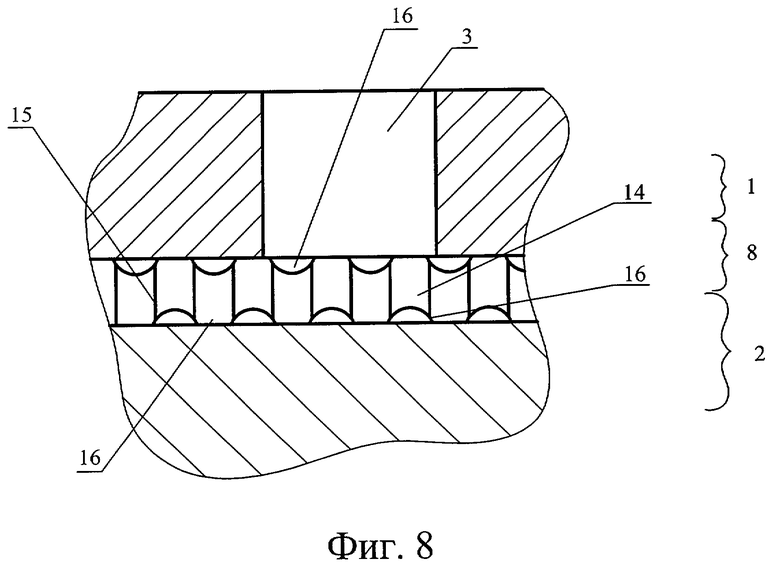
на фиг.8 - разрез Б-Б на фиг.6,
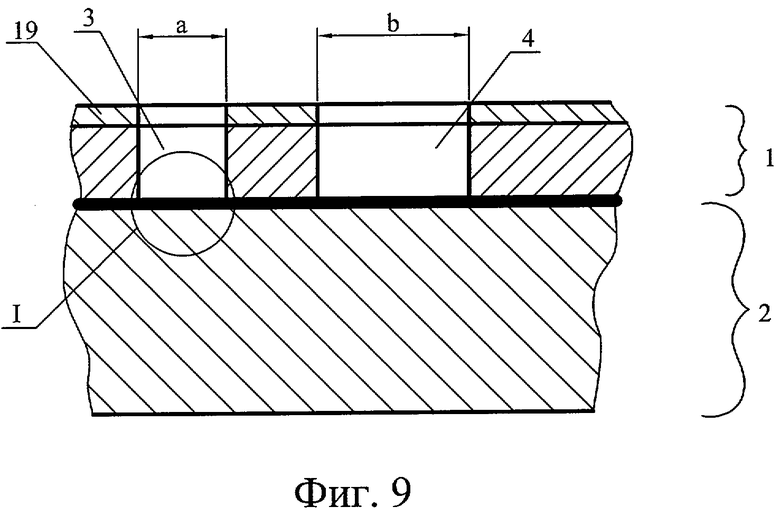
на фиг.9 схематично изображена печатная форма, имеющая средство для разрыва красочного слоя в виде зернистой структуры, поперечный разрез,
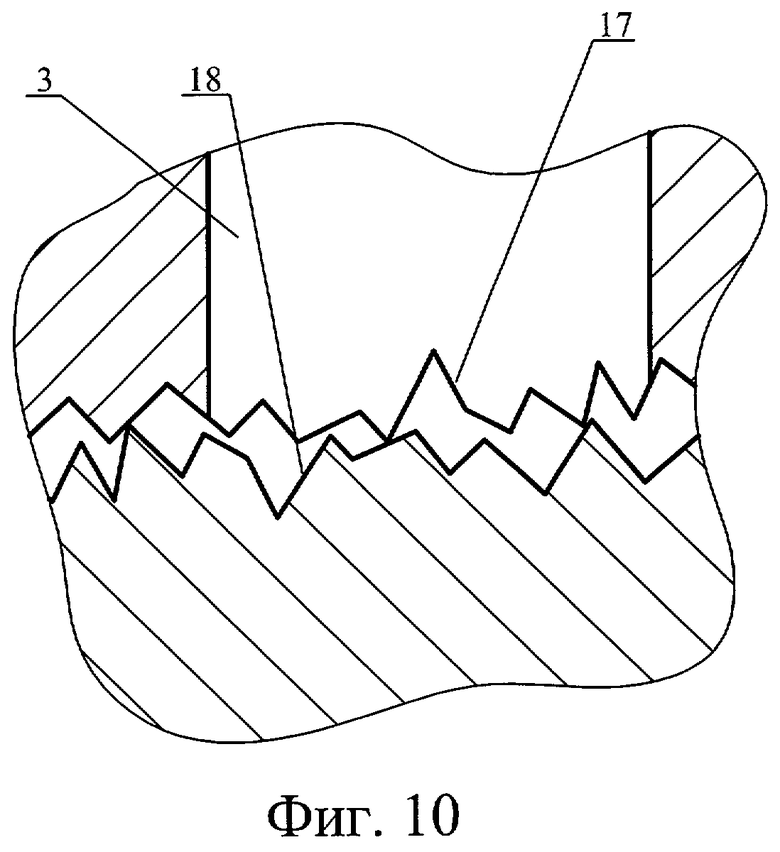
на фиг.10 - укрупненное изображение поверхности первого слоя и второго слоя на границе слоев,
на фиг.11, 12 показаны схемы, поясняющие возможные варианты устройств для осуществления заявленного способа печати с использованием предложенной печатной формы.
Печатная форма содержит, по меньшей мере, два функциональных слоя 1 и 2. Первый функциональный слой 1 выполнен со сквозными точечными или штриховыми печатными элементами 3, имеющими минимальный размер а по ширине, а второй функциональный слой 2 представляет собой по существу основу печатной формы. Слой 1 может содержать и сквозные плашечные печатные элементы 4 с большим, чем размер а, размером b по ширине. Перенос красочного изображения непосредственно на запечатываемый материал, в частности бумагу 5, осуществляется за счет давления в зоне печати, например, посредством прижимной плиты 6.
Для получения эффекта печати, характерного для металлографической печати ценных документов (тисненая структура бумаги, оттиск с различимой на ощупь рельефной структурой, уплотнение и сглаживание поверхности ценного документа), величина давления выбирается в пределах 3-8 кг/мм2.
Согласно изобретению для придания мелкозернистой структуры краске в печатных элементах 3, 4 в процессе печати печатная форма в области границы 7 между слоями 1, 2 имеет средство 8 для разрыва красочного слоя и перераспределения краски в печатных элементах.
Для представленной на фиг.1 печатной формы средство 8 выполнено в виде ребристой структуры или участков ребристой структуры на поверхности второго функционального слоя 2 на границе 7 слоев 1 и 2, с постоянным t1 и/или переменным шагом выступов 9, которые образованы выполненными в слое 2 канавками 10.
Средство для разрыва красочного слоя и перераспределения краски между сквозными печатными элементами 3, 4 может быть выполнено в виде ребристой структуры или участков ребристой структуры с постоянным t1 и/или переменным шагом выступов 9, сформированных на поверхностях обоих слоев на границе 7 между слоями (фиг.5, 7). Такое конструктивное исполнение обеспечивает лучшее перераспределение краски, так как краска может распределяться в двух направлениях по профильным канавкам 10, образующим выступы 9 ребристой структуры, в первом и втором функциональных слоях 1 и 2.
Для соседних печатных элементов в общем случае участок ребристой структуры сформирован, по меньшей мере, двумя канавками 10 в одном из функциональных слоев, открытыми к внутренней поверхности другого слоя, сообщающими полости, по меньшей мере, этих соседних печатных элементов за счет образования закрытых слоями на границе 7 каналов для перераспределения краски. Смежные боковые стенки соседних канавок 10 образуют выступ 9 ребристой структуры, вершина которого примыкает по линии контакта к поверхности внутренней стороны слоя 1.
Расстояние t1 между вершинами соседних выступов 9 или шаг выступов ребристой структуры предпочтительно меньше ширины штрихового и/или точечного печатного элемента 3, что обеспечивает при печати гарантированный разрыв красочного слоя, по меньшей мере, на одной вершине выступа в печатном элементе 3.
Ребристая структура может иметь систематическое строение или участки различного систематического строения в том смысле, что расположение и геометрия выступов могут подчиняться определенной зависимости. В частности, ребристая структура, открытая в области, например, плашечных печатных элементов 4 может иметь растровое строение. Это обеспечивает возможность получения дополнительных эффектов изображения оттиска плашечных элементов.
Выступы 9 ребристой структуры могут быть ориентированы в направлении наибольшей протяженности области, занимаемой печатным элементом 4 или группой печатных элементов 3 и 4, формирующей законченный смысловой фрагмент изображения.
Глубина h промежутков 10 между выступами 9 предпочтительно больше расстояния между ними или шага выступов, что обеспечивает лучшие условия для разрыва красочного слоя.
Ребристая структура или, по меньшей мере, участок ребристой структуры могут быть сформированы на внутренней поверхности первого слоя 1 (фиг.4), а на внутренней поверхности второго слоя 2 на границе слоев в областях, открытых, например, печатными элементами 4, сформирована растровая структура или микрорельеф.
Такое конструктивное исполнение несколько ухудшает возможности печатной формы по уменьшению зернистости краски в процессе, но обеспечивает возможность получения дополнительных эффектов изображения оттиска плашечных элементов для защиты печатного изображения от подделки.
Для этих же целей ребристая структура или, по меньшей мере, участок ребристой структуры могут быть сформированы на внутренней поверхности первого слоя 1 на границе 7 слоев, а на внутренней поверхности второго слоя 2 может быть сформирована линейная растровая структура. При этом линеатура растровой структуры предпочтительно совпадает с шагом t1 выступов 9 ребристой структуры, а выступы ребристой структуры предпочтительно контактируют с выступами растровой структуры, образованными промежутками между линиями.
На фиг.2, 3 представлена печатная форма, содержащая в качестве средства 8 для разрыва красочного слоя и перераспределения краски между сквозными печатными элементами первого слоя 1 сетку (или слой сетчатой структуры), образованную переплетением нитей 11, расположенных с шагом t2. Шаг t2 по величине выбирается меньшим, чем ширина а печатного элемента 3, чтобы обеспечить в процессе печати разрыв красочного слоя на самом минимальном по размерам а штриховом или точечном печатном элементе 3 на, по меньшей мере, одной нити 11.
На внутренней поверхности второго функционального слоя 2 могут быть выполнены каналы 12 (фиг.3) для улучшения перераспределения краски между печатными элементами 3, 4. Каналы 12 могут быть расположены с шагом t3, равным t2, таким образом, чтобы образованные каналами выступы 13 служили опорой для нитей 11 сетки.
На фиг.6, 8 показана печатная форма, у которой средство для разрыва красочного слоя и перераспределения краски в печатных элементах 3, 4 выполнено в виде расположенного между слоями 1 и 2 слоя, имеющего ячеистую структуру, со сквозными ячейками 14 и перегородками 15 между ними. Ячеистый слой выполнен с каналами 16, сообщающими полости ячеек 14 в плоскости слоя. Каналы 16 могут быть расположены в ячеистом слое на границах с первым и/или вторым функциональными слоями 1, 2. Возможно и другое конструктивное исполнение каналов, при котором они располагаются на внутренних поверхностях первого и/или второго функциональных слоев 1 и 2. Размеры ячеек 14 выбираются с тем расчетом, чтобы обеспечить разрыв красочного слоя в печатном элементе 3 посредством перегородок между соседними ячейками 14, т.е. размер ячеек должен быть не большим, чем величина а.
На фиг.9 представлен еще один вариант конструктивного исполнения печатной формы, при котором на внутренних поверхностях первого и второго функциональных слоев 1, 2 формируют крупную зернистую структуру с выступами 17, 18.
Печатная форма может содержать на первом функциональном слое 1 подслой 19, например, в виде осажденного никеля для повышения тиражестойкости печатной формы.
Посредством описанных выше печатных форм реализуется способ печати, при котором в процессе печати в зоне печати создают давление, превышающее по величине предел текучести запечатываемого материала.
В процессе печати с использованием заявленных печатных форм сквозные печатные элементы заполняются краской известным образом, например, так, как это делается при глубокой печати и, в частности, при металлографской печати. После нанесения краски на печатную форму ее избыток удаляют с помощью вишерных устройств.
Характер происходящих при печати процессов с использованием описанных печатных форм может быть показан на примере плоской печати, при которой запечатываемый материал - бумага 5 давлением выше предела ее текучести прижимается плитой 6 с эластичной прижимной поверхностью к печатной форме (фиг.1).
При этом бумага частично вдавливается в заполненные краской печатные элементы 3, 4, а краска, расположенная в них между выступами 9 ребристой структуры и вдавливаемой в печатный элемент бумагой, подвергается сжатию с изменением дисперсной структуры краски на более мелкую за счет разрыва красочного слоя на выступах 9 ребристой структуры.
Одновременно с разрывом красочного слоя происходит перераспределение краски между соседними печатными элементами. Это обеспечивает исключение разбрызгивания краски на пробельных элементах, как это может иметь место, например, при использовании печатных форм глубокой печати, когда избыточное количество краски в углубленном печатном элементе «задавливается» бумагой под действием прижима.
При этом для конструктивных исполнений печатных форм, представленных на фиг.1 и фиг.4, перераспределение краски между печатными элементами будет происходить по существу только в одном направлении - в направлении впадин 10.
В печатных формах, имеющих ребристую структуру как в первом 1, так и во втором 2 слоях, перераспределение краски будет происходить соответственно в двух направлениях - по впадинам ребристой структуры соответственно 1 и 2 слоя (фиг.5, 7).
В печатных формах с сетчатой или зернистой структурой (фиг.2, 3, 10) перераспределение краски будет происходить в различных направлениях, а в формах, содержащих ячеистую структуру, направление перераспределения краски зависит от организации сообщения между ячейками.
При последующем отделении бумаги от печатной формы находившаяся до этого момента в печатных элементах краска остается на поверхности бумаги. Полученный оттиск имеет красочный слой, образованный «короткой нитью» и включает отстоящие друг от друга печатные линии и/или участки (плашки).
Под действием давления прижима, как и при металлографской печати, бумага 5 дополнительно подвергается тиснению, а ее обратная сторона приобретает рельефную структуру.
При достаточной глубине печатных элементов 3, 4 в зависимости от толщины d слоя 1 на бумаге в результате ее тиснения и переноса на нее краски получается оттиск с различимой на ощупь рельефной структурой. Свободные от изображения участки бумаги подвергаются в процессе печати уплотнению и сглаживанию.
В качестве запечатываемого материала может быть использован любой подходящий для изготовления ценных документов материал.
Аналогичным образом процесс печати может быть осуществлен и при использовании сетки или сетчатой структуры в качестве средства для разрыва красочного слоя и перераспределения краски в печатных элементах (фиг.2). В этом случае краска, вдавливаемая в печатный элемент бумагой за счет давления упругой прижимной плиты 6, подвергается сжатию с изменением структуры краски за счет разрыва красочного слоя на нитях 11 сетки. Одновременно с разрывом красочного слоя на нитях сетки происходит перераспределение краски между соседними печатными элементами 3, 4 по промежуткам, образованным переплетением нитей 11, а также по дополнительно выполненным для этой цели каналам 12 (фиг.3).
Печатные формы, содержащие слои сетчатой или ячеистой структуры, могут быть изготовлены, например, по традиционной технологии изготовления трафаретных печатных форм из сплошных материалов с прикрепленной к ним сеткой. Форма может быть получена на металлической основе вырезным или аналогичным способом, при этом первый и второй функциональный слои прикрепляются к сетке или ячеистому слою с обеих сторон, обеспечивая необходимую прочность.
Такие печатные формы могут быть получены наращиванием металла, например никеля, на участках сетчатого или ячеистого слоя с образованием сквозных печатных элементов и последующим прикреплением такого «сэндвича» к материалу второго функционального слоя сетчатым или ячеистым слоем, или в другой удобной технологической последовательности.
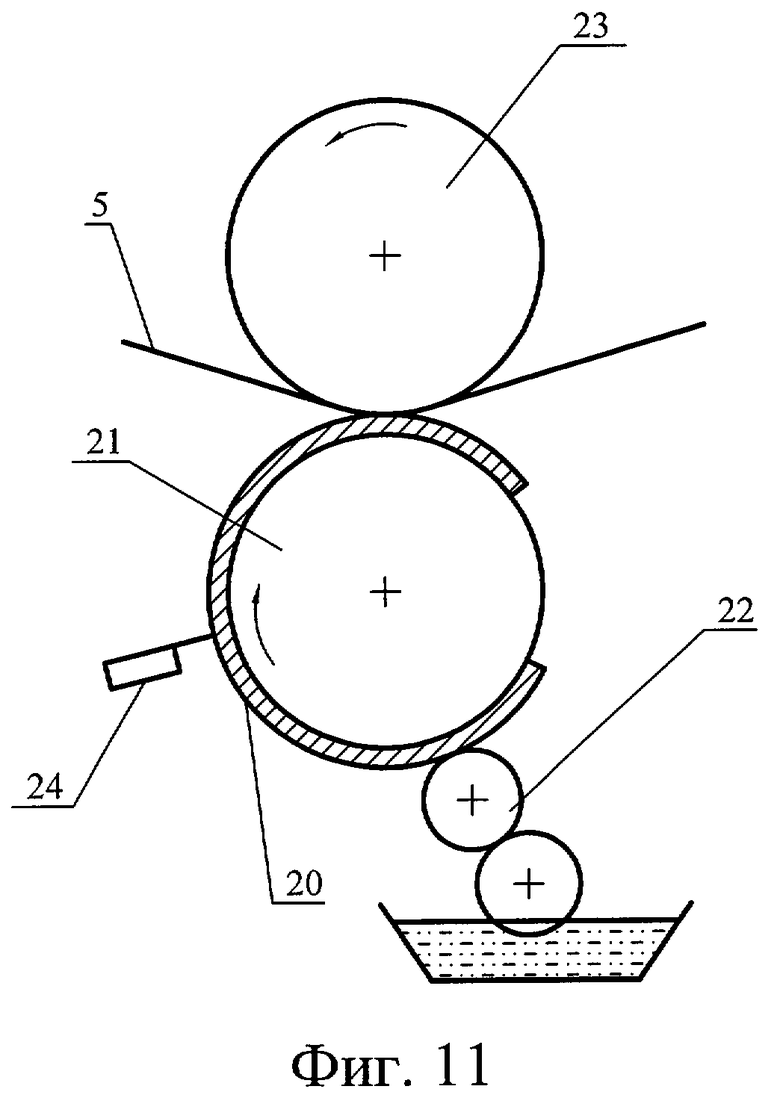
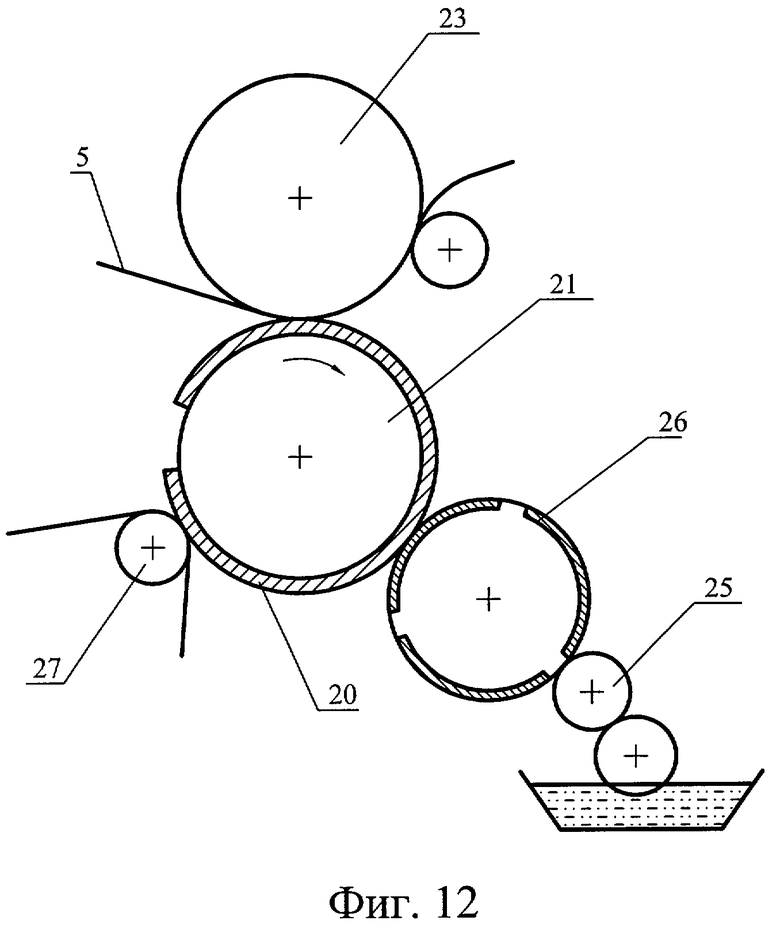
Устройства для печати, с помощью которых может быть реализован способ, представлены на фиг.11 и 12.
Печатная форма 20, изготовленная согласно одному из описанных выше вариантов, устанавливается на формном цилиндре 21. Нанесение краски на печатную форму 20 осуществляется красочным валиком 22. Перенос формного изображения с формного цилиндра 21 на бумагу 5, расположенную на печатном цилиндре 23, может быть осуществлено за один цикл, при этом избыток краски снимается с помощью, например, ракеля 24 (фиг.11).
На фиг.12 представлена схема устройства печати, согласно которой краска на формный цилиндр 21 переносится с помощью красочного валика 25, который наносит краску на шаблон 26, предназначенный для выборочной ее подачи к печатной форме. Излишек краски снимается с формы вишерным устройством 27.
Подача краски в печатные элементы 3 и 4 печатной формы может быть осуществлена и обычным для трафаретной печати образом - с противоположной печатной поверхности стороны. Для этого могут быть использованы промежутки 10 между выступами, или каналы 12, или специально предназначенные для подачи краски каналы, сообщенные с упомянутыми промежутками 10 или каналами 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧАТНАЯ ФОРМА С СООБЩЕННЫМИ ПЕЧАТНЫМИ ЭЛЕМЕНТАМИ И СПОСОБ ПЕЧАТИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2331522C2 |
| СПОСОБ ПЕЧАТИ | 2000 |
|
RU2191700C2 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ И ИЗГОТОВЛЕННЫЙ С ЕЕ ПОМОЩЬЮ ЦЕННЫЙ ДОКУМЕНТ | 2001 |
|
RU2258613C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПЕЧАТНАЯ ФОРМА ДЛЯ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2001 |
|
RU2264920C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ, ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ | 2007 |
|
RU2344045C1 |
| НОСИТЕЛЬ ИНФОРМАЦИИ, ЗАПЕЧАТАННЫЙ МЕТОДОМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2001 |
|
RU2244632C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ С ПЕЧАТНЫМ ЗАЩИТНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ МЕТОДОМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2000 |
|
RU2258612C2 |
| ЦЕННЫЙ ДОКУМЕНТ | 2002 |
|
RU2324599C2 |
| ПЕЧАТНАЯ ФОРМА ДЛЯ СПЛОШНОГО ЗАПЕЧАТЫВАНИЯ ПОВЕРХНОСТЕЙ БОЛЬШОЙ ПЛОЩАДИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, НОСИТЕЛЬ ИНФОРМАЦИИ С ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ БОЛЬШОЙ ПЛОЩАДИ И СПОСОБ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 1999 |
|
RU2230667C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2322359C2 |
Изобретение относится к печатной форме для печати, в частности ценных бумаг и документов, и способу печати. Печатная форма содержит, по меньшей мере, два функциональных слоя 1 и 2, из которых первый выполнен со сквозными печатными элементами 3 и 4 для переноса красочного изображения непосредственно на запечатываемый материал 5. Печатная форма имеет средство 8 для разрыва красочного слоя и перераспределения краски в печатных элементах между слоями, которое может быть выполнено в виде ребристой структуры или ее участков между слоями. Средство 8 может быть выполнено в виде сетки или ячеистой структуры между слоями 1 и 2. Способ печати согласно изобретению заключается в переносе формного изображения на запечатываемый материал посредством описанной печатной формы, причем в процессе печати в зоне печати создают давление, превышающее по величине предел текучести запечатываемого материала. Печатная форма и способ печати обеспечивают получение более сложных по структуре оттисков с повышенной степенью их защиты от подделки, аналогичных оттискам металлографской печати. Кроме того, достигается улучшение качества оттиска за счет снижения вероятности разбрызгивания краски на пробельных участках формы при печати, а также за счет мелкозернистой структуры поверхности оттиска при высокой производительности и возможности использования большого ассортимента красочных материалов. 4 н. и 21 з.п. ф-лы, 12 ил.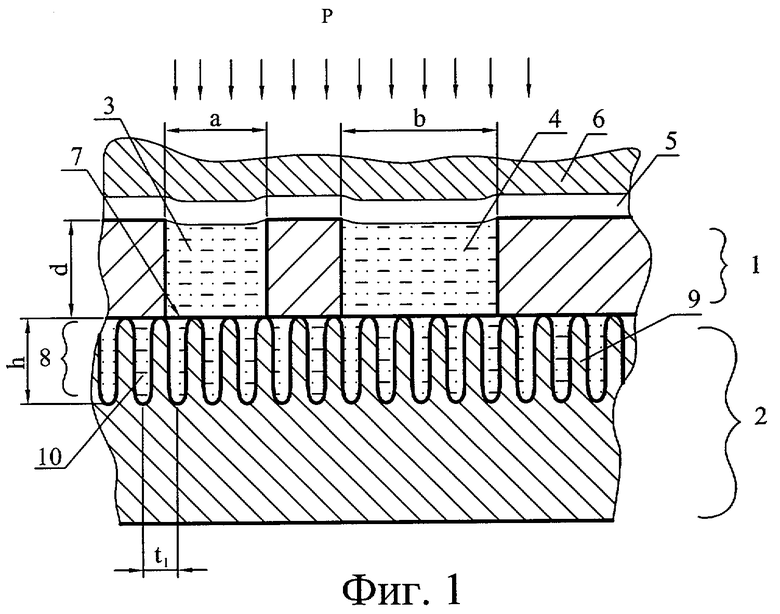
| ПЕЧАТНАЯ ФОРМА ДЛЯ РОТАЦИОННОЙ ТРАФАРЕТНОЙ ПЕЧАТИ, ИЗГОТОВЛЕННАЯ ИЗ ВОЛОКНИТА | 2000 |
|
RU2240924C2 |
| WO 00/20216 Al, 13.04.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЖИМАЕМОГО ПЕЧАТНОГО МАТЕРИАЛА, СЖИМАЕМЫЙ СЛОЙ, СЖИМАЕМОЕ ПЕЧАТНОЕ ПОЛОТНО | 1993 |
|
RU2106964C1 |
| ПЕЧАТНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОЙ ФОРМЫ | 2001 |
|
RU2207959C1 |

