Изобретение относится к оборудованию для производства пищеконцентратов, в частности для приготовления сухих продуктов экструзионной технологии, и может быть использовано для приготовления пищевых вспученных продуктов на основе сырья из ржаного зерна.
Известна установка для изготовления вспученного пищевого продукта, содержащая экструдер, в фильере которого отверстия расположены по кругу с центром на оси корпуса экструдера, и механизм для резки продукта, выполненный в виде прикрепляемого к корпусу экструдера кожуха, несущего привод диска с радиальными ножами, расположенными с минимальным зазором от плоскости фильеры. Кусочки продукта образуются путем последовательного срезания вращающимися ножами выходящих из фильеры экструдированных жгутов вспученного продукта. (Проспект фирмы CLEXTRAL, прилагаемый к заявке).
Известно устройство для формования пищевых продуктов, преимущественно кукурузных палочек, содержащее неподвижную матрицу с отверстиями, диск с режущими треугольными зубьями по периферии, установленный на оси матрицы, и привод качания диска относительно оси. Зубья имеют две режущие кромки, которые срезают продавливаемый из отверстия жгут при качании в обе стороны, касаясь при этом выступов матрицы с отверстиями. (Авт. свид. СССР №1540792, опубл. 07.02.90).
В известных устройствах ножи для резки жгута продукта, выходящего из экструдера, установлены на минимальном расстоянии от фильеры или касаются ее. При такой нарезке можно получить только скругленную форму продукта, присущую вспученному взрывом продукту.
Известна линия для изготовления изделий из термопластов, содержащая экструдер, экструзионную головку с формующей щелью, калибрующую насадку, после которой идут водяной охладитель, приемно-тянущее валковое устройство и наматывающее устройство. (Авт. свид. №1666334, опубл. 30.07.91). В этой линии грубое формование профиля производится при выдавливании из фигурной щели фильеры экструдера, а калибрование - путем волочения продукта. Однако принцип волочения для профилирования вспученного экструдированного продукта (экструдата) не применим вследствие недостаточной прочности последнего для протягивания через волоку.
Наиболее близкой к заявляемой является экструзионная линия, включающая в себя размещенные в порядке перечисления экструдер в качестве установки для пластикации, головку с щелью в качестве формовочного инструмента, валковое выглаживающее устройство в качестве калибрующей формы, приемное валковое устройство и режущий механизм. (Патент РФ №2160667). В этой линии для формования профиля длинномерного продукта из расплавленного кристаллизуемого термопласта используется принцип прокатки между валками, что применимо для формования непрочного на разрыв вспученного экструдата. Однако расположение формующих валков непосредственно после экструзионной головки до охладителя, снимающего упругость, не позволяет осуществить формование жгута вспученного экструдата с получением плоских поверхностей, так как вследствие своей упругости экструдат в виде ленты или жгута возвращается к первоначальной вспученной форме после снятия сжимающего воздействия валков при выходе из них. Кроме того, в этой линии не решена задача придания вспученному экструзией жгуту продукта прямоугольного сечения со сглаженными поверхностями.
Техническая задача состояла в том, чтобы получать жгут вспученного экструдата с плоскими поверхностями в виде ленты или прямоугольный в сечении, то есть избежать скругленной формы кусочка окончательного продукта.
Необходимость в такой форме возникла при использовании сырья на основе ржаных зерен, которое имеет темный цвет. Темные и скругленные в результате вспучивания кусочки продукта из этого материала, которые получают на известных линиях, не вызывают аппетита (см. прилагаемую иллюстрацию из проспекта фирмы American Extrusion International Corp., фрагмент в верхнем левом углу).
Для этого необходимо так воздействовать на жгут, чтобы он потерял свою упругость и приобрел способность сохранять форму, придаваемую ему при обжатии.
Для решения указанной задачи в линии для изготовления экструдированного продукта, содержащей формующую пару валков и расположенные в порядке их перечисления экструдер, средство для охлаждения экструдата, приемную пару валков и режущее устройство, согласно изобретению формующая пара валков помещена между приемной парой и режущим устройством, а по обе стороны пар валков и между ними установлены направляющие пластины с желобами для продукта.
Кроме того, отверстия фильеры экструдера выполнены в виде перекрещивающихся щелей, каждая пара валков имеет валок с канавками, а прижимной валок формующей пары выполнен с выступающими поясками, входящими в канавки противолежащего валка. Еще одним отличием является то, что средством охлаждения экструдата служит воздух рабочего помещения между фильерой и направляющей пластиной на стороне экструдера, расстояние между фильерой и указанной направляющей пластиной относится к максимальному размеру поперечного сечения неформованного жгута экструдата как 270-200 к 1, а привод валков имеет средство для регулирования числа их оборотов.
Установка приемных и формующих валков после средства охлаждения позволяет подавать вспученный продукт на формование в состоянии, при котором деформация не исчезает после устранения воздействия, вызвавшего ее.
Направляющие пластины с желобами по обе стороны пар валков и между ними необходимы для направления жгутов в валки и к режущему устройству.
Выполнение отверстия фильеры в виде перекрещивающихся щелей позволяет получать жгут вспученного продукта с сечением в виде квадрата с выпуклыми сторонами, то есть производить грубую формовку продукта на выходе из фильеры.
Наличие валка с канавками в приемной паре, поддерживающей конец жгута, позволяет производить предварительную формовку с помощью прижимного валка. Наличие валка с канавками в формующей паре валков позволяет придавать сечению жгута окончательную форму. При этом выполнение прижимного валка формующей пары с поясками, входящими в канавки противолежащего валка, позволяет исключить образование заусенцев на углах продукта вследствие выдавливания его в щели между прижимным валком и валком с канавками.
Использование в качестве средства охлаждения пространства воздуха рабочего помещения между фильерой и направляющей пластиной со стороны экструдера позволяет исключить роликовую или сетчатую опору для жгута экструдата, что упрощает конструкцию и позволяет следить за состоянием жгута по величине его провисания в воздухе. Снабжение привода валков средством для регулирования числа их оборотов позволяет устранять излишнее провисание жгута или производить его вытяжку при превышении максимального размера поперечного сечения.
Диапазон отношения расстояния между фильерой и краем направляющей пластины к максимальному размеру поперечного сечения жгута, равный 270-200 к 1, позволяет получить при прохождении жгутом этого расстояния в воздухе при комнатной температуре охлажденный и затвердевший жгут экструдата, годный для его формования обжатием без остаточной деформации и без раздавливания слишком затвердевшего продукта валками.
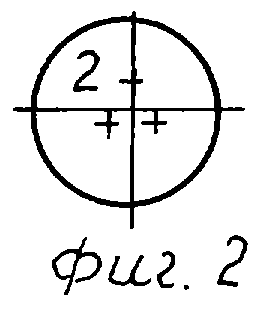
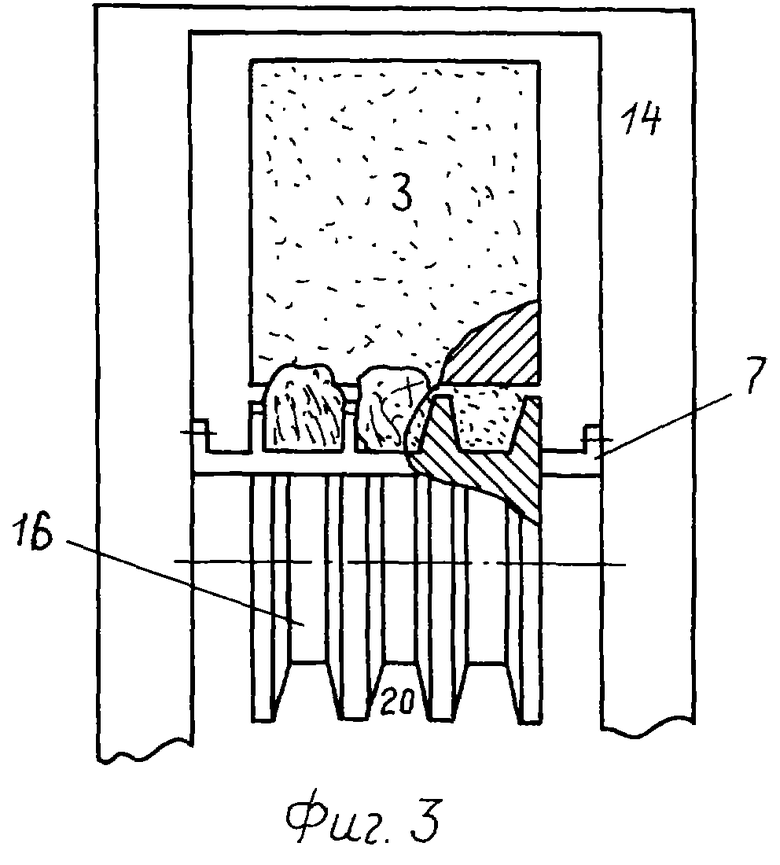
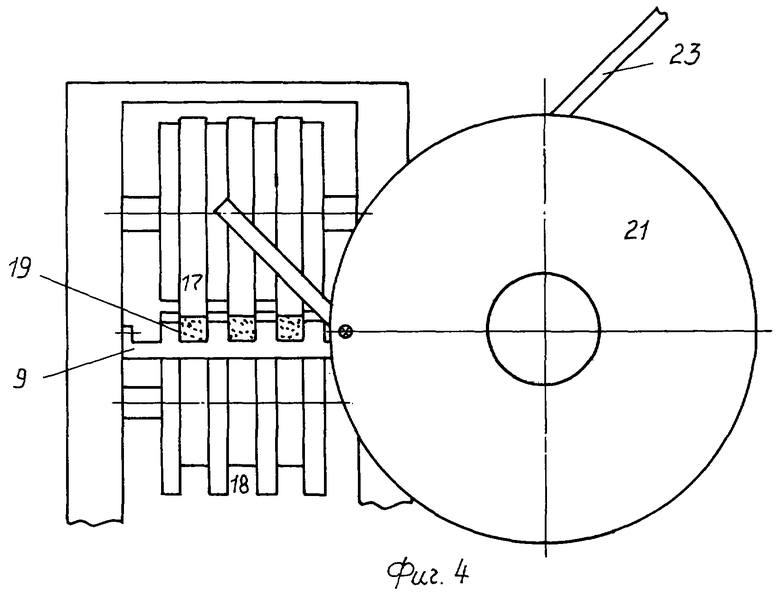
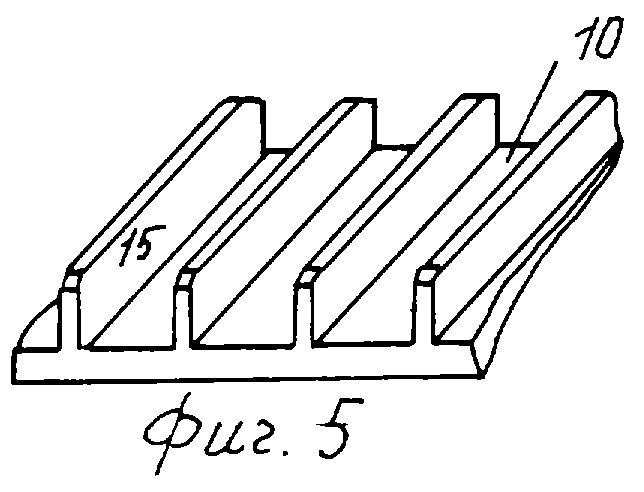
На фиг.1 изображена схема линии; на фиг.2 - вид по стрелке А с отверстиями фильеры; на фиг.3 - вид о стрелке В с разрезом по жгутам на входе в желоба направляющей пластины и с разрезом по жгутам между валками в плоскости, проходящей через их оси; на фиг.4 - вид по стрелке С с разрезом жгутов на выходе из желобов; на фиг.5 - пластина с направляющими желобами.
Линия для приготовления экструдированного продукта содержит экструдер 1 с фильерой 2, приемную пару валков 3, 4, формующую пару валков 5, 6, привод вращения валков со средством регулирования числа их оборотов в виде (не показан), направляющие пластины 7, 8, 9 с желобами 10 (фиг.5), режущее устройство 11, транспортер 12 для досушивания продукта.
Отверстия фильеры 2 экструдера для случая изготовления продукта прямоугольного сечения имеют поперечное сечение в виде перекрещивающихся под прямым углом щелей. Количество отверстий зависит от мощности экструдера.
Пространство воздуха рабочего помещения вокруг оси О-О1 экструдера, ограниченное фильерой 2 и правым (по чертежу) краем направляющей пластины 7, является средством охлаждения пучка жгутов 13 экструдата. Расстояние L между фильерой и краем направляющей пластины 7 выбирается исходя из максимального размера D неформованного экструдата и превышает его в 270-200 раз. Так, при использовании ржаного сырья D равно 14-16 мм, L равно 3000-3200 мм.
Оси валков 3, 4 и 5, 6 и направляющие пластины 7, 8, 9 установлены в станине 14, оси валков в каждой паре горизонтальны и расположены в вертикальных плоскостях. Желоба 10 направляющих пластин образованы вертикальными буртиками 15 и расположены на уровне оси О-О1 экструдера.
Валок 3 приемной пары валков является прижимным и выполнен с шероховатой поверхностью для лучшего сцепления со жгутом, и валок 4 имеет канавки 16, выполненные сужающимися к оси. Формующая пара валков имеет прижимной валок 5 с поясками 17, входящими с минимальными зазорам в канавки 18 противолежащего валка 6 с образованием квадратных в вертикальных плоскостях просветов 19, площадь которых равна площади поперечного сечения окончательного продукта и меньше площади просветов 20 приемных валков.
Режущее устройство линии выполнено в виде диска 21, связанного с приводом 22, и несущего ножи 23, лезвия которых вращаются в плоскости, перпендикулярной оси О-О1 и расположенной с минимальным зазором от края направляющих пластин 9.
Линия работает следующим образом.
Перерабатываемое сырье при выходе из отверстий фильеры вспучивается взрывом вследствие разницы давления в рабочей камере экструдера и атмосферным давлением. Средние значения температуры экструдата на выходе и скорости его движения равны соответственно 130°С и 0,7 м/с После прохождения расстояния L в воздушной среде при комнатной температуре жгут остывает до 30-40°С. При начале работы его концы помещают в желоба пластины 7 и проталкивают в канавки валка 4. Далее концы жгутов идут в желоба пластины 8, которые необходимы, так как концы жгута при выходе из приемных валков 3, 4 могут при отсутствии направляющей пластины 8 с желобами изогнуться в любую сторону вследствие специфических свойств материала и не попасть в канавки валка 6.
Привод валков 3, 4, 5, 6 имеет средство для регулирования числа его оборотов, например частотный преобразователь. При необходимости убрать излишнее провисание пучка жгутов или произвести его вытяжку обороты валков увеличивают, при излишнем его натяжении обороты уменьшают.
Из формующих валков 5-6 жгут выходит строго прямоугольной, например квадратной в сечении формы, со стороной, например, 9 мм. Далее выступающие из направляющей пластины 9 концы жгутов срезают ножами 23. При этом направляющая пластина 9 служит опорой жгутам при резке. Продукт можно нарезать кубиками или прямоугольными дольками. Кусочек продукта имеет четыре сглаженные поверхности и две поверхности среза, на которых видны поры, как у сухарика.
После резки кусочки ссыпают на транспортер, где они сушатся до заданной влажности и направляются в устройство для нанесения вкусоароматических добавок.
Заявленная линия для изготовления экструдированного пищевого продукта позволяет расширить сырьевую базу пищеконцентратной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ ЭКСТРУДИРОВАННОГО ВСПУЧЕННОГО ПРОДУКТА ТИПА ХЛЕБНЫХ СУХАРИКОВ | 2007 |
|
RU2333671C1 |
| РОЛИКОВЫЙ ОХЛАДИТЕЛЬ ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2009 |
|
RU2402216C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУДИРОВАННОГО ПИЩЕВОГО ПРОДУКТА В ФОРМЕ КУБИКОВ | 2008 |
|
RU2402248C2 |
| СОСТАВ ДЛЯ ПРОИЗВОДСТВА ЗЕРНОВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА ТИПА СУХАРИКОВ | 2004 |
|
RU2268616C2 |
| ПИЩЕВОЙ ПРОДУКТ | 2004 |
|
RU2269901C1 |
| СОСТАВ ДЛЯ ПРОИЗВОДСТВА ЗЕРНОВОГО ЭКСТРУДИРОВАННОГО ПРОДУКТА ТИПА ХЛЕБНЫХ СУХАРИКОВ | 2006 |
|
RU2333672C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ЗЕРНОБОБОВЫХ СЭНДВИЧЕЙ | 2011 |
|
RU2482778C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНКИ ИЛИ ВОЛОКНА | 2005 |
|
RU2365505C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЭЛЕМЕНТАРНОЙ НИТИ С ИЗМЕНЕНИЕМ НАПРАВЛЕНИЯ | 2019 |
|
RU2808962C2 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ПОЛУЧЕНИЯ ЛИСТА И ИЗДЕЛИЯ ИЗ ЖЕВАТЕЛЬНОЙ РЕЗИНКИ | 2009 |
|
RU2512168C2 |
Изобретение относится к оборудованию для производства пищеконцентратов. Линия содержит экструдер, приемную пару валков, средство для охлаждения экструдата, формующую пару валков, привод валков со средством для регулирования их оборотов, режущее устройство. По обе стороны пар валков и между ними установлены направляющие пластины с желобами. Выходные отверстия фильеры выполнены в виде перекрещивающихся щелей. Каждая пара валков имеет прижимные валки и валки с канавками. В формующей паре прижимной валок имеет пояски, входящие в канавки противолежащего валка. Средством для охлаждения экструдата служит воздух рабочего помещения между фильерой и направляющей пластиной, расстояние между которыми относится к максимальному размеру сечения неформованного экструдата как 270-200 к единице. Линия позволяет получать жгут вспученного экструдата с плоскими поверхностями в виде ленты или прямоугольный в сечении, то есть избежать скругленной формы кусочка окончательного продукта. 2 з.п. ф-лы, 5 ил.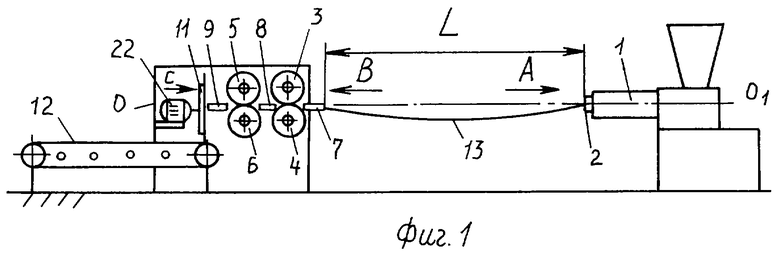
| DE 4325514 А, 27.10.1994 | |||
| ЭКСТРУДЕР | 1999 |
|
RU2156097C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2177702C1 |

