Изобретение относится к оборудованию для экструзионной обработки пищевых продуктов и может быть использовано для производства экструдированных пищевых продуктов в различных отраслях пищевой промышленности, например для производства кукурузных палочек, а также для экструдирования продуктов растительного происхождения.
Известна червячная машина (экструдер) для переработки резиновых смесей, содержащая цилиндрический корпус (рабочую камеру) с загрузочным патрубком и разгрузочным отверстием с профилирующей головкой (матрицей), установленный в корпусе, и связанный с приводом вращения двухзаходный червяк [авторское свидетельство СССР N 507452, кл. В 29 F 3/00, 26.04.76. , бюл. N 11] .
Недостатком данного устройства является быстрое увеличение температуры и давления, приводящее к ухудшению питательных характеристик получаемого продукта.
Технической задачей изобретения является улучшение качества готового продукта за счет использования щадящего режима обработки сырья, сведение к минимуму потерь питательных веществ в рабочей камере экструдера.
Поставленная задача достигается тем, что в экструдере для переработки пищевых продуктов, содержащем рабочую камеру с загрузочным патрубком и матрицей, двухзаходный шнек переменного диаметра и привод, новым является то, что рабочая камера состоит из пяти модулей с различной конфигурацией корпуса и шнека, причем первый модуль, содержащий последовательно расположенные зоны загрузки, смешивания, сжатия и пластификации, имеет конический корпус с уменьшающимся в сторону матрицы внутренним диаметром и увеличивающийся диаметр вала шнека в зонах сжатия и пластификации, кроме того, в зонах смешивания и пластификации витки шнека имеют прорези, площадь проходного сечения которых в зоне смешивания больше, чем в зоне пластификации, второй модуль, содержащий первую зону стабилизации давления, имеет постоянный диаметр корпуса и вала шнека, на котором расположены с постоянным шагом двухзаходные штифты ромбического профиля, а рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки, третий модуль, содержащий последовательно расположенные зоны сжатия и гомогенизации, имеет конический корпус с уменьшающейся в сторону матрицы конусностью и увеличивающийся диаметр вала шнека, четвертый модуль, содержащий вторую зону стабилизации давления, имеет постоянный диаметр вала шнека с расположенными на нем с постоянным шагом двухзаходными штифтами ромбического профиля, а рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки, пятый модуль, содержащий последовательно расположенные зоны сжатия, гомогенизации и дозирования, имеет уменьшающийся шаг нарезки в зоне сжатия и дозирования, во втором и третьем модулях в зоне гомогенизации шнек выполнен с обратной нарезкой и прорезями в витках шнека.
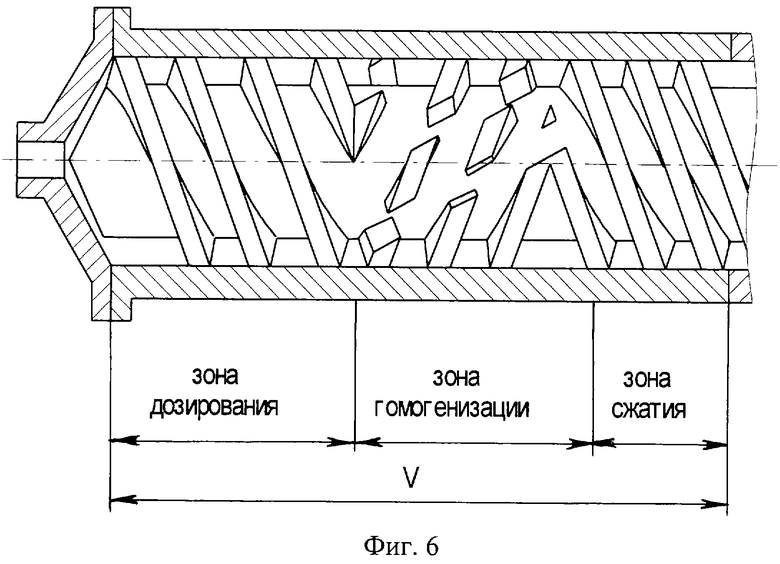
На фиг. 1 изображен продольный разрез рабочей камеры экструдера, совмещенный с графиками изменения давления и температуры по длине рабочей камеры экструдера; на фиг. 2 - первый модуль экструдера; на фиг. 3 - второй модуль; на фиг. 4 - третий модуль; на фиг. 5 - четвертый модуль; на фиг. 6 - пятый модуль.
Экструдер (фиг. 1) содержит загрузочный патрубок 1, рабочую камеру 2, ступенчатый шнек 3 и матрицу 4. Рабочая камера 2 состоит из пяти модулей I-V.
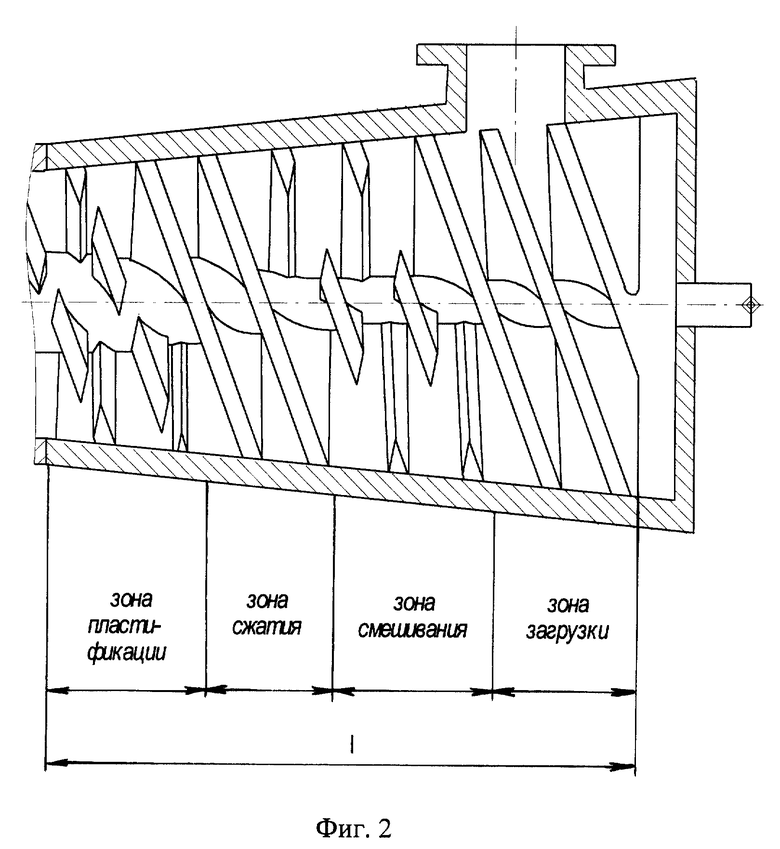
Первый модуль (фиг. 2), включающий в себя последовательно расположенные зоны загрузки, смешивания, сжатия и пластификации, имеет конический корпус с уменьшающимся в сторону матрицы внутренним диаметром и увеличивающийся диаметр вала шнека в зонах сжатия и пластификации. В зонах смешивания и пластификации витки шнека имеют прорези, площадь проходного сечения которых в зоне смешивания больше, чем в зоне пластификации.
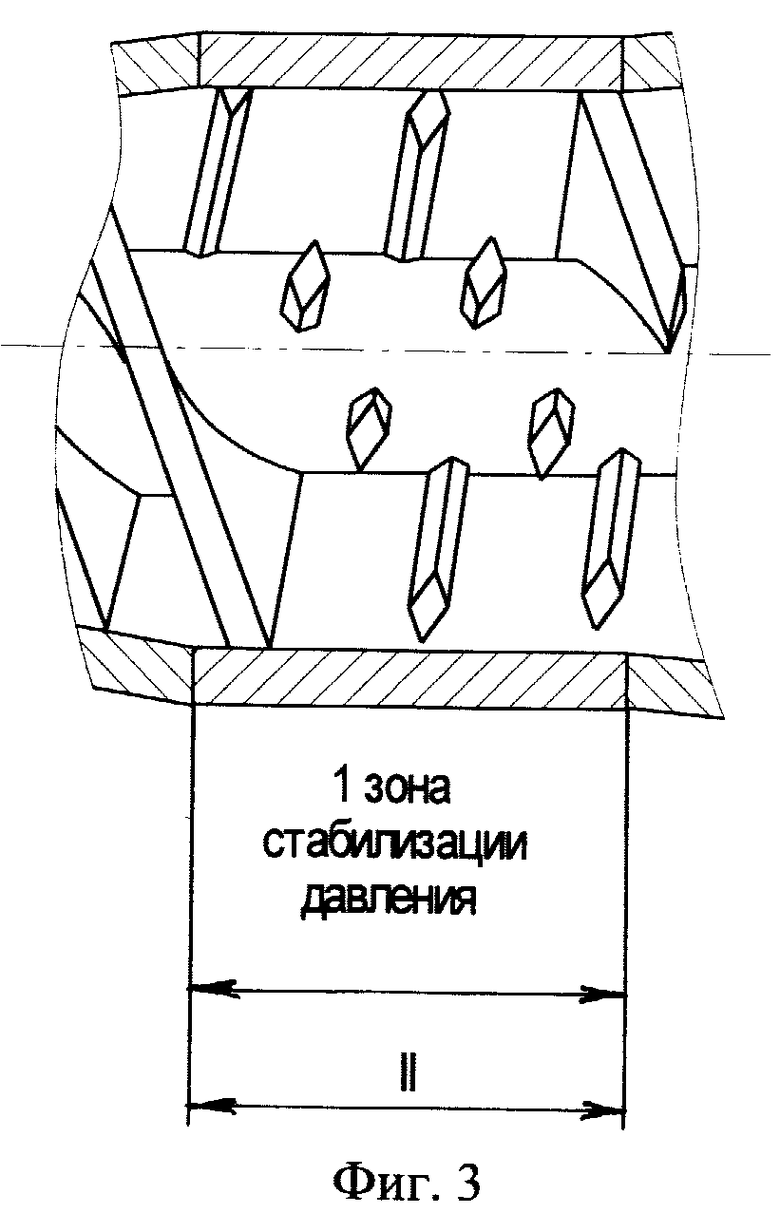
Второй модуль (фиг. 3), содержащий первую зону стабилизации давления, имеет постоянный диаметр корпуса и вала шнека. На валу шнека расположены с постоянным шагом двухзаходные штифты ромбического профиля, а рабочие поверхности корпуса и шнека изготовлены с повышенной чистотой обработки.
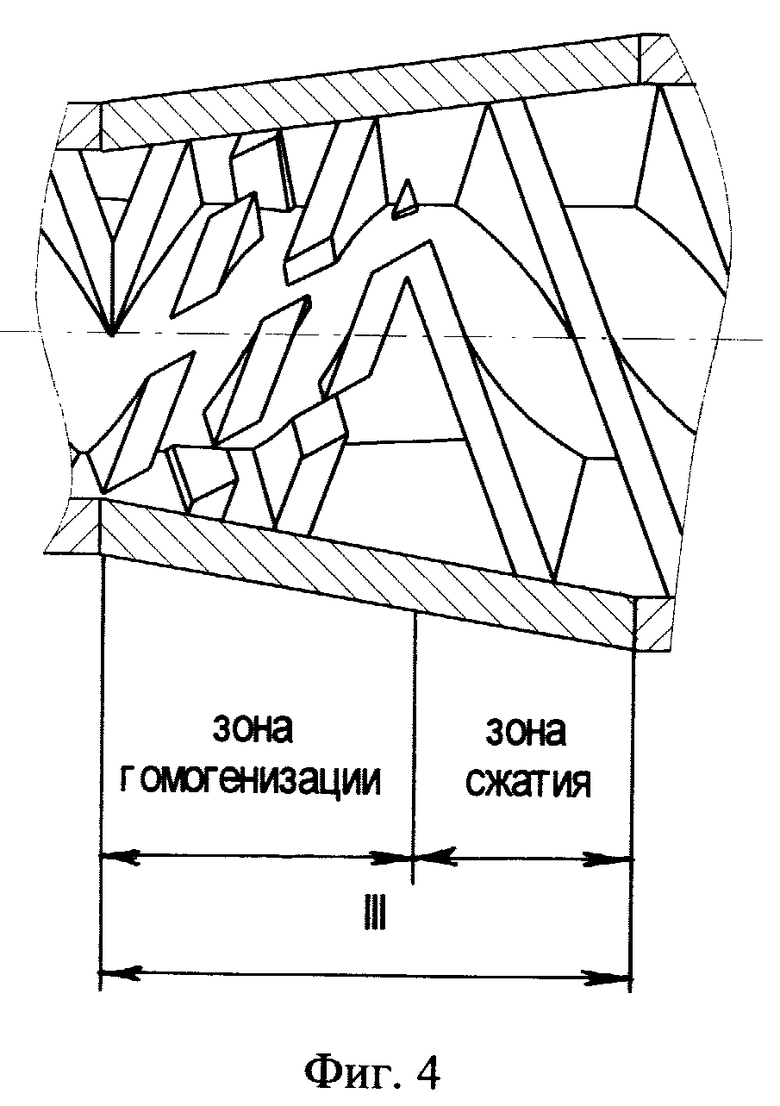
Третий модуль (фиг. 4), содержащий последовательно расположенные зоны сжатия и гомогенизации, имеет конический корпус с уменьшающейся в сторону матрицы конусностью и увеличивающийся диаметр вала шнека. Внутренний диаметр корпуса первого модуля равен внутреннему диаметру корпуса третьего модуля.
Во втором и третьем модулях в зоне гомогенизации шнек выполнен с обратной нарезкой и прорезями в витках шнека.
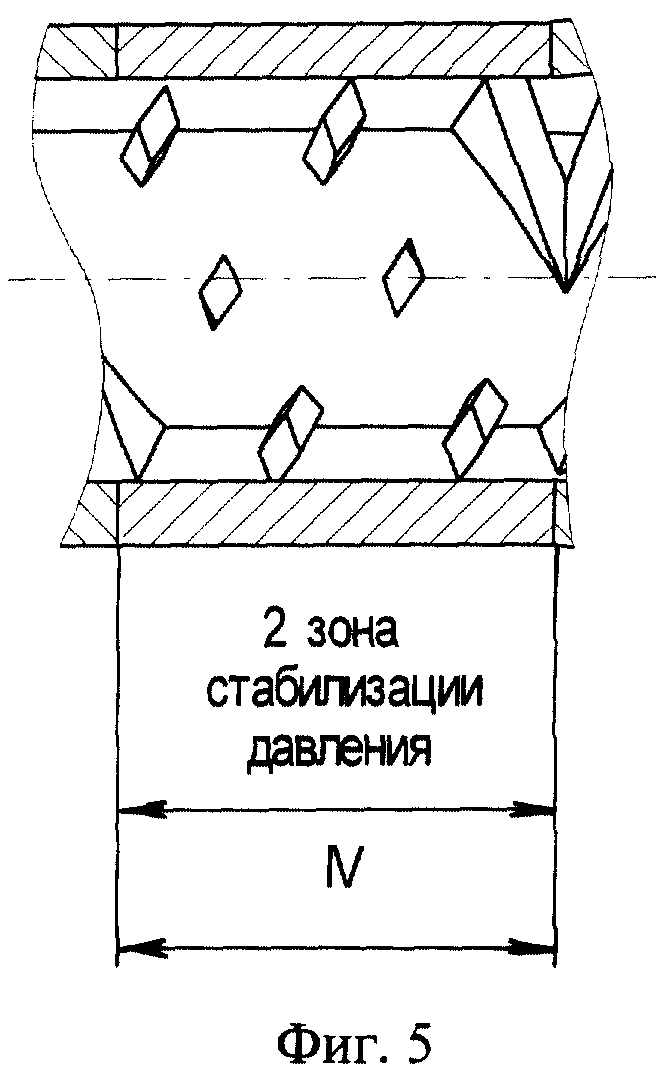
Четвертый модуль (фиг. 5), содержащей вторую зону стабилизации давления, имеет постоянный диаметр вала шнека с расположенными на нем с постоянным шагом двухзаходными штифтами, имеющими в поперечном сечении ромбический профиль. Рабочие поверхности корпуса и шнека изготовлены с повышенной чистотой обработки.
Пятый модуль (фиг. 6), содержащий последовательно расположенные зоны сжатия, гомогенизации и дозирования, имеет уменьшающийся шаг нарезки в зоне сжатия и дозирования. Наличие прорезей в зоне смешивания способствует интенсификации процесса смешивания продукта, резкое увеличение диаметра вала шнека в зонах сжатия приводит к скачкообразному возрастанию давления, что способствует достижению технической задачи изобретения.
Зоны пластификации и гомогенизации выполнены с обратной нарезкой, увеличивающей эффективность обработки продукта, прорези в этих зонах выполнены с целью облегчения прохода продукта в сторону матрицы.
В зонах стабилизации давления шнек выполнен с постоянным диаметром вала и повышенной чистотой обработки рабочих поверхностей для обеспечения выравнивания давления. На валу с постоянным шагом выполнены двухзаходные штифты, которые имеют в поперечном сечении ромбический профиль для предотвращения образования застойных зон.
Установлено [Термопластическая экструзия: научные основы, технология, оборудование/Под ред. А. Н. Богатырева, В. П. Юрьева. - М. : "Ступень", 1994, 200 с. ] , что основные компоненты (углеводы, белки, жиры, витамины и др. ) пищевых продуктов имеют различную оптимальную температуру, необходимую для протекания полных и качественных физико-химических изменений при экструзионной варке.
Для эффективного и качественного протекания экструзионной варки необходимо подобрать такой характер изменения температуры, при котором основные компоненты продуктов подвергались бы, с одной стороны, полной гидротермической обработке, а с другой - на них оказывалось "мягкое" (щадящее) температурное воздействие, предотвращающее их термическое разложение.
Анализ теоретических и экспериментальных данных [Остриков А. Н. , Абрамов О. В. Математическая модель процесса экструзии при неизотермическом течении вязкой среды в одношнековых экструдерах//Известия вузов. Пищевая технология. 1999, N 1, с. 49-52; Остриков А. Н. , Абрамов О. В. Определение качественных показателей хлебных палочек, полученных методом экструзии //Хранение и переработка сельхозсырья. 1999, N 5, с. 48-50; Абрамов О. В. Оптимизация процесса производства хрустящих хлебных палочек методом экструзии//Вестник Воронеж, государ. технол. академии, 1998, N 3, с. 72-76] показал, что для качественного проведения экструзионной обработки необходимо плавное повышение температуры продукта с периодической стабилизацией (см. график на фиг. 1). Предлагаемая конструкция шнека и корпуса позволяет реализовать данный температурный режим.
Предлагаемый экструдер работает следующим образом.
Перерабатываемый материал через загрузочный патрубок 1 поступает в модульную рабочую камеру 2, где перемещается ступенчатым шнеком 3 приводимого в движение посредством привода (на фиг. 1 не показан) через модули экструдера.
По мере продвижения продукт в зоне смешения частично перемешивается, в первой зоне сжатия происходит скачкообразное увеличение давления и уплотнение продукта вследствие резкого уменьшения размеров винтового канала. В зоне пластификации происходит частичное превращение гранул продукта в однородный расплав за счет турбулизации продукта прорезями витков шнека.
В первой зоне стабилизации давления расплава выравнивается за счет неизменяющегося объема камеры.
Во второй зоне сжатия происходит дальнейшее сжатие продукта. В первой зоне гомогенизации происходит расплавление мелких включений, расплав интенсивно перемешивается при помощи обратной нарезки шнека турбулизирующей поток и увеличивающей теплопередачу между частицами продукта с разной температурой.
Во второй зоне стабилизации происходит повторное выравнивание давления и температурных полей материала. Третья зона сжатия позволяет получить необходимое конечное давление продукта за счет уменьшения шага витков шнека.
Во второй зоне гомогенизации окончательно образуется расплав однородный по структуре и температуре, наличие прорезей в витках шнека способствует прохождению продукта в зону дозирования и далее выдавливается через матрицу.
Количество прорезей в зонах пластификации и гомогенизации, а также штифтов в зонах стабилизации давления, их размеры и шаг расположения зависят от свойств перерабатываемого материала и технологического режима переработки.
Таким образом, использование изобретения позволит:
- оптимизировать процесс экструдирования различного пищевого сырья за счет плавного, постепенного возрастания температуры и давления со ступенчатой их стабилизацией, необходимой для протекания физико-химических изменений основных компонентов пищевых продуктов;
- обеспечить щадящий режим экструзионной обработки пищевого сырья;
- свести к минимуму потери термолабильных пищевых веществ в рабочей камере экструдера за счет поддержания заданного температурного режима.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205105C1 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2183158C1 |
| ЭКСТРУДЕР | 2003 |
|
RU2214918C1 |
| ЭКСТРУДЕР | 2001 |
|
RU2179111C1 |
| Экструдер | 2020 |
|
RU2750158C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ЭКСТРУДИРОВАННЫХ ПИЩЕВЫХ И КОРМОВЫХ ПРОДУКТОВ | 2015 |
|
RU2581223C1 |
| ШНЕКОВЫЙ ЭКСТРУДЕР | 2003 |
|
RU2227782C1 |
| ДВУХШНЕКОВЫЙ ЭКСТРУДЕР (ВАРИАНТЫ) | 2000 |
|
RU2172246C1 |
Изобретение относится к оборудованию для экструзионной обработки пищевых продуктов и может быть использовано для производства экструдированных пищевых продуктов в различных отраслях пищевой промышленности, например для производства кукурузных палочек, а также для экструдирования продуктов растительного происхождения. Экструдер содержит рабочую камеру с загрузочным патрубком и матрицей, двухзаходный шнек переменного диаметра и привод. Рабочая камера состоит из пяти модулей с различной конфигурацией корпуса и шнека. Первый модуль, содержащий последовательно расположенные зоны загрузки, смешивания, сжатия и пластификации, имеет конический корпус с уменьшающимся в сторону матрицы внутренним диаметром и увеличивающийся диаметр вала шнека в зонах сжатия и пластификации. Кроме того, в зонах смешивания и пластификации витки шнека имеют прорези, площадь проходного сечения которых в зоне смешивания больше, чем в зоне пластификации. Второй модуль, содержащий первую зону стабилизации давления, имеет постоянный диаметр корпуса и вала шнека, на котором расположены с постоянным шагом двухзаходные штифты ромбического профиля. Рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки. Третий модуль, содержащий последовательно расположенные зоны сжатия и гомогенизации, имеет конический корпус с уменьшающейся в сторону матрицы конусностью и увеличивающийся диаметр вала шнека. Четвертый модуль, содержащий вторую зону стабилизации давления, имеет постоянный диаметр вала шнека с расположенными на нем с постоянным шагом двухзаходными штифтами ромбического профиля. Рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки. Пятый модуль, содержащий последовательно расположенные зоны сжатия, гомогенизации и дозирования, имеет уменьшающийся шаг нарезки в зоне сжатия и дозирования. Во втором и третьем модулях в зоне гомогенизации шнек выполнен с обратной нарезкой и прорезями в витках шнека. Изобретение позволяет улучшить качество готового продукта за счет использования щадящего режима обработки сырья, свести к минимуму потери питательных веществ в рабочей камере экструдера. 6 ил.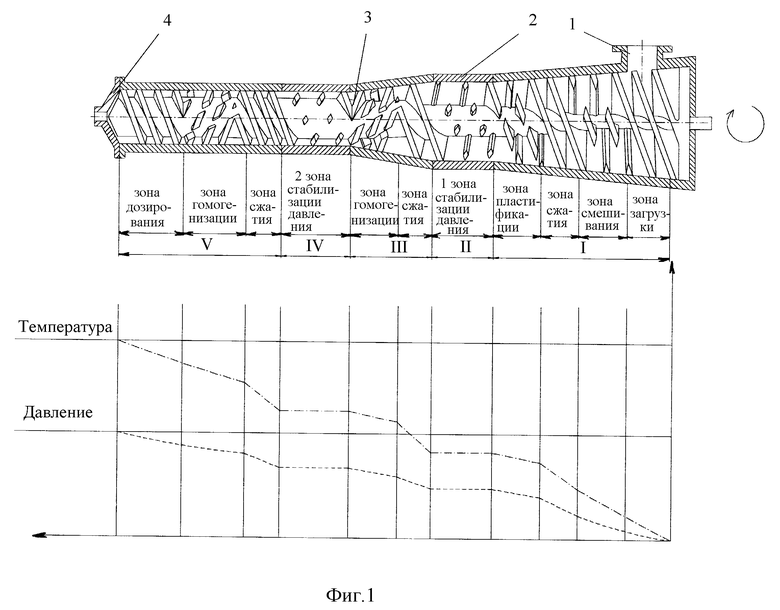
Экструдер для переработки пищевых продуктов, содержащий рабочую камеру с загрузочным патрубком и матрицей, двухзаходный шнек переменного диаметра и привод, отличающийся тем, что рабочая камера состоит из пяти модулей с различной конфигурацией корпуса и шнека, причем первый модуль, содержащий последовательно расположенные зоны загрузки, смешивания, сжатия и пластификации, имеет конический корпус с уменьшающимся в сторону матрицы внутренним диаметром и увеличивающийся диаметр вала шнека в зонах сжатия и пластификации, кроме того, в зонах смешивания и пластификации витки шнека имеют прорези, площадь проходного сечения которых в зоне смешивания больше, чем в зоне пластификации, второй модуль, содержащий первую зону стабилизации давления, имеет постоянный диаметр корпуса и вала шнека, на котором расположены с постоянным шагом двухзаходные штифты ромбического профиля, а рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки, третий модуль, содержащий последовательно расположенные зоны сжатия и гомогенизации, имеет конический корпус с уменьшающейся в сторону матрицы конусностью и увеличивающийся диаметр вала шнека, четвертый модуль, содержащий вторую зону стабилизации давления, имеет постоянный диаметр вала шнека с расположенными на нем с постоянным шагом двухзаходными штифтами ромбического профиля, а рабочие поверхности шнека и корпуса изготовлены с повышенной чистотой обработки, пятый модуль, содержащий последовательно расположенные зоны сжатия, гомогенизации и дозирования, имеет уменьшающийся шаг нарезки в зоне сжатия и дозирования, во втором и третьем модулях в зоне гомогенизации шнек выполнен с обратной нарезкой и прорезями в витках шнека.
| Червячная машина для переработки резиновых смесей | 1974 |
|
SU507452A1 |
| ЭКСТРУДЕР | 1999 |
|
RU2156097C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |
| US 3445890 A, 27.05.1969 | |||
| US 3596320 A, 03.08.1971 | |||
| Способ определения железа в акриловых мономерах | 1983 |
|
SU1165985A1 |
| ПРИСОЕДИНЯЮЩАЯ ЛОПАТКУ КОНСТРУКЦИЯ И РЕАКТИВНЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ДАННУЮ КОНСТРУКЦИЮ | 2013 |
|
RU2601696C2 |
| МАШИНЫ ВЕРТИКАЛЬНОГО ВЫТЯГИВАНИЯ СТЕКЛА | 0 |
|
SU342839A1 |
