Изобретение относится к технологии производства проволоки.
Известен способ производства проволоки путем многократного волочения заготовки (проволоки-катанки диаметром 6,5-7 мм) через волоки последовательно уменьшающегося диаметра до получения проволоки заданного диаметра. (Ю.И.Коковихин. Технология волочильного производства. Свердловск, 1979, с.70, рис.36). Недостатком известного способа является низкая производительность.
Наиболее близким является способ производства проволоки из рулонного материала, включающий стыковую сварку концов рулонов, продольную резку на многорядных ножницах на проволоки приближенно квадратного сечения, волочение для придания проволокам круглого сечения и калибровки на заданный диаметр и намотку готовой проволоки на многорядное намоточное устройство. Такой способ на практике называют "веерным", поскольку при его осуществлении одновременно обрабатывают 100-150 проволок, что обеспечивает высокую производительность (патент RU №2102168, B 21 C 1/00, 1998).
Недостатком данного веерного способа является низкая надежность, в частности, из-за вызывающей обрывность неравномерной намотки проволок многорядным наматывающим устройством, являющимся одновременно тяговым органом при волочении проволоки.
Задачей изобретения является повышение надежности и расширение арсенала веерных технологий для производства проволоки.
Это достигается тем, что при производстве проволоки из рулонного материала, включающем стыковую сварку концов рулонов, продольную резку на многорядных ножницах на проволоки приближенно квадратного сечения, волочение для придания проволокам круглого сечения и калибровки на заданный диаметр и намотку готовой проволоки на многорядное намоточное устройство, волочение осуществляют периодически, путем перемещения блока волок встречно направлению подачи проволоки, чередуемого с последующим обратным ходом блока волок. Предпочтительно намотку готовой проволоки производить в промежуток времени между ее волочениями. Целесообразно намотку проволоки осуществлять на величину меньшую, чем длина хода блока волок, и со скоростью, не равной скорости обратного хода блока волок. Способ может предусматривать удерживание проволоки во время ее волочения зажимом, размещенным между блоком волок и намоточным устройством.
Сущность изобретения поясняется чертежом, где показана линия для производства проволоки заявленным веерным способом.
В линии последовательно расположены разматыватель 1 для рулонного материала 2, аргоно-дуговая установка 3 для сварки концов рулонного материала встык, многорядные дисковые ножницы 4 для резки материала 2 на проволоки 5 квадратного сечения, блок волок 6, подвижный по продольным направляющим 7 от привода возвратно-поступательного перемещения 8, зажим 9 и намоточное устройство 10. Проволоки 5 могут быть разделены на несколько групп, причем для работы с каждой группой используются свои устройства 6-10.
Пример 1. Для производства проволоки диаметром 1,2 мм на разматыватель 1 устанавливают рулон материала 2, например, меди шириной 180 мм и толщиной 1,2 мм. Переднюю кромку материала сваривают встык с задней кромкой предыдущего рулона посредством установки 3. Пропусканием через многорядные дисковые ножницы 4 материал разрезают на 150 узких полосок-проволок 5 приближенно квадратного сечения. Проволоки 5 в процессе резки отгибаются ножами ножниц вверх и вниз через одну, т.е. происходит разделение проволок на две группы по 75 штук в группе. Каждая группа проволок проходит через свой блок волок 6 на свое намоточное устройство 10. Блок волок посредством привода 8 периодически перемещают на 800 мм по направляющим 7. При движении блока волок 6 навстречу направлению подачи (рабочий ход, на чертеже - вправо) происходит волочение проволоки, в процессе которого она приобретает круглое сечение и заданный диаметр.
Пример 2. Способ осуществляют аналогично способу, описанному в примере 1, но намотку проволоки намоточным устройством 10 осуществляют периодически, только в промежутки времени между волочениями. Благодаря этому наматывание проволоки производится с небольшим тянущим усилием и более равномерно. Во время волочения намоточное устройство 10 не вращается и только удерживает проволоку. Такое изменение функционального назначения намоточного устройства позволяет существенно упростить его кинематическую схему и конструкцию.
Пример 3. Способ осуществляют аналогично способу, описанному в примере 2, но периодическое перемещение проволоки намоточным устройством 10 осуществляют на 400 мм, т.е. на величину, вдвое меньшую, чем длина хода блока волок. Вследствие этого блок волок на одной половине рабочего хода повторно проходит по уже обработанному участку проволоки, осуществляя его калибровку на заданный диаметр и "выглаживание" поверхности при очень малой степени деформации, и лишь на другой половине рабочего хода осуществляет волочение проволоки.
Пример 4. Способ осуществляют аналогично способу, описанному в примере 3, но намотку проволоки намоточным устройством 10 осуществляют со скоростью, вдвое меньшей, чем скорость обратного хода блока волок 7. Благодаря этому блок волок и при обратном ходе перемещается относительно проволоки, повторно проходит по некоторому уже обработанному ее участку, осуществляя его калибровку на заданный диаметр и "выглаживание" при очень малой степени деформации.
Пример 5. Способ осуществляют аналогично способу, описанному в примере 4, но на время волочения проволоки включают зажим 9, осуществляющий удерживание проволоки. Вследствие этого существенно уменьшается нагрузка на намоточное устройство при волочении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В.Н. СТАЗАЕВА | 2011 |
|
RU2475317C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2291011C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2001 |
|
RU2201824C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2339473C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2095170C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2339474C1 |
Изобретение относится к технологии производства проволоки. Задача изобретения - повышение надежности и расширение арсенала веерных технологий для производства проволоки. При производстве проволоки из рулонного материала, включающем стыковую сварку концов рулонов, продольную резку на многорядных ножницах на проволоки приближенно квадратного сечения, волочение для придания проволокам круглого сечения и калибровки на заданный диаметр и намотку готовой проволоки на многорядное намоточное устройство, в соответствии с изобретением волочение осуществляют периодически, путем перемещения блока волок встречно направлению подачи проволоки, чередуемого с последующим обратным ходом блока волок. Намотку готовой проволоки производят в промежуток времени между ее волочениями. Изобретение обеспечивает снижение обрывности и неравномерности намотки проволок многорядным наматывающим устройством, являющимся одновременно тяговым органом при волочении. 8 з.п. ф-лы, 1 ил.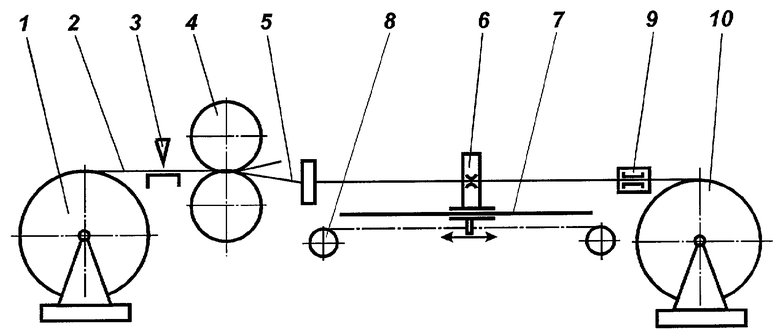
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |

