Изобретение относится к оборудованию для производства проволоки, преимущественно веерным способом, с использованием многониточного волочения.
Известно устройство для волочения проволоки, содержащее механизм подачи проволоки, корпус, заполненный рабочей жидкостью, поршень, волоку, связанную с поршнем, а также генератор импульсов для создания электрических разрядов в жидкости и обеспечения волоке продольного возвратно-поступательного движения (SU №1618478, В21С 3/00, опубл. 1991). Как известно, сила трения при волочении существенно зависит от скорости подачи, вследствие чего волочение предпочтительно вести на высоких скоростях. Волочение в известном устройстве осуществляется периодически, на скорости, равной сумме скоростей подачи проволоки и встречного движения волоки, чем и объясняется снижение трения при волочении.
Однако устройство является довольно сложным и его применение при производстве проволоки веерным способом затруднено в связи с необходимостью использования одновременно сотен таких устройств - не менее одного для каждой обрабатываемой проволоки.
Наиболее близкой является линия для производства проволоки, содержащая волоки, установленные в волокодержателях, устройства для обеспечения возвратно-поступательного перемещения волокодержателей, а также намоточное устройство. Волоки установлены последовательно по две для каждой проволоки, а устройство для их перемещения выполнено так, что обеспечивает перемещение второй волоки в противоположном направлении относительно перемещения первой волоки (RU №2235617, В21С 43/04, опубл. 2004). Волочение в этой линии тоже осуществляется периодически, на скорости, равной сумме скорости подачи проволоки, и скорости той волоки, которая движется встречно, что обеспечивает снижение трения при волочении. Другая волока в этот момент движется по направлению подачи проволоки, но с большей скоростью и без нагрузки, повторно проходя уже обработанный ею участок.
Данная линия тоже характеризуется большой сложностью в связи с необходимостью применения большого числа приводов для продольного возвратно-поступательного перемещения волок.
Техническим результатом изобретения является упрощение конструкции.
Это достигается тем, что в линии для производства проволоки, содержащей волоки, установленные в волокодержателях, приводы продольного возвратно-поступательного перемещения волокодержателей, а также намоточное устройство для проволоки, согласно изобретению привод перемещения волокодержателей состоит из двигателя и передачи с бесконечным гибким элементом, одной своей стороной опирающимся на приводные ролики, размещенные периодически, при этом на другой стороне гибкого элемента периодически закреплены клинья, а каждый волокодержатель расположен против одного из роликов с возможностью взаимодействия с клиньями для обеспечения перемещения волоки встречно направлению подачи проволоки. Для плавной работы линии целесообразно выбрать период крепления клиньев на гибком элементе не равным и не кратным периоду размещения роликов.
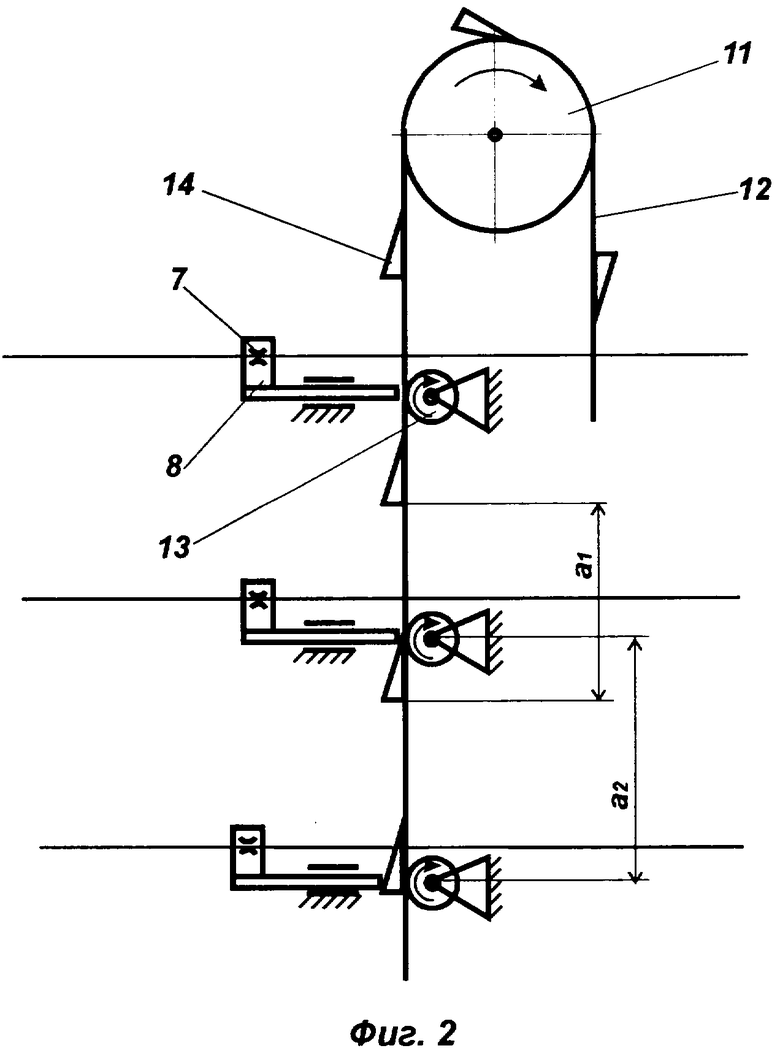
Сущность изобретения поясняется чертежами, где на фиг.1 схематично показана линия для производства проволоки; на фиг.2 - привод перемещения волокодержателей.
В линии последовательно расположены разматыватель 1 рулона ленты 2, многорядные дисковые ножницы 3 для резки ленты на проволоки 4 и 5 приближенно квадратного сечения, узел 6 обработки проволоки, волоки 7, установленные в волокодержателях 8, привод 9 продольного возвратно-поступательного перемещения волокодержателей и намоточное устройство 10, выполненное в виде многосекционного барабана. Привод волокодержателей состоит из двигателя (не показан) и передачи 11 с бесконечным гибким элементом 12, одной своей стороной опирающимся на приводные ролики 13, размещенные периодически. На другой стороне гибкого элемента периодически закреплены клинья 14. Каждый волокодержатель 8 расположен против одного из роликов 13 с возможностью взаимодействия с клиньями 14. Период α1 крепления клиньев на гибком элементе не является равным или кратным периоду α2 размещения роликов. В качестве гибкого элемента 12 могут быть использованы, например, ремень, цепь, стальная лента.
Работа линии осуществляется следующим образом. Лента 2 с разматывателя 1 поступает на дисковые ножницы 3, где разрезается на множество проволок 4 и 5. Каждая проволока пропускается сначала через узел 6, где производятся обрезка ребер и удаление вместе с ними дефектов резки. Затем проволока пропускается через свою волоку 7, где приобретает круглое сечение и заданный диаметр, после чего поступает на одну из секций барабана намоточного устройства 10. Продольная подача ленты 2 и проволок в процессе работы линии осуществляется этим намоточным устройством 10. Клинья 14, перемещаемые гибким элементом 12 передачи 11, поочередно воздействуют на каждый волокодержатель 8, обеспечивая перемещение его волоки 7 встречно направлению подачи проволоки, вследствие чего волочение происходит со скоростью, равной сумме скоростей этих движений. После прохождения клина волокодержатель движется вместе с проволокой в обратном направлении, возвращаясь в исходное положение. Клин 14, воздействуя одной стороной на волокодержатель, своей другой стороной опирается через гибкий элемент 12 на ролик 13.
Поскольку ролик 13 является приводным, то усилие перемещения клина, передающееся затем волокодержателю и волоке, в значительной мере создается именно приводом ролика, что уменьшает продольную нагрузку на гибкий элемент. Благодаря неравенству периодов α1 и α2 размещения клиньев и роликов движение волокодержателей осуществляется не одновременно. При этом происходит распределение во времени нагрузки на двигатели приводов, что особенно важно, если передача 11 и все ролики 13 приводятся в движение от одного общего двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2226438C1 |
| ВОЛОЧИЛЬНАЯ МАШИНА | 2008 |
|
RU2385195C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2007 |
|
RU2339474C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ В.Н. СТАЗАЕВА | 2011 |
|
RU2475317C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2004 |
|
RU2259246C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2005 |
|
RU2287388C1 |
| ВОЛОЧИЛЬНАЯ МАШИНА | 2002 |
|
RU2225765C1 |
| ПРОМЕЖУТОЧНОЕ ТЯГОВОЕ УСТРОЙСТВО | 2008 |
|
RU2385196C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2000 |
|
RU2173591C1 |
Изобретение предназначено для многониточного волочения с повышенной скоростью при упрощении используемого оборудования. Волоки установлены в волокодержателях. Обеспечение перемещения волок встречно направлению подачи проволоки, и снижение трения достигается за счет того, что привод продольного возвратно-поступательного перемещения волокодержателей состоит из двигателя и передачи с бесконечным гибким элементом, одной своей стороной опирающимся на приводные ролики, размещенные периодически, на другой стороне гибкого элемента периодически закреплены клинья. Каждый волокодержатель расположен напротив одного из роликов с возможностью взаимодействия с клиньями, период крепления которых на гибком элементе не равен и не кратен периоду размещения роликов. Клинья, перемещаемые гибким элементом, поочередно воздействуют на каждый волокодержатель. 1 з.п. ф-лы, 2 ил.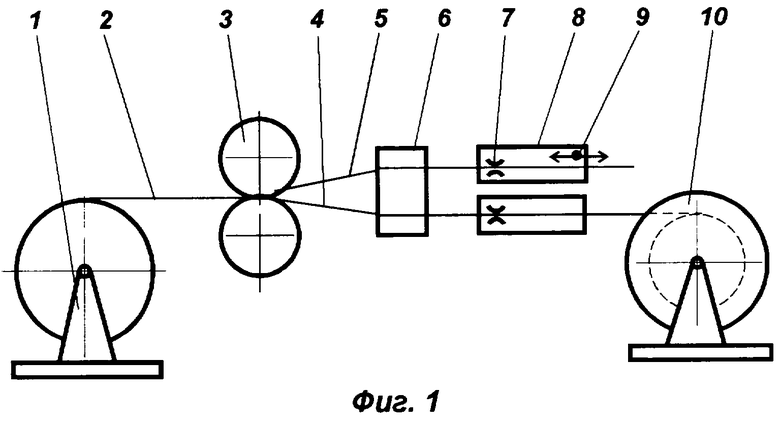
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 2003 |
|
RU2235617C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1995 |
|
RU2102168C1 |
| ВОЛОЧИЛЬНАЯ МАШИНА | 2003 |
|
RU2254948C1 |
| US 5660071 А, 26.08.1997. | |||

