Предложение относится к кольцевым сверлам, изготовленным преимущественно посредством гальваностегии и предназначенным для выбуривания кернов в сверхтвердых материалах типа сапфира, кремния и т.д.
Известно кольцевое сверло, включающее хвостовик и рабочую часть, состоящую из цилиндрической основы и размещенных на ее внутренней, наружной и режущей частях алмазосодержащих матриц [1].
Известен также способ изготовления кольцевого сверла путем создания на цилиндрической основе внутренней, наружной и режущей частях алмазосодержащих матриц [2].
Известное устройство и способ имеют следующий недостаток.
При работе инструмента, изготовленного посредством гальваностегии, работоспособность инструмента определяется работоспособностью режущей алмазосодержащей матрицы, которая, как правило, имеет ограниченную толщину, что снижает стойкость и работоспособность инструмента.
Технический результат, для достижения которого направлено данное техническое решение, заключается в увеличении стойкости и работоспособности инструмента.
Указанный результат достигается за счет того, что у кольцевого сверла, включающего хвостовик и рабочую часть, состоящую из цилиндрической основы и размещенных на ее внутренней, наружной и режущей частях алмазосодержащих матриц, его цилиндрическая основа выполнена с окнами, в которой размещены перегородки в виде алмазосодержащих матриц, соединяющие внутреннюю и наружную алмазосодержащие матрицы.
Указанный результат достигается также за счет того, что в способе изготовления кольцевого сверла путем создания на его цилиндрической основе внутренней, наружной и режущей алмазосодержащих матриц, перед созданием алмазосодержащих матриц, в цилиндрической основе выполняют отверстия и/или пазы, в которых создают алмазосодержащие матрицы. Матрицы создают посредством гальваностегии с добавлением в электролит металлизированного или гранулированного порошка алмаза. При этом толщину стенки цилиндрической основы выбирают меньшей толщин алмазосодержащих матриц.
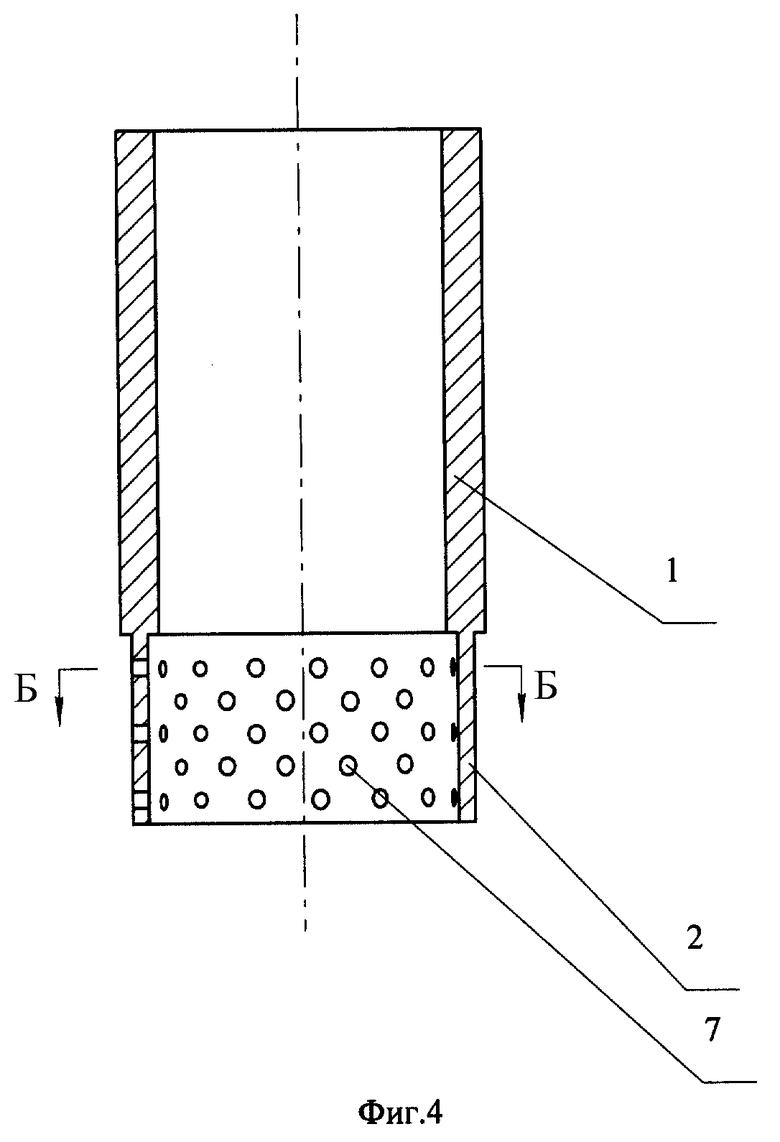
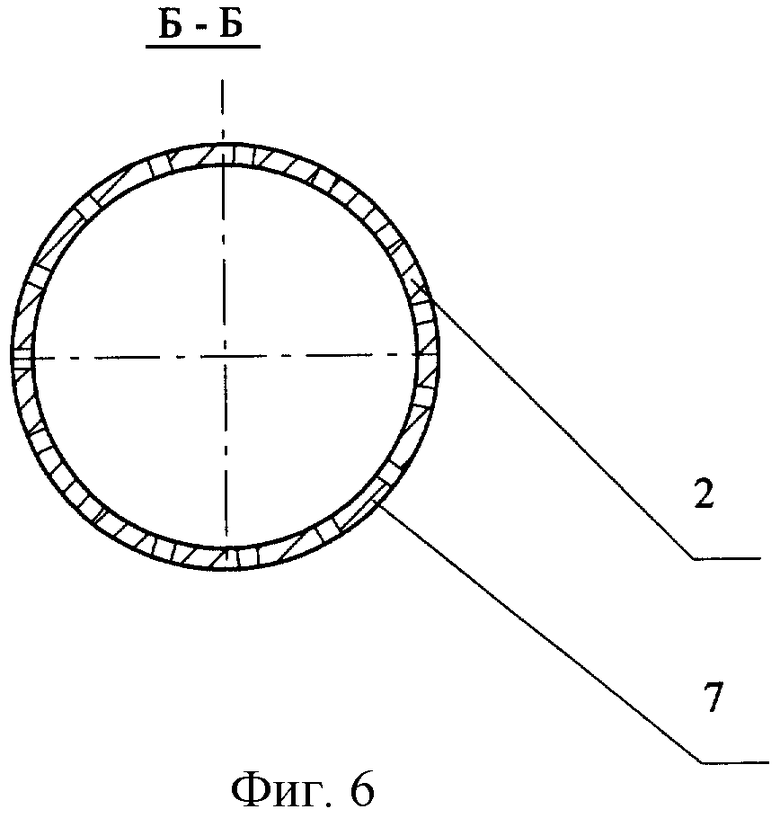
На фиг.1 изображено кольцевое сверло, цилиндрическая основа которого выполнена с пазами; на фиг.2 - кольцевое сверло, цилиндрическая основа которого выполнена с отверстиями; на фиг.3 и 4 - цилиндрические основы кольцевых сверл с пазами и с отверстиями соответственно; на фиг.5, 6 - разрезы А-А и Б-Б.
Кольцевое сверло включает хвостовик 1, рабочую часть, состоящую из цилиндрической основы 2 и размещенных на ее внутренней, наружной и режущей частях соответственно алмазосодержащих матриц 3, 4, 5. Цилиндрическая основа выполнена с пазами 6 (фиг.1) или отверстиями 7 (фиг.2), в которой размещены перегородки 8 в виде алмазосодержащих матриц, соединяющие внутреннюю 3 и наружную 4 алмазосодержащие матрицы. Цилиндрическая основа может быть выполнена одновременно с отверстиями и пазами.
Способ изготовления кольцевого сверла заключается в создании на его цилиндрической основе посредством гальваностегии наружной, внутренней и торцевой алмазосодержащих матриц, добавляя в электролит металлизированного или гранулированного порошка алмаза, причем перед созданием алмазосодержащих матриц в цилиндрической основе 2 выполняют пазы 6 или отверстия 7. Толщину стенки цилиндрической основы 2 выбирают меньшей толщин алмазосодержащих матриц.
При работе сверла съем материала производится его торцевой режущей частью, а затем, когда вскрывается цилиндрическая основа, наружной 4, внутренней 3 алмазосодержащими матрицами и перегородками 8. Одновременно происходит изнашивание и удаление разрушенной основы шламом. Таким образом, стойкость кольцевого сверла повышается в несколько раз, что снижает себестоимость выбуривания материала.
Для того чтобы основа эффективно разрушалась, ее выполняют меньшей толщин алмазосодержащих матриц.
Таким образом, предложенные способ и устройство повысят стойкость и работоспособность инструмента.
Источник информации
1. Патент США №4610579. МКИ В 23 В 051/04, 1989.
2. Справочник по бурению геологоразведочных скважин. - СПБ, ООО «Недра», 2000, стр. 111.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2004 |
|
RU2278774C2 |
| АЛМАЗНОЕ ТОНКОСТЕННОЕ СВЕРЛО | 2009 |
|
RU2423206C2 |
| АЛМАЗНОЕ ТРУБЧАТОЕ СВЕРЛО | 2009 |
|
RU2419519C2 |
| Способ изготовления отрезных кругов | 1990 |
|
SU1803315A1 |
| Способ изготовления режущего сегмента для алмазного сверла | 1979 |
|
SU865551A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| Способ изготовления алмазного трубчатого сверла | 1982 |
|
SU1044456A1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2270093C2 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| АЛМАЗНОЕ КОЛЬЦЕВОЕ СВЕРЛО | 1970 |
|
SU284675A1 |



Изобретение относится к области кольцевого сверления, выбуривания кернов в сверхтвердых материалах типа сапфира или кремния. Сверло включает хвостовик и рабочую часть, состоящую из цилиндрической основы и размещенных на ее внутренней, наружной и режущей частях алмазосодержащих матриц. Для увеличения стойкости и работоспособности цилиндрическая основа выполнена с окнами, в которых размещены перегородки в виде алмазосодержащих матриц, соединяющие внутреннюю и наружную алмазосодержащие матрицы, причем окна выполнены в виде пазов. Способ изготовления сверла заключается в создании на его цилиндрической основе внутренней, наружной и режущей алмазосодержащих матриц. Для достижения того же технического результата перед созданием алмазосодержащих матриц в цилиндрической основе выполняют окна, в которых создают алмазосодержащие матрицы, причем окна выполняют в виде пазов. Алмазосодержащие матрицы могут быть созданы посредством гальваностегии с добавлением в электролит металлизированного или гранулированного алмазного порошка. Толщина стенки цилиндрической основы может быть выбрана меньшей толщин алмазосодержащих матриц. 2 н. и 2 з.п. ф-лы, 6 ил.
| АФАНАСЬЕВ И.С | |||
| и др | |||
| Справочник по бурению геологоразведочных скважин | |||
| СПб., 2000, с.111 | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Коронка для колонкового бурения скважин | 1932 |
|
SU29435A1 |
| Алмазный инструмент для сверления мелких отверстий | 1971 |
|
SU365093A1 |
| Способ изготовления алмазного трубчатого сверла | 1982 |
|
SU1044456A1 |
| Алмазное сверло | 1991 |
|
SU1813043A3 |
| US 5137098 А, 11.09.1992 | |||
| DE 3825270 А1, 08.02.1990. | |||

