Изобретение относится к техноло гии изготовления алмазньох сверл ме тодом гальваностегии и может быть использовано при обработке разли ных материалов, например,стекла, к рамики, природного камня. Известен способ изготовления алмазного сверла, при котором нанаружной поверхности корпуса выпол няют кольцевую проточку, а затем методом гальваностегии на наружную внутреннюю и торцовую поверхности наносят абразив . В процессе обработки материалов алмазными сверлами часчь алмазонос , го слоя, расположе,нная на цилиндри ческой части корпуса, выступая над корпусом, служит для образования зазора между корпусом сверла и обрабатываемым материалом; величина этого зазора должна обеспечивать полный вынос шлама из зоны резания . Для сверл диаметром в диапазоне 1,5-200 мм вполне достаточным явл ется зазор, который образовьшает алмазоносный слой, выступающий под корпусом (в зависимости от диаметра сверла) на 0,2-0,5 мм. Толщина торцовой части алмазоно ного сверла, подверженной основным нагрузкам и более интенсивному износу, должна быть значительно больше, чтобы рбеспечивать достаточную стойкость сверла. Однако, особенностью изготовле.НИН алмазных трубчатых сверл методом гальваностегии является то, что при наращивании алмазов одновременно на торцовую и цилиндрическую поверхности корпуса не удается получить слой на торЦе, более чем в 2 раза толще слоя на цилиндрической поверхности, что сн жает стойкость сверла. Попытка увеличить толщину слоя на торце приводит к увеличению толщины слоя на цилиндрической поверхности, причем, на наружной поверхности наращивание алмазов, прои ходит интенсивнее, чем на внутренней поверхности, куда доступ частиц затруднен.. . . Учитывая то, что увеличение ширины алмазоносного слоя сверла . : приводит к существенному уменьше нию производительности обработки, целес образно, чтобы величина выступания алмазоносного слоя нал корпусом не лревышала оптимальную. Цель ия,обретения - повышение стойкости сверла за счет увеличения толщины алмазоносного слоя на тор-; цовой поверхности при сохранении одинаков.ой минимальной велинины выступания алмазоносного слоя над корнусом. . Поставленная цель достигается тем, что в способе изготовления алмазного трубчатогосверла, при котором на наружной поверхности корпуса выполняют кольцевую проточку, а затем методом гальваностегии на наружную, внутреннюю и торцовую поверхности наносят абразив, перед нанесением абразива дополнительно на внутренней поверхности корпуса сверла выполняют кольцевую проточку, глубина которой меньше глубины проточки ка наружной поверхности корпуса на .величину , рл/ёгш, , ,-brir(atb)( Н -основание натурального логарифма ; -диаметр сверла, мм; -величина выступания атмазв ;. носного слоя, мм; b - глубина проточки на внутренней поверхности корпуса, мм; глубина проточки на наружной поверхности корпуса, мм. На чертеже показано сверло, общий вид. Сверло состоит из корпуса 1, в котором вьшолнены проточки глубиной b на внутренней поверхности и глу.- биной Ь,| на наружной поверхности, и алмазоносного слоя 2, выступанвдего над корпусом по наружному и внутрен.- нему диаметру на величину а „ Пример. Изготавливают,алмаз ное трубчатое сверло диаметром 120 мм, толщиной алмазоносного слоя 3 мм, с выступанием алмазоносного слоя над орпусом 0,5 мм. В месте расположения алмазоносноо слоя на корпусе выполнены две роточки. На внутренней поверхности корпуса ыполнена проточка глубиной 6., 5 мм. лубина проточки на наружной поверхости определена из зависимости , ЧёгГбч Ь4 Ъ 1Яа4-Ь)и-Л-;р-|мАЛ, где е - основание йатурального логарифма 2,7183; D - диаметр сверла 120 мм; Of - величина выст.упания алмазо носного слоя 0,5 мм; Ъ - глубина проточки на внутренней поверхности корпуса 0,5 мм. При подстановке указанных значений глубина проточки на наружной поверхности составляет 0,8 мм. После обработки проточек корпус сверла подвергается обезжириванию, травлению, промывке.И погружается в раствор никелирования состава: Сернокислый никель 300 Никель хлористый 30 Кислота борн.ая 30
Кислотность электролита рн составляет 4,5, температура электролита 20°С.
Для наращивания алмазонсаного сло взят ага азный порошок марки АСК, зернистостью 400/315.
Прикрепление алмазйого порошка осуществляют при плотности тока Г 1,2 АУдм в течение 6 ч, закрепление осуществляют, при плотности тока 2 А/дм в течение 8ч.
Этапы прикрепления м закрепления пов торяют 4 раза, в результате чего нарощен алмазоносный слой толщиной на торце 2 мм, шириной 3 мм и выступаквдий над корпусом на 0,5 мм. .
Сверло; изготовленное по извест ному способу, имеет одну проточку глубиной 0,3 мм по наружному диаметру корпуса Зернистость алмазного пспорошка и -режим наращивания алмазоносного слоя такие же, как и при изготовлении сверла по предлагаемому способу. Когда величина выгтупания алмазоносного слоя над корпусо достигает 0,5 мм, толщина слоя на торце составляет 1 мм.
следовательно, толщина алмазоносного слоя на торце сверла, изготовленного предлагаемым снособом, в 2 раза больше толщины алмазоносного слоя на торце сверла, изготовленного по известному способу.
Произведено сверление отверстий в яшме технической. При этом скорость вращения инструмента составляв ла 10 м/с, скорость подачи 10 мм/мин в качестве охлаждающей жидкости применялась вода.
- В результате испытаний установлено что глубина сверления до полного износа сверла, изготовленного по предлагаемом;/ способу, с двумя проточками на корпусе- соста вяяет 500 мм, в то время,как глубина сверления при обработке сверлом с одной проточкой на наружной поверхности корпуса 230 мм. Таким)образом, стойкость сверла увеличивается в 2 раза.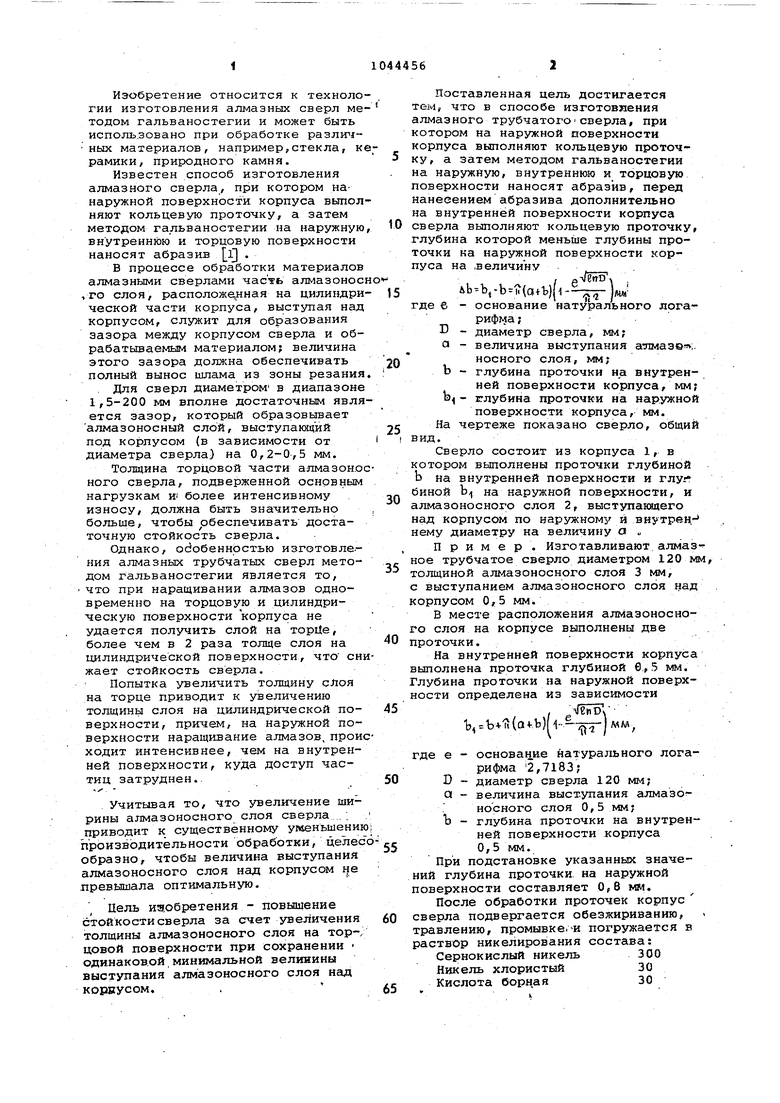

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазного сверла малого диаметра | 1982 |
|
SU1060343A1 |
| Способ изготовления режущего сегмента для алмазного сверла | 1979 |
|
SU865551A1 |
| АЛМАЗНОЕ ТОНКОСТЕННОЕ СВЕРЛО | 2009 |
|
RU2423206C2 |
| Материал для корпусов алмазных инструментов | 1978 |
|
SU697306A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| Алмазное сверло | 1978 |
|
SU806432A1 |
| Алмазное полое сверло для изготовления кольцевых деталей | 1976 |
|
SU585070A1 |
| Алмазное кольцевое сверло | 1977 |
|
SU745701A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ТРУБЧАТОГО СВЕРЛА, при котором на наружной поверхности корпуса выполняют кольцевую проточку, а затем методом гальваностегии на наружную, внутреннюю и торцовую поверхности наносят абразив, от л ичающийся тем, что, с целью повышения стойкости -сверла путем увеличения толщины алмазоносного слоя на торцовой поверхности при сохранении одинаковой минимальной величины выступания алмазоносного слоя над корпусом, перед нанесением абра зива дополнительно на внутренней поверхности корпуса сверла выполня- ют кольцевую проточку, глубина которой меньше глубины проточки на наружной поверхности корпуса на величину, г:1. u t, U i.L e-4RnP ,-Ь-и(а+Ь)и--;r- -1мм, где е - основание натурального логарифма ; Г - диаметр сверла, мм; а - величина выступания алмазо(П С носного слоя, мм; Ъ - глубина проточки на внутренней поверхности корпуса, мм; Ь, - глубина проточки на наружной поверхности корпуса, мм. 4 it 4 . сл а а
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сверла алмазные трубчатые для глубокого сверления, изготовленные методом гальваностегии | |||
| Шланговое соединение | 0 |
|
SU88A1 |
