Изобретение относится к неразрушающему контролю и может быть использовано для диагностики металлических изделий сложной геометрии, например деталей машин, по параметрам ультразвуковых колебаний.
Известен способ обнаружения трещин в твердом теле (описан в патенте RU 2219538, опубл. 20.12.2003, МПК7 G01N 29/04). Сущность этого способа заключается в том, что в твердом теле возбуждают первичные акустические волны различных частот, которые, взаимодействуя на трещине, генерируют вторичные акустические волны на комбинационных частотах. Затем измеряют амплитуды первичных и вторичных волн, на основании которых определяют коэффициент наличия трещины, по превышению которым порогового значения, определяемого на основе измерений бездефектного твердого тела, судят о наличии трещин. При этом первичные акустические волны производят путем последовательного возбуждения ультразвуковых волн на ряде частот. Одновременно с этим возбуждают упругие колебания на собственных частотах посредством ударного воздействия на твердое тело. Далее проводят измерения параметров колебаний на собственных и комбинационных частотах. Коэффициент наличия трещин рассчитывают по формуле, учитывающей амплитуды возбужденных комбинационных частот, амплитуды возбуждаемых ультразвуковых волн и амплитуды возбуждаемых упругих колебаний.
Общим с заявляемым способом, кроме области применения, является использование эффекта модуляции ультразвуковых волн и измерение параметров ультразвуковых колебаний на комбинационных частотах.
Недостатком данного способа является невысокая достоверность обнаружения дефекта из-за дополнительной модуляции излучаемой и принимаемой ультразвуковых волн в момент возбуждения в твердом теле упругих колебаний. В момент удара по поверхности твердого тела в нем возбуждаются затухающие акустические волны, которые приводят к дополнительной модуляции излучаемых и принимаемых акустических волн. Лишь спустя определенное время после удара твердое тело начинает колебаться на собственных резонансных частотах, используемых в данном способе для модуляции параметров трещин. Кроме того, к недостаткам способа следует отнести невысокую повторяемость результатов одиночных измерений, так как технически сложно реализовать механические удары с одинаковыми параметрами возбуждаемых волн. Нестабильность параметров удара требует усреднения результатов многократных измерений, что в конечном итоге увеличивает общее время измерений.
Наиболее близким аналогом, который выбран в качестве прототипа, является способ контроля дефектности изделий (патент RU 2334225, опубл. 20.09.2008, МПК7 G01N 29/04). Способ заключается в том, что в изделии возбуждают вынужденные колебания, изменяют частоту вынужденных колебаний до возникновения резонансных колебаний в изделии, измеряют параметры резонансных колебаний. При этом возбуждают колебания изделия электромагнитным способом, измеряют разность фаз между опорным возбуждающим сигналом и колебаниями изделия в нескольких различных точках, а по изменению разности фаз колебаний судят о наличии дефекта. В изделиях, где дефекты отсутствуют, разность фаз будет изменяться по определенной зависимости, а при наличии дефекта разность фаз существенно изменится, что и будет являться признаком дефектного изделия.
Данный способ имеет недостаток, к которому можно отнести его невысокую чувствительность к выявлению мелких скрытых дефектов. Указанный недостаток связан с методом контроля дефектности изделия. В данном способе не применяется эффект модуляции ультразвуковой волны параметрами дефектов изделия, то есть практически не используются нелинейные акустические эффекты. Однако из литературных источников достоверно известно (см., напр., Казаков В.В., Сутин A.M. Использование эффекта модуляции ультразвука вибрациями для импульсной локации трещин // Акустический журнал, т. 47, №3, 2001, с. 364-369), что трещины и другие дефекты приводят к резкому возрастанию нелинейных акустических эффектов.
Технический результат - повышение чувствительности способа к выявлению мелких скрытых дефектов в изделиях за счет использования нелинейных акустических эффектов, возникающих из-за наличия дефектов в изделии и изменяющих сигнал отклик на комбинационных частотах.
Указанный технический результат достигается тем, что в изделии возбуждают вынужденные колебания электромагнитным способом, измеряют параметры колебаний и разность фаз между опорным сигналом и колебаниями изделия в нескольких различных точках. Отличие от прототипа в том, что в изделии возбуждают бигармонические колебания, выделяют сигнал отклик на комбинационных частотах, а по изменению параметров этого сигнала в сравнении с эталонными параметрами изделия без дефекта судят о наличии или отсутствии значимых дефектов.
Способ контроля дефектности изделий реализуется с помощью устройства, изображенного на чертеже. Устройство содержит синтезатор частоты 1, первый усилитель мощности 2, второй усилитель мощности 3, электроакустический преобразователь (ЭАП) электромагнитного типа 4, узел крепления контролируемого изделия 5, пьезоэлектрический преобразователь 6, блок селективных усилителей 7, аналого-цифровой преобразователь (АЦП) 8 и электронную вычислительную машину (ЭВМ) 9 с программным пакетом Lab-VIEW.
Принцип возбуждения колебаний в контролируемом изделии основан на использовании закона Ампера. На изделие, по которому протекает электрический ток и которое находится в магнитном поле, действует сила Ампера:
 ,
,
где dF - модуль силы Ампера, действующей на малый участок  изделия, находящегося в магнитном поле индукции В; I - сила тока, протекающего через изделие; α - угол между векторами В и .
изделия, находящегося в магнитном поле индукции В; I - сила тока, протекающего через изделие; α - угол между векторами В и .
Устройство работает следующим образом. На исследуемое изделие через узел крепления 5 подают высокочастотный сигнал переменного тока с первого усилителя мощности 2 и воздействуют переменным магнитным полем, создаваемым ЭАП 4 без электрического контакта с изделием.
Высокочастотный сигнал переменного тока имеет следующий вид:
I=Iωcos(ωt+ϕω),
где Iω - амплитуда тока высокочастотного сигнала; ω - его круговая циклическая частота; ϕω - его фаза в начальный момент времени.
Учитывая связь индукции магнитного поля ЭАП 4 с силой переменного тока низкой частоты, протекающего по нему, которая имеет вид: В=μμ0nI, индукцию магнитного поля, создаваемого ЭАП 4, можно представить так:
B=μμ0nIΩcos(Ωt+ϕΩ)=BΩcos(Ωt+ϕΩ),
где BΩ=μμ0nIΩ - амплитудное значение индукции переменного магнитного поля низкочастотного сигнала; μ - магнитная проницаемость среды; μ0 - магнитная постоянная; n - число витков на единицу длины; IΩ - амплитуда тока сигнала низкой частоты Ω; ϕΩ - начальная фаза низкочастотного сигнала.
В результате воздействия на изделие переменного тока частоты ω и переменного магнитного поля частоты Q, величина силы Ампера, действующей на участок изделия, будет изменяться по бигармоническому закону:
 ,
,
возбуждая в изделии первичные вынужденные ультразвуковые волны. Эти волны, распространяясь по изделию и взаимодействуя с дефектами, порождают вторичные волны на комбинационных частотах за счет нелинейности среды, содержащей дефекты. С помощью пьезоэлектрического преобразователя 6 и блока селективных усилителей 7 выделяется сигнал отклик на комбинационных частотах, параметры которого отражают нелинейные акустические эффекты, вызванные наличием дефектов в изделии.
Измеренные значения амплитуд и фаз сигнала отклика на комбинационных частотах преобразуются в цифровую форму с помощью АЦП 8 и вводятся в ЭВМ 9 для дальнейшей обработки. В соответствии с написанной программой в среде LabVIEW строятся графики зависимостей амплитуд и фаз сигнала отклика на комбинационных частотах, измеренных в разных точках по длине изделия, которые потом сравниваются с эталонными графиками изделия, не содержащего дефекты. Для наглядности дополнительно программно реализованы в среде LabVIEW такие измерительные устройства, как осциллограф, анализатор спектра и частотомер.
Измерительные сигналы высокой и низкой частоты, а также опорный сигнал для измерения фазы формируются с помощью синтезатора частот 1, который содержит кварцевый опорный генератор, систему фазовой автоподстройки частоты (ФАПЧ) и несколько делителей частоты для получения сетки частот от 20 кГц до 4 МГц с шагом в 10 кГц. Параметры этих сигналов (амплитуда и частота) могут изменяться по команде с ЭВМ 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2006 |
|
RU2334225C1 |
| Способ обнаружения трещины лопатки газотурбинного двигателя | 2017 |
|
RU2732469C1 |
| НЕЛИНЕЙНЫЙ АКУСТИЧЕСКИЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2274859C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ БАЛОЧНОГО ТИПА | 2004 |
|
RU2259546C1 |
| НЕЛИНЕЙНЫЙ УЛЬТРАЗВУКОВОЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В ТВЕРДОМ ТЕЛЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2280863C1 |
| Способ абсолютной градуировки излучающих и приемных электроакустических преобразователей антенного блока акустического доплеровского профилографа течений | 2023 |
|
RU2821706C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН В ТВЕРДОМ ТЕЛЕ | 2002 |
|
RU2219538C2 |
| НЕЛИНЕЙНЫЙ МОДУЛЯЦИОННЫЙ СПОСОБ МОНИТОРИНГА СОСТОЯНИЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799241C1 |
| Устройство ультразвукового контроля состояния изделий | 2016 |
|
RU2640956C1 |
| Способ контроля дефектности изделия | 1989 |
|
SU1714492A1 |

Использование: для диагностики изделий сложной геометрии. Сущность изобретения заключается в том, что в изделии возбуждают вынужденные колебания электромагнитным способом, измеряют параметры колебаний и разность фаз между опорным сигналом и колебаниями изделия в нескольких различных точках, возбуждают бигармонические колебания, выделяют сигнал отклик на комбинационных частотах, а по изменению параметров этого сигнала в сравнении с эталонными параметрами изделия без дефекта судят о наличии или отсутствии значимых дефектов в проверяемом изделии. Технический результат: обеспечение возможности повышения чувствительности к выявлению мелких скрытых дефектов. 1 ил.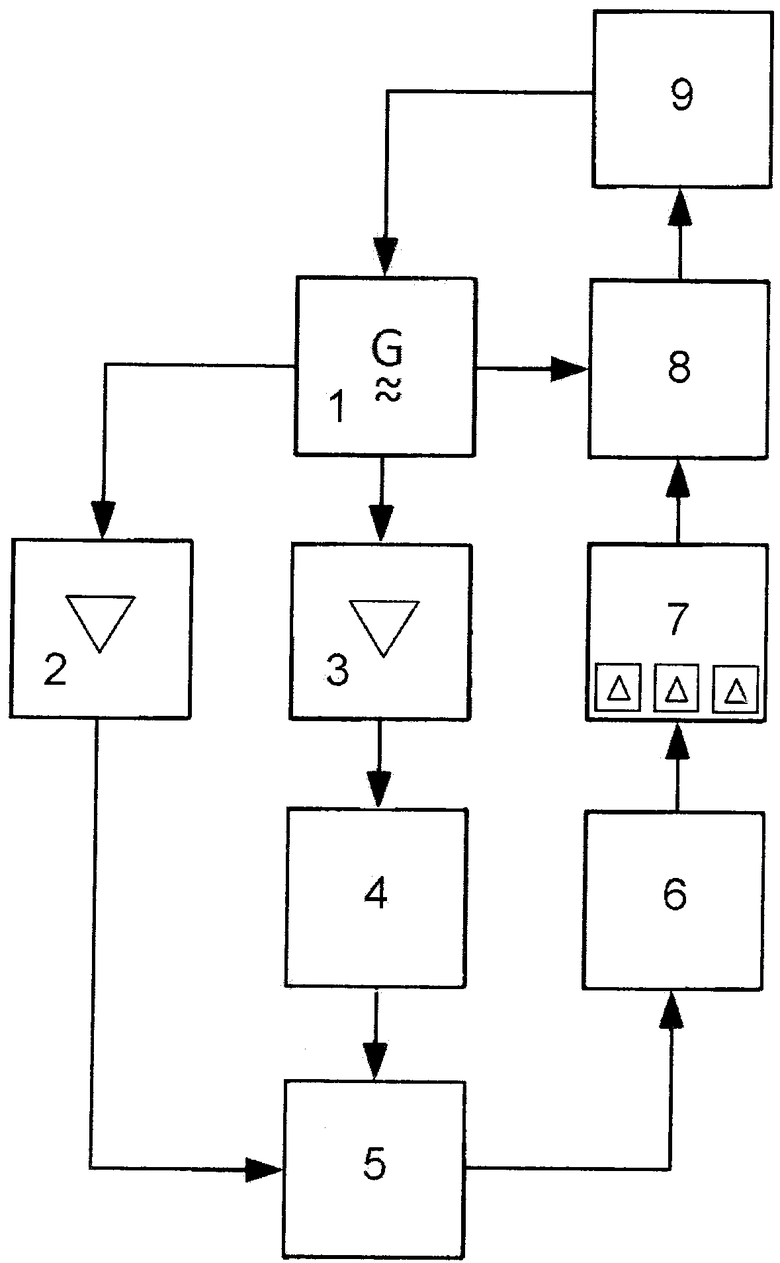
Способ контроля дефектности изделий, заключающийся в том, что в изделии возбуждают вынужденные колебания электромагнитным способом, измеряют параметры колебаний и разность фаз между опорным сигналом и колебаниями изделия в нескольких различных точках, отличающийся тем, что в изделии возбуждают бигармонические колебания, выделяют сигнал отклик на комбинационных частотах, а по изменению параметров этого сигнала в сравнении с эталонными параметрами изделия без дефекта судят о наличии или отсутствии значимых дефектов в проверяемом изделии.
| RU 2011115644 A, 27.10.2012 | |||
| СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН В ТВЕРДОМ ТЕЛЕ | 2002 |
|
RU2219538C2 |
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗДЕЛИЯ | 2006 |
|
RU2334225C1 |
| JP 5018943 A, 26.01.1993 | |||
| US 5736642 A1, 07.04.1998. | |||

