Данное изобретение относится к катализатору на основе кобальта, который может быть использован в реакции Фишера-Тропша в реакторе с псевдоожиженным слоем газ-жидкость-твердое вещество.
На активность катализаторов Фишера-Тропша могут влиять все физические факторы, которые воздействуют на скорость массопереноса реагентов и продуктов между различными фазами и на перенос тепла. В результате можно наблюдать, что в условиях диффузионного режима получают не только более низкую скорость реакции, но также и изменение селективности по различным продуктам, подвергая опасности протекание процесса в целом как с качественной, так и с количественной точки зрения.
В каталитической реакции процессы переноса вещества и тепла между текучей средой и катализатором зависят от гидродинамического режима, в котором находятся реагенты и продукты реакции, и от геометрии реактора, то есть от принятого решения реактора.
В синтезах Фишера-Тропша можно применять реакторы с неподвижным слоем, реакторы с уносом, реакторы с псевдоожиженным слоем, как это описано в патенте США 4670472 (Dyer et al.). Последнее время псевдоожиженные системы газ-жидкость-твердое вещество (суспензионную пузырьковую колонну) предпочитают другим типам реакторов. Скорости течения текучих сред в этих случаях должны быть таковы, чтобы гарантировать более или менее однородную суспензию катализатора во всем реакционном объеме и облегчить удаление тепла, образующегося при экзотермической реакции, улучшая теплообмен между реакционной зоной и соответствующим теплообменником, введенным в колонну. Что касается катализатора, то твердые частицы должны иметь размеры, достаточно большие для того, чтобы их можно было легко отделить от жидких продуктов, но достаточно малые для того, чтобы свести к минимуму внутренние диффузионные ограничения для частицы.
Ограничения по процессам переноса (вещества и/или тепла) можно подразделить на внешний (между частицами) диффузионный режим и внутренний (внутри частиц) диффузионный режим. Сущность явления, связанного с внешней диффузией, зависит от гидродинамики и геометрии системы, то есть от скорости и характеристик текучего реагента и площади поверхности раздела между фазами (формы и размеров частиц катализатора). С другой стороны, явления внутренней диффузии зависят от химической и морфологической структуры катализатора (размеров пор, площади поверхности, плотности размещения активных участков) и от размеров молекул частиц, о которых идет речь.
Многофазные реакторы суспензионного типа обычно используют маленькие частицы катализатора (20-150 мкм), которые не создают проблем внутренней диффузии, но могут подвергаться ограничениям внешнего массопереноса из-за низкой скорости диффузии газов в жидких углеводородах и относительно низкой скорости течения текучей среды. И наоборот, относительно высокая теплопроводность жидкости позволяет пренебречь ограничениями по внешнему теплопереносу (J.M.Smith, «Chemical Engeneering Kinetics», McGrawHill Int. D., 1988, глава 10, стр. 415).
С другой стороны, внутренние явления переноса связаны с морфологическими параметрами пористого материала, используемого в качестве носителя активной фазы, который определяет диффузионную емкость внутри частицы катализатора. Эффект транспортных ограничений внутри частицы сводится к созданию отрицательного градиента концентрации реагентов внутри частицы катализатора, что в конце концов приводит к падению скорости реакции.
Таким же образом можно наблюдать градиенты температуры, которые в экзотермических реакциях, таких как синтез Фишера-Тропша, создают повышение температуры по направлению к центру частицы катализатора, увеличивая скорость реакции, таким образом, в противоположность массопереносу, улучшая селективность по отношению к жидким углеводородам. А также в случае реакций, протекающих с уменьшением числа молей, образуются градиенты общего давления, способные создавать потоки реагентов по направлению к центру частицы. В то время как, с одной стороны, это явление увеличивает диффузию реагентов внутрь катализатора, с другой стороны, это замедляет диффузию продуктов реакции наружу.
В многофазной реакции, такой как синтез Фишера-Тропша, процессы переноса реагентов и продуктов обусловлены наличием образующихся жидких углеводородов. Более конкретно, различные коэффициенты диффузии реагентов (СО, H2) в жидких углеводородах, которые примерно в 103-104 раз ниже, чем коэффициенты диффузии в газе, создают низкие концентрации СО в направлении к центру частицы, вследствие чего постепенно повышается соотношение Н2/СО внутри катализатора. Это условие благоприятствует образованию легких углеводородов и протеканию вторичных реакций основных продуктов. Из исследований, представленных в литературе в этом направлении, можно видеть, что для катализаторов на основе кобальта, нанесенного на различные подложки, применяемых в синтезе Фишера-Тропша, можно пренебречь внутренними диффузионными ограничениями при работе с частицами, имеющими диаметр менее 200 мкм (Iglesia et al., Computer-aided Design of Catalysts (Конструирование катализаторов с помощью компьютера) ED. Becker-Pereira, 1993. глава 7).
С более общих позиций, для любой каталитической реакции явления внутреннего переноса становятся менее важными по мере уменьшения размеров частиц катализатора. Например, в случае псевдоожиженного слоя или суспензии ограничения по теплопереносу внутри частицы обычно пренебрежимо малы (J.M.Smith, «Chemical Engineering Kinetics», McGraw-Hill Int. D., 1988, глава 11, стр. 451).
Идеальный случай, когда полностью отсутствуют ограничения по масс- и теплопереносу, представляют собой гомогенные катализаторы. Однако эти гомогенные системы не применяются во многих процессах из-за сложностей и расходов, связанных с отделением катализатора от реакционной среды. Фактически, эти расходы часто превышают выгоды, связанные с отсутствием диффузионных ограничений.
Таким образом, размеры частиц катализатора имеют основополагающее значение и должны быть достаточно малыми, чтобы избежать осложнений по масс- и теплопереносу из-за внутренних диффузионных ограничений, но в то же время достаточно большими, чтобы их можно было легко отделить от жидкости суспензии.
Использование суспензионного пузырькового реактора в виде колонны (СПКР) для многофазной системы газ-жидкость-твердое вещество в синтезе Фишера-Тропша является одним из предпочтительных решений. Более конкретно, в СПКР катализатор взвешен в жидком углеводороде, часто в самом продукте реакции. Синтез-газ, состоящий из СО, H2, N2, CO2, подают с помощью соответствующего распределяющего устройства, способного генерировать пузырьки газа, диспергированные в суспензии. Пузырьки газа мигрируют в суспензии снизу вверх, подвергаясь явлениям коалесценции и распада. Таким образом создается распределение пузырьков по диаметрам в широких пределах (3-80 мм), которое определяет перемешивание и распределение катализатора внутри пузырьковой колонны. Эффективность перемешивания и, следовательно, степень распределения твердого вещества в жидкости, главным образом, связана с увлечением больших пузырьков газа (20-80 мм) со скоростью около 1-2 м/с.
Газообразные продукты перемещаются по направлению к верхней части реактора и затем обрабатываются снаружи, в то время как жидкие продукты отделяются путем фильтрации катализатора.
Несмотря на преимущества, признаваемые при использовании СПКР в реакции Фишера-Тропша (см. ссылки, представленные в US-A-5939350, col. 2), аспекты, связанные с фильтрованием, являются критическим моментом при использовании процесса в целом из-за уменьшенных средних размеров частиц применяемого твердого вещества. Следовательно, для облегчения операций фильтрования необходимо работать с частицами катализатора, имеющими достаточно большой диаметр. Верхний предел по среднему диаметру частиц очевидно зависит от получаемых рабочих характеристик катализатора, на которые, как было упомянуто выше, не должны воздействовать ограничения диффузионного типа, способные снижать эффективность катализатора по отношению к эффективности, которую можно было бы получить в кинетическом режиме.
Элемент новизны в данном изобретении связан с установлением носителя с подходящими морфологическими характеристиками, которые позволили бы применять его в реакторе с псевдоожиженным слоем газ-жидкость-твердое вещество (СПКР), способного упростить разделение фаз жидкость/твердое вещество вследствие предпочтительного размера частиц самого носителя и не влияющего отрицательно на эффективность катализатора из-за ограничений по масс- и теплопереносу.
В соответствии с этим данное изобретение относится к катализатору на основе кобальта на носителе, отличающемуся тем, что носитель, предпочтительно состоящий из по меньшей мере 80% оксида алюминия, имеет средний диаметр частиц, измеренный с помощью Coulter LS230, в интервале от 70 до 250 мкм, предпочтительно от 120 до 180 мкм, площадь поверхности, превышающую 175 м2/г, предпочтительно от 185 до 210 м2/г, и объем пор, превышающий 0,35 см3/г, предпочтительно свыше 0,40 см3/г, измеренные методом БЭТ (Брунауер, Эмметт, Теллер).
В предпочтительном исполнении носитель состоит главным образом (>80%) из оксида алюминия в любом сочетании фаз, выбранных из: эта, гамма, дельта, тета, альфа и их смесей, в присутствии или в отсутствии активатора стабильности структуры самого носителя, такого как Si, Zr, Та, Zn, Sn, Mn, Ba, Ca, La, Се. Добавление этих элементов или их смесей осуществляют обычными известными способами с использованием предшественников, таких как нитраты, оксалаты, тартраты, галогениды, алкоксиды. Например, такие добавки, как Si, Ba, Ce, La, Ca, снижают спекание и замедляют фазовый переход оксида алюминия, не влияя на порозиметрические характеристики самого исходного оксида алюминия (R.J.Ferrauto, C.H.Bartolomew in «Fundamentals of Industrial Catalytic Process», Blackie Academic & professional, 1997).
Активная фаза этой группы катализаторов должна состоять в основном (>80%) из кобальта в присутствии или в отсутствии усилителя активности, оказывающих различное воздействие на рабочие характеристики катализатора, как это описано в литературе (см., например, B.Jager, R.Espinoza в «Catalysis Today», 23, 1995, 21-22). Например, такие активаторы, как К, Na, Mg, Sr, Cu, Мо, Та, W и металлы VIII группы, существенно увеличивают активность. Ru, Zr, оксиды редкоземельных металлов (ОРМ), Ti увеличивают селективность по отношению к углеводородам с высоким молекулярным весом. Ru, ОРМ, Re, Hf, Се, U, Th способствуют регенерации кобальтовых катализаторов.
Катализаторы на основе кобальта на носителе по данному изобретению изготовляют самыми обычными способами, известными специалистам в данной области, такими как ионный обмен, пропитка до начала увлажнения, осаждение кобальта, соосаждение кобальта и активатора, гелеобразование и механическое смешивание. В предпочтительном исполнении катализаторы получают способом пропитки до начала увлажнения.
Другой объект данного изобретения относится к способу Фишера-Тропша, который включает химическое взаимодействие СО и Н2, возможно разбавленных CO2 и/или N2, с образованием преимущественно С5+ углеводородов, отличающемуся тем, что он протекает в присутствии катализатора по данному изобретению, описанного выше.
Процесс Фишера-Тропша является хорошо известным способом и условия реакции описаны в литературе. Например, температуры могут изменяться от 170 до 400°С, предпочтительно от 180 до 250°С, в то время как давления могут изменяться от 105 до 107 Па (от 1 до 100 бар), предпочтительно от 1,5·106 до 4·106 Па (от 15 до 40 бар). Соотношение СО/Н2 может изменяться от 0,5/1 до 4/1, предпочтительно от 1,7/1 до 2,5/1, причем предпочтительным является стехиометрическое соотношение (±3%). Катализатор по данному изобретению предпочтительно используют в суспензионном пузырьковом реакторе со среднечасовой скоростью подачи газа в диапазоне от 4000 до 20000.
Последующие примеры представлены для лучшего понимания данного изобретения.
ПРИМЕРЫ
В примерах к данному изобретению использовали катализаторы, полученные, как описано в ЕР-А-857513 в части получения предшественника катализатора, содержащего один кобальт. В экспериментальных примерах в качестве носителя применяли гамма-оксид алюминия, имеющий характеристики, приведенные в Таблице 1.
Все указанные в примерах катализаторы состоят из 14% масс. кобальта и получены известным специалистам в данной области способом пропитки до начала увлажнения носителя на основе оксида алюминия водным раствором нитрата кобальта Со(NO3)2·6Н2О. Эти катализаторы использовали в тесте на реакционную способность в 2-литровом реакторе с непрерывным перемешиванием, в который непрерывно подавали смесь СО и Н2 при условиях, указанных ниже:
Описание испытаний катализаторов.
Катализатор загружали в предварительно определенном количестве в трубчатый реактор с неподвижным слоем и активировали путем восстановления в водороде (2000 ст. л/час/л кат.) и азоте (1000 ст. л/час/л кат.) при температуре в интервале 320-450°С и давлении 105 Па (1 бар) в течение 16 часов. Активированный таким образом катализатор перемещали в отсутствии воздуха и в потоке азота внутрь автоклава с перемешиванием (реактор с непрерывным перемешиванием), содержащего n-парафин, ожиженный при температуре около 130°С в присутствии потока азота 30 ст. л/час. Затем включали со скоростью 1000 об/мин лопастную перемешивающую систему и поддерживали ее при этих условиях в течение 16 часов. Во время этой фазы систему доводили до конечного рабочего давления в 2·106 - 3·106 Па (20-30 бар). В конце этой фазы вводили смесь реагентов, состоящую из Н2 и СО в стехиометрическом соотношении 2:1, путем постепенного ввода СО-Н2 при сокращении подачи N2. Эту операцию завершали в течение 4 часового интервала времени при температуре 130°С, как указано в Таблице 3.
Оказывается, в конце этой фазы активации система полностью освобождается от газа-разбавителя (Na) и находится в условиях давления, объемной скорости и соотношения Н2/СО, приведенных в Таблице 2. Затем температуру повышают в течение примерно 15 часов до температуры реакции. Уровень жидкости внутри реактора автоматически поддерживается постоянным посредством системы регулирования, основанной на разности давлений между верхней и нижней частями автоклава. Образующиеся парафины удаляют из реактора посредством фильтрующей системы, способной задерживать катализатор, и хранят при температуре 150°С. Выходящий из реактора газ проходит через две последовательные ловушки, находящиеся при температурах 30°С и 0°С соответственно. Газ, выходящий из ловушек, проходит через измерительный прибор и последующую систему отбора проб для газохроматографического анализа. Выходящие твердые и жидкие вещества анализируют с помощью соответствующей газохроматографической аппаратуры для количественного анализа.
Для того чтобы нормализовать данные по каталитической активности различных тестов в отношении действительного содержания кобальта, в качестве параметра сравнения используют выход продуктов, содержащих углерод (углеводороды и СО2), нормализованный по действительному количеству молей кобальта, присутствующего в катализаторе, и по времени: это выражается как СоВВ (выход кобальт-время) = число прореагировавших молей СО/общее число молей СО/ час.
Пример 1 (сравнительный 1).
Катализатор САТ-А, нанесенный на Al2O3 типа А, отличающийся следующими морфологическими параметрами: гамма-кристаллическая фаза, площадь поверхности равна 170 м2/г, удельный объем пор 0,43 см3/г, средний гранулометрический состав 60 мкм.
Испытания каталитической активности, проведенные с вышеприведенным катализатором, можно рассматривать как базовый случай, для которого можно получить данные о присущей катализатору активности, пренебрегая ограничениями диффузионной природы. Данные по каталитической активности, полученные при двух различных температурах, приведены в Таблице 4.
Пример 2 (сравнительный 2).
Катализатор САТ-В, нанесенный на Al2O3 типа В, отличающийся следующими морфологическими параметрами: гамма-кристаллическая фаза, площадь поверхности равна 175 м2/г, удельный объем пор 0,35 см3/г, средний гранулометрический состав 65 мкм. Данные по испытаниям на каталитическую активность, полученные при различных среднечасовых скоростях подачи газа и соотношениях H2/CO, приведены в Таблице 5.
Пример 3 (сравнительный 3).
Катализатор САТ-В, нанесенный на Al2O3 типа В, отличающийся следующими морфологическими параметрами: гамма-кристаллическая фаза, площадь поверхности равна 175 м2/г, удельный объем пор 0,35 см3/г, средний гранулометрический состав 65 мкм.
Тесты на каталитическую активность отличались от примера 2 другими рабочими условиями и количеством катализатора. Эти данные приведены в Таблице 6.
Пример 4.
Катализатор САТ-С, нанесенный на Al2O3 типа С, отличающийся следующими морфологическими параметрами: гамма-кристаллическая фаза, площадь поверхности равна 192 м2/г, удельный объем пор 0,48 см3/г, средний гранулометрический состав 165 мкм.
Данные по каталитической активности приведены в Таблице 7.
Пример 5 (сравнительный 5).
Катализатор CAT-D, нанесенный на Al2O3 типа D, отличающийся следующими морфологическими параметрами: гамма-кристаллическая фаза, площадь поверхности равна 120 м2/г, удельный объем пор 0,25 см3/г, средний гранулометрический состав 165 мкм.
Данные по каталитической активности приведены в Таблице 8.
Пример 6.
Катализатор САТ-Е, нанесенный на Al2O3 типа Е, отличающийся следующими морфологическими параметрами: гамма-кристаллическая фаза, площадь поверхности равна 205 м2/г, удельный объем пор 0,53 см3/г, средний гранулометрический состав 165 мкм, присутствие 1,5% масс. SiO2.
Тесты на каталитическую активность отличались использованием катализатора, нанесенного на оксид алюминия, содержащий 1,5% масс. SiO2. Данные по каталитической активности приведены в Таблице 9.
Пример 7. Влияние размеров частиц катализатора на разделение жидкости и твердого вещества.
Известно, что с увеличением диаметра частиц можно легче и более экономично отделить твердое вещество от жидкости.
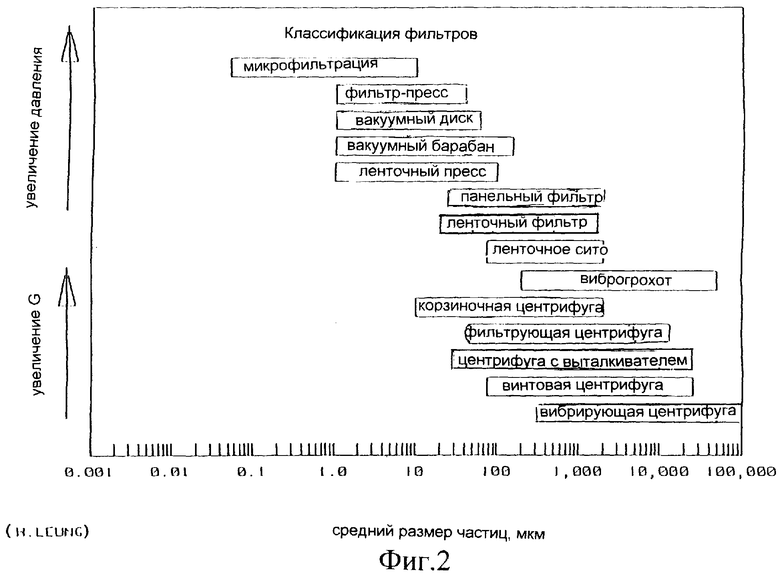
Фиг.1 (взятая из W.Leung, Industrial Centrifugation Technology, McGraw-Hill Inc., March 1998) показывает классификацию оборудования для отделения твердого вещества от жидкости, типа оборудования со сплошными стенками в зависимости от размера частиц. Это оборудование классифицировано по двум различным принципам функционирования: динамическое декантирование (в котором существенно ускорение, придаваемое частицам) и статическое декантирование (в котором существенны поверхностные характеристики декантатора). Из фиг. 1 можно видеть, что при увеличении размера частицы необходимое гравитационное ускорение (число R) или требуемая поверхность соответственно уменьшаются. Снижение числа R означает снижение скорости вращения и, следовательно, сбережение энергии. Снижение поверхности означает уменьшение размеров аппарата. Фиг. 2 (взятая из W.Leung. Industrial Centrifugation Technology, McGraw-Hill Inc., March 1998) показывает классификацию оборудования для отделения твердого вещества от жидкости фильтрационного типа в зависимости от размера частиц. Это оборудование классифицировано по двум различным принципам функционирования: фильтрация под давлением (в которой существенна разность давлений, создаваемая между потоком выше и ниже фильтра) и фильтрующее центрифугирование (в котором существенно ускорение, придаваемое частицам). Из фиг.2 можно видеть, что с увеличением размера частиц соответственно снижается необходимое давление или необходимое гравитационное ускорение (число R). Снижение давления или числа R означает снижение необходимой работы и, следовательно, сбережение энергии.
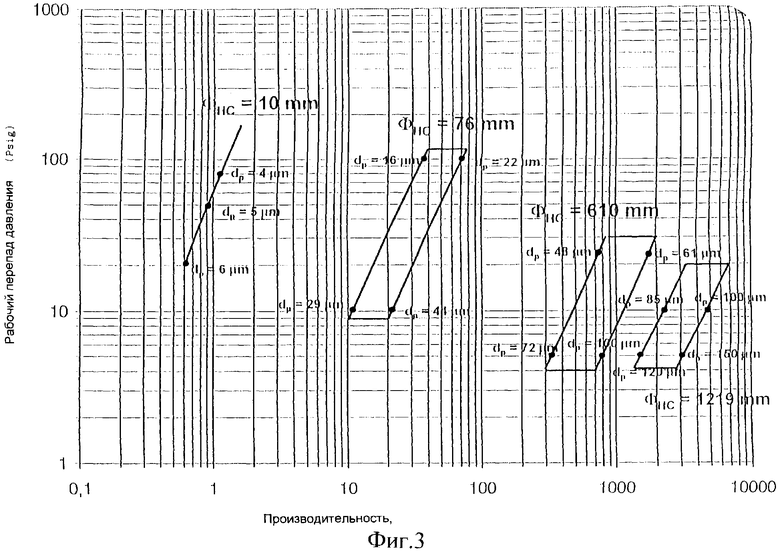
Фиг.3 (взятая из коммерческой публикации Dorr-Oliver, The DorrClone Hydrocyclone, Bulletin DC-2, 1989) показывает диапазон применения коммерческих гидроциклонов различных размеров в зависимости от мощности (об/мин), перепада рабочего давления и размера частиц. Гидроциклон является статическим аппаратом, который использует разницу плотностей твердой и жидкой фаз и возникающую центробежную силу для отделения твердых частиц от жидкости, в которой они взвешены. При производительности 680 м3/час по подлежащей обработке суспензии твердое вещество-жидкость, что соответствует мощности примерно 3000 об/мин (плотность твердого вещества: 2,7, концентрация твердого вещества: 25% масс. и эффективность разделения: 95%), как можно видеть, при увеличении размера частиц твердого вещества можно применять меньшее число гидроциклонов, но с большим диаметром в соответствии с Таблицей 10
(3 дюйма)
(24 дюйма)
(48 дюймов)
Из приведенной выше Таблицы 10 отчетливо можно видеть, что при переходе от твердых частиц размером 5 мкм к частицам размером 150 мкм число гидроциклонов изменяется от 3000 до 1. Это позволяет произвести огромное снижение затрат по двум причинам: первой является то, что сокращается необходимое количество гидроциклонов, а второй - что уменьшаются конструктивные сложности, возрастающие при уменьшении диаметра гидроциклона.
Обсуждение примера 7.
Пример 7, описанный выше, имеет целью показать, что:
Так как для того, чтобы благоприятствовать работе блока разделения жидкой и твердой фаз, предпочтительно работать с твердыми частицами, имеющими больший средний диаметр, например более 100 мкм (фактически, с увеличением диаметра частиц при той же концентрации твердого вещества сокращается объем, необходимый на стадии разделения, а также уменьшаются конструктивные сложности), то в случае катализаторов, не входящих в область данного изобретения, уже невозможно работать без контролирующих процесс ограничений по внутренней диффузии. Использование катализатора, нанесенного на частицы с морфологическими характеристиками, определенными в данном изобретении, позволяет уменьшить массу при разделении, не подвергая опасности эффективность катализатора.
Обсуждение примеров 1-6.
Использование катализатора, нанесенного на частицы на основе оксида алюминия со средним диаметром в диапазоне от 70 до 250 мкм, площадью поверхности выше 175 м2/г, объемом пор выше чем 0.35 см3/г, позволяет получить рабочие характеристики катализатора, сравнимые, если не превосходящие, характеристики, получаемые с аналогичными катализаторами, состоящими из носителя - оксида алюминия, имеющего меньшие средние размеры частиц; таким образом, поведение катализатора потенциально в меньшей степени зависит от морфологических проблем вне вышеуказанного интервала.
Пример 4 показывает, как в случае САТ-С, отличающегося тем, что его носитель имеет морфологические параметры (средние размеры частиц 165 мкм, площадь поверхности 192 м2/г, удельный объем пор 0,48 см3/г) в интервале данного изобретения, получают более высокие значения СоВВ (Таблица 7, тест -а-), чем значения в случае катализатора сравнения САТ-А (Таблица 4, тест -а-) при аналогичных реакционных условиях. Неожиданно оказалось, что в случае САТ-С селективность по СН4 ниже, чем это описано в сравнительном примере: СН4 (%С) = 8,90 для САТ-С и СН4 (%С) = 10,32 для САТ-А, в то время как производительность по жидким C5+ более высокая: Произв. C5+=203 г/час/кг кат. для САТ-С и Произв. C5+= 151 г/час/кг кат для САТ-А. Это ясно указывает, что САТ-С по данному изобретению способствует образованию углеводородных продуктов с более высоким молекулярным весом, обеспечивая таким образом дополнительное преимущество для процессов преобразования продукта по синтезу Фишера-Тропша (например, гидроизомеризации, гидрокрекинга). Более того, селективность по метану может быть дополнительно ограничена небольшим снижением соотношения Н2/СО в питании, как это демонстрирует тест -b- в Таблице 7. Для получения аналогичных уровней СоВВ необходимо увеличить температуру для катализатора сравнения А до 235°С (см. Таблицу 4, тест -b-, по сравнению с Таблицей 7). Однако, хотя эти условия и приводят к увеличению степени превращения реагентов и, следовательно, СоВВ, они не благоприятствуют селективности по метану и производительности по жидким продуктам.
Пример 5 (Таблица 8) демонстрирует, как использование носителей из оксида алюминия со средним диаметром частиц 165 мкм не является эффективным, если другие морфологические параметры лежат вне интервала, указанного данным изобретением. Фактически, в случае катализатора сравнения CAT-D рабочие характеристики катализатора много хуже, чем в случае, представленном примером 4(САТ-С). Значения СоВВ не превышают 3,7 час-1, а производительность по С2+ и C5+ составляет около 110 и 75 г/час/кг кат. соответственно то есть 43% и 37% соответственно, от производительности, полученной с катализатором CAT-D.
Примеры 2 и 3, приведенные в Таблицах 5 и 6, представляют два различных экспериментальных теста, проведенных с катализатором сравнения САТ-В, отличающимся носителем, состоящим из частиц, имеющих средний диаметр, равный 65 мкм, площадь поверхности 175 м2/г и удельный объем пор 0,43 см3/г. Рабочие характеристики катализатора, полученные с этим катализатором, еще ниже, чем характеристики, полученные с катализатором, нанесенным на оксид алюминия С (САТ-С). Более конкретно, оказывается, что случай, являющийся представительным для данного изобретения, является более активным (СоВВ >7,0 час-1), даже если применяются более высокие объемные скорости (среднечасовые скорости подачи газа).
Пример 6 (Таблица 9) относится к испытанию катализатора, проведенному с катализатором САТ-Е, показательным для данного изобретения и полученным осаждением кобальта на носитель, состоящий из 98,5% масс. γ-Al2O3 и 1,5% масс. SiO2. СоВВ около 6,2, полученный при среднечасовой скорости подачи газа, равной 1,85 час-1, указывает на более высокую активность с точки зрения превращения в молях в час на моль Со по отношению к САТ-В. Фактически, значения СоВВ, полученные с САТ-В при более низких объемных скоростях (Таблицы 5 и 6), СоВВ=5,2 час-1 для среднечасовой скорости подачи газа = 1,35 час-1 и СоВВ=4,2 час-1 для среднечасовой скорости подачи газа = 1,5 час-1, указывают на тот факт, что СоВВ снижается с возрастанием объемной скорости. Что же касается селективности по метану, с катализатором САТ-Е получены значения около 8%С.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ФИШЕРА-ТРОПША | 2000 |
|
RU2195476C2 |
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ, ПРИГОДНАЯ ДЛЯ СПОСОБА ФИШЕРА-ТРОПША | 1998 |
|
RU2207188C2 |
| КАТАЛИЗАТОР НА ОСНОВЕ КОБАЛЬТА И ЕГО ПРИМЕНЕНИЕ В ПРОЦЕССЕ ФИШЕРА-ТРОПША | 2002 |
|
RU2279312C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА НА ОСНОВЕ КОБАЛЬТА И СКАНДИЯ | 1998 |
|
RU2201801C2 |
| СПОСОБ ПРЕВРАЩЕНИЯ СИНТЕЗ-ГАЗА В УГЛЕВОДОРОДЫ В ПРИСУТСТВИИ ВСПЕНЕННОГО SiC | 2006 |
|
RU2437918C2 |
| Катализатор для получения синтетических углеводородов с высоким содержанием изоалканов и способ его получения | 2017 |
|
RU2672357C1 |
| КАТАЛИЗАТОРЫ С ВЫСОКИМ СОДЕРЖАНИЕМ КОБАЛЬТА И ВЫСОКОЙ ПЛОЩАДЬЮ ПОВЕРХНОСТИ КОБАЛЬТА, ИХ ПОЛУЧЕНИЕ И ПРИМЕНЕНИЕ | 2005 |
|
RU2367521C2 |
| КАТАЛИЗАТОР НА ОСНОВЕ КОБАЛЬТА ДЛЯ СИНТЕЗА ФИШЕРА-ТРОПША | 2005 |
|
RU2383388C2 |
| КАТАЛИЗАТОРЫ НА ОСНОВЕ КОБАЛЬТА | 2001 |
|
RU2261143C2 |
| СПОСОБ ОПТИМИЗАЦИИ ФУНКЦИОНИРОВАНИЯ УСТАНОВКИ ДЛЯ СИНТЕЗА УГЛЕВОДОРОДОВ ИЗ СИНТЕЗ-ГАЗА ПУТЕМ КОНТРОЛЯ ПАРЦИАЛЬНОГО ДАВЛЕНИЯ СО | 2010 |
|
RU2525291C2 |
Изобретение относится к катализатору на основе кобальта, который может быть использован в реакции Фишера-Тропша в реакторе с псевдоожиженным слоем газ-жидкость-твердое вещество. Описан нанесенный на носитель катализатор на основе кобальта, в котором носитель имеет средний диаметр частиц, измеренный с помощью Coulter LS230, в интервале от 70 от 250 мкм, площадь поверхности выше 175 м2/г и объем пор выше 0,35 см3/г, измеренные способом БЭТ. Описан также способ Фишера-Тропша в реакторе с псевдоожиженным слоем газ-жидкость-твердое вещество, включающий химическое взаимодействие СО и Н2 для получения преимущественно С5+ углеводородов в присутствии описанного выше катализатора. Технический эффект - повышение активности катализатора, упрощение технологии. 2 н. и 6 з.п. ф-лы, 10 табл., 3 ил.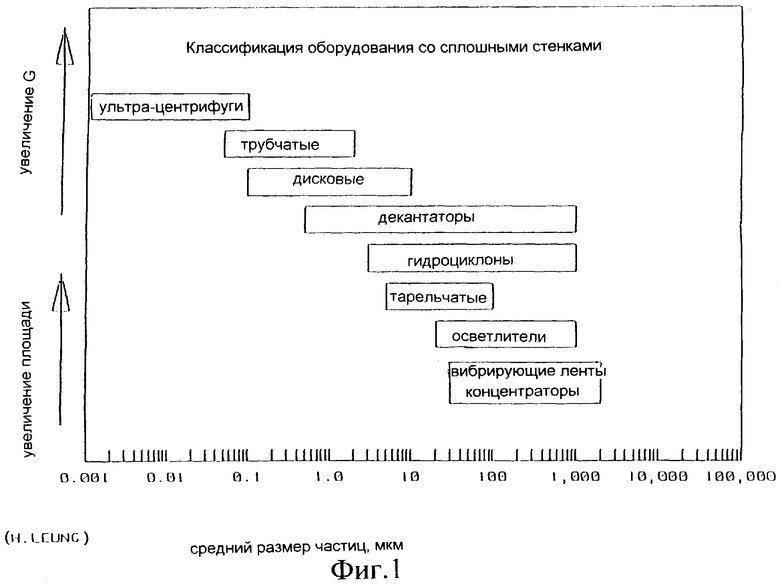
| КАТАЛИЗАТОР ДЛЯ КОНВЕРСИИ СИНТЕЗ-ГАЗА В УГЛЕВОДОРОДЫ И СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДОВ | 1988 |
|
RU2017517C1 |
| US 5939350 А, 17.08.1999 | |||
| ЕР 857513 А, 12.08.1998 | |||
| Устройство для демодуляции сигналов с двукратной фазовой манипуляцией | 1973 |
|
SU510770A1 |

