Изобретение относится к области черной металлургии и может быть использовано при получении оцинкованного листа из малоуглеродистой стали.
Известен способ производства низкоуглеродистой стали, заключающийся в том, что сталь после выплавки нагревают и ведут горячую прокатку, затем охлаждают полосу до температуры смотки 640-700°С со скоростью 4-50°С/ч, сматывают в рулон, охлаждение рулона до температуры 550-510°С ведут со скоростью 16-50°С/ч, до температуры травления, охлаждают до температуры 30-40°С и ведут дрессировку с малым обжатием до 1,0±0,2%. Патент №2185450.
Недостатком способа является повышенный выход отсортировки по поверхностным дефектам (например, по дефекту "излом").
Известен способ производства оцинкованных стальных полос, заключающийся в том, что после горячей прокатки полосу охлаждают до температуры 800-820°С со скоростью 3-5°С/с, затем до температуры смотки в рулон со скоростью 40-45°С/с с уменьшением скорости охлаждения в начальном и конечном участках полосы длиной 50-100 м до 4-8°С/с в интервале от 730°С до температуры смотки, после чего полосу сматывают в рулон, затем нагревают до температуры цинкования и наносят цинковое покрытие. А.с. №1344794.
Недостатком данного способа является сложное регулирование температуры по длине полосы, что приводит к удлинению цикла прокатки и, следовательно, к снижению производства.
Механические свойства готового проката также уступают механическим свойствам проката, полученного с промежуточной холодной прокаткой.
Технической задачей изобретения является повышение производства за счет сокращения цикла прокатки, а также снижение себестоимости продукции при сохранении высоких показателей качества оцинкованного листа.
Техническая задача решается тем, что способ производства оцинкованных полос из малоуглеродистой горячекатаной стали, включающий горячую прокатку, охлаждение до температуры смотки, смотку полосы в рулон, нагрев до температуры цинкования и нанесение цинкового покрытия, отличается тем, что охлаждение ведут после черновой группы клетей со скоростью 0,3-0,6°С/с, а после чистовой - со скоростью 20-30°С/с при точке начала душирования через 2,5-3,0 с после выхода полосы из последней клети чистовой группы.
При охлаждении раската после черновой группы клетей со скоростью менее 0,3 или более 0,6% С/с происходит частичная рекристаллизация зерна, появление перлита и, как следствие, недостаточная пластичность.
При охлаждении раската после чистовой группы клетей со скоростью менее 20 и более 30°С/с также происходит снижение пластичности в готовом прокате и приводит к образованию окалины на поверхности.
При точке начала душирования менее чем 2,5 с после выхода полосы из последней клети чистовой группы происходит частичная рекристаллизация, образование участков перлита, а также разнобалльность зерна, что ухудшает пластичность готового проката, а при более 3 с после выхода полосы - удлиняется цикл прокатки, что ведет к снижению производства.
Примеры конкретного выполнения
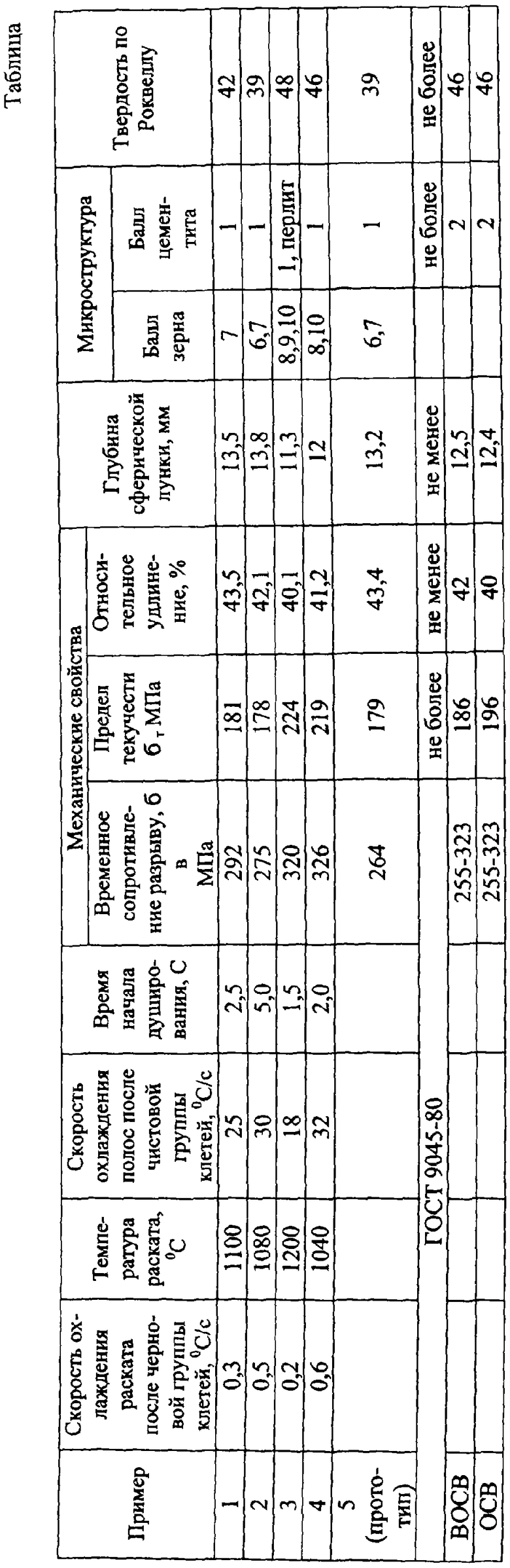
Сталь марки 08Ю выплавляли в кислородном конвертере, разливали в слябы в машине непрерывного литья заготовок. Горячую прокатку слябов производили на стане горячей прокатки 2000 до толщины 1,5 мм, во время прокатки проводили охлаждение раската по режимам, произведенным в таблице. Затем производили травление, дрессировку и цинкование полос.
Как видно из таблицы в примерах №1 и 2, охлаждение раската после черновой группы клетей проводили со скоростью 0,3 и 0,5°С/с с температур 1100 и 1080°С, охлаждение полос после чистовой группы проводили со скоростью 25 и 30°С/с при точке начала душирования 2,5 и 3 с соответственно, т.е. все режимы, охватываемые формулой изобретения.
В примерах №3 и 4 охлаждение раската после черновой группы клетей проводили со скоростью 0,2 и 0,6°С/с с температур 1200 и 1040°С, а охлаждение после чистовой группы со скоростью 18 и 32°С/с при точке начала душирования 1,5 и 2 с.
В примере №5 показаны механические свойства проката, полученного способом в соответствии с прототипом.
Из данных таблицы следует, что предлагаемый способ позволяет получить готовую оцинкованную полосу по механическим свойствам на уровне требований ГОСТ 9045-80 для категорий вытяжки - весьма особо сложная вытяжка (ВОСВ) и особо сложная вытяжка (ОСВ) без применения промежуточной холодной прокатки, а также снизить энергоемкость процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства высокопрочного оцинкованного проката | 2022 |
|
RU2795601C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2373003C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2007 |
|
RU2351413C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ С ДВУМЯ ГРУППАМИ МОТАЛОК | 2005 |
|
RU2312720C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ | 2008 |
|
RU2379361C1 |
| Способ производства оцинкованных стальных полос | 1986 |
|
SU1344794A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2350411C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ТРУБНЫХ МАРОК СТАЛИ | 2008 |
|
RU2393933C1 |
Изобретение относится к области черной металлургии и может быть использовано при получении оцинкованного листа из малоуглеродистой стали. Техническим результатом изобретения является повышение производства за счет сокращения цикла прокатки, а также снижение себестоимости продукции при сохранении высоких показателей качества оцинкованного листа. Сущность предлагаемого изобретения заключается в том, что в способе производства оцинкованных полос из малоуглеродистой горячекатаной стали, включающем горячую прокатку, охлаждение до температуры смотки, смотку полосы в рулон, нагрев полосы до температуры цинкования и нанесение цинкового покрытия, охлаждение раската ведут после черновой группы клетей со скоростью 0,3-0,6°С/с, а после чистовой - со скоростью 20-30°С/с при точке начала душирования через 2,5-3,0 с после выхода полосы из последней клети чистовой группы. 1 табл.
Способ производства оцинкованных полос из малоуглеродистой горячекатаной стали, включающий горячую прокатку, охлаждение до температуры смотки, смотку полосы в рулон, нагрев полосы до температуры цинкования и нанесение цинкового покрытия, отличающийся тем, что охлаждение раската ведут после черновой группы клетей со скоростью 0,3-0,6°С/с, а после чистовой - со скоростью 20-30°С/с при точке начала душирования через 2,5-3,0 с после выхода полосы из последней клети чистовой группы.
| Способ производства оцинкованных стальных полос | 1986 |
|
SU1344794A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2000 |
|
RU2187561C2 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕКАБЕЛЬНОЙ ЛЕНТЫ | 2001 |
|
RU2203966C2 |

