Изобретение относится к цветной металлургии, а именно, к производству магния, в частности к плавлению, рафинированию магния и приготовлению сплавов на основе магния.
Известно устройство для приготовления магниевых сплавов (кн. Металлургия магния и других легких сплавов. - М.А.Эйдензон. - изд. М.: Металлургия, 1974. - стр.138; кн. Металлургия магния. - Х.Л.Стрелец, А.Ю.Тайц, Б.С.Гуляницкий. - М.: Госиздат, 1960, стр.455-456), выполненное в виде шахтной тигельной электрической печи сопротивления, состоящей из стального кожуха, футерованного внутри огнеупорным кирпичом. Футеровка образует цилиндрическую шахту, в которую устанавливают стальной тигель с фланцем на кольцевую плиту, установленную непосредственно на верх футеровки. Нихромовые нагреватели устанавливают в пазы, сделанные в огнеупорной футеровке шахты печи.
Недостатком является то, что производительность печи незначительная, так как емкость тигля очень низкая. Кроме того, под действием веса тигля огнеупорная кладка печи под кольцевой плитой быстро выходит из строя из-за удара, возникающего во время установки и выемки тигля, что приводит к частым ремонтам печи и низкой производительности печи.
Известно устройство для рафинирования и приготовления сплавов магния (а.с. СССР №384939, опубл.29.05.73, бюл.25), состоящее из печи сопротивления, содержащей кожух, огнеупорную футеровку и спиральные нагреватели, уложенные в ниши и выполненные с опорными консолями, при этом ниши нагревателей выполнены с зазорами, образующими симметрично расположенные по высоте шахты печи вертикальные пазы. Тигель снабжен фланцем и установлен этим фланцем на футеровку в шахту печи, а сверху печь закрыта крышкой.
Недостатком данного устройства является то, что под действием веса тигля огнеупорная кладка печи под кольцевой плитой быстро выходит из строя из-за переменной нагрузки, возникающей во время установки и выемки тигля, что приводит к частым ремонтам печи и низкой производительности печи.
Известно устройство для рафинирования магния и приготовления магниевых сплавов (кн. Электролитическое производство магния. - Г.С.Смаглин. - М.: Металлургия, 1965. - стр.112-113), по количеству общих признаков принятое за ближайший аналог-прототип и включающее электрическую печь сопротивления, выполненную в виде шахты с нагревателями, в которую устанавливается тигель с фланцем. Печь состоит из цилиндрического стального кожуха, футерованного огнеупорным кирпичом, сверху над футеровкой уложена чугунная кольцевая плита, на которую устанавливают фланцем тигель. На кольцевую плиту укладывают шамотобетонные камни. Для уменьшения теплопотерь тигель в печи закрывают футеровочной крышкой на рычаге с противовесом.
Недостатком данного устройства является то, что под действием веса тигля огнеупорная кладка печи под кольцевой плитой быстро выходит из строя из-за переменной нагрузки, возникающей во время установки и выемки тигля, что приводит к частым ремонтам печи и низкой производительности печи.
Технический результат направлен на устранение недостатков прототипа и направлен на увеличение срока службы устройства и повышение производительности.
Технический результат достигается тем, что предложено устройство для рафинирования магния и приготовления магниевых сплавов, включающее печь, выполненную в виде шахты с кожухом, футерованным огнеупорным материалом, тигля с фланцем, опорного кольца и крышки, новым является то, что оно снабжено съемным компенсатором, выполненным в виде металлической чаши в форме конуса с отверстием в дне чаши, размещенным с наружной поверхности тигля и снабженным опорным фланцем, соединенным в единое целое с чашей; несущими стойками, установленными внутри футеровки с равномерным расположением стоек по периметру кожуха и жестко связанными с опорным кольцом, установленным сверху на стойки, и образующими единую сварную конструкцию с кожухом печи, при этом компенсатор установлен опорным фланцем на опорное кольцо несущих стоек при помощи регулировочных болтов с образованием зазора между дном чаши компенсатора и футеровкой кожуха, а тигель установлен опорным фланцем на дно чаши.
Кроме того, верхняя часть печи выполнена без футеровки.
Кроме того, между опорным кольцом несущих стоек и футеровкой печи выполнен зазор.
Кроме того, конус чаши выполнен в верхней части диаметром, большим диаметра крышки.
Предложенная конструкция устройства исключает передачу переменной нагрузки (ударов) от веса реторты при ее установке и извлечении из печи.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными (идентичными) всем существенным признакам изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве для рафинирования магния и приготовления магниевых сплавов, изложенных в пунктах формулы изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. В результате поиска не обнаружено новых источников, которые вытекают явным образом для специалиста, и из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований для достижения технического результата - повышение срока службы и производительности устройства для рафинирования магния и приготовления магниевых сплавов. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень"
На чертеже выполнено устройство для рафинирования магния и приготовления магниевых сплавов, состоящее из печи 1 с шахтой 2, кожуха 3 с футеровкой 4, тигля 5 с фланцем 6, опорного кольца 7, крышки 8, компенсатора 9, выполненного в виде металлической чаши 10 в форме конуса с отверстием 11 в дне чаши, и опорным фланцем 12, несущих стоек 13, зазора 14 между дном чаши компенсатора и футеровкой кожуха, зазора 15 между футеровкой и опорным кольцом, регулировочных винтов 16.
Устройство работает следующим образом.
Монтаж устройства. В кожух 3 по периметру печи 1 устанавливают несущие стойки 13 в количестве 6 штук из стали. В верхней части кожуха 3 приваривают опорное кольцо 6 и к нему снизу приваривают несущие стойки 13. После установки стоек и опорного кольца кладут футеровку 4 из огнеупорного материала с образованием шахты 2. В верхней части печи футеровка отсутствует для свободного доступа к регулирующим винтам 16 компенсатора 9 и возможной его замены. Зазор 14 между дном чаши компенсатора 9 и футеровкой кожуха выполнен для устранения передачи тепла от футеровки. Послу сушки футеровки устанавливают компенсатор 9 с опорным фланцем 12 на опорное кольцо 7 с помощью регулировочных болтов 16. Затем на внутреннюю поверхность чаши 10 компенсатора 9 устанавливают тигель 5 с фланцем 6.
В тигель печи загружают вакуум-ковшом магний. При достижении температуры металла 700-710°С в тигель устанавливают прогретую докрасна мешалку. После включения мешалки в металл загружают небольшими порциями просушенную смесь титанового плава и флюса в соотношении 1:1 и производят перемешивание в течение 20-25 минут. По окончании перемешивания мешалку удаляют и металл отстаивают 20-30 минут. Затем отбирают пробы и направляют металл на процесс литья.
Для приготовления сплавов, например марки ММ-2, в тигель заливают магний, для защиты от горения поверхность металла присыпают флюсом. Затем в тигель устанавливают прогретую мешалку и вводят небольшими порциями легирующий компонент - марганец, смешанный с флюсом 1:1, перемешивают. Отбирают пробу на анализ и затем подают сплав на литье.
Таким образом, предложенное устройство позволяет в период его эксплуатации исключить ремонт верха футеровки, исключить простои печи и дополнительные затраты электроэнергии на разогрев печи. Это позволит увеличить срок полезного использования устройства на 15%, снизить расход огнеупоров, затраты на капитальный ремонт печи, снизить расход электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ И ПРИГОТОВЛЕНИЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2273673C1 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2004 |
|
RU2283886C1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-ЦИНК-КАЛЬЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2798498C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 1978 |
|
SU664003A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| ГАЗОВАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2013 |
|
RU2557187C2 |
| ШАХТНО-ВАННАЯ ПЕЧЬ ДЛЯ ПЛАВКИ ЦВЕТНЫХ СПЛАВОВ | 1996 |
|
RU2106587C1 |
Изобретение относится к цветной металлургии, а именно, к производству магния, в частности к плавлению, рафинированию магния и приготовлению сплавов на основе магния. Устройство для рафинирования магния и приготовления магниевых сплавов содержит печь, выполненную в виде шахты с кожухом, футерованным огнеупорным материалом, тигель с фланцем, опорное кольцо и крышку, причем оно снабжено съемным компенсатором, выполненным в виде металлической чаши в форме конуса с отверстием в дне чаши, размещенным с наружной поверхности тигля и снабженным опорным фланцем, соединенным в единое целое с чашей; несущими стойками, установленными внутри футеровки с равномерным расположением стоек по периметру кожуха и жестко связанными с опорным кольцом, установленным сверху на стойки, и образующими единую сварную конструкцию с кожухом печи, при этом компенсатор установлен опорным фланцем на опорное кольцо несущих стоек при помощи регулировочных болтов с образованием зазора между дном чаши компенсатора и футеровкой кожуха, а тигель установлен опорным фланцем на дно чаши. Верхняя часть печи выполнена без футеровки. Между опорным кольцом несущих стоек и футеровкой печи выполнен зазор. Конус чаши выполнен в верхней части диаметром, большим диаметра крышки, обеспечивается увеличение срока службы устройства и повышение производительности. 3 з.п. ф-лы, 1 ил.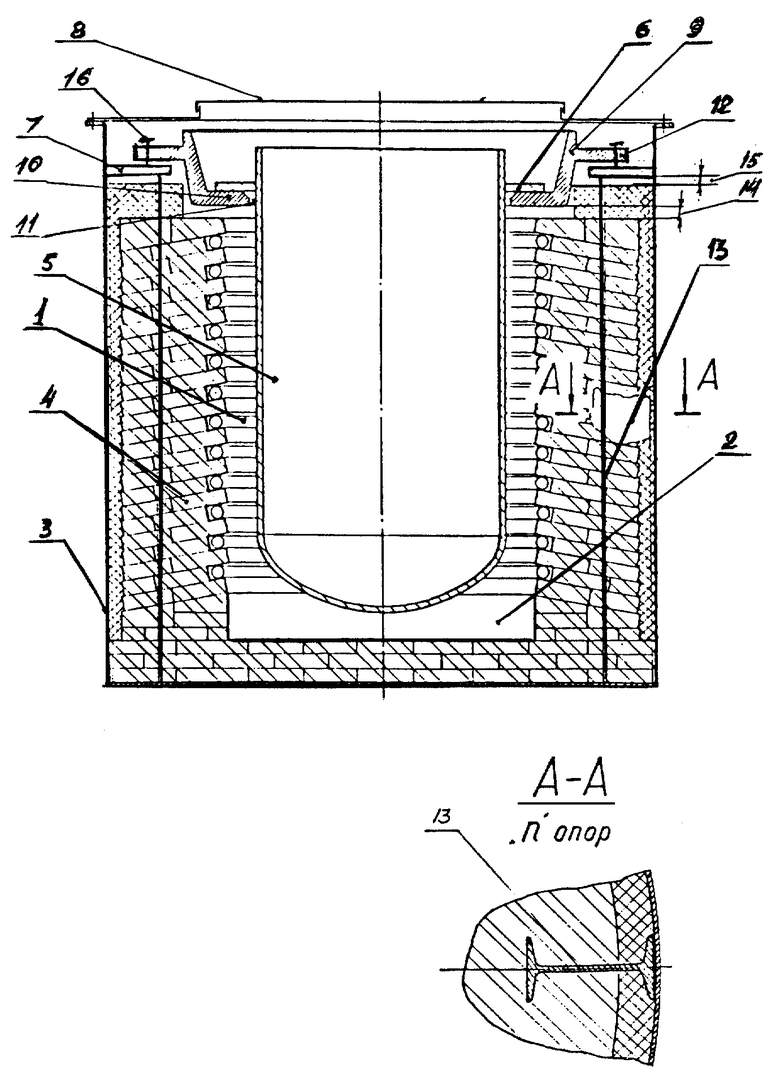
| СМАГЛИН Г.С. | |||
| Электролитическое производство магния, М., Металлургия, 1965, с.112-113 | |||
| Прибор для механического вычерчивания аксонометрических проекции, симметрических фигур, обращенных изображений и для копирования чертежей | 1923 |
|
SU564A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 4385931 A, 31.05.1983. | |||

