Область техники, к которой относится изобретение
Данное изобретение относится, в основном, к станам горячей прокатки для производства полосовых и проволочных изделий и, в частности, к улучшенным блокам нажимных валков и связанных с ними управляющих устройств для приведения в движение и/или замедления перемещения таких изделий в различных местах вдоль линии прокатки стана.
Уровень техники
Блоки нажимных валков обычно применяют в проволочных прокатных станах для приведения в движение изделий малого диаметра через водяные камеры и для приведения в движение изделий большого диаметра через виткообразователи. В качестве альтернативного решения блоки нажимных валков можно применять для замедления и торможения движения полосовых изделий, направляемых в блоки охлаждения, и для предотвращения ускорения задних концов проволочных изделий после выхода из последней клети стана и перед достижением виткообразователя.
Закрытие нажимных валков необходимо выполнять точно во времени для обеспечения желаемого действия, и усилием сжатия и моментом нажимных роликов необходимо тщательно управлять и координировать для избежания оставления следов на изделии. Оставление следов может быть результатом избыточного усилия сжатия или разбалансировки усилия сжатия и приводного момента вращения, приводящей к проскальзыванию валков по поверхности изделия.
В обычных блоках нажимных валков используют электродвигатели для приведения в движение нажимных валков и пневматические линейные исполнительные механизмы для раскрывания и закрывания нажимных валков. Последнее является проблематичным из-за флюктуации давления сжатого воздуха, обычно применяемого в прокатных станах, и относительно медленной реакции, обуславливаемой, в основном, временем мертвого хода электромагнитного клапана, временем закрывания цилиндров и длиной хода поршней. Такие проблемы проявляются особенно остро в условиях высокоскоростного проката, например, в проволочных станах, где скорость выдачи изделия в настоящее время обычно превышает 100 м/с.
Главной задачей данного изобретения является устранение или, по меньшей мере, значительная минимизация указанных выше проблем посредством замены обычных пневматических линейных исполнительных механизмов более надежными, более быстрыми механизмами закрывания с электрическим приводом.
Раскрытие изобретения
Блок нажимных валков согласно данному изобретению предназначен для приведения в движение или замедления движения изделия вдоль линии прокатки стана. Блок нажимных валков содержит пару рычагов, установленных с возможностью поворота вокруг параллельных первых осей. Валы валков опираются на рычаги. Каждый вал валка снабжен цапфами для вращения вокруг второй оси, параллельной первой оси соответствующего рычага. Нажимные валки установлены на валах и расположены на расстоянии друг от друга с образованием зазора для приема изделия, обрабатываемого станом.
Первый электродвигатель установлен с возможностью поворота рычагов через промежуточное соединение в противоположных направлениях вокруг их первых осей и тем самым регулирует нажимные валки между раскрытыми положениями, в которых имеется расстояние от изделия, и закрытыми положениями контактирования и захвата изделия между ними. Второй электродвигатель приводит во вращение нажимные валки.
Первый электродвигатель предпочтительно является серводвигателем, приводящим в движение дисковый кривошип для поворота вокруг третьей оси, параллельной первой и второй осям, при этом соединительные элементы механически соединяют дисковый кривошип с рычагами, несущими валы валков.
Блок нажимных валков предпочтительно работает в соединении с детектором, например, детектором горячего металла, который генерирует сигнал, указывающий на присутствие изделия в месте на линии прокатки перед зазором, образуемым нажимными валками. Система управления реагирует на сигналы детектора для точного управления первым электродвигателем и для регулирования нажимных валков между их раскрытыми и закрытыми положениями. Система управления предпочтительно выполнена также с возможностью управления давлением, оказываемым нажимными валками на изделие. Это управление давлением предпочтительно обеспечивается изменением крутящего момента, создаваемого первым электродвигателем.
Ниже приводится подробное описание этих и других признаков и преимуществ данного изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - схема выводной части проволочного стана, снабженного блоком нажимных валков, согласно данному изобретению;
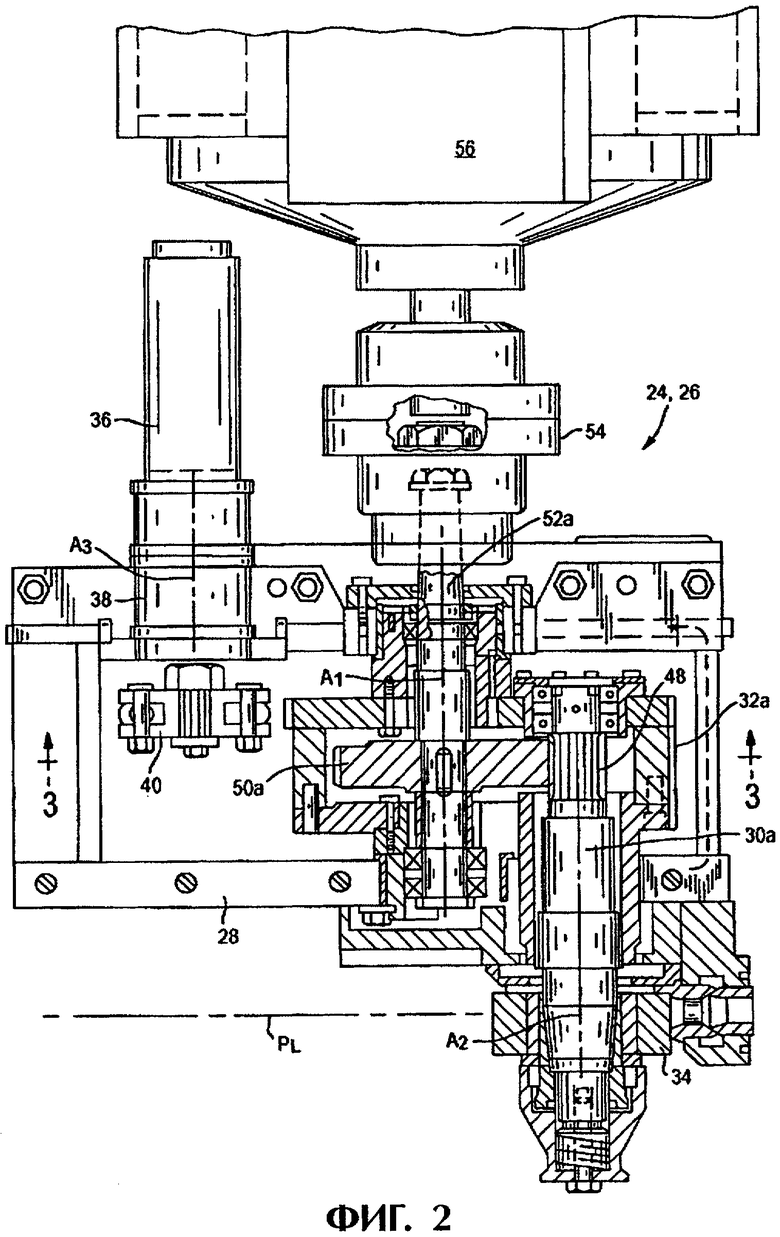
фиг.2 - горизонтальный разрез одного из блоков нажимных валков, показанных на фиг.1;
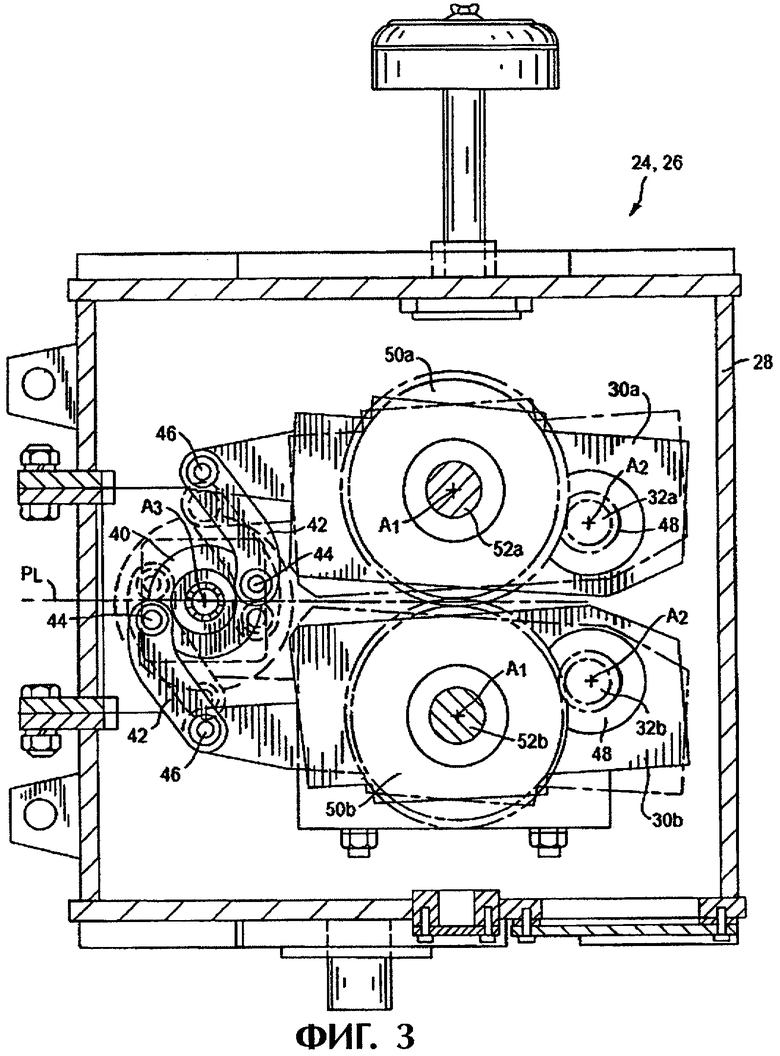
фиг.3 - вертикальный разрез по линии 3-3 на фиг.2;
фиг.4 - схема системы управления последовательностью сжатия блока нажимных валков; и
фиг.5 - графическая схема типичной последовательности сжатия.
Осуществление изобретения
На фиг.1 показана выводная часть высокоскоростного проволочного прокатного стана, содержащая чистовой волочильный барабан 10 описанного, например, в патенте США №28107 типа. Горячекатаная проволока приводится в движение из чистового волочильного барабана по линии PL прокатки стана со скоростью, обычно превышающей 100 м/с. Проволока последовательно охлаждается в водяных камерах 12, 14 и 16 перед направлением в виткообразователь 18. Виткообразователь формует проволоку в непрерывную последовательность колец 20, которые располагаются в сдвинутом виде на охлаждающем конвейере 22. Охлаждающий конвейер подает кольца на участок реформинга (не изображен) для собирания в катушки.
Блоки 24 и 26 нажимных валков, согласно данному изобретению, расположены вдоль линии PL прокатки стана. Блок 24 нажимных валков работает, в основном, в режиме привода для приведения в движение изделия вперед и для обеспечения его прохождения через последнюю водяную камеру 16. Блок 26 нажимных валков работает либо в режиме торможения для замедления задних концов изделий малого диаметра, которые проявляют тенденцию к ускорению после выхода из чистового волочильного барабана 10, либо в режиме привода для проталкивания медленно движущихся изделий большего диаметра через виткообразователь 18.
Как показано на фиг.2 и 3, блоки 24, 26 нажимных валков согласно данному изобретению содержат каждый корпус 28, в котором установлена пара рычагов 30а, 30b с возможностью поворота вокруг параллельных первых осей А1. Валы 32а, 32b валков опираются на рычаги 30а, 30b, при этом каждый вал валка снабжен цапфами для вращения вокруг второй оси А2, параллельной первой оси A1 соответствующего рычага. Нажимные валки 34 опираются на валы и расположены на расстоянии друг от друга с образованием зазора между ними для приема изделия, движущегося по линии PL прокатки стана.
Первый электродвигатель 36 вращает через блок 38 планетарной передачи дисковый кривошип 40 вокруг третьей оси А3, параллельной первой и второй осям A1, A2. Соединительные элементы 42 соединены с возможностью поворота на противоположных концах 44, 46 с дисковым кривошипом 40 и соответственно с проушинами, выступающими из рычагов 30а, 30b.
Дисковый кривошип 40 и соединительные элементы 42 служат для механического соединения электродвигателя 36 и его передаточного блока 38 с рычагами 30а, 30b, при этом электродвигатель выполнен с возможностью поворота через это соединение нажимных валков 34 вокруг их соответствующих первых осей A1 и тем самым регулирования нажимных валков 34 между раскрытыми положениями, в котором они находятся на расстоянии от изделия, движущегося по линии прокатки стана, и закрытыми положениями, в котором они контактируют и захватывают изделие.
Валы 32а, 32b валков снабжены зубчатыми сегментами 48, входящими в зацепление с промежуточными приводными передачами 50а, 50b, установленными на приводных валах 52а, 52b. Приводной вал 52а соединен в точке 54 со вторым электродвигателем 56. Электродвигатель 56 служит в качестве средства для привода нажимных валков 34.
Как показано на фиг.4, первый и второй электродвигатели 36, 56 блоков 24, 26 нажимных валков управляются программируемым логическим контроллером (PLC), который срабатывает в ответ на сигнал 58 скорости изделия, генерируемый системой управления стана, и сигналы управления 60, 62, 64, генерируемые соответственно детектором горячего металла (HMD-1) на выходном конце чистового волочильного барабана 10 и детекторами горячего металла (HMD-2) непосредственно перед блоками 24, 26 нажимных валков. Сигнал 58, представляющий скорость изделия, обеспечивает определение с помощью программируемого логического контроллера PLC времени прохождения изделия от одного места до другого по линии прокатки, например, между детектором горячего металла и связанным с ним блоком нажимных валков. Изменения скорости изделия указывают также на изменения размера прокатываемого изделия.
Сигналы, генерируемые детекторами горячего металла, указывают на прохождение переднего и заднего концов в соответствующих местах на линии прокатки.
На фиг.5 показан процесс управления последовательностью сжатия переднего конца одного из блоков нажимных валков. Процесс начинается с определения, работает ли электродвигатель 56 для привода нажимных валков (стадия 66). Если нажимные валки не приводятся в движение, то процесс прерывается (стадия 68). Если нажимные валки приводятся в движение, то тогда система определяет, включен ли серводвигатель 36 (стадия 70). Если серводвигатель не включен, то процесс прерывается. Если серводвигатель включен, то система ожидает команду на сжатие (стадия 72), которая должна быть подана программируемым логическим контроллером PLC в ответ на сигнал 60 присутствия переднего конца, принятого от детектора горячего металла HMD-1. Затем на основе анализа сигнала 58 скорости изделия система определяет, изменился ли размер изделия (стадия 74). Если размер изделия изменился, то система ожидает приближения переднего конца к детектору горячего металла HMD-2 (стадия 76). После приближения переднего конца к этому месту система устанавливает предельный ток для серводвигателя 36 (стадия 78), который задает максимальное давление сжатия, прикладываемое к изделию нажимными валками 34. Затем серводвигатель медленно перемещает нажимные валки 34 в контакт с изделием с увеличением тока до заданного предела (стадия 80). После заданной задержки, например 5 секунд (стадия 82), система определяет положение перед касанием для нажимных валков (стадия 84), которое находится на коротком расстоянии от контакта с поверхностью изделия, например 2 мм перед контактом. Затем система ожидает команду на раскрывание из системы управления стана (стадия 86), прежде чем подать сигнал в серводвигатель на перемещение нажимных валков в их полностью открытые положения (стадия 88).
Если размер изделия не изменился (стадия 74), то система затем перемещает нажимные валки в предварительно определенное положение перед касанием (стадия 90). Затем система ожидает прибытия переднего конца к детектору горячего металла (стадия 92), после чего устанавливается предел тока для серводвигателя 36 (стадия 94), и серводвигатель включается для быстрого перемещения нажимных валков 34 из их положения перед касанием в положение контакта с изделием с последующим увеличением тока до заданного предела (стадия 96). Затем система выполняет циклы через остальные стадии 84-88.
Для специалистов в данной области техники понятно, что аналогичные действия предусмотрены для сжатия задних концов изделия или, если условия вынуждают это, для сжатия по всей длине изделия.
Данное изобретение обеспечивает несколько преимуществ по сравнению с приводимыми в движение пневматически блоками нажимных валков и систем управления, применяемых в настоящее время. Например, быстрое время реакции серводвигателей 36 обеспечивает возможность расположения детекторов горячего металла HMD-2 вблизи блоков нажимных валков для сжатия изделия в пределах одного метра переднего конца, проходящего через блоки нажимных валков. В противоположность этому при применении более медленных пневматических систем детекторы горячего металла необходимо располагать задолго до блоков нажимных валков, обычно перед чистовым волочильным барабаном 10. Возможности ограничения крутящего момента серводвигателей 36 и управление скоростью электродвигателя 56 можно посредством электронных средств соединять для правильной балансировки крутящего момента нажимных валков и усилия сжатия во время ускорения и торможения изделия, что исключает оставление следов на поверхности изделия. Положения перед касанием нажимных валков можно сохранять в памяти и повторно использовать для одинаковых размеров изделия. Электрическая система для осуществления последовательностей сжатия является более жесткой, чем обычные пневматически управляемые системы, которые из-за сжимаемости воздуха имеют недостаток, заключающийся в неуправляемом изменении усилия сжатия при изменении размеров изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки | 1988 |
|
SU1555029A1 |
| СЕКЦИЯ ЧИСТОВОЙ ПРОКАТКИ ПРОКАТНОГО СТАНА | 2002 |
|
RU2212961C1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2085310C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАМЕДЛЕНИЯ ДВИЖЕНИЯ И ВРЕМЕННОГО НАКАПЛИВАНИЯ ИЗДЕЛИЯ ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2275261C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ИЗДЕЛИЙ, ВЫХОДЯЩИХ ИЗ ПЕРВОЙ КЛЕТИ ПРОКАТНОГО СТАНА СО СКОРОСТЬЮ, ПРЕВЫШАЮЩЕЙ ВХОДНУЮ СКОРОСТЬ ВТОРОЙ КЛЕТИ | 2006 |
|
RU2378061C2 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1981 |
|
SU997878A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| ПРОИЗВОДСТВЕННОЕ ОБОРУДОВАНИЕ УЧАСТКА ПРОКАТНОГО СТАНА С БОКОВОЙ НАПРАВЛЯЮЩЕЙ С РЕГУЛИРУЕМОЙ ПО УГЛУ НАЖИМНОЙ ПЛАСТИНОЙ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ГОРЯЧЕЙ ПРОКАТКИ | 2020 |
|
RU2758641C1 |
| Реверсивный листопрокатный стан | 1932 |
|
SU47630A1 |
| ВАЛ ПРИВОДА ДЛЯ ПЕРЕДАЧИ ДВИЖЕНИЯ НА ВАЛОК | 2013 |
|
RU2584363C1 |


Изобретение относится к блокам нажимных валков станов горячей прокатки для производства полосовых и проволочных изделий. Блок нажимных валков для приведения в движение или замедления движения изделия вдоль линии прокатки стана содержит пару рычагов, установленных с возможностью поворота вокруг параллельных первых осей. Валы валков опираются на рычаги, при этом каждый вал валка снабжен цапфами для вращения вокруг второй оси, параллельной первой оси соответствующего рычага. Нажимные валки установлены на валах и расположены на расстоянии друг от друга с образованием зазора между ними для приема изделия. Первый электродвигатель установлен с возможностью поворота через промежуточное соединение рычагов вокруг их первых осей и перемещения нажимных валков между раскрытыми положениями, в которых имеется расстояние от изделия, и закрытыми положениями контактирования и захвата изделия между ними. Второй электродвигатель приводит во вращение нажимные валки. Описан также способ управления нажимными валками в прокатном стане для приведения в движение и/или замедления перемещения изделий в различных местах линии прокатки стана. Изобретение обеспечивает повышение качества изделий и повышение надежности работы устройства. 2 н. и 8 з.п. ф-лы, 5 ил.
пару рычагов, установленных с возможностью поворота вокруг параллельных первых осей;
валы валков, опирающиеся на указанные рычаги, при этом каждый вал валка снабжен цапфами для вращения вокруг второй оси, параллельной первой оси соответствующего рычага;
нажимные валки, установленные на указанных валах, при этом нажимные валки образуют зазор между ними для приема указанного изделия;
первый электродвигатель;
соединительные средства для механического соединения первого электродвигателя с указанными рычагами, при этом первый электродвигатель установлен с возможностью поворота с помощью указанных соединительных средств рычагов вокруг первых осей, и перемещения нажимных валков между раскрытыми положениями, в которых имеется расстояние от изделия, и закрытыми положениями контактирования и захвата изделия между ними, и
второй электродвигатель для приведения во вращение нажимных валков.
(1) обнаруживают приход и определяют скорость изделия на участке вдоль линии прокатки перед указанными нажимными валками;
(2) определяют на основе результатов стадии (1), изменился ли размер изделия с предшествующего размера на новый размер;
(3) на основе результатов стадии (2):
(а) если размер изделия изменился:
(i) устанавливают предел тока, подлежащего подаче в серводвигатель для обеспечения заданного давления нажимных валков на изделие;
(ii) включают серводвигатель для медленного перемещения нажимных валков из полностью раскрытых положений в закрытые положения в контакте с изделием для осуществления указанного заданного давления нажимных валков;
(iii) определяют и сохраняют промежуточные настройки для серводвигателя, при которых нажимные валки могут перемещаться из указанных полностью раскрытых положений в положения перед касанием, расположенные на коротком расстоянии от изделия; или
(b) если размер изделия не изменился:
(i) включают серводвигатель в соответствии с предварительно сохраненной настройкой для быстрого перемещения нажимных валков из полностью раскрытых положений в результирующие положения перед касанием;
(ii) устанавливают предел тока, подлежащего подаче в серводвигатель для обеспечения заданного давления нажимных валков на изделие;
(iii) быстро перемещают нажимные валки из положений перед касанием в контакт с изделием для осуществления указанного заданного давления нажимных валков на изделие;
(iv) определяют и сохраняют обновленную промежуточную настройку для серводвигателя;
(4) ожидают команду на раскрывание нажимных валков и
(5) включают серводвигатель для возврата нажимных валков в их полностью раскрытые положения.
| JP 11197731 A, 27.07.1999.JP 11197730 A, 27.07.1999.JP 11197740 A, 27.07.1999.JP 2002316204 A, 29.10.2002.DE 3213971 A, 09.12.1982.JP 200263118 A, 26.09.2000.SU 1435350 A1, 07.11.1988. |

