ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области техники, касающейся стана горячей прокатки, а в частности, к производственному оборудованию участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной и производственной линии горячей прокатки.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы с быстрым усовершенствованием производственных мощностей по производству средних и толстых листов в Китае производство средних и толстых листов значительно увеличилось, а конкуренция на рынке стала более жесткой. Расширение диапазона рабочих характеристик прокатываемых слябов, повышение производительности и увеличение выхода стальных листов стали основными задачами и трудностями в этой области.
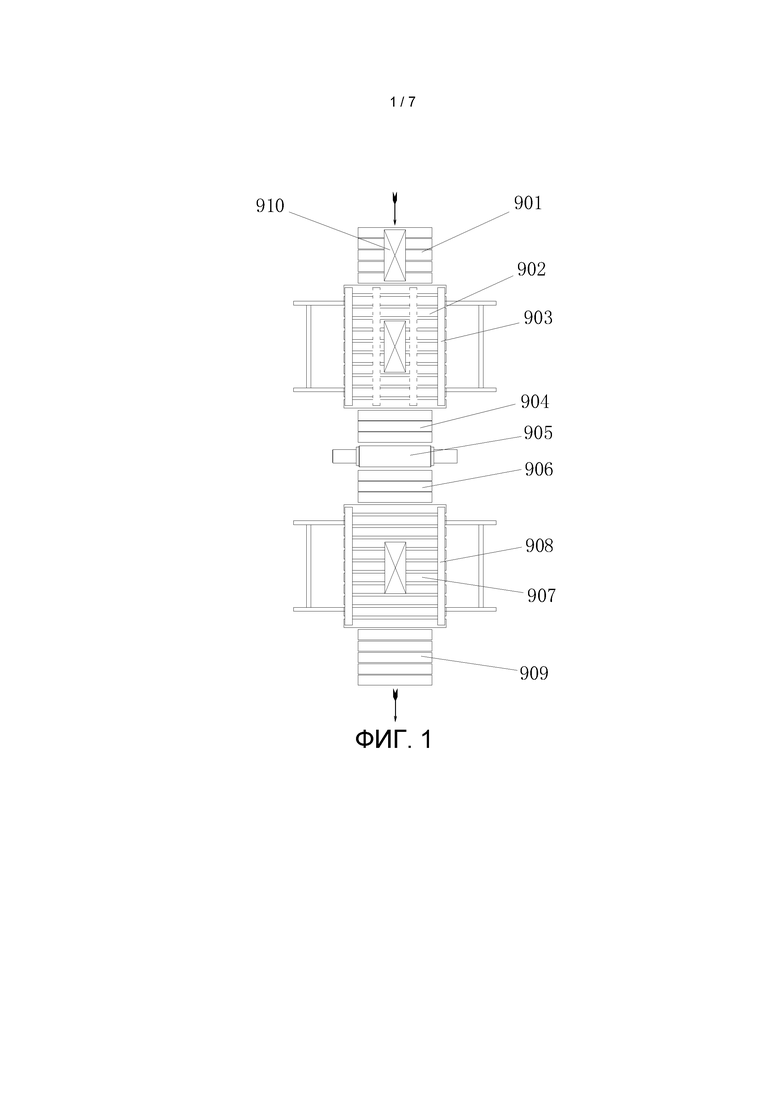
[0003] В настоящее время, как изображено на ФИГ. 1 и 2, обычная производственная линия на участке прокатного стана содержит последовательно расположенные транспортировочный рольганг 901 на входной стороне, вращающийся рольганг 902 на входной стороне, подающий ролик 904 на входной стороне, прокатный ролик 905, подающий ролик 906 на выходной стороне, вращающийся рольганг 907 на выходной стороне и транспортировочный рольганг 909 на выходной стороне от начала производственной цепочки к ее концу. Направляющие на входной стороне соответственно расположены на двух сторонах вращающегося рольганга 902 на входной стороне, а впускные нажимные пластины 903 расположены на направляющих на входной стороне. Направляющие на выходной стороне соответственно расположены на двух сторонах вращающегося рольганга 907 на выходной стороне, а выпускные нажимные пластины 908 расположены на направляющих на выходной стороне. Во время прокатки средних и толстых листов прокатываемое изделие 910 регулируют вращающимся рольгангом 902 на входной стороне на заданный угол и затем после регулировки угла прокатывают в прямом направлении прокатным роликом 905; после прокатки в прямом направлении прокатываемое изделие 910 снова регулируют вращающимся рольгангом 907 на выходной стороне на заданный угол и затем после регулировки угла прокатывают в обратном направлении прокатным роликом 905. Прокатываемое изделие 910 может быть прямо выведено или подвергнуто последующей обычной продольной прокатке после многократных прокаток в прямом и обратном направлениях под углом согласно требованиям к производственному процессу.
[0004] Однако в существующей обычной производственной линии заданный угол прокатываемого изделия 910 регулируют за счет взаимодействия с боковыми направляющими, расположенными на двух сторонах производственной линии, скорость реагирования является низкой, а время для регулировки заданного угла прокатываемого изделия 910 является продолжительным, что не способствует повышению эффективности производства. Кроме того, угол регулировки прокатываемого изделия 910 боковой направляющей обычно является горизонтальным или продольным, и при этом угол регулировки существенно ограничен.
[0005] Пока не предложено эффективного решения проблем низкой скорости и низкой точности при регулировке заданного угла прокатываемого изделия прокатным станом в предшествующем уровне техники.
[0006] Таким образом, основываясь на многолетнем опыте и в соответствующих отраслях промышленности, изобретателями по настоящей заявке предложены производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной и производственная линия горячей прокатки, с тем чтобы преодолеть недостатки предшествующего уровня техники.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] Задачей настоящего раскрытия является обеспечение производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной и производственной линии горячей прокатки.
[0008] Задача настоящего раскрытия может быть решена посредством принятия следующих технических решений.
[0009] В настоящем раскрытии обеспечено производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной, содержащее боковую направляющую, выполненную с возможностью регулировки угла, образованного осевой линией прокатываемого изделия и осевой линией прокатки, на заданный угол, причем боковая направляющая содержит нажимные пластины, размещенные с обеих сторон вращающегося рольганга, нажимные рычаги, соединенные с нажимными пластинами, и блок привода, причем блок привода выполнен с возможностью приведения в движение нажимных рычагов так, чтобы приводить в движение нажимные пластины для перемещения ближе к прокатываемому изделию, для зажатия внешних стенок с обеих сторон прокатываемого изделия и приведения в движение прокатываемого изделия с его поворотом на заданный угол.
[0010] В предпочтительном варианте реализации настоящего раскрытия вращающийся рольганг содержит вращающийся рольганг на входной стороне и вращающийся рольганг на выходной стороне, имеется множество боковых направляющих, и между выпускным концом вращающегося рольганга на входной стороне и впускным концом вращающегося рольганга на выходной стороне расположен прокатный ролик, при этом указанное множество боковых направляющих соответственно расположены с обеих сторон вращающегося рольгангана входной стороне и вращающегося рольганга на выходной стороне.
[0011] В предпочтительном варианте реализации настоящего раскрытия обеспечена возможность регулировки угла, образованного осевой линией прокатываемого изделия и осевой линией прокатки, на заданный угол в диапазоне от -90° до +90°.
[0012] В предпочтительном варианте реализации настоящего раскрытия нажимные рычаги содержат первый нажимной рычаг и второй нажимной рычаг, которые выполнены с возможностью телескопической регулировки, и нажимная пластина соединена с возможностью поворота с концами на одной и той же стороне первого нажимного рычага и второго нажимного рычага, причем блок привода выполнен с возможностью регулировки расширения и сжатия первого нажимного рычага и второго нажимного рычага в направлении приближения к прокатываемому изделию, с тем чтобы регулировать заданный угол нажимных пластин, так что нажимные пластины выполнены с возможностью зажатия внешних стенок с обеих сторон прокатываемого изделия.
[0013] В предпочтительном варианте реализации настоящего раскрытия первый нажимной рычаг и второй нажимной рычаг расположены параллельно в горизонтальном направлении, первый нажимной рычаг и второй нажимной рычаг закреплены с обеих сторон вращающегося рольганга, на боковой стенке нажимной пластины обеспечен установочный паз, и конец на одной стороне первого нажимного рычага проходит в установочный паз и соединен с возможностью поворота с внутренней стенкой установочного паза, на конце на одной стороне второго нажимного рычага закреплен цилиндрический шарнирный элемент, на верхней и нижней внутренних стенках установочного паза соответственно обеспечены удлиненные отверстия для шарниров, и конец второго нажимного рычага проходит в установочный паз, и при этом верхняя и нижняя части шарнирного элемента выполнены с возможностью встраивания в соответствующее отверстие для шарнира с возможностью скольжения.
[0014] В предпочтительном варианте реализации настоящего раскрытия первый нажимной рычаг содержит первый телескопический стержень и первую закрепленную коробку, блок привода содержит первый приводной цилиндр, первая закрепленная коробка является имеющей цилиндрическую часть прямоугольной конструкцией, которая расположена с фиксацией в горизонтальном направлении, один конец первой закрепленной коробки открыт, один конец первого телескопического стержня выполнен с возможностью прохождения со скольжением в первую закрепленную коробку из отверстия, другой конец первого телескопического стержня соединен с возможностью поворота с нажимной пластиной, и оба конца первого приводного цилиндра соединены с фиксацией соответственно с первой закрепленной коробкой и первым телескопическим стержнем.
[0015] В предпочтительном варианте реализации настоящего раскрытия второй нажимной рычаг содержит второй телескопический стержень и вторую закрепленную коробку, блок привода содержит второй приводной цилиндр, причем вторая закрепленная коробка является имеющей цилиндрическую часть прямоугольной конструкцией, которая расположена с фиксацией в горизонтальном направлении, один конец второй закрепленной коробки открыт, один конец второго телескопического стержня выполнен с возможностью прохождения со скольжением во вторую закрепленную коробку из отверстия, шарнирный элемент расположен с фиксацией на другом конце второго телескопического стержня, и оба конца второго приводного цилиндра соединены с фиксацией соответственно с внешними стенками второй закрепленной коробки и второго телескопического стержня.
[0016] В предпочтительном варианте реализации настоящего раскрытия первая закрепленная коробка и вторая закрепленная коробка соединены с фиксацией через соединительный стержень.
[0017] В предпочтительном варианте реализации настоящего раскрытия износостойкая пластина скольжения расположена с фиксацией на боковой стенке нажимной пластины напротив установочного паза.
[0018] В предпочтительном варианте реализации настоящего раскрытия вращающийся рольганг на входной стороне и вращающийся рольганг на выходной стороне образованы множеством первых роликов, расположенных сторона к стороне в горизонтальном направлении, и каждый из первых роликов разделен посередине на две части, левую и правую. С обеих сторон каждого из первых роликов обеспечены двигатели первых роликов, и левая и правая части первого ролика приводятся в движение двигателями первых роликов, размещенными с обеих сторон первого ролика, с их отдельным поворотом.
[0019] В предпочтительном варианте реализации настоящего раскрытия между выпускным концом вращающегося рольганга на входной стороне и прокатным роликом расположен впускной клетьевой ролик, а между прокатным роликом и впускным концом вращающегося рольганга на выходной стороне расположен выпускной клетьевой ролик.
[0020] В предпочтительном варианте реализации настоящего раскрытия впускной клетьевой ролик и выпускной клетьевой ролик образованы множеством вторых роликов, расположенных сторона к стороне в горизонтальном направлении, и одна сторона каждого из вторых роликов обеспечена двигателем второго ролика, посредством которого обеспечено приведение в действие второго ролика для поворота.
[0021] В предпочтительном варианте реализации настоящего раскрытия производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной также содержит транспортировочный рольганг на входной стороне и транспортировочный рольганг на выходной стороне, причем выпускной конец транспортировочного рольганга на входной стороне соединен с впускным концом вращающегося рольганга на входной стороне, а впускной конец транспортировочного рольганга на выходной стороне соединен с выпускным концом вращающегося рольганга на выходной стороне.
[0022] В предпочтительном варианте реализации настоящего раскрытия транспортировочный рольганг на входной стороне и транспортировочный рольганг на выходной стороне образованы множеством третьих роликов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из третьих роликов обеспечена двигателем третьего ролика, посредством которого обеспечено приведение в действие третьего ролика для поворота.
[0023] Настоящее раскрытие обеспечивает производственную линию горячей прокатки, содержащую участок установки прокатного стана, причем участок установки прокатного стана обеспечен производственным оборудованием участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной, как описано выше.
[0024] В предпочтительном варианте реализации настоящего раскрытия участок установки прокатного стана является участком одноклетевого прокатного стана, причем участок одноклетевого прокатного стана обеспечен производственным оборудованием участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной.
[0025] В предпочтительном варианте реализации настоящего раскрытия участок установки прокатного стана содержит участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки, причем выпускной конец участка прокатного стана для черновой прокатки соединен с впускным концом участка прокатного стана для чистовой прокатки, и производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной обеспечено на участке прокатного стана для черновой прокатки и/или участке прокатного стана для чистовой прокатки.
[0026] Ввиду вышеизложенного характеристиками и преимуществами производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной и производственной линии горячей прокатки согласно настоящему раскрытию являются следующее. С обеих сторон вращающегося рольганга производственной линии горячей прокатки обеспечены боковые направляющие, которые могут регулировать угол, образованный осевой линией прокатываемого изделия и осевой линией прокатки, на заданный угол. Когда прокатываемое изделие проходит через вращающийся рольганг, нажимные пластины, размещенные с обеих сторон прокатываемого изделия, приводятся в движение блоком привода для перемещения в направлении приближения к прокатываемому изделию и зажатия двух противоположных внешних стенок прокатываемого изделия. Посредством регулировки направления поворота нажимной пластины в горизонтальном направлении прокатываемое изделие приводится в движение с его поворотом таким образом, что заданный угол прокатываемого изделия во время процесса прокатки может быть отрегулирован быстро и точно, что отвечает требованиям к установочному направлению прокатываемого изделия и сокращает время регулировки угла прокатываемого изделия. В дополнение к этому, нет необходимости вручную регулировать высоту подъема и угол поворота прокатываемого изделия, что повышает степень автоматизации, уменьшает сложность работы и значительно улучшает производственный ритм и эффективность производства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0027] Следующие чертежи предназначены только для схематического иллюстрирования и объяснения настоящего раскрытия и не ограничивают объем настоящего раскрытия. На чертежах:
[0028] на ФИГ. 1 схематически представлена конструкция производственной линии с прокатным станом в предшествующем уровне техники для продольной прокатки прокатываемого изделия;
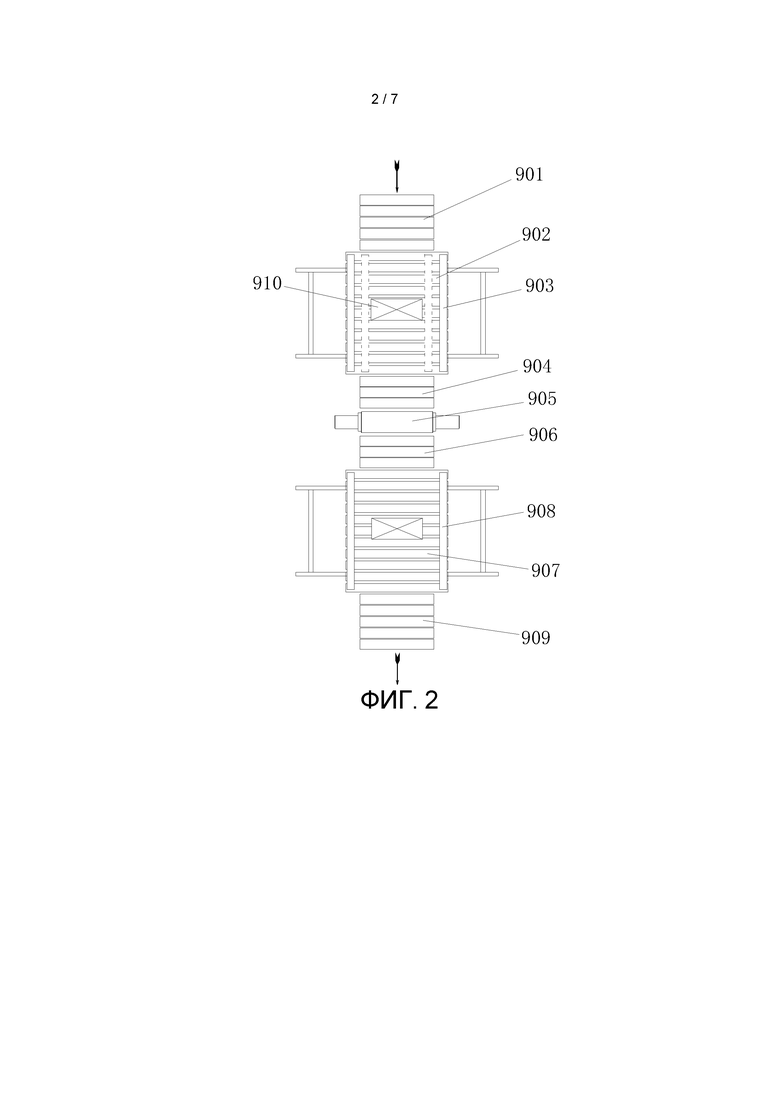
[0029] на ФИГ. 2 схематически представлена конструкция производственной линии с прокатным станом в предшествующем уровне техники для горизонтальной прокатки прокатываемого изделия;
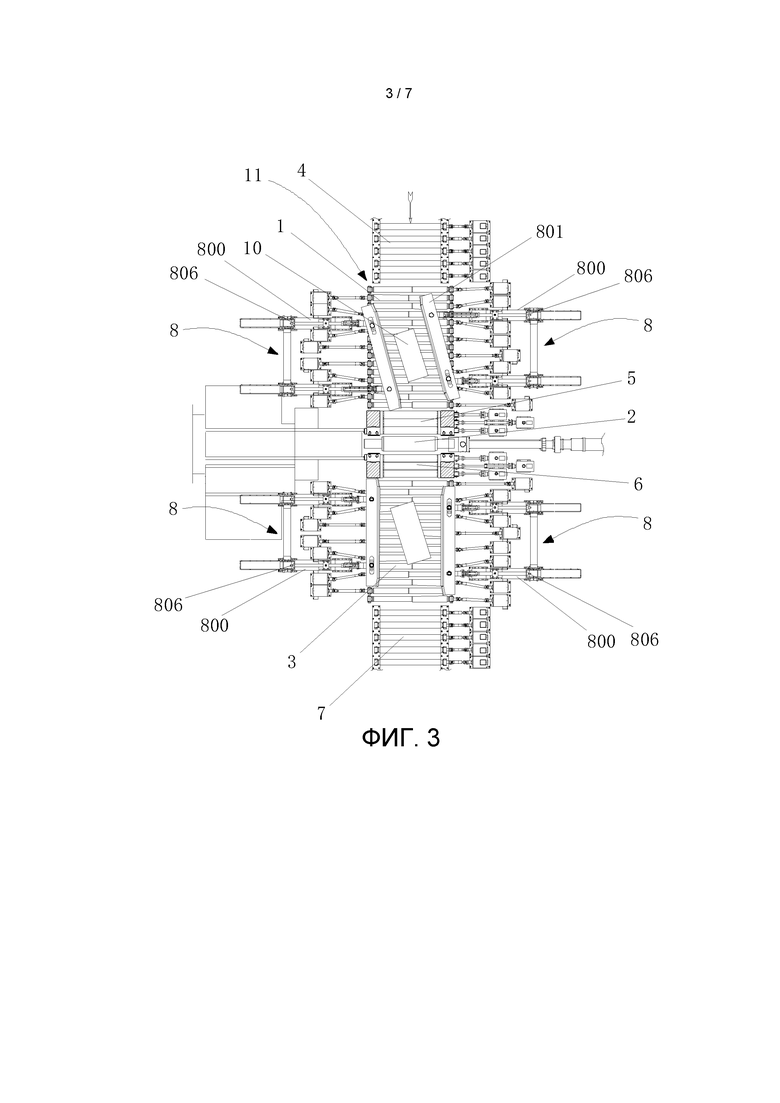
[0030] на ФИГ. 3 схематически представлена конструкция производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной согласно настоящему раскрытию;
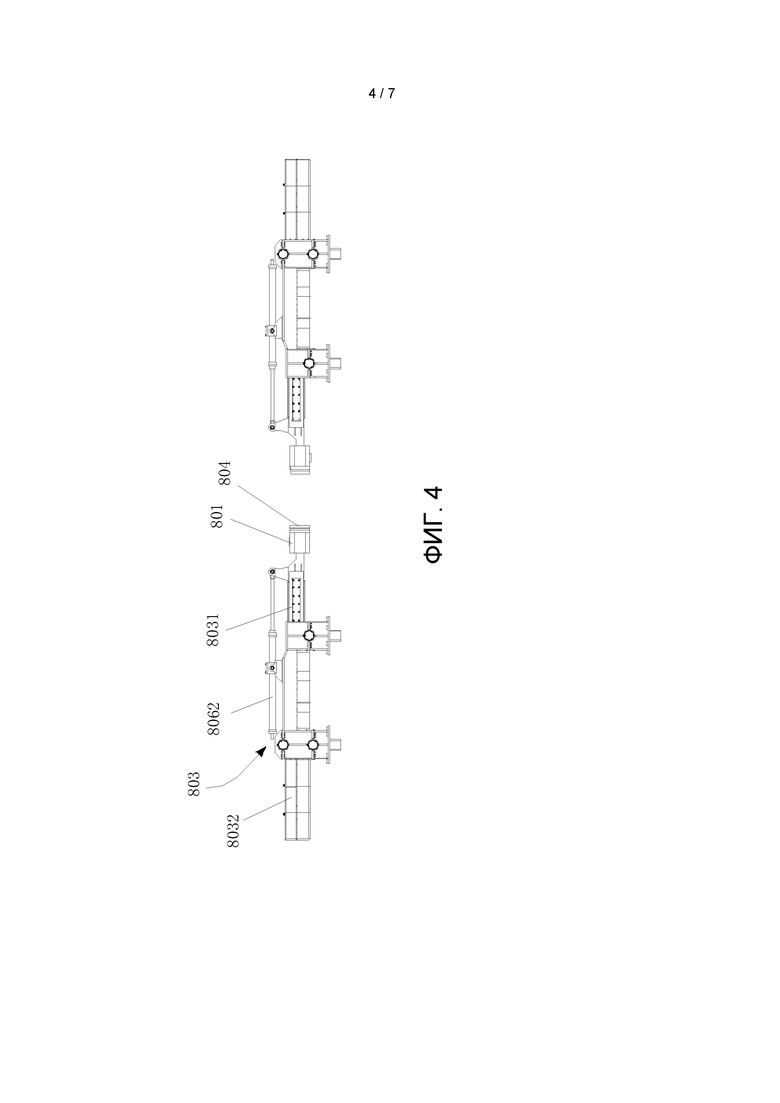
[0031] на ФИГ. 4 представлен вид спереди боковой направляющей производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной согласно настоящему раскрытию;
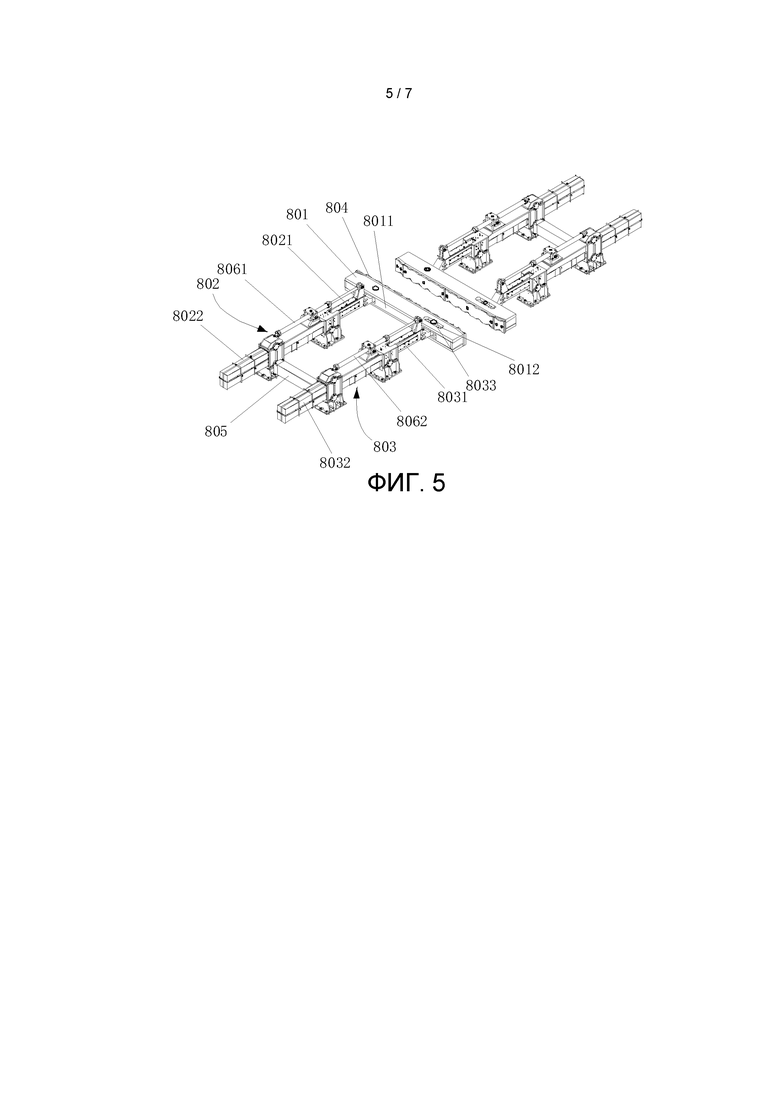
[0032] на ФИГ. 5 представлен вид в перспективе нажимных пластин боковой направляющей производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной в прямом состоянии согласно настоящему раскрытию;
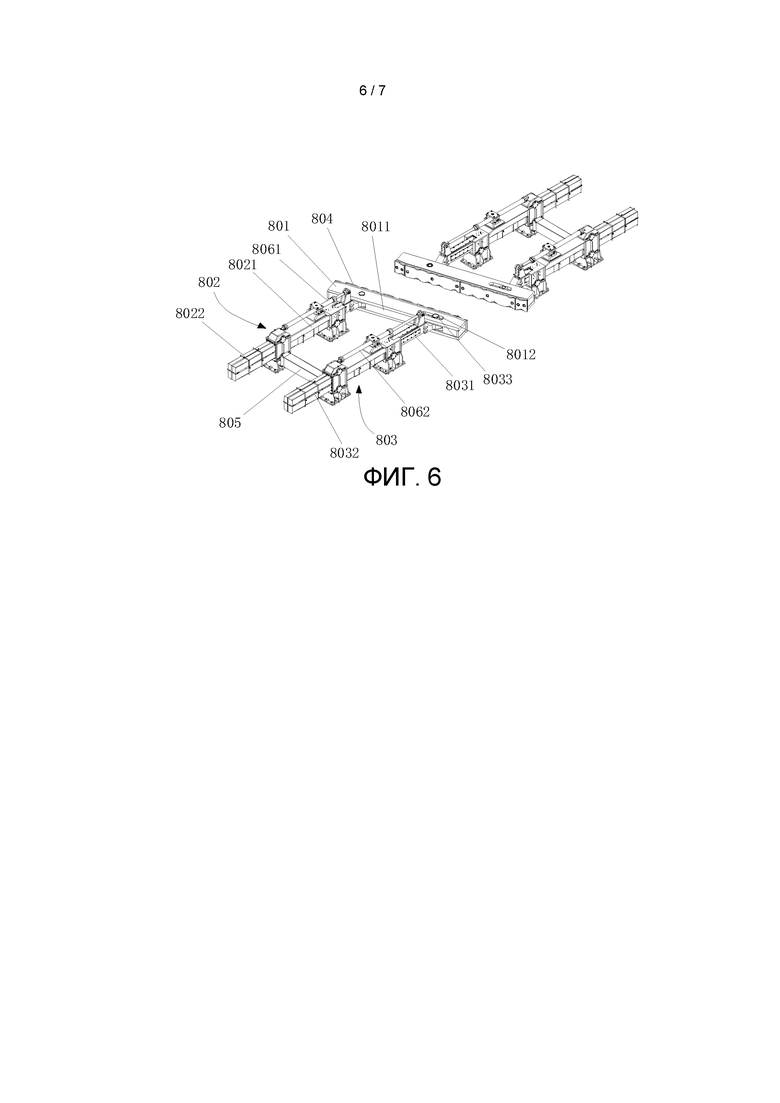
[0033] на ФИГ. 6 представлен вид в перспективе нажимных пластин боковой направляющей производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной в наклонном состоянии согласно настоящему раскрытию и
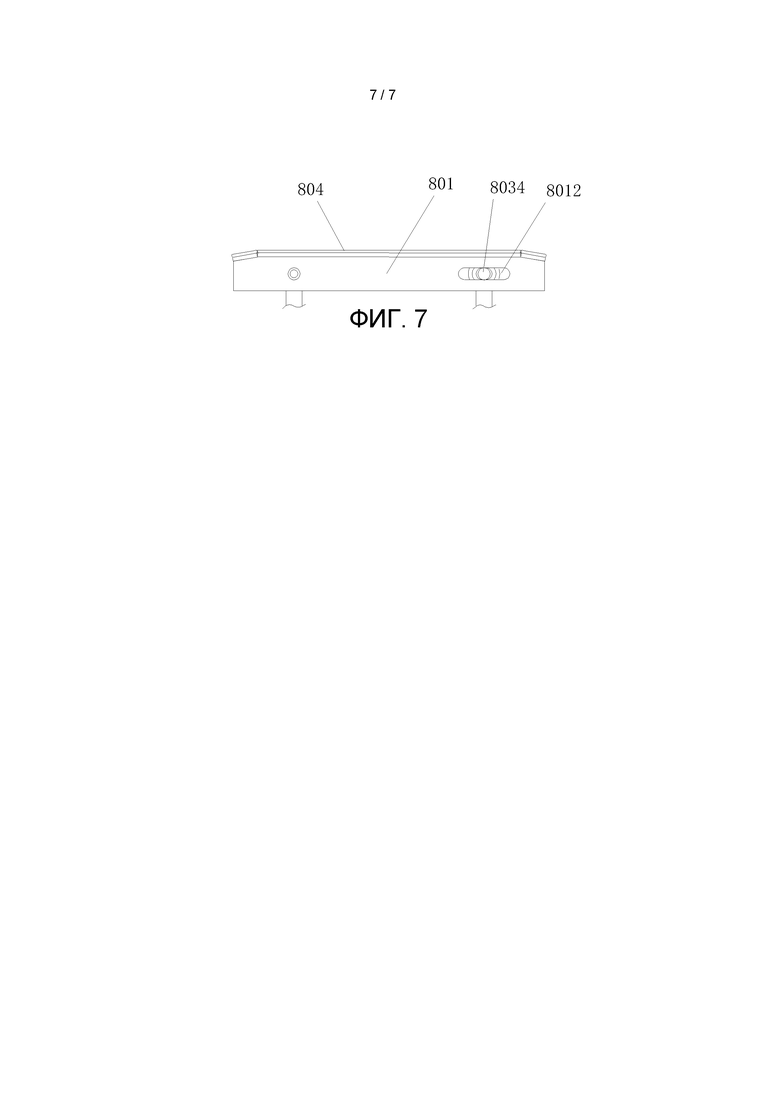
[0034] на ФИГ. 7 представлен вид сверху нажимных пластин производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной согласно настоящему раскрытию.
[0035] Ссылочные обозначения для известного технического решения:
[0036] 901: транспортировочный рольганг на входной стороне;
902: вращающийся рольганг на входной стороне;
903: впускная нажимная пластина;
904: впускной клетьевой ролик;
905: прокатный ролик;
906: выпускной клетьевой ролик;
907: вращающийся рольганг на выходной стороне;
908: выпускная нажимная пластина;
909: транспортировочный рольганг на выходной стороне;
910: прокатываемое изделие.
[0037] Ссылочные обозначения для настоящего раскрытия:
[0038] 1: вращающийся рольганг на входной стороне;
2: прокатный ролик;
3: вращающийся рольганг на выходной стороне;
4: транспортировочный рольганг на входной стороне;
5: впускной клетьевой ролик;
6: выпускной клетьевой ролик;
7: транспортировочный рольганг на выходной стороне;
8: боковая направляющая;
800: нажимной рычаг;
801: нажимная пластина;
8011: установочный паз;
8012: отверстие для шарнира;
802: первый нажимной рычаг;
8021: первый телескопический стержень;
8022: первая закрепленная коробка;
803: второй нажимной рычаг;
8031: второй телескопический стержень;
8032: вторая закрепленная коробка;
8033: шарнирный элемент;
804: износостойкая пластина скольжения;
805: соединительный стержень;
806: блок привода;
8061: первый приводной цилиндр;
8062: второй приводной цилиндр;
10: прокатываемое изделие;
11: вращающийся рольганг.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0039] Чтобы иметь более ясное представление о технических признаках, объектах и обеспечиваемых результатах настоящего раскрытия, далее будут описаны конкретные варианты реализации настоящего раскрытия со ссылкой на чертежи.
[0040] Первый вариант реализации
[0041] Как показано на ФИГ. 3-7, в настоящем раскрытии обеспечено производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной, содержащее боковую направляющую 8, выполненную с возможностью регулировки угла, образованного осевой линией прокатываемого изделия 10 и осевой линией прокатки, на заданный угол, причем боковая направляющая 8 содержит нажимные пластины 801, размещенные с обеих сторон вращающегося рольганга 11, нажимные рычаги 800, соединенные с нажимными пластинами 801, и блок 806 привода, причем блок 806 привода выполнен с возможностью приведения в движение нажимных рычагов 800 так, чтобы приводить в движение нажимные пластины 801 для перемещения ближе к прокатываемому изделию 10, для зажатия внешних стенок с обеих сторон прокатываемого изделия 10. В настоящем раскрытии, когда прокатываемое изделие 10 проходит через вращающийся рольганг 11, нажимные пластины 801, размещенные с обеих сторон прокатываемого изделия 10, приводятся в движение блоком 806 привода для перемещения в направлении приближения к прокатываемому изделию 10 и зажатия двух противоположных внешних стенок прокатываемого изделия 10; посредством регулировки направления поворота нажимной пластины 801 в горизонтальном направлении, прокатываемое изделие 10 приводится в движение с его поворотом, и заданный угол прокатываемого изделия 10 во время процесса прокатки может быть отрегулирован быстро и точно, что отвечает требованиям к установочному направлению прокатываемого изделия 10 и сокращает время регулировки угла прокатываемого изделия 10. В дополнение к этому, нет необходимости вручную регулировать высоту подъема и угол поворота прокатываемого изделия 10, что повышает степень автоматизации, уменьшает сложность работы и значительно улучшает производственный ритм и эффективность производства.
[0042] Производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной также содержит обычные устройства, такие как множество транспортировочных рольгангов, множество вращающихся рольгангов, клетьевые ролики и прокатные станы, которые взаимодействуют с боковой направляющей 8 для завершения прокатки прокатываемого изделия.
[0043] Кроме того, блок 806 привода может представлять собой, но не ограничиваясь этим, воздушный цилиндр, и конец штока поршня, размещенный вне воздушного цилиндра, соединен с фиксацией с нажимным рычагом 800.
[0044] В применяемом при необходимости варианте реализации настоящего раскрытия, как показано на ФИГ. 3, вращающийся рольганг 11 содержит вращающийся рольганг 1 на входной стороне и вращающийся рольганг 3 на выходной стороне, имеется множество боковых направляющих 8, и между выпускным концом вращающегося рольганага 1 на входной стороне и впускным концом вращающегося рольганга 3 на выходной стороне расположен прокатный ролик 2, при этом указанное множество боковых направляющих 8 соответственно расположены с обеих сторон вращающегося рольганга 1 на входной стороне и вращающегося рольганга 3 на выходной стороне. Боковые направляющие 8 соответственно расположены с обеих сторон вращающегося рольганга 1 на входной стороне и вращающегося рольганга 3 на выходной стороне производственной линии горячей прокатки, и когда прокатываемое изделие 10 проходит через вращающийся рольганг 1 на входной стороне и вращающийся рольганг 3 на выходной стороне, нажимная пластина 801 на боковой направляющей 8 зажимает прокатываемое изделие 10 и приводит в движение прокатываемое изделие 10 с его поворотом, что улучшает точность заданного угла между осевой линией прокатываемого изделия 10 и осевой линией прокатки.
[0045] Кроме того, обеспечена возможность регулировки угла, образованного осевой линией прокатываемого изделия 10 и осевой линией прокатки, на заданный угол в диапазоне от -90° до +90° (то есть диапазон регулировки угла прокатываемого изделия 10 составляет 180°).
[0046] В применяемом при необходимости варианте реализации настоящего раскрытия, как показано на ФИГ. 3-7, нажимной рычаг 800 содержит первый нажимной рычаг 802 и второй нажимной рычаг 803, которые выполнены с возможностью телескопической регулировки, а нажимная пластина 801 соединена с возможностью поворота с концами на одной и той же стороне первого нажимного рычага 802 и второго нажимного рычага 803, блок 806 привода может регулировать расширение и сжатие первого нажимного рычага 802 и второго нажимного рычага 803 в направлении приближения к прокатываемому изделию 10 для регулировки заданного угла нажимных пластин 801 таким образом, что нажимные пластины 801 зажимают внешние стенки обеих сторон прокатываемого изделия 10, поэтому это удобно для управления углом нажимных пластин 801 и регулировки угла нажимных пластин 801.
[0047] В частности, как показано на ФИГ. 3-7, первый нажимной рычаг 802 и второй нажимной рычаг 803 расположены параллельно в горизонтальном направлении, и первый нажимной рычаг 802 и второй нажимной рычаг 803 закреплены с обеих сторон вращающегося рольганга 1 на входной стороне или вращающегося рольганга 3 на выходной стороне. На боковой стенке нажимной пластины 801 вдоль направления прохождения нажимной пластины 801 обеспечен установочный паз 8011. Конец на одной стороне первого нажимного рычага 802 проходит в установочный паз 8011 и соединен с возможностью поворота с верхней и нижней внутренней стенкой установочного паза 8011. Конец второго нажимного рычага 803 на той же стороне, что и первый нажимной рычаг 802 закреплен вертикально расположенным цилиндрическим шарнирным элементом 8033. Каждая из верхней внутренней стенки и нижней внутренней стенки установочного паза 8011 соответственно оснащена удлиненным отверстием 8012 для шарнира вдоль направления прохождения нажимной пластины 801. Конец второго нажимного рычага 803 проходит в установочный паз 8011, при этом верхняя и нижняя части шарнирного элемента 8033 могут быть вставлены в соответствующее отверстие 8012 для шарнира с возможностью скольжения, и первый нажимной рычаг 802 и второй нажимной рычаг 803 соответственно расположены на обоих концах установочного паза 8011. В процессе работы нажимная пластина 801 может быть приведена в движение посредством синхронного расширения и сжатия первого нажимного рычага 802 и второго нажимного рычага 803 с перемещением в направлении к прокатываемому изделию 10 или в сторону от прокатываемого изделия 10; когда нажимная пластина 801 находится близко к прокатываемому изделию 10, расширение и сжатие второго нажимного рычага 803 будет вызывать скольжение шарнирного элемента 8033 на конце второго нажимного рычага 803 в отверстии 8012 для шарнира, тем самым приводя в движение нажимную пластину 801 с ее поворотом с поворотным положением между первым нажимным рычагом 802 и нажимной пластиной 801, в качестве оси, с изменением заданного угла нажимной пластины 801, что, в свою очередь, приводит в движение прокатываемое изделие 10 с его поворотом и регулировкой заданного угла прокатываемого изделия 10.
[0048] В частности, как показано на ФИГ. 4-6, первый нажимной рычаг 802 содержит первый телескопический стержень 8021 и первую закрепленную коробку 8022. Блок 806 привода содержит первый приводной цилиндр 8061. Первый телескопический стержень 8021, первый приводной цилиндр 8061 и первая закрепленная коробка 8022 расположены в горизонтальном направлении. Первая закрепленная коробка 8022 является имеющей цилиндрическую часть прямоугольной конструкцией с одним концом закрытым, а другим открытым. Множество первых закрепленных коробок 8022 соответственно закреплены с обеих сторон вращающегося рольганга 1 на входной стороне и вращающегося рольганга 3 на выходной стороне. Один конец первого телескопического стержня 8021 может проходить со скольжением в первую закрепленную коробку 8022 из отверстия первой закрепленной коробки 8022, а другой конец первого телескопического стержня 8021 соединен с возможностью поворота с нажимной пластиной 801. Первый приводной цилиндр 8061 размещен выше первой закрепленной коробки 8022 и первого телескопического стержня 8021. Один конец первого приводного цилиндра 8061 соединен с фиксацией с верхней частью внешней стенки первой закрепленной коробки 8022, а другой конец первого приводного цилиндра 8061 соединен с фиксацией с верхней частью внешней стенки первого телескопического стержня 8021. Первый телескопический стержень 8021 приводится в движение посредством первого приводного цилиндра 8061 со скольжением в первой закрепленной коробке 8022 так, чтобы управлять расширением и сжатием первого нажимного рычага 802. Второй нажимной рычаг 803 содержит второй телескопический стержень 8031, второй приводной цилиндр 8062 и вторую закрепленную коробку 8032. Блок 806 привода содержит второй приводной цилиндр 8062. Второй телескопический стержень 8031, второй приводной цилиндр 8062 и вторая закрепленная коробка 8032 расположены в горизонтальном направлении. Вторая закрепленная коробка 8032 является имеющей цилиндрическую часть прямоугольной конструкцией с одним концом закрытым, а другим концом открытым. Множество вторых закрепленных коробок 8032 соответственно закреплены с обеих сторон вращающегося рольганга 1 на входной стороне и вращающегося рольганга 3 на выходной стороне. Один конец второго телескопического стержня 8031 может проходить со скольжением во вторую закрепленную коробку 8032 из отверстия второй закрепленной коробки 8032, на другом конце второго телескопического стержня 8031 с фиксацией расположен шарнирный элемент 8033, и этот другой конец соединен с нажимной пластиной 801 посредством шарнирного элемента 8033. Второй приводной цилиндр 8062 размещен выше второй закрепленной коробки 8032 и второго телескопического стержня 8031. Один конец второго приводного цилиндра 8062 соединен с фиксацией с верхней частью внешней стенки второй закрепленной коробки 8032, а другой конец второго приводного цилиндра 8062 соединен с фиксацией с верхней частью внешней стенки второго телескопического стержня 8031. Второй телескопический стержень 8031 приводится в движение посредством второго приводного цилиндра 8062 со скольжением во второй закрепленной коробке 8032 так, чтобы управлять расширением и сжатием второго нажимного рычага 803.
[0049] Кроме того, первый приводной цилиндр 8061 и второй приводной цилиндр 8062 могут быть, но без ограничения, гидравлическими приводными цилиндрами.
[0050] Кроме того, первая закрепленная коробка 8022 и вторая закрепленная коробка 8032 соединены с фиксацией посредством соединительного стержня 805, который расположен горизонтально, причем соединительным стержнем 805 может быть обеспечена стабильность соединения между первой закрепленной коробкой 8022 и второй закрепленной коробкой 8032.
[0051] В частности, как показано на ФИГ. 4-6, один конец соединительного стержня 805 соединен с фиксацией с внешней стенкой первой закрепленной коробки 8022, а другой конец соединительного стержня 805 соединен с фиксацией со второй закрепленной коробкой 8032.
[0052] В применяемом при необходимости варианте реализации настоящего раскрытия, как показано на ФИГ. 4-7, износостойкая пластина 804 скольжения расположена с фиксацией на боковой стенке нажимной пластины 801, и износостойкая пластина 804 скольжения размещена на боковой стенке напротив установочного паза 8011, что обеспечивает хорошую износостойкость нажимной пластины 801 и продлевает срок ее службы.
[0053] Кроме того, износостойкая пластина 804 скольжения может представлять собой, но не ограничиваясь этим, высоколегированную марганцевую сталь.
[0054] Кроме того, как показано на ФИГ. 3, вращающийся рольганг 1 на входной стороне и вращающийся рольганг 3 на выходной стороне образованы множеством первых роликов, расположенных сторона к стороне в горизонтальном направлении, при этом первые ролики соединены с соответствующими двигателями первых роликов, и соседние двигатели первых роликов выполнены с возможностью приведения в движение соответствующих первых роликов с их поворотом в одном и том же направлении или в противоположных направлениях. Посредством управления направлением поворота и скоростью поворота первых роликов можно обеспечить плавный поворот прокатываемого изделия 10 на заданный угол.
[0055] Кроме того, когда направления поворота соседних первых роликов на вращающемся рольганге 1 на входной стороне и вращающемся рольганге 3 на выходной стороне противоположны друг другу, первые ролики могут быть сгруппированы по нечетным и четным числам, причем первые ролики в одной и той же нечетной или четной группе поворачиваются в одном и том же направлении, при этом первые ролики в нечетной группе и первые ролики в четной группе поворачиваются в противоположных направлениях (т.е. два соседних первых ролика поворачиваются в противоположных направлениях, а два первых ролика с одним первым роликом между ними поворачиваются в одном и том же направлении).
[0056] В частности, двигатели первых роликов могут быть расположены на одной и той же стороне или с обеих сторон вращающегося рольганга 1 на входной стороне и вращающегося рольганга 3 на выходной стороне при условии, что это удобно для управления вращающимся рольгангом 1 на входной стороне и вращающимся рольгангом 3 на выходной стороне. Когда необходимо управлять поворотом первых роликов в одном и том же направлении во вращающемся рольганге 1 на входной стороне и вращающемся рольганге 3 на выходной стороне, с каждым из двигателей первых роликов может быть соединена распределительная коробка передач так, чтобы централизованно управлять поворотом первых роликов в одном и том же направлении, или каждый из первых роликов по отдельности соединен с одним из двигателей первых роликов так, чтобы независимо управлять каждым из первых роликов.
[0057] Кроме того, вращающийся рольганг 1 на входной стороне и вращающийся рольганг 3 на выходной стороне могут быть соединены с двигателем первого ролика различными способами соединения для обеспечения передачи:
[0058] первый способ соединения: выходной вал двигателя первого ролика соединен с первым роликом через муфту;
[0059] второй способ соединения: выходной вал двигателя первого ролика соединен с первым роликом через удлинительный вал;
[0060] третий способ соединения: выходной вал двигателя первого ролика соединен с первым роликом последовательно через редуктор и муфту;
[0061] четвертый способ соединения: выходной вал двигателя первого ролика соединен с первым роликом последовательно через редуктор и удлинительный вал;
[0062] пятый способ соединения: выходной вал двигателя первого ролика соединен с первым роликом последовательно через редуктор, распределительную коробку передач и муфту;
[0063] шестой способ соединения: выходной вал двигателя первого ролика соединен с первым роликом последовательно через редуктор, распределительную коробку передач и удлинительный вал.
[0064] В частности, удлинительный вал может представлять собой, но не ограничиваясь этим, соединительный вал с ползуном, соединительный вал с барабанной муфтой или комбинированный соединительный вал.
[0065] Кроме того, как изображено на ФИГ. 3, между выпускным концом вращающегося рольганга 1 на входной стороне и прокатным роликом 2 расположен подающий ролик 5 на входной стороне, а между прокатным роликом 2 и впускным концом вращающегося рольганга 3 на выходной стороне расположен подающий ролик 6 на выходной стороне. Подающий ролик 5 на входной стороне и подающий ролик 6 на выходной стороне образованы множеством вторых роликов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из вторых роликов обеспечена двигателем второго ролика, посредством которого обеспечено приведение в действие второго ролика для поворота, и концевая часть второго ролика соединена с выходным валом двигателя второго ролика. Подающий ролик 5 на входной стороне и подающий ролик 6 на выходной стороне обеспечивают плавные подведение прокатываемого изделия 10 к прокатному ролику 2 и отведение прокатываемого изделия 10 от прокатного ролика, что обеспечивает плавную прокатку прокатываемого изделия 10.
[0066] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 3, производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной также содержит транспортировочный рольганг 4 на входной стороне участка прокатного стана и транспортировочный рольганг 7 на выходной стороне участка прокатного стана, причем выпускной конец транспортировочного рольганга 4 на входной стороне соединен с впускным концом вращающегося рольганга 1 на входной стороне, а впускной конец транспортировочного рольганга 7 на выходной стороне соединен с выпускным концом вращающегося рольганга 3 на выходной стороне. Транспортировочный рольганг 4 на входной стороне и транспортировочный рольганг 7 на выходной стороне образованы множеством третьих роликов, расположенных сторона к стороне в горизонтальном направлении и оснащенных двигателями третьих роликов, расположенными с одной стороны каждого из третьих роликов с обеспечением их вращения. Плавные подведение и отведение прокатываемого изделия 10 обеспечены транспортировочным рольгангом 4 и транспортировочным рольгангом 7.
[0067] Во время процесса работы производственного оборудования участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной согласно настоящему раскрытию, когда прокатываемое изделие 10 поступает в прокатный ролик 2 через вращающийся рольганг 1 на входной стороне, согласно требованиям к углу для производственного процесса прокатки под углом, нажимные пластины 801 с обеих сторон вращающегося рольганга 1 на входной стороне соответственно перемещаются в направлении приближения к прокатываемому изделию 10 и соответственно зажимают внешние стенки обеих сторон прокатываемого изделия 10, нажимная пластина 801 с обеих сторон приводит в движение прокатываемое изделие 10 в средней части с его поворотом, с тем чтобы регулировать заданный угол прокатываемого изделия 10 для осуществления прокатки прокатываемого изделия 10 в прямом направлении. После прокатки прокатываемого изделия 10 в прямом направлении оно поступает в прокатный ролик 2 через вращающийся рольганг 3 на выходной стороне, согласно требованиям к углу для производственного процесса прокатки под углом, нажимные пластины 801 с обеих сторон вращающегося рольганга 3 на выходной стороне перемещаются соответственно в направлении приближения к прокатываемому изделию 10 и соответственно зажимают внешние стенки с обеих сторон прокатываемого изделия 10. Нажимные пластины 801 с обеих сторон приводят в движение прокатываемое изделие 10 в средней части с его поворотом и регулировкой, таким образом, заданного угла прокатываемого изделия 10 для осуществления прокатки прокатываемого изделия 10 в обратном направлении. Согласно требованиям к производственному процессу после многократных прокаток прокатываемого изделия 10 под углом в прямом и обратном направлениях оно может быть прямо выведено или подвергнуто последующей обычной продольной прокатке.
[0068] Производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной согласно настоящему раскрытию имеет следующие признаки и преимущества:
[0069] В производственном оборудовании участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной с обеих сторон вращающегося рольганга 1 на входной стороне и вращающегося рольганга 3 на выходной стороне обеспечены боковые направляющие, которые могут регулировать заданный угол прокатываемого изделия 10; когда прокатываемое изделие 10 проходит через вращающийся рольганг 1 на входной стороне и вращающийся рольганг 3 на выходной стороне, нажимные пластины 801, размещенные с обеих сторон прокатываемого изделия 10, перемещаются в направлении ближе к прокатываемому изделию 10 и взаимодействуют для зажатия двух противоположных внешних стенок прокатываемого изделия 10; посредством регулировки заданного угла нажимной пластины 801 в горизонтальном направлении для приведения в движение прокатываемого изделия 10 с его поворотом, заданный угол прокатываемого изделия 10 во время процесса прокатки может быть отрегулирован быстро и точно, что отвечает требованиям к установочному направлению прокатываемого изделия 10 и сокращает время регулировки угла прокатываемого изделия 10; в дополнение к этому, нет необходимости вручную регулировать высоту подъема и угол поворота прокатываемого изделия 10, степень автоматизации высока, сложность работы уменьшена, и производственный ритм и эффективность производства значительно улучшены.
[0070] Второй вариант реализации
[0071] Настоящее раскрытие обеспечивает производственную линию горячей прокатки, содержащую участок установки прокатного стана, причем участок установки прокатного стана обеспечен производственным оборудованием участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной, как описано выше.
[0072] В варианте реализации настоящего раскрытия участок установки прокатного стана является участком одноклетевого прокатного стана, причем участок одноклетевого прокатного стана обеспечен производственным оборудованием участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной. При этом прокатный стан установлен на участке одноклетевого прокатного стана, который может выводить прокатываемое изделие 10 после черновой прокатки и чистовой прокатки.
[0073] Еще в одном варианте реализации настоящего раскрытия участок установки прокатного стана содержит участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки, причем выпускной конец участка прокатного стана для черновой прокатки соединен с впускным концом участка прокатного стана для чистовой прокатки, и производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной обеспечено на участке прокатного стана для черновой прокатки и/или участке прокатного стана для чистовой прокатки. При этом каждый из участка прокатного стана для черновой прокатки и участка прокатного стана для чистовой прокатки оснащен прокатным станом. После того, как прокатываемое изделие 10 пройдет через участок прокатного стана для черновой прокатки для осуществления обработки в виде черновой прокатки, оно проходит через участок прокатного стана для чистовой прокатки для осуществления обработки в виде чистовой прокатки и в завершении выводится наружу.
[0074] В производственной линии горячей прокатки производственное оборудование участка прокатного стана с боковой направляющей с регулируемой по углу нажимной пластиной расположено на участке установки прокатного стана. Нажимные пластины 801, размещенные с обеих сторон прокатываемого изделия 10, зажимают внешнюю стенку прокатываемого изделия 10 и приводят в движение прокатываемое изделие 10 с его поворотом, заданный угол прокатываемого изделия 10 во время процесса прокатки может быть отрегулирован быстро и точно, что сокращает время регулировки угла прокатываемого изделия 10, улучшает степень автоматизации производственной линии горячей прокатки, уменьшает сложность работы и улучшает эффективность производства производственной линии горячей прокатки.
[0075] Выше описаны только конкретные варианты реализации настоящего раскрытия, которые не предназначены для ограничения объема настоящего раскрытия. Любые эквивалентные изменения и модификации, сделанные специалистами в данной области без отклонения от концепции и принципа настоящего раскрытия, следует считать подпадающими под объем защиты настоящего раскрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОИЗВОДСТВЕННОЕ ОБОРУДОВАНИЕ УЧАСТКА ПРОКАТНОГО СТАНА С ПОЗИЦИОНИРУЮЩИМ УСТРОЙСТВОМ ЛАЗЕРНОГО ОБЕСПЕЧЕНИЯ ЛИНЕЙНОСТИ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ РЕГУЛИРОВАНИЯ УГЛА ПРОКАТЫВАЕМОГО ИЗДЕЛИЯ | 2020 |
|
RU2770856C1 |
| ПРОИЗВОДСТВЕННОЕ ОБОРУДОВАНИЕ УЧАСТКА ПРОКАТНОГО СТАНА С ПОВОРОТНЫМИ ЗАХВАТАМИ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ГОРЯЧЕЙ ПРОКАТКИ | 2020 |
|
RU2763368C1 |
| СПОСОБ ПРОКАТКИ И ПРОДОЛЬНЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН С УДЕРЖАНИЕМ ОПРАВКИ ДЛЯ НЕПРЕРЫВНОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК | 2010 |
|
RU2500491C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ПРОКАТНЫЙ СТАН И СПОСОБ ПРОКАТКИ ЗАГОТОВОК НА ПРОКАТНОМ СТАНЕ | 1998 |
|
RU2170151C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОВМЕЩЕННОЙ УСТАНОВКИ РАЗЛИВКИ И ПРОКАТКИ | 2009 |
|
RU2489227C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕДСТВОМ ПРОКАТКИ | 2005 |
|
RU2397831C2 |
| МИНИМИЗАЦИЯ НАТЯЖЕНИЯ ПОЛОСЫ ПРОКАТЫВАЕМОГО МАТЕРИАЛА МЕЖДУ ДВУМЯ ПРОКАТНЫМИ КЛЕТЯМИ | 2011 |
|
RU2538436C2 |
| ПРОКАТНАЯ КЛЕТЬ И ОБОРУДОВАНИЕ ДЛЯ ПРОКАТКИ | 2013 |
|
RU2662754C2 |
Изобретение относится к области прокатного производства и может быть использовано в качестве оборудования участка прокатного стана или линии горячей прокатки для регулирования расположения прокатываемого изделия (10). Оборудование содержит по меньшей мере один вращающийся рольганг (11) и размещенные с обеих его сторон части по меньшей мере одного механизма (8) для регулировки угла поворота прокатываемого изделия (10) относительно осевой линии прокатки, каждая из которых включает в себя нажимную пластину (801), соединенные с ней нажимные рычаги (800) и блок (806) привода, при этом блок (806) привода выполнен с возможностью посредством нажимных рычагов (800) приведения в движение соответствующей нажимной пластины (801) с ее перемещением в сторону прокатываемого изделия (10) для зажатия упомянутыми нажимными пластинами (801) с обеих сторон внешних стенок прокатываемого изделия (10) и его поворота на заданный угол. Использование изобретения позволяет повысить скорость и точность регулировки заданного угла расположения прокатываемого изделия (10). 2 н. и 13 з.п. ф-лы, 7 ил.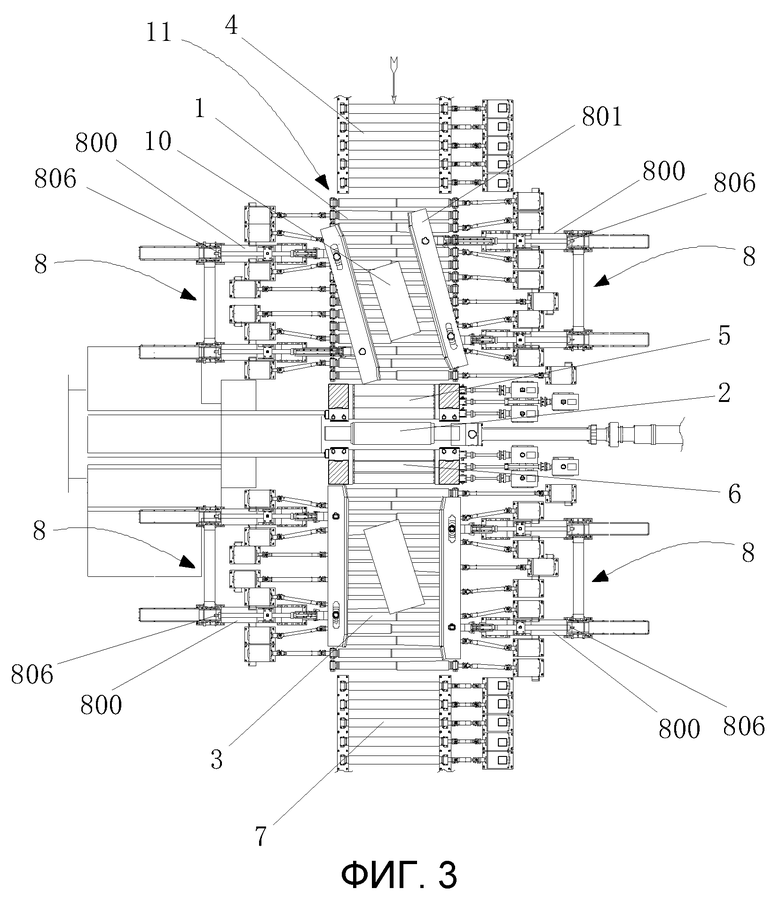
1. Направляющее оборудование для перемещения прокатываемого изделия по участку прокатного стана, содержащее по меньшей мере один вращающийся рольганг (11) и размещенные с обеих его сторон части по меньшей мере одного механизма (8) для регулировки угла поворота прокатываемого изделия (10) относительно осевой линии прокатки, каждая из которых включает в себя нажимную пластину (801), соединенные с ней нажимные рычаги (800) и блок (806) привода, при этом блок (806) привода выполнен с возможностью посредством нажимных рычагов (800) приведения в движение соответствующей нажимной пластины (801) с ее перемещением в сторону прокатываемого изделия (10) для зажатия упомянутыми нажимными пластинами (801) с обеих сторон внешних стенок прокатываемого изделия (10) и его поворота на заданный угол.
2. Оборудование по п. 1, которое содержит вращающийся рольганг (1) на входной стороне участка прокатного стана и вращающийся рольганг (3) на выходной стороне участка прокатного стана, между которыми расположен прокатный ролик (2), при этом с обеих сторон каждого из указанных рольгангов (1) и (3) расположены части соответствующего механизма (8) для регулировки угла поворота прокатываемого изделия (10).
3. Оборудование по п. 1, в котором указанный механизм (8) для регулировки угла поворота прокатываемого изделия (10) выполнен с возможностью упомянутой регулировки на заданный угол в диапазоне от -90° до +90°.
4. Оборудование по п. 1, в котором упомянутые нажимные рычаги (800) содержат первый нажимной рычаг (802) и второй нажимной рычаг (803), выполненные с возможностью телескопической регулировки, а нажимная пластина (801) соединена с возможностью поворота с одноименными концами первого нажимного рычага (802) и второго нажимного рычага (803), при этом блок (806) привода выполнен с возможностью регулировки расширения и сжатия первого нажимного рычага (802) и второго нажимного рычага (803) в направлении к прокатываемому изделию (10) и с возможностью регулировки поворота нажимных пластин (801) на заданный угол для зажатия ими с обеих сторон внешних стенок прокатываемого изделия (10).
5. Оборудование по п. 4, в котором первый нажимной рычаг (802) и второй нажимной рычаг (803) соответствующей части упомянутого механизма (8) расположены параллельно в горизонтальном направлении и закреплены с обеих сторон вращающегося рольганга (11), на боковой стенке нажимной пластины (801) выполнен установочный паз (8011), в котором расположен один из концов первого нажимного рычага (802), соединенный с возможностью поворота с внутренней стенкой установочного паза (8011), а на одном из концов второго нажимного рычага (803) закреплен цилиндрический шарнирный элемент (8033), при этом на верхней и нижней внутренних стенках установочного паза (8011) соответственно выполнены удлиненные отверстия (8012), конец второго нажимного рычага (803) расположен в установочном пазу (8011), а верхняя и нижняя части шарнирного элемента (8033) встроены в соответствующее отверстие (8012) с возможностью скольжения.
6. Оборудование по п. 5, в котором первый нажимной рычаг (802) содержит первый телескопический стержень (8021) и первую закрепленную коробку (8022), блок (806) привода содержит первый приводной цилиндр (8061), первая закрепленная коробка (8022) выполнена в виде имеющей цилиндрическую часть прямоугольной конструкции с открытым концом, которая расположена с фиксацией в горизонтальном направлении, при этом один конец первого телескопического стержня (8021) расположен в первой закрепленной коробке (8022) с прохождением через отверстие с возможностью скольжения, а другой конец первого телескопического стержня (8021) соединен с возможностью поворота с нажимной пластиной (801), причем концы первого приводного цилиндра (8061) соединены с фиксацией соответственно с первой закрепленной коробкой (8022) и первым телескопическим стержнем (8021).
7. Оборудование по п. 6, в котором второй нажимной рычаг (803) содержит второй телескопический стержень (8031) и вторую закрепленную коробку (8032), блок (806) привода содержит второй приводной цилиндр (8062), вторая закрепленная коробка (8032) выполнена в виде имеющей цилиндрическую часть прямоугольной конструкции с открытым концом, которая расположена с фиксацией в горизонтальном направлении, при этом один конец второго телескопического стержня (8031) расположен во второй закрепленной коробке (8032) с прохождением через отверстие с возможностью скольжения, а на другом конце второго телескопического стержня (8031) расположен с фиксацией шарнирный элемент (8033), причем оба конца второго приводного цилиндра (8062) соединены с фиксацией соответственно с внешними стенками второй закрепленной коробки (8032) и второго телескопического стержня (8031).
8. Оборудование по п. 7, в котором первая закрепленная коробка (8022) и вторая закрепленная коробка (8032) соединены между собой с фиксацией посредством соединительного стержня (805).
9. Оборудование по п. 5, в котором на боковой стенке нажимной пластины (801) напротив установочного паза (8011) расположена с фиксацией износостойкая пластина (804) скольжения.
10. Оборудование по п. 2, в котором вращающийся рольганг (1) на входной стороне и вращающийся рольганг (3) на выходной стороне образованы множеством первых роликов, расположенных сторона к стороне в горизонтальном направлении, при этом первые ролики соединены с соответствующими двигателями первых роликов, а соседние двигатели первых роликов выполнены с возможностью приведения во вращение соответствующих первых роликов в одном или в противоположных направлениях.
11. Оборудование по п. 2, в котором между выпускным концом вращающегося рольганга (1) на входной стороне и прокатным роликом (2) расположен впускной клетьевой рольганг (5), а между прокатным роликом (2) и впускным концом вращающегося рольганга (3) на выходной стороне расположен выпускной клетьевой рольганг (6), при этом впускной клетьевой рольганг (5) и выпускной клетьевой рольганг (6) образованы множеством вторых роликов, расположенных сторона к стороне в горизонтальном направлении и оснащенных двигателями вторых роликов, расположенных с одной стороны каждого из вторых роликов с обеспечением их вращения.
12. Оборудование по п. 2, которое дополнительно содержит транспортировочный рольганг (4) на входной стороне участка прокатного стана и транспортировочный рольганг (7) на выходной стороне участка прокатного стана, при этом выпускной конец транспортировочного рольганга (4) на входной стороне соединен с впускным концом вращающегося рольганга (1) на входной стороне, а впускной конец транспортировочного рольганга (7) на выходной стороне соединен с выпускным концом вращающегося рольганга (3) на выходной стороне, причем транспортировочный рольганг (4) на входной стороне и транспортировочный рольганг (7) на выходной стороне образованы множеством третьих роликов, расположенных сторона к стороне в горизонтальном направлении и оснащенных двигателями третьих роликов, расположенных с одной стороны каждого из третьих роликов с обеспечением их вращения.
13. Производственная линия горячей прокатки, содержащая участок прокатного стана, оснащенный направляющим оборудованием для перемещения прокатываемого изделия по любому из пп. 1-12.
14. Производственная линия по п. 13, в которой участок прокатного стана выполнен в виде участка одноклетьевого прокатного стана.
15. Производственная линия по п. 13, в которой участок прокатного стана содержит участок для черновой прокатки и участок для чистовой прокатки, причем выпускной конец участка для черновой прокатки соединен с впускным концом участка для чистовой прокатки, а упомянутое направляющее оборудование установлено на участке для черновой прокатки и/или участке для чистовой прокатки.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЦЕЛЕНАПРАВЛЕННОГО ВОЗДЕЙСТВИЯ НА ГЕОМЕТРИЮ ПОЛОСОВОЙ ЗАГОТОВКИ В ЧЕРНОВОЙ КЛЕТИ | 2006 |
|
RU2368443C2 |
| УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ ПЛОСКИХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2011 |
|
RU2510791C1 |
| СПОСОБ УСТАНОВКИ СОСТОЯНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ЧЕРНОВОЙ ПОЛОСЫ | 2008 |
|
RU2473406C2 |
| РЕГУЛИРОВАНИЕ БОКОВОЙ НАПРАВЛЯЮЩЕЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2524485C2 |
| РЕГУЛИРОВАНИЕ БОКОВЫХ НАПРАВЛЯЮЩИХ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2501616C1 |
| KR 101134160 B1, 09.04.2012 | |||
| CN 107442581 A, 08.12.2017. | |||

