Изобретение относится к электронной промышленности, а именно к фотошаблонным заготовкам (ФШЗ), предназначенным для послойного формирования рисунка микроизображения интегральных схем (ИС) с последующим переносом его на полупроводниковую пластину.
Известен способ получения ФШЗ (Обзоры по электронной технике, сер.6. Материалы, 1985 г., №4), связанный с многоступенчатой механической обработкой стеклянных пластин с применением полировальных порошков на основе двуокиси церия и полировальных полотен на основе нетканых материалов.
Недостатком этого метода является его многоступенчатость и связанная с этим большая трудоемкость и материалоемкость процесса. Это приводит к высокой себестоимости конечного продукта и низкой его конкурентоспособности.
Наиболее близким к предлагаемому является способ получения ФШЗ (Электронная промышленность, вып.8-9, стр.100-102, 108-110, 1980 г.), включающий механическую обработку (две стадии шлифования - грубая и тонкая, две стадии полирования - предварительная и финишная) стеклянных пластин полировальными порошками на основе двуокиси церия с использованием полировальных полотен на основе нетканых материалов (войлок и др.), обработку в водных растворах органических кислот, обработку в нейтральной водной среде с последующим обезвоживанием и сушкой, контролем, нанесение маскирующего слоя и слоя резиста.
Недостатками этого способа являются:
1) его многоступенчатость, высокая трудо- и материалоемкость и вследствие этого высокая себестоимость продукции;
2) случайная комбинация параметров порошка и полировального полотна, что приводит зачастую к полированию «вхолостую», т.е. без «съема» стекла, т.к. полировальный порошок «проваливается» в рыхлый материал полировальника и в самом процессе полирования уже не участвует. Это приводит к непредсказуемым результатам и появлению брака в виде сплошного грубого «фона» и натиров вследствие «сухого» трения волокон подложки по поверхности стеклянных пластин. Увеличение времени обработки для достижения эффекта «съема» лишь усугубляет процесс. Это может продолжаться вплоть до достижения так называемого «насыщения» полировальника полировальным порошком, однако пластины к этому времени уже испорчены. Подобрать требуемые соотношения эмпирически в производственных условиях практически невозможно;
3) отсутствие стабильного соотношения основного компонента полирующего порошка двуокиси церия и сопутствующих ему окиси железа и окислов неодима и празеодима приводит к большим колебаниям абразивной способности порошка и, следовательно, времени обработки, нестабильности качества, снижению выхода годных.
Целью изобретения является снижение себестоимости ФШЗ за счет сокращения числа технологических стадий механической обработки стекла, подбора оптимальных соотношений технических параметров материалов, используемых на стадии механической обработки.
Поставленная цель достигается тем, что механическую обработку проводят при соотношении эффективного диаметра основной фракции полировального порошка, диаметра волокон и объемной плотности нетканого полировального полотна, равном 1:2-4:0,2-0,3, причем содержание основной фракции полировального порошка с эффективным размером зерен 0,6-6,0 мкм составляет не менее 80 вес.% от общего веса порошка, а соотношение содержания двуокиси церия, окиси железа и суммы окислов неодима и празеодима в полировальном порошке составляет 1:0,05-0,08:0,1-0,2.
Сущность изобретения заключается в строгом регламентировании соотношения основных факторов процесса полирования. К таким факторам в первую очередь относятся технические характеристики полировального порошка и полировального полотна. Если в прототипе весь процесс механической обработки включает 4 стадии (грубое и тонкое шлифование, предварительное и финишное полирование), то предлагаемый способ механической обработки реализуется в одну стадию. Вследствие этого для достижения тех же технических параметров продукции необходимо обеспечить оптимальное соотношение структурных параметров полировального порошка и полировального полотна: эффективный диаметр порошка, диаметр синтетических волокон, плотность упаковки этих волокон и др. Попытка эмпирического подбора параметров не дает положительного эффекта, т.к. случайное их совпадение маловероятно. В случае произвольной гранулометрии порошка мелкая фракция его зачастую приводит к появлению брака в виде «присушки» на стеклянных пластинах, а наличие крупной фракции к такому явлению, как «грубый фон», не говоря уже о царапинах. «Рыхлая» упаковка полировального полотна сводит на «нет» процесс полирования как таковой вследствие быстрого вывода порошка из сферы обработки. Он просто «проваливается» внутрь. С другой стороны, слишком плотная упаковка волокон также нежелательна, т.к. наблюдается тот же эффект вывода порошка из сферы обработки за счет быстрого сброса его с полировального полотна. Оптимизация этих параметров и предусматривается в предлагаемом изобретении.
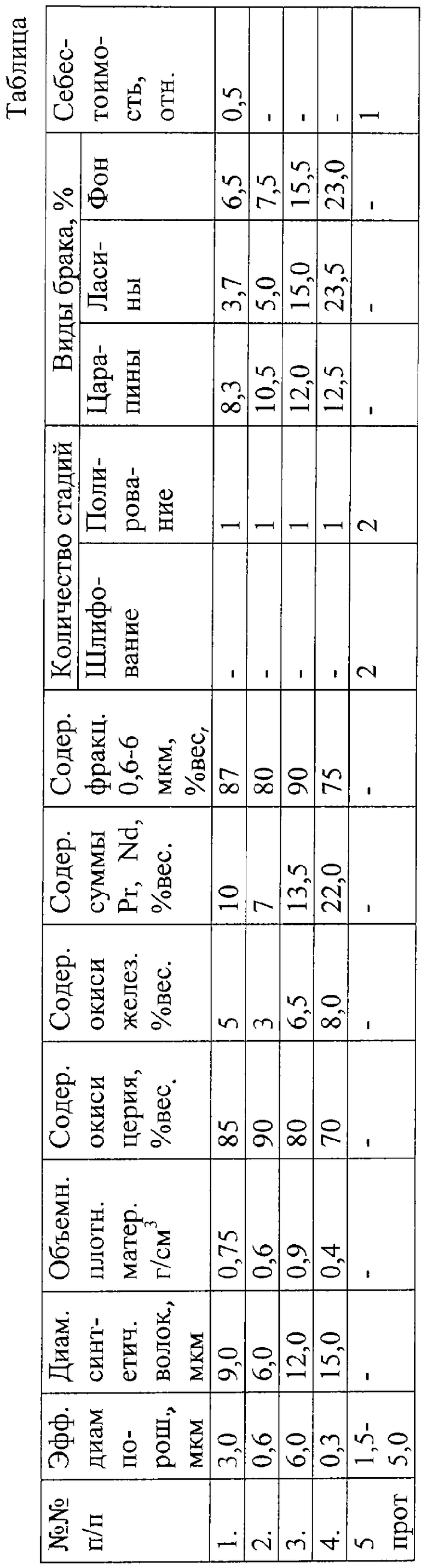
Пример. Для полирования стеклянных пластин размером 127×127 мм толщиной 2,5 мм использовали станки одновременной двусторонней обработки. В качестве полировального порошка применяли порошок на основе двуокиси церия «Фторопол» (ТУ 334-97) с содержанием рабочей фракции размером 0,6-6,0 мкм 85% и содержанием суммы окислов неодима и празеодима 10% и окиси железа 5%. Средний размер основной фракции порошка составил 3 мкм (по прибору «Седиграф-600»). Соотношение содержания двуокиси церия, окиси железа и суммы окислов неодима и празеодима составляет 1:0,06:0,11. В качестве полировального полотна использовали нетканый материал (ТУ 17-21-40-1-90) на основе синтетических волокон диаметром 8-10 мкм при объемной плотности 0,75. Соотношение эффективного диаметра полировального порошка, диаметра синтетических волокон и объемной плотности нетканого полировального полотна составляет 1:3:2,5. Из полировального порошка предварительно готовили водную суспензию плотностью 1,2 г/см3 и фильтровали ее через специальные сита. Полировальное полотно приклеивали водоотталкивающим составом. Обработку проводили групповым способом в специальных кассетах с периодической подачей суспензии через специальное отверстие в верхнем полировальнике в течение 30 мин. По окончании процесса определяли «съем» стекла, проводили обработку в водных растворах органических кислот, нейтральной водной среде с последующим обезвоживанием и сушкой в парах изопропилового спирта и контролем качества стекла. Съем составил 20 мкм. При запуске 108 шт. пластин получено годных 88 шт. (81,5%), брак составил 20 шт. (18,5%), в т.ч. царапины 9 шт. (8,3%), ласины 4 шт. (3,7%), «фон» 7 шт. (6,5%). Далее годные пластины использовали для нанесения маскирующего слоя и слоя резиста.
Остальные примеры сведены в таблицу.
Из данных, приведенных в таблице, видно, что реализация предлагаемого изобретения позволит существенно улучшить технологию, сократить число технологических операций (исключить 2 шлифовки и 1 полировку) и снизить себестоимость продукции, сэкономить значительную часть материальных и трудовых ресурсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ФОТОШАБЛОННЫХ ЗАГОТОВОК | 2005 |
|
RU2307423C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОШАБЛОННЫХ ЗАГОТОВОК | 2006 |
|
RU2329565C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОШАБЛОННЫХ ЗАГОТОВОК | 2004 |
|
RU2274925C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОШАБЛОННЫХ ЗАГОТОВОК | 2005 |
|
RU2305918C2 |
| ПОЛИРОВАЛЬНАЯ СУСПЕНЗИЯ | 2017 |
|
RU2655902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 1991 |
|
RU2030286C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРИРОВАННОЙ ПОЛИРОВАЛЬНОЙ МОДИФИЦИРОВАННОЙ СУСПЕНЗИИ | 2003 |
|
RU2246518C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОШАБЛОННЫХ ЗАГОТОВОК | 2005 |
|
RU2308179C1 |
| ПОЛИРОВАЛЬНАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2540302C2 |
| Способ получения полировального порошка | 1981 |
|
SU1047944A1 |
Использование: в электронной промышленности. Сущность изобретения: способ получения фотошаблонных заготовок включает механическую обработку стеклянных пластин с использованием полировальных порошков на основе двуокиси церия и полировальных полотен на основе нетканых материалов, обработку в водных растворах органических кислот, обработку в нейтральной водной среде с последующим обезвоживанием, сушкой, контролем. Механическую обработку проводят при соотношении эффективного диаметра полировального порошка, диаметра синтетических волокон нетканого полировального полотна и его объемной плотности 1:2-4:0,2-0,3 при содержании в полировальном порошке двуокиси церия не менее 80 вес.%. Соотношение содержания двуокиси церия к содержанию окиси железа и суммы окислов неодима и празеодима может быть выбрано 1:0,05 - 0,08:0,1-0,2. Техническим результатом заявленного изобретения является снижение себестоимости фотошаблонных заготовок за счет сокращения числа технологических стадий механической обработки и подбора оптимальных соотношений параметров материалов, используемых на стадии механической обработки. 1 з.п. ф-лы, 1 табл.
| Электронная промышленность, вып.8-9, 1980, стр.100-110 | |||
| RU 2002338 C1, 30.10.1993 | |||
| Способ обработки стеклянных пластин | 1982 |
|
SU1033466A1 |
| JP 2004054285 А, 19.02.2004 | |||
| US 6368942 В1, 09.04.2002. | |||

