Изобретение относится к металлообработке и может быть использовано при плоском торцовом шлифовании.
Известен способ, реализованный в устройстве для подачи смазочно-охлаждающей жидкости (СОЖ) (см. авт. свид. СССР №901039, кл. В 24 В 55/02, 1982 г.), в котором СОЖ подают через поры круга.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе СОЖ, протекающая в порах круга под действием радиально направленных сил, выбрасывается из него через периферийную поверхность круга. При торцовом шлифовании СОЖ в зону обработки практически не попадает.
Известен способ, реализованный в устройстве сборного абразивного круга для торцового шлифования (см. авт. свид. СССР №1289662, кл. В 24 В 55/02, 1987 г.), в котором СОЖ в зону обработки подают через аксиальные каналы в круге.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе большая часть жидкости выбрасывается через поры и периферийную поверхность круга, не попадая в зону шлифования. Кроме того, СОЖ концентрируется в поровом пространстве за каналом (в радиальном направлении), тогда как абразивные зерна, находящиеся на рабочей поверхности круга в секторах между каналами, жидкостью практически не омываются.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ подачи СОЖ (см. авт. свид. СССР №854700, кл. В 24 В 55/02, 1981 г.), в котором СОЖ дополнительно подают в направлении между рабочим торцом круга и обрабатываемым торцом заготовки на внутреннюю поверхность круга в зону между его центром и участком контакта с заготовкой, принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе СОЖ, проникшая в поровое пространство круга, центробежной силой транспортируется в радиальном направлении. В поровом пространстве из-за высокой динамики разгона СОЖ с увеличением координаты по радиусу давление жидкости падает. В зону шлифования из порового пространства СОЖ практически не попадает. К тому же СОЖ, попавшая в поровое пространство через поверхность круга между его центром и участком контакта с заготовкой, выбрасывается через наружную поверхность круга в секторе за участком контакта круга с заготовкой (из-за вращения круга).
Кроме того, СОЖ, подаваемая между торцами круга и заготовки в зону их контакта, вытесняется оттуда интенсивными потоками воздуха, генерируемыми шлифовальным кругом.
Сущность изобретения заключается в следующем.
Снижение теплонапряженности процесса абразивной обработки является особенно актуальным при торцовом шлифовании из-за большой длины дуги контакта круг - заготовка. При этом наиболее распространенным видом заготовок, шлифуемых торцом круга, являются клиновидные заготовки, теплонапряженность обработки которых особенно высока.
Кроме того, резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости.
Технический результат - повышение качества и производительности торцового шлифования заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе подачи СОЖ при плоском торцовом шлифовании, СОЖ подают на поверхность шлифовального круга. Особенность заключается в том, что СОЖ подают через круговое многоканальное сопло на внутреннюю поверхность круга, при этом на наружную поверхность круга, а также на нерабочий торец, нанесено легкоразрушаемое при шлифовании покрытие, а жидкость транспортируется в зону шлифования путем фильтрации по порам круга и в виде жидкостных пленок, создаваемых на внутренней и рабочей поверхностях круга.
На чертежах представлено:
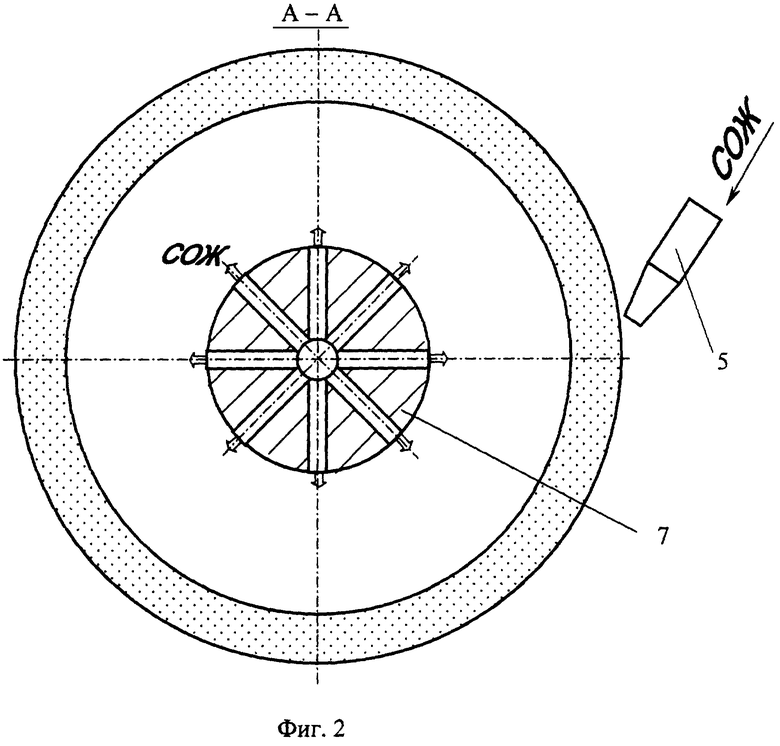
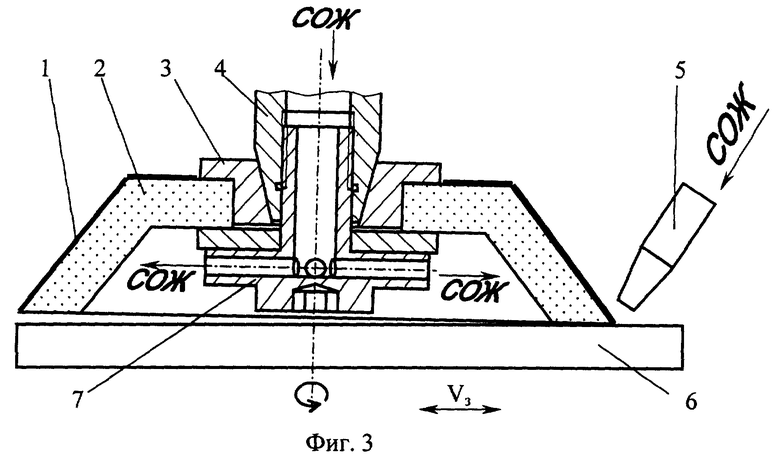
на фиг.1 и 3 изображены схемы подачи СОЖ при плоском торцовом шлифовании соответственно цилиндрическим и коническим кругом, на периферийную (цилиндрическую или коническую) и торцовую (нерабочую) поверхности которого нанесено покрытие (главный вид), на фиг.2 - разрез А-А на виде сверху по фиг.1 (заготовка не показана).
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
Устройство, реализующее заявляемый способ, содержит покрытие 1 на шлифовальном круге 2, корпус 3 планшайбы круга, установленный на полом шпинделе 4 станка, основное сопло 5, закрепленное на кожухе шлифовального круга (кожух не показан), заготовку 6 и дополнительное круговое многоканальное сопло, выполненное в специальном винте 7, ввернутом в шпиндель 4.
При шлифовании СОЖ из основного сопла 5 направляют в зону шлифования, а из дополнительного многоканального сопла 7 - на внутреннюю поверхность круга 2. Под действием напорных, а затем и центробежных сил СОЖ проникает в поровое пространство круга и движется к его наружной (периферийной) поверхности, через которую вытекать (выбрасываться) наружу не может, так как на этой поверхности нанесено покрытие 1. Под действием создаваемого при этом подпора жидкость направляется в поровом пространстве вдоль этой поверхности. Если она цилиндрическая (см. фиг.1), то поток жидкости практически поровну (из-за малости гравитационных сил по сравнению с центробежными) разделяется в направлении рабочего и нерабочего торцов круга. Если наружная (периферийная) поверхность круга коническая (см. фиг.3), то поток жидкости около этой поверхности не поровну разделяется между торцами круга. Однако при любой форме периферийной поверхности круга поток жидкости, направленный в сторону нерабочего торца круга, будет остановлен непроницаемым покрытием 1 на нем. В результате вся жидкость будет направлена только в сторону рабочего торца круга.
При торцовом шлифовании для уменьшения площади контакта (а следовательно, и теплонапряженности), как правило, ось круга наклоняют к шлифуемой поверхности под углом 1...2°. В связи с этим круг своей торцовой поверхностью контактирует с заготовкой 4 узкой полосой, расположенной около наружной кромки торца. Покрытие, нанесенное на наружную поверхность круга, выполнено легкоразрушаемым в зоне контакта круг - заготовка. СОЖ, протекающая в поровом пространстве круга, вытекает наружу в том месте, где заканчивается покрытие (там, где оно уже разрушено), т.е. в зоне шлифования. Таким образом, жидкость в зоне шлифования заполняет поры круга, благодаря чему в полном объеме реализуются все функции СОЖ, а теплонапряженность обработки снижается. Кроме того, шлам, расположенный в межзеренном пространстве, вымывается СОЖ. Все это улучшает условия шлифования и способствует увеличению периода стойкости круга, появляется возможность повышения производительности обработки.
В условиях прототипа СОЖ по указанным выше причинам в межзеренное пространство в зоне шлифования практически не попадает и тем более его не заполняет, что предопределяет относительно низкую эффективность шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261166C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261791C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261790C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ПЛОСКОГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2005 |
|
RU2279968C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ПЛОСКОГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2005 |
|
RU2279969C1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2372180C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2151044C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
Изобретение относится к области машиностроения и может быть использовано на металлообрабатывающих предприятиях при плоском торцовом шлифовании цилиндрическим или коническим кругом. На внутреннюю поверхность круга подают СОЖ через круговое многоканальное сопло. На наружную поверхность и на нерабочий торец круга наносят легкоразрушаемое при шлифовании покрытие. Жидкость транспортируют в зону шлифования путем фильтрации по порам круга и в виде жидкостных пленок, создаваемых на внутренней и рабочей поверхностях круга. Такие действия способствуют заполнению жидкостью пор круга в зоне шлифования и реализации ее функций в полном объеме, что улучшает условия шлифования и повышает качество и производительность обработки. 3 ил.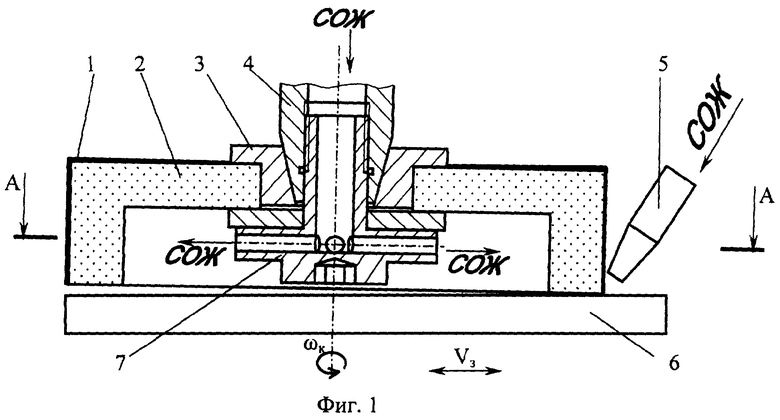
Способ подачи смазочно-охлаждающей жидкости (СОЖ) при плоском торцовом шлифовании, при котором СОЖ подают на поверхность шлифовального круга, отличающийся тем, что СОЖ подают через круговое многоканальное сопло на внутреннюю поверхность круга, а на его наружную поверхность и на нерабочий торец наносят легкоразрушаемое при шлифовании покрытие, при этом жидкость транспортируют в зону шлифования путем фильтрации по порам круга и в виде жидкостных пленок, создаваемых на внутренней и рабочей поверхностях круга.
| Способ подачи смазочно-охлаждающей жидкости | 1978 |
|
SU854700A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2002 |
|
RU2215640C1 |
| ХУДОБИН Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| М.: Машиностроение, 1977, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
| ВОГСОЮЗНАЯ йЛ11Ш1:5-'и1ии'1ЕОш | 0 |
|
SU390932A1 |
| СПОСОБ ОТБОРА РАСТИТЕЛЬНЫХ ПРОБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2622440C2 |

