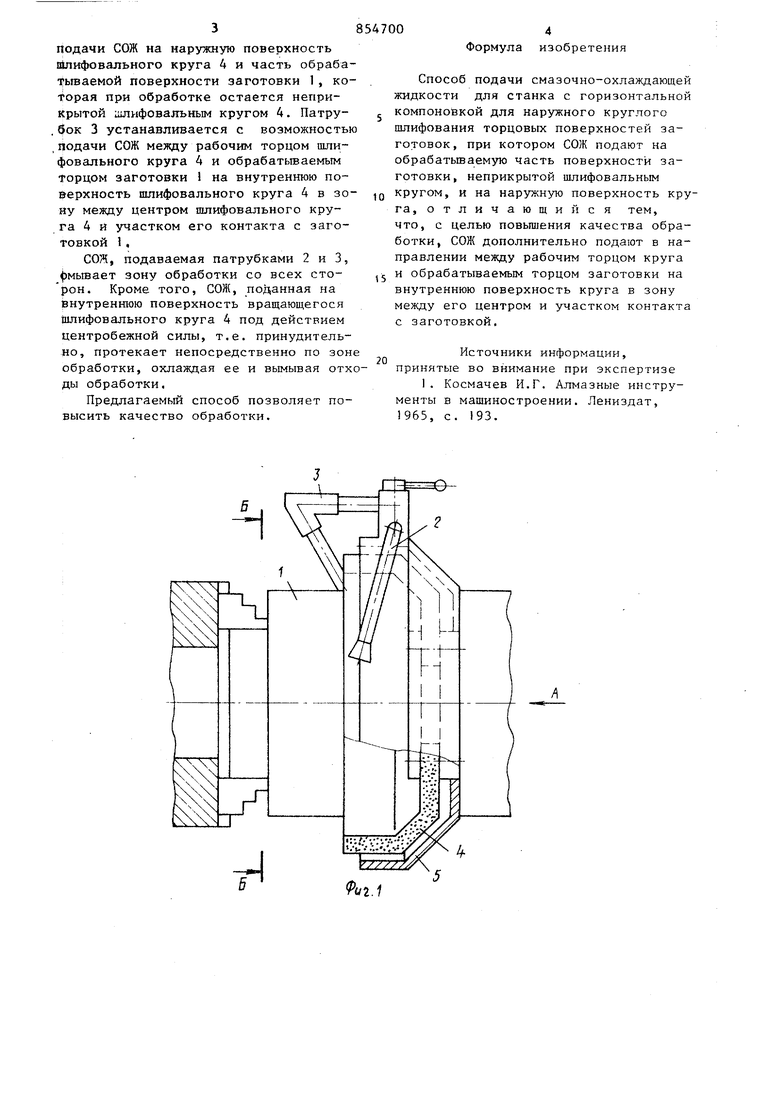
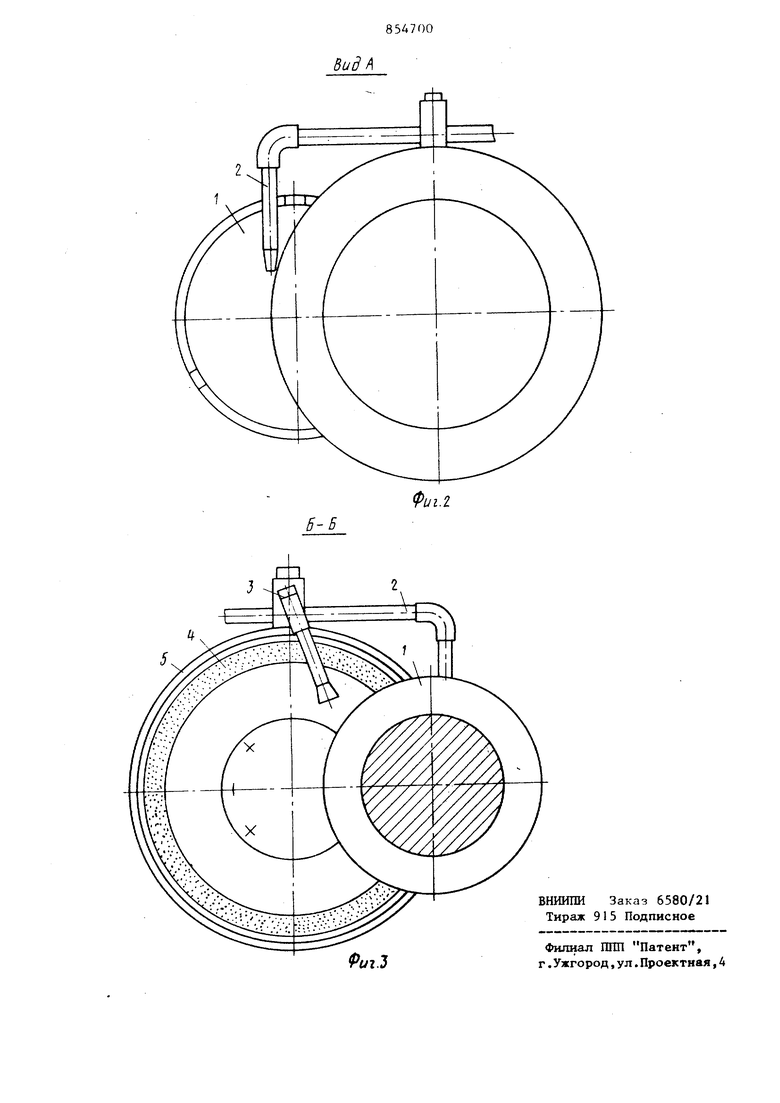
(54) СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДА-ЩЕЙ Изобретение относится к металлообработке, в частности к станкам для наружного круглого шлифования торцовых поверхностей, например торцовых поверхностей деталей металлической оптики, чашечными шлифовальными кругами типов ЦЧ и ЧК, и может быть использовано в прецизионных станках с горизонтальной компоновкой. Известен способ подачи смазочно-о лаждающей жидкости (СОЖ) для станка с горизонтальной компоновкой для наружного круглого шлифования торцовых поверхностей заготовок, при котором СОЖ подают на обрабатываемую часть поверхности заготовки, непрекрытой. шлифовальным кругом, и на наружную поверхность круга . Недостатком этого способа применительно к станкам с горизонтальной компоновкой является то, что на учас ке контакта шлифовального круга и обрабатываемой поверхности заготовки возникает зона повышенной температуЖИДКОСТИры, что ведет к появлению дефектов типа прижогов. Причиной этих дефектов является то, что СОЖ не имеет возможности попасть в эту зону в достаточном количестве, что ведет к снижению качества обработки. Цель изобретения - повышение качества обработки. Цель достигается тем, что СОЖ дополнительно подают в направлении между рабочим торцом круга и обрабатываемым торцом заготовки на внутреннюю поверхность круга в зону между его центром и участком контакта с заготовкой. На фиг. I изображено устройство, осуществлякщее предлагаемый способ, общий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1. Заготовка I устанавливается на станке. Патрубки 2 и 3 закрепляются над верхней частью шлифовального круга 4 на защитном кожухе 5. Патрубок 2 устанавливается с возможностью 3 подачи СОЖ на наружную поверхность пшифовального круга 4 и часть обрабатьшаемой поверхности заготовки 1, которая при обработке остается неприкрытой 1илифоваяъным кругом 4. Патру. бок 3 устанавливается с возможностью подачи СОЖ между рабочим торцом шлифовального круга 4 и обрабатьгоаемым торцом заготовки на внутреннюю поверхность шлифовального круга 4 в зо ну между центром шлифовального круга 4 и участком его контакта с заготовкой 1 , СОЛ, подаваемая патрубками 2 и 3, мьшает зону обработки со всех сторон. Кроме того, СОЖ, поданная на внутреннюю поверхность вращающегося Шлифовального круга 4 под действием центробежной силы, т.е. принудительно, протекает непосредственно по зон обработки, охлаждая ее и вымывая отх ды обработки. Предлагаемый способ позволяет повысить качество обработки. 0 Формула изобретения Способ подачи смазочно-охлаждающей жидкости для станка с горизонтальной компоно1вкой для наружного круглого шлифования торцовых поверхностей заготовок, при котором СОЖ подают на обрабатьюаемую часть поверхности заготовки, неприкрытой шлифовальным кругом, и на наружную поверхность круга, отличающийся тем, что, с целью повышения качества обработки, СОЖ дополнительно подают в направлении между рабочим торцом круга и обрабатываемым торцом заготовки на внутреннюю поверхность круга в зону между его центром и участком контакта с заготовкой. Источники информации, принятые во внимание при экспертизе 1. Космачев И.Г. Алмазные инструменты в машиностроении. Лениздат, 1965, с. 193.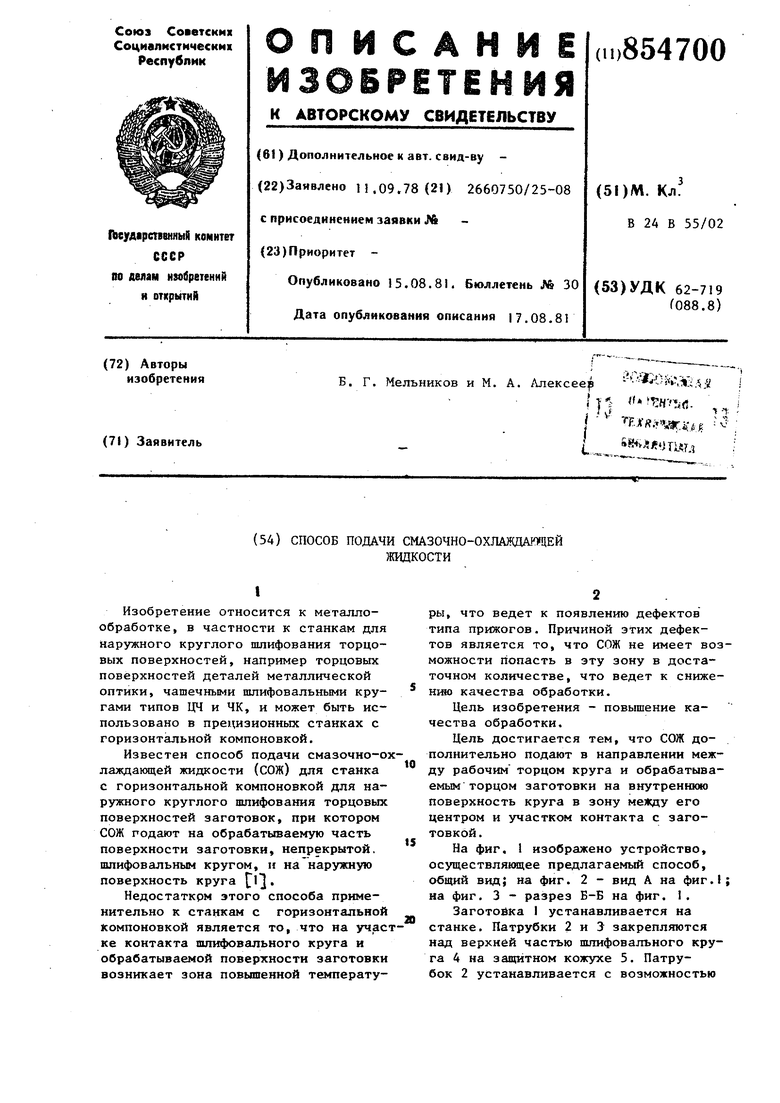
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261165C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261791C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261166C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261790C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2008 |
|
RU2367557C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
-Н
(/2J
