Изобретение относится к машиностроению, а именно к обработке металлов резанием с применением шлифовальных кругов и смазочно-охлаждающих технологических средств (СОТС), и может быть использовано на операциях шлифования заготовок из различных материалов.
Резкое повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости (уменьшения расхода). Одним из путей повышения стойкости шлифовальных кругов является усиление смазочного действия применяемых СОТС, что может быть обеспечено за счет совершенствования конструкции самих шлифовальных кругов.
Заявляемое изобретение направлено на достижение технического результата, заключающегося в повышении стойкости и работоспособности шлифовальных кругов.
Известен шлифовальный круг, пропитанный СОТС, например серой (см. Островский В.И. Импрегнирование абразивного инструмента. М.: НИИМАШ, 1983, 72 с. ). Основными недостатками данного аналога является то, что при его применении количество смазки, попадающей в зону обработки, часто оказывается недостаточным для эффективного смазочного действия, в результате импрегнирования увеличивается масса круга, нерационально используется СОТС в связи с импрегнированием всего объема круга.
Известен шлифовальный круг, в котором прорези на его рабочей поверхности заполнены твердой смазкой на основе графита в процессе его изготовления (см. Урывский Ф. П. и др. Работоспособность специальных шлифовальных кругов на бакелитовой связке при обработке титанового сплава. - В сб.: Абразивы. М.: НИИМАШ, 1981, N 2, с. 3-6). В качестве недостатка данного аналога можно отметить следующее: наличие прорезей на рабочей поверхности круга, выполненных в форме равнобочной трапеции с расположением большего основания трапеции со стороны периферии круга, ограничивает номенклатуру твердых смазок, которые могут быть применены для заполнения прорезей; в качестве твердых смазок, учитывая действие центробежных сил при вращении шлифовального круга с окружной скоростью (35-60) м/с и более, могут быть применены только составы, обладающие достаточно высоким пределом прочности на растяжение и обеспечивающие высокую прочность сцепления на границе "вставка - шлифовальный круг".
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа прерывистый шлифовальный круг с радиальным расположением пазов на его торцах (см. Якимов А.В. Оптимизация процесса шлифования. - М.: Машиностроение, 1975, с. 68). Пазы, выполненные на одном торце, смещены относительно пазов на другом торце на половину центрального угла расположения пазов.
У прототипа и заявляемого изобретения имеются следующие общие существенные признаки: в шлифовальном круге выполнены радиально расположенные пазы на обоих его торцах.
К недостаткам прототипа можно отнести следующее:
а) шлифование прерывистыми кругами выполняют, как правило, с применением смазочно-охлаждающих жидкостей (СОЖ). Однако, так как прерывистый круг генерирует мощные торцовые и окружные воздушные потоки, препятствующие попаданию СОЖ в зону обработки и на рабочую поверхность круга, эффективность и степень использования СОЖ весьма невелики;
б) в силу указанных выше причин происходит сильное разбрызгивание СОЖ и туманообразование.
Технический результат изобретения - повышение стойкости и работоспособности шлифовального круга.
Для достижения технического результата композиционный шлифовальный круг, имеющий на обoих торцах радиальные пазы, снабжен установленными в радиальных пазах смазочными элементами, каждый из которых выполнен в виде объемного каркаса из легкоразрушаемого при шлифовании материала, заполненного твердой сказкой и имеющего элементы для фиксации, при этом в каждом радиальном пазу выполнен конструктивный элемент для установки в нем элемента фиксации.
Кроме того, конструктивный элемент представляет собой одно или несколько отверстий или поперечный паз, а элемент для фиксации выполнен в виде одного или нескольких штырей или шипа.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки и их причинно-следственная связь с техническим результатом: в каждом из радиальных пазов на торце шлифовального круга выполнено одно или несколько цилиндрических отверстий (поперечных пазов или других конструктивных элементов) и установлен смазочный элемент в виде объемного каркаса из легкоразрушаемого при шлифовании материала, заполненного твердой смазкой.
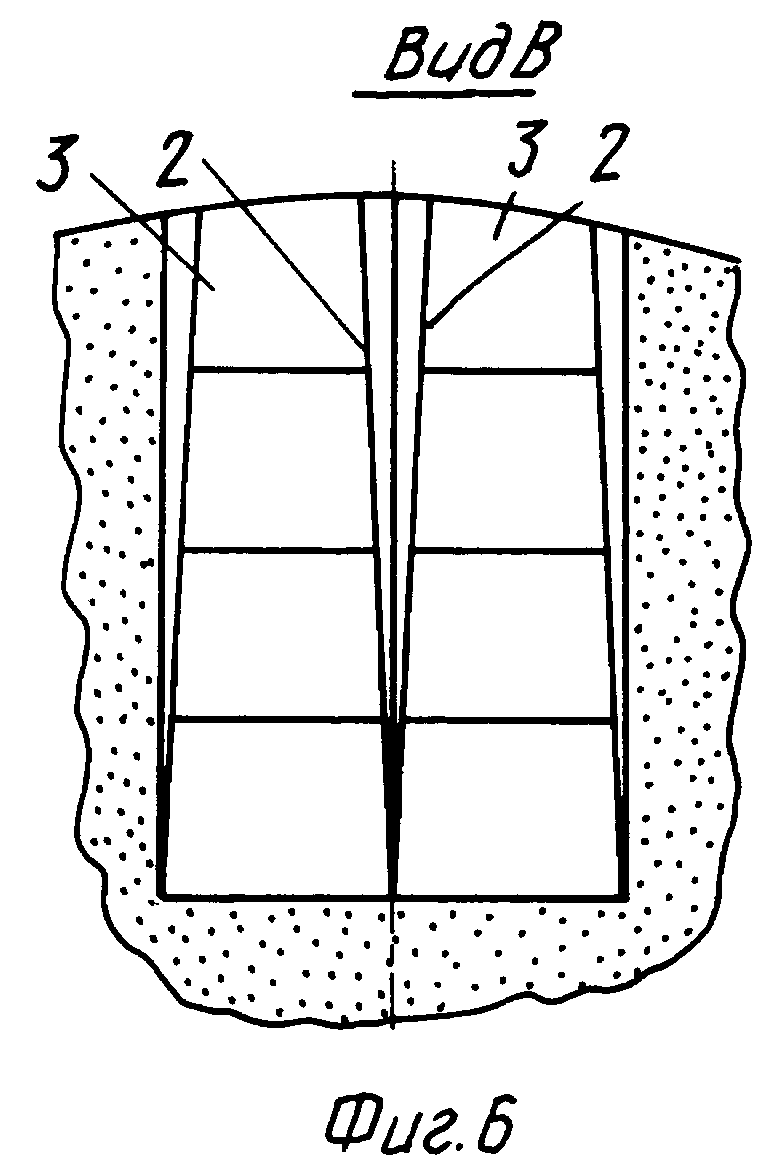
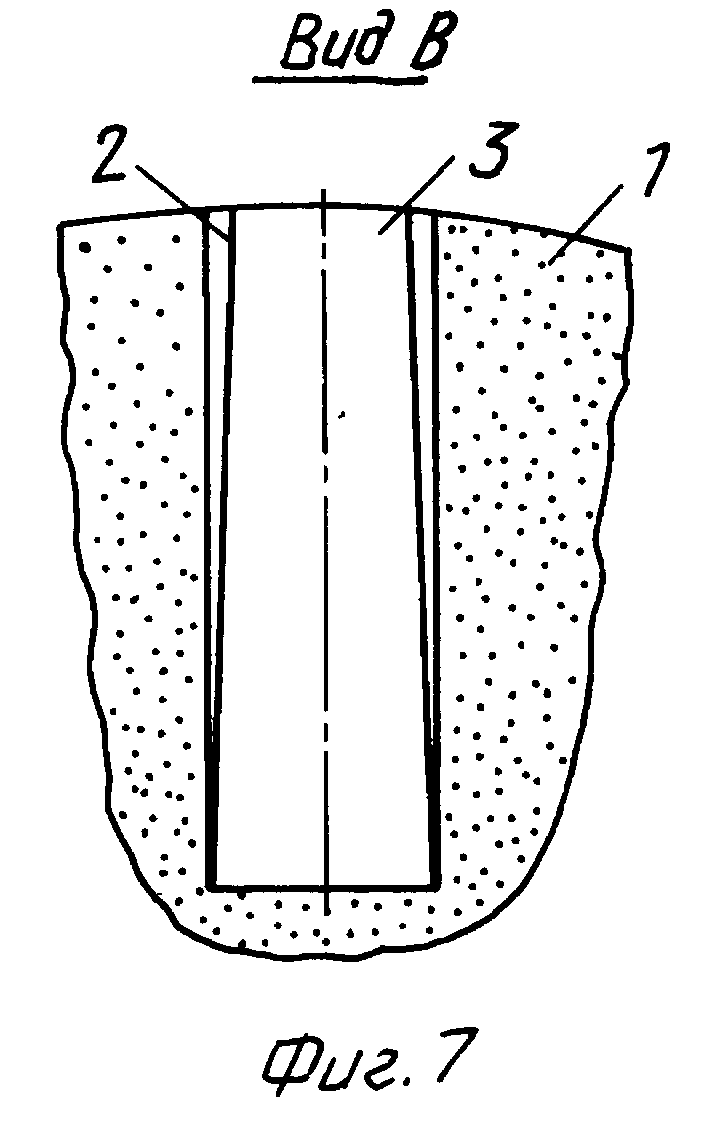
Наличие смазочного элемента в радиальных пазах шлифовального круга позволяет существенно усилить смазочное действие СОТС за счет полного исключения негативного влияния воздушных потоков и гарантированного проникновения смазки в зону контакта круга и заготовки. В результате этого значительно снижается теплонапряженность шлифования, уменьшается износ (расход) круга и повышается его работоспособность и стойкость. Значительно уменьшается разбрызгивание СОЖ, подаваемой поливом, что способствует усилению ее охлаждающего и моющего действий. Изготовление смазочных элементов в виде объемных каркасов, заполненных твердой смазкой, и их фиксация в радиальных пазах с помощью конструктивных элементов (штырей, шипов и т.п.), выполненных заодно с объемным каркасом, препятствует выпадению смазочных элементов из радиальных пазов, имеющих в продольном и поперечном сечениях прямоугольную форму, под действием центробежных сил при вращении круга и позволяет использовать в качестве твердой смазки составы, бруски которых имеют относительно невысокую прочность. Кроме того, предлагаемое конструктивное оформление шлифовального круга и смазочных элементов делает возможным быструю замену смазочных элементов одного состава на смазочные элементы другого состава в случае изменений требований и условий выполнения шлифовальной операции, упрощает технологию изготовления абразивного круга с радиальными пазами. Оформление внутренней полости объемного каркаса в радиальном направлении в форме равнобочной трапеции (фиг. 1, 6, 7) с расположением большего основания трапеции со стороны посадочного отверстия круга исключает выпадание твердой смазки из смазочного элемента (каркаса) под действием центробежных сил при вращении круга. С целью унификации размеров смазочных элементов для кругов разных размеров в радиальные пазы можно устанавливать несколько смазочных элементов (два и более), имеющих одинаковые конструктивные параметры (фиг. 6). При применении твердых смазок, обладающих достаточно высоким пределом прочности, смазочный элемент может быть выполнен без поперечных перегородок (фиг. 7).
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна".
По мнению авторов, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в машиностроении, а именно при изготовлении абразивного инструмента.
Получение технического результата, заключающегося в обеспечении эффективного смазочного действия в зоне контакта шлифовального круга и заготовки, обусловливающего достижение поставленной цели - повышение стойкости и работоспособности круга, позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
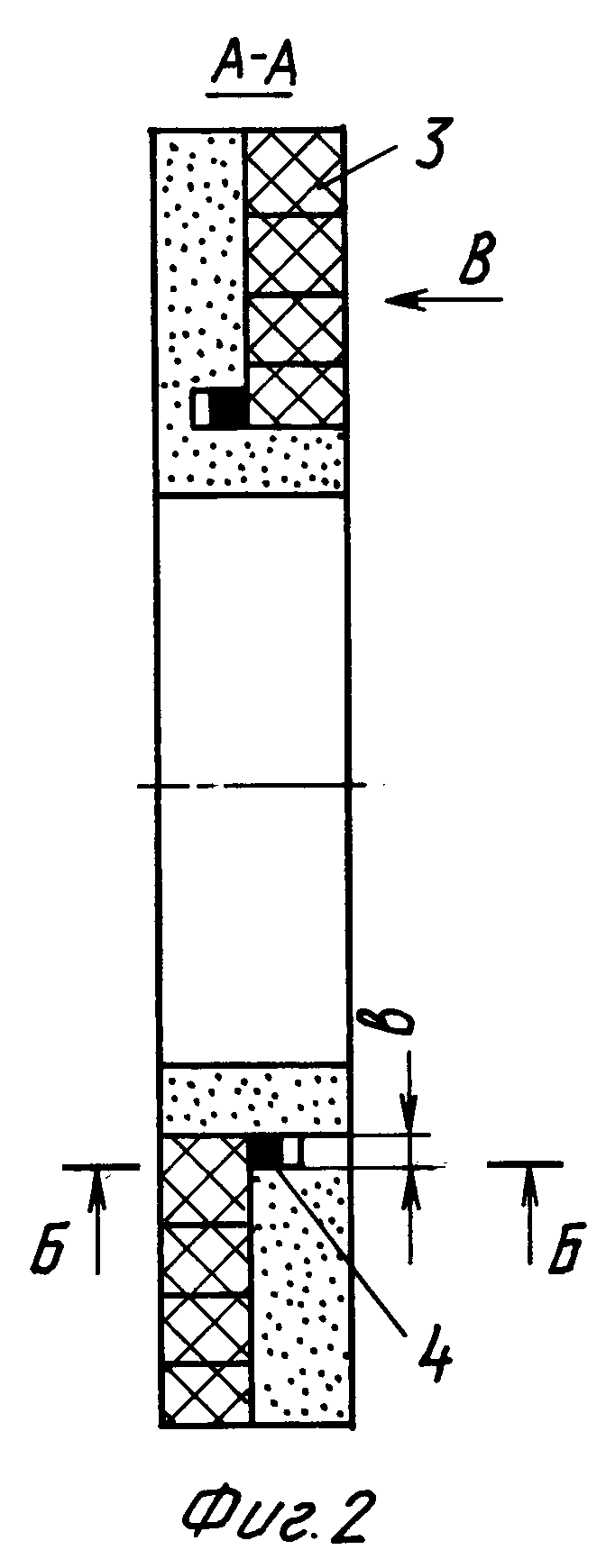
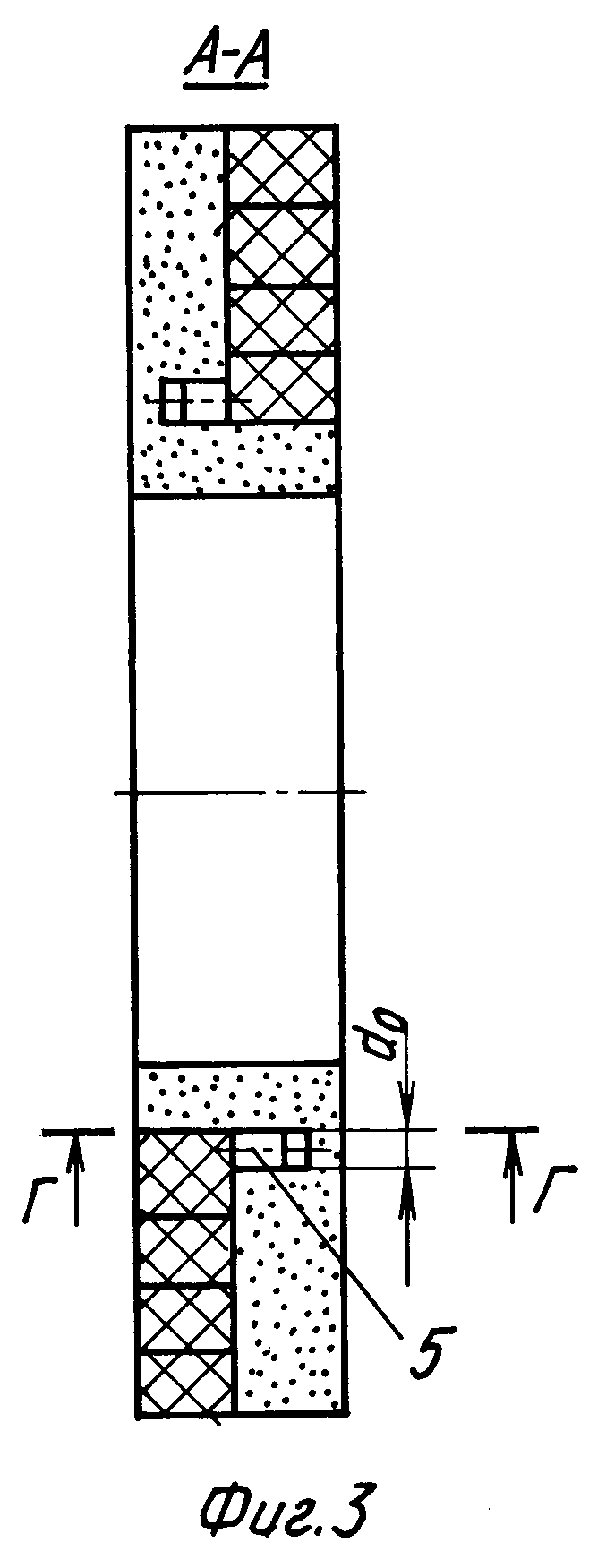
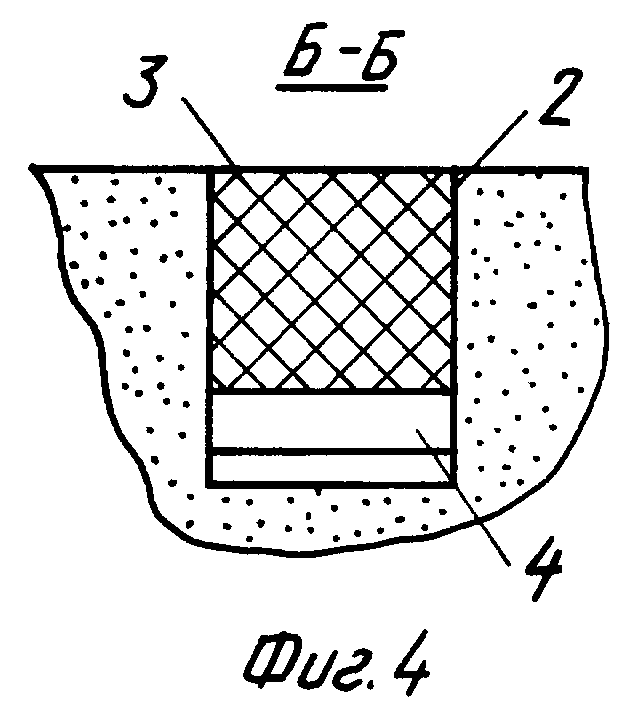
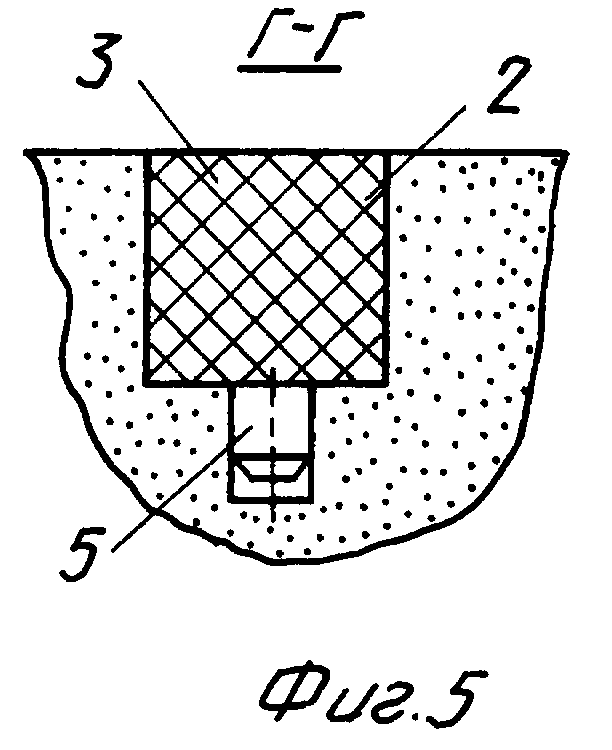
Сущность изобретения поясняется графическими материалами: на фиг. 1 - чертеж общего вида композиционного шлифовального круга; на фиг. 2, 3 - чертежи разреза А-А; на фиг. 4 - чертеж разреза Б-Б смазочного элемента в поперечном направлении, фиксация которого выполнена с помощью шипа, установленного в поперечный паз; на фиг. 5 - чертеж разреза Г-Г смазочного элемента в поперечном направлении, фиксация которого выполнена с помощью штыря, установленного в отверстие абразивного круга; на фиг. 6 - чертеж вида В (вариант установки в один радиальный паз двух смазочных элементов); на фиг. 7 - чертеж вида В (вариант исполнения смазочного элемента без поперечных перегородок).
Заявляемое изобретение содержит круг 1 с прямоугольными радиальными пазами, выполненными на обоих торцах шлифовального круга, в которые установлены смазочные элементы 2 в виде объемных каркасов, заполненных твердой смазкой 3. В радиальных пазах выполнены отверстия или поперечные пазы, которые предназначены для фиксации смазочных элементов посредством шипа 4 или штыря 5, выполненных как единое целое с объемным каркасом. Объемный каркас выполнен из материала, легко разрушаемого в процессе шлифования, и не засаливающего рабочую поверхность шлифовального круга.
Шлифовальный круг работает следующим образом. При диспергировании материала обрабатываемой заготовки режущими зернами шлифовального круга и его пластическом деформировании давящими зернами в зоне контакта происходит интенсивное тепловыделение, под воздействием которого часть смазки, находящейся в радиальном пазу на уровне периферийной поверхности круга, переходит из твердого агрегатного состояния в жидкое и наносится при вращении круга тонким слоем на обрабатываемую поверхность заготовки, а так же пропитывает объем круга, расположенный в непосредственной близости к пазам. В результате этого смазка равномерно распределяется по зоне контакта, обеспечивая эффективное смазочное действие, снижение трения абразивных зерен по материалу обрабатываемой заготовки, уменьшается теплонапряженность процесса шлифования и интенсивность износа шлифовального круга, повышаются его стойкость и работоспособность.
Заявляемое решение не оказывает отрицательного влияния на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113342C1 |
| ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153974C2 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2152868C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2193962C1 |
| АБРАЗИВНЫЙ КРУГ (ВАРИАНТЫ) | 1996 |
|
RU2160661C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2153412C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2163535C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113339C1 |
Изобретение можно использовать в машиностроении на операциях шлифования заготовок из различных материалов. Композиционный шлифовальный круг имеет на обоих торцах радиальные пазы. В каждом из них выполнен конструктивный элемент в виде одного или нескольких отверстий, паза. В радиальных пазах круга установлены смазочные элементы в виде объемного каркаса из легкоразрушаемого при шлифовании материала, заполненного твердой смазкой. В последнем предусмотрены элементы фиксации в виде одного или нескольких штырей, шипа, предназначенные для взаимодействия с упомянутыми конструктивными элементами радиальных пазов. Такая конструкция позволяет производить быструю замену смазочных элементов одного состава на другой, упрощает технологию изготовления абразивного круга с радиальными пазами. Обеспечивает эффективное смазочное действие в зоне контакта шлифовального круга и заготовки, что повышает стойкость и работоспособность круга. 4 з.п.ф-лы, 7 ил.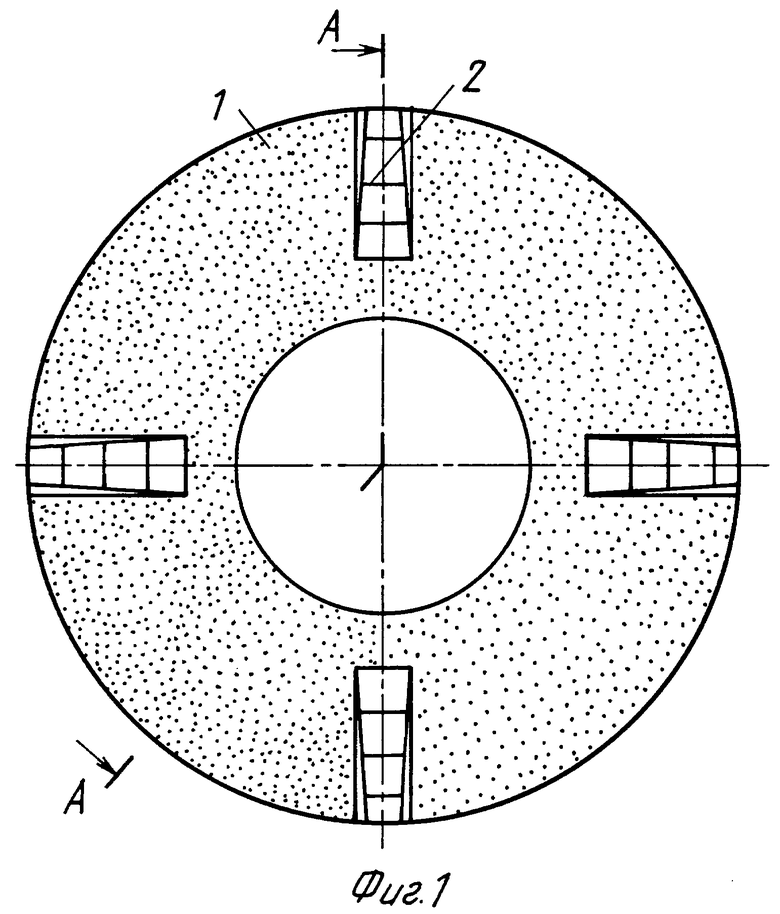
| ЯКИМОВ А.В | |||
| Оптимизация процесса шлифования | |||
| - М.: Машиностроение, 1975, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Прерывистый абразивный круг | 1974 |
|
SU517478A2 |
| Шлифовальный круг | 1987 |
|
SU1440683A1 |
| Абразивный торцовой инструмент | 1985 |
|
SU1311921A1 |
| GB 1441899, 07.07.1976. | |||
