Изобретение относится к металлообработке и может быть использовано при плоском торцовом шлифовании.
Известен круг (см. авт. свид. СССР №901039, кл. В 24 В 55/02, 1982 г.), содержащий планшайбу с наклонными каналами, фланец с воронкой, втулку и сепаратор с вставками из высококоэрцитивного материала.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, относится то, что в известном круге смазочно-охлаждающая жидкость (СОЖ), протекающая в порах круга под действием радиально направленных сил, выбрасывается из него через периферийную поверхность. При торцовом шлифовании СОЖ в зону обработки практически не попадает.
Известен круг для плоского шлифования (см. технологические инструкции ВНИИАШ "Прогрессивные методы шлифования пропитанным абразивным инструментом". М.: НИИмаш, 1978. - 26 с.), пропитанный смазочно-активными веществами (CAB).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга, относится то, что при использовании известного круга невозможно применить подачу СОЖ через поры круга, так как они заполнены CAB. Применяемая СОЖ практически не попадает в зону шлифования, что повышает теплонапряженность обработки.
Наиболее близким кругом того же назначения к заявляемому изобретению по совокупности признаков является пористый круг для торцового шлифования (см. ГОСТ 2424-83, типы 11 и 6 на керамической связке), выполненный в виде конической или цилиндрической чашки и принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга, принятого за прототип, относится то, что при торцовом шлифовании известным кругом СОЖ, подаваемая через поры, центробежной силой транспортируется в радиальном направлении. В поровом пространстве из-за высокой динамики разгона СОЖ с увеличением координаты по радиусу давление жидкости падает. В зону шлифования из порового пространства СОЖ практически не попадает.
Сущность изобретения заключается в следующем.
Снижение теплонапряженности процесса абразивной обработки является особенно актуальным при торцовом шлифовании из-за большой длины дуги контакта круг - заготовка. При этом распространенным видом заготовок, шлифуемых торцом круга, являются клиновидные заготовки, теплонапряженность обработки которых еще более высока.
Кроме того, повышение в последнее время стоимости шлифовальных кругов сделало особенно актуальной проблему повышения их стойкости.
Технический результат - повышение качества и производительности торцового шлифования заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что известный шлифовальный круг для плоского торцового шлифования выполнен в виде конической или цилиндрической чашки и содержит поры. Особенность заключается в том, что поры на наружной конической или цилиндрической поверхности круга, а также на его нерабочем торце заполнены смазочно-активным веществом, непроницаемым для жидкости.
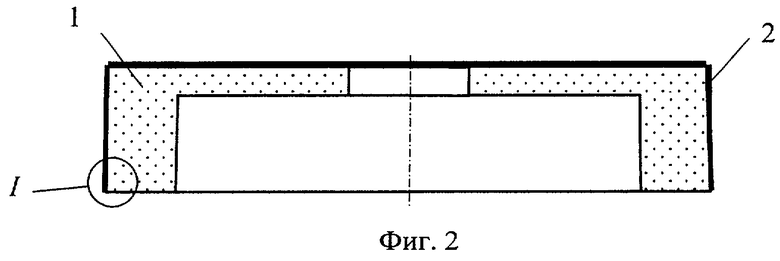
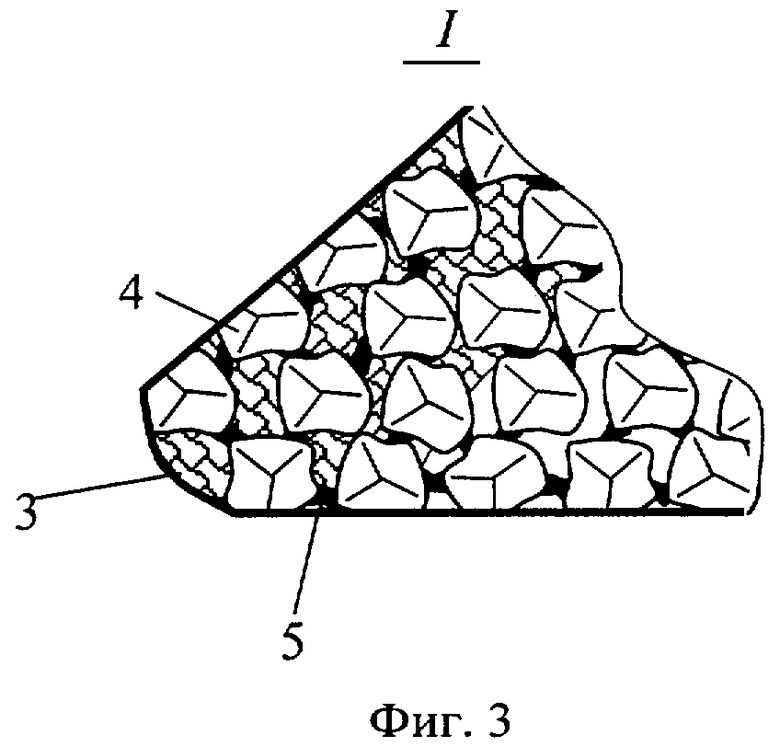
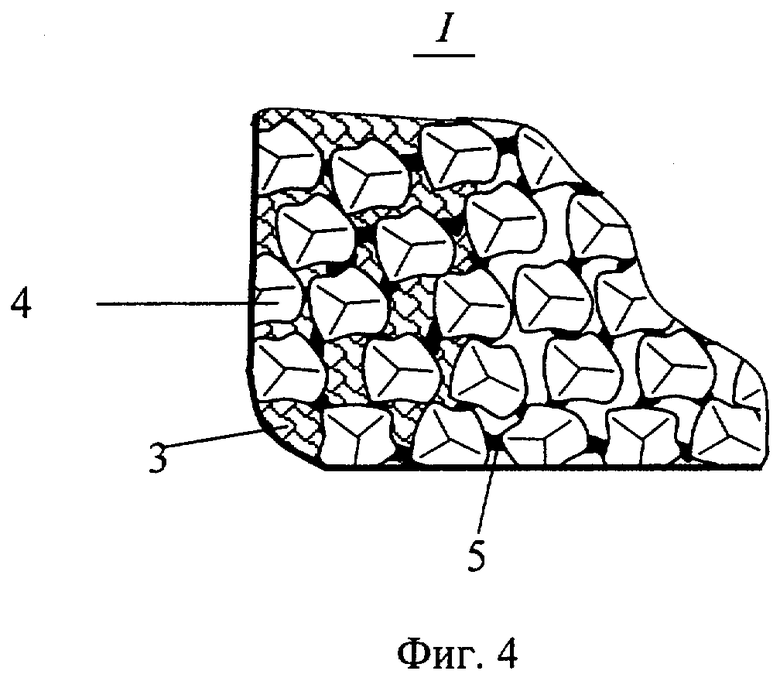
На чертежах представлено: на фиг.1 и 2 изображен соответственно конический и цилиндрический круг для плоского торцового шлифования, поры на периферийной и торцовой (нерабочей) поверхностях которого заполнены CAB, на фиг.3 и 4 изображены виды I.
Конический и цилиндрический (см. фиг.1 и 2) шлифовальные круги 1 содержат в поверхностном слое 2 CAB 3, абразивные зерна 4, связку 5.
При шлифовании СОЖ, подаваемая через поры круга 1 (например, свободно падающей струей на внутреннюю коническую или цилиндрическую поверхность круга), под действием центробежных сил проникает в поровое пространство круга и движется к его наружной (периферийной) поверхности, через которую жидкость вытекать (выбрасываться) наружу не может, так как поры на этой поверхности заполнены CAB, непроницаемым для жидкости. Создающийся при этом подпор жидкости направляет ее в поровом пространстве вдоль этой поверхности. Если она цилиндрическая, то поток жидкости практически поровну (из-за малости гравитационных сил по сравнению с центробежными) разделяется в направлении рабочего и нерабочего торцов круга. Если наружная (периферийная) поверхность круга коническая, то больший поток будет направлен в сторону торца круга большего диаметра (в сторону рабочего торца круга). Поток жидкости, направленный в сторону нерабочего торца будет остановлен, так как поры на этой поверхности тоже заполнены CAB.
При торцовом шлифовании для уменьшения площади контакта (а следовательно, и теплонапряженности) ось круга, как правило, наклоняют к шлифуемой поверхности на 1°...2°. В связи с этим круг своей рабочей торцовой поверхностью контактирует с заготовкой узкой полосой, расположенной около наружной кромки торца. CAB, заполняющее поры на наружной поверхности круга, попадая в зону шлифования, активно участвует в процессе обработки. СОЖ движется в поровом пространстве круга и вырывается наружу из-под слоя CAB. CAB попадает в наиболее нагруженную часть зоны шлифования, где наиболее важны его смазочные свойства, а СОЖ омывает зону шлифования, отводя от нее тепло. Теплосиловая напряженность обработки снижается. Кроме того шлам, расположенный в межзеренном пространстве, вымывается СОЖ. Все это улучшает условия шлифования, повышается период стойкости круга. Появляется возможность повышения производительности обработки.
В условиях прототипа СОЖ по вышеуказанным причинам в межзеренное пространство в зоне шлифования практически не попадает (тем более его не заполняет), а следовательно, и эффективность СОЖ низка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ПЛОСКОГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2005 |
|
RU2279969C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261165C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261791C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261790C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261166C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ТОРЦОВОГО ШЛИФОВАНИЯ | 2008 |
|
RU2372182C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| Способ шлифования | 1989 |
|
SU1748996A1 |
Изобретение относится к области машиностроения и может быть использовано при плоском торцовом шлифовании заготовок. Пористый шлифовальный круг выполнен в виде конической или цилиндрической чашки. Поры на наружной конической или цилиндрической нерабочей поверхности круга и на его нерабочем торце заполнены смазочно-активным веществом (CAB), непроницаемым для жидкости. В процессе обработки смазочно-охлаждающая жидкость, подаваемая в зону шлифования через поры круга, вырывается наружу в том месте, где заканчивается CAB. В результате снижается тепловая напряженность обработки и повышаются качество и производительность шлифования. 4 ил.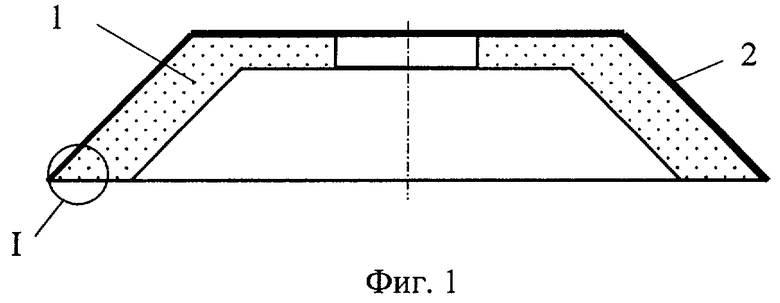
Шлифовальный круг для плоского торцового шлифования, выполненный в виде конической или цилиндрической чашки и имеющий поры, отличающийся тем, что поры на наружной конической или цилиндрической нерабочей поверхности круга и на его нерабочем торце заполнены смазочно-активным веществом, не проницаемым для смазочно-охлаждающей жидкости.
| Ветряное колесо | 1925 |
|
SU2424A1 |
| Абразивные инструменты | |||
| Конструкция и размеры | |||
| Шлифовальные круги, типы 11 и 6 на керамической связке | |||
| ХУДОБИН Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке, М., Машиностроение, 1977, с.135, 144 | |||
| ВОГСОЮЗНАЯ йЛ11Ш1:5-'и1ии'1ЕОш | 0 |
|
SU390932A1 |
| US 4209950 А, 01.07.1980. | |||

