2. Способ ПОП.1, отличающийся тем, что операцию прессования осуществляют s магнитном поле с переменной напряженностью, определяемой из зависимости
Е(т-Тп„)/(ТпгТч 1 Е«,
J
Е - напряженность магнитного поля в данный момент времени;
Т - температура композита (соединяемых деталей и клея) в данный момент времени;
f..- температура, при которой
п происходит удаление из композита адсорбционно-актйвной влаги;
Т„дтемпература плавления используемого клея; максимальная напряженность
МРКС постоянного магнитного
поля. 3,- Способ по п. 1, о т л и ч а ющ и и с я тем, что при проведении операции охлаждения на детали воздействуют магнитным полем максимальной напряженности, достигнутой при прессовании.



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования деталей одежды и готовых изделий | 1989 |
|
SU1714008A1 |
| Способ влажно-тепловой обработки деталей швейных изделий | 1990 |
|
SU1781350A1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2171082C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2137409C1 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2262281C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СМАЧИВАЕМОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ПОЛИМЕРНЫМ КЛЕЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2040793C1 |
| СПОСОБ СКЛЕИВАНИЯ МАТЕРИАЛОВ | 2005 |
|
RU2292826C1 |
| СПОСОБ КЛЕЕВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2287971C2 |
| Способ влажно-тепловой обработки швейных изделий | 1990 |
|
SU1772268A1 |
| Устройство для изготовления полимерных гранул, армированных волокнами | 2022 |
|
RU2804848C1 |
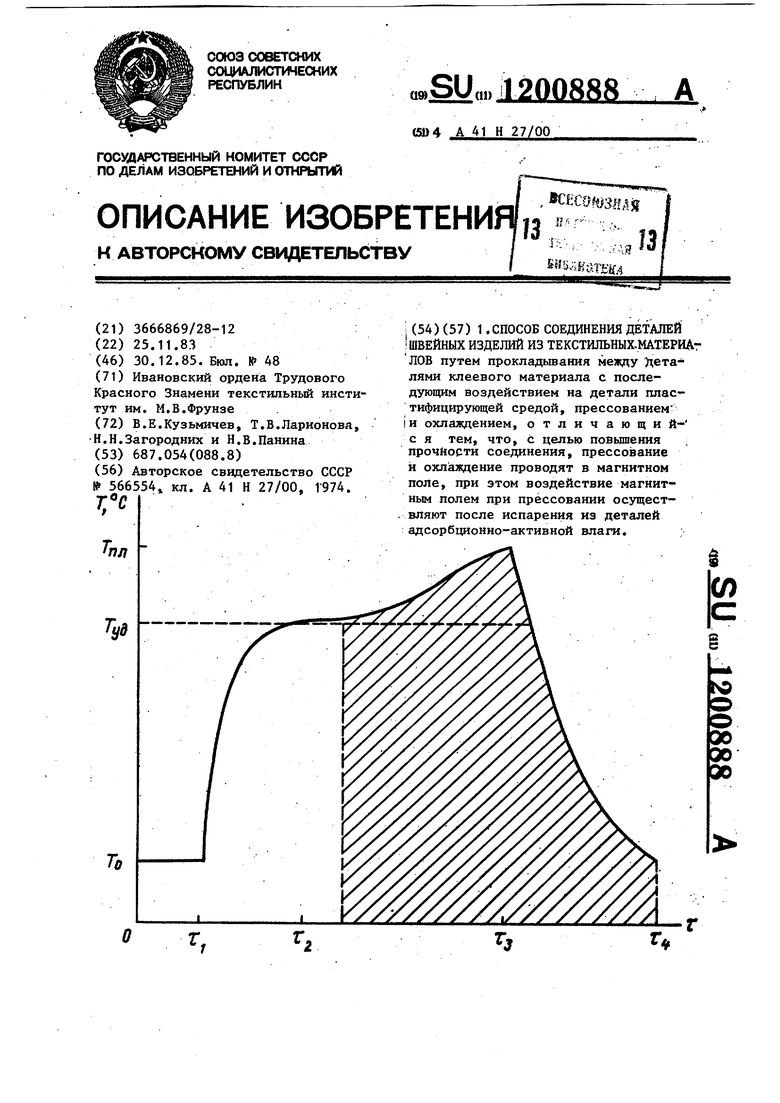
Изобретение относится к швейной и текстильной отраслям промьшшенности и может быть использовано как для соединения деталей одежды, так и при производстве композитных 5 дублированных полотен. , Цель изобретения - повьшение прочности соединения. Способ соединения деталей швейных изделий из текстильных материалов заключается в том, что между соединяемьми деталями прокладьтают клеевой материал, воздействуют на детали пластифицирующей средой, например водяным паром, прессуют и охлаждают. Прессование и охлаждение проводят в магнитном поле, при этом воздействие магнитным полем при прессо вании осуществляют после испарения из деталей адсорбционно-активной влаги. Введение обработки в магнитном поле обеспечивает формирование в зоне контакта клея с текстильным материалом интенсивного адгезионного взаимодействия под влиянием одновременной перестройки макромолекул волокон и клея. С учетом внутренних изменений в волокнах при сушке и охлаждении необходимо держать молекулы клея в ориентированном положении пока вся система текстильный материал клей - текстипьньй материал не до- 35 сти маг до то на ляю нап зав где ния пол дос рыв ля тур пер гнет равновесного состояния. Если нитное поле отключать задолго окончания процесса охлаждения, прочность соединения будет ниже 25-32%. Операцию прессования осуществт в магнитном поле с переменной ряженностью, определяемой из исимости 1,&1-1 Vrf л ЛЛ Е«(т-Ту)/(т„л-Туд1 Е„,кс, Е - напряженность магнитного 5 - наппяженность магнитнп поля в данный момент- времени;Т - температура композита (соединяемых деталей и клея) в данный момент времени; температура, при которой происходит удаление из композита адсорбционно-активной влаги; температура плавления исполь-зуемого клея; максимальная напряженность клея постоянного магнитного поля. . При проведении операции охлаждена детали воздействуют магнитным ем максимальной напряженности, тигнутой .при прессовании. Непреное увеличение напряженности поспособствует расшатыванию струкы клея и насильственно ускоряет j еориентацию его молекул. Это действие магнитного поля носит динамический характер. Пример. Проверяли соединени деталей из полушерстяной постоянной ткани Моника арт.Н-2533 и прокладочной ткани арт. 75008 с точечным регулярным покрытием полиамидньм клеем, а также костюмной хлопчатобумажной ткани арт. 3304 с прокладочной тканью арт. 202 со сплошным покрытием полиэтиленового клея. Режимы соединения приведены в - та.бл. 1. . В случае предлагаемого способа в нижнюю подушку пресса CS 313 Паи .нбния бьш вмонтирован постоянньй электромагнит, через обмотку которого пропускали постоянный ток. Напряженность создаваемого магнитного поля от нуля до ма1 симального значения E,. задавали, путем изменения напряжения в обмотке от О до 42 В. Указанные пределы выбраны в соответ ствии с требованиями техники безопасности. Изменение напряженности постоянного магнитного поля от О ществляли путем регулирования напря жения по формуле Т-100 . . V100 где И 100 регулируемое напряжение в обмотке. В; температура удаления адсорбционно-активной влаги о р .42 - максимальное напряжение в обмотке, В. В случае полиамидного клея, для которого , формула (2) имела вид . .1 (Т-100) (3) Т-100 120-100 20 В Случае полиэтиленового клея. для которого , формула (2) принимала следующий вид U Т-100 .,4(T-100) (4 130-100 Таким образом, при температуре пакетов Т 100с U 0, а при дрстижении композитом температуры U 42 В. Сущность выполнения предлагаемого способа поясняется графиком, представленным на чертеже и показывающим изменение температуры клея на различных этапах способа в зависимости от времени обработки. На графике приняты следующие условные обозначения, совпадающие с теми, которые использованы в формуле (1) и табл. -1: температура клея С, температура удаления из композита адсорбционно-активной влаги; температура окружающего воздуха;время, с; время формирования композита; время воздействия адсорбционно-активной средой; -э- время горячего прессования; 4- время охлаждения. Заштрихованный участок графика показывает момент начала и длитель- . ность обработки композита в постоянном магнитном поле. , Формирование композита в течение времени t, ведут при температуре окружающего воздуха Т. После обработки в течение времени пластифицирующей средой композит имеет температуру, при которой :Не происходит разрушения связи адсорбционно-активной влаги с материалом. . .. Во время горячего прессования S производят испарение адсорбционноактивной влаги из композита. Во время испарения температура композита составляет 100 С (температура кипения воды). После удаления всей адсорбционно-активной влаги температура композита начинает возрастать и в этот момент начинают обработку постоянным магнитным полем. Обработку постоянным магнитным полем начинапи через 3-4 с после пропаривания композита и продолжали вплоть до его охлаждения. Одновременно с повышением температуры пакета увеличивают напряженность магнитного поля с использованием формул. Необходимость такого проведения операции вызвана следующим. В результате контактного нагрева отдель|ные молекулы клея, например, те, ;которые контактируют с горячей по;душкой пресса (верхней), будут иметь более высокую температуру, чем те, |Которые находятся несколько дальше. Поэтому более нагретые участки в объеме клея раньше перейдут в вязкотекучее состояние, а менее нагретыепозднее. По мере возрастаниятемпературы клея сбудет происходить постепенный переход клея по всему обмену в вязкотекучее состояние,; Воздействие магнитным полем начинают до того, как весь клей перейдет в вязкотекучее состояние, а именно в момент переходаотдельных первых молекул, при минимальной напряженности поля. Напряженность поля по мере увеличения объема клея, находящегося в вязкотекучем состоянии, увеличивают, т.е. количественные изменения в объеме клея вызывают Количественные изменения напряженности м агнитного поля. Это вызвано особенностями проведения операций дублирования текстильных материалов на процессах в условиях контактного нагрева.. .
После достижения клеем температуры плавления Т начинают охлажи базовый 1003025,9
дать композит в течение времени продолжая магнитную обработку. Охлаждение ведут до полного затвердевания клея, после чего магнитное поле отключают.
Склеенные образцы подвергали испытаниям на расслаивание, по результатам которых оценивали эффективность предлагаемого способа. Прочность на расслаивание определяли на приборе РТ-30 по методике ЦНИИШП. Ширина испытуемой полоски, йырезанной из композита, составляла 5 см.
Результаты представлены в табл.2.
Из табл. 2 видно, что предлагаемый способ повышает прочность склеивания на 9-44% в зависимости от состава композита. Это является следствием положительного влияния магнитного поля на структуру клеев.
Т а б л и ц а 1
Таблица 2
1004025,8
1005029,7
1202028,6
Арт.Н-2533 +
арт 75008 Предлагаемый
APT . 3304 «- Прототип и базовый
объект16020 . 43,8
Предлагаейый
VPT.202
28 44 23 15
33,1
30 40 50 20
37,1
/
36,4
зз;о
47,6
20
160
| Способ соединения деталей швейных изделий | 1974 |
|
SU566554A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| СПОСОБ СОЕДОНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ из ТЕКСТИЛЬНЫХ-МАТЕРИАг ЛОВ путем прокладывания между лями клеевого материала с последзгющим воздействием на детали пластифицирующей средой, прессованием и охлаждением, отличающи йс я тем, что, с целью повышения прочности соединения, прессование и охлаждение проводят в магнитном поле, при этом воздействие магнитным полем при прессовании осуществляют после испарения из деталей адсорбционно-активной влаги | |||
| : | |||
