Изобретение относится к обработке металлов давлением и может быть использовано в различных областях промышленности при изготовлении изогнутых длинномерных изделий, в частности профилей открытого типа.
Известны способы гибки изделий с замкнутым профилем, в частности труб, заключающиеся в изгибе заготовки с эластичным наполнителем (SU №386695, 1973; SU №963608, 1982; SU №1299651, 1987; SU №1466084, 1995; RU №1552449, 1995; RU №2094151, 1997; RU №2201308, 2003; US №3841138, 1974; US №6389872, 2002).
Эти способы сложны и не предназначены для гибки профилей открытого типа.
Известен также способ гибки труб (RU №1417281, 1986), реализуемый с помощью гибочной оправки. Гибку трубы осуществляют протягиванием через верхнюю и нижнюю матрицы с профилем изгибаемой трубы и гибочную оправку, расположенную между ними. Оправка содержит секции эластичного наполнителя, несущего на конце упругую ступенчатую шайбу, металлический калибрующий вкладыш с пазом для размещения ступенчатой шайбы и с хвостовиком для размещения секций эластичного наполнителя. Эластичный наполнитель гибко связан с многоэлементным гибочным узлом. Изгиб осуществляют протягиванием через матрицу металлического калибрующего вкладыша, воздействующего наружной поверхностью на переднюю кромку заготовки с одновременным колебательным движением.
Известен способ гибки трубы с помощью оправки, выполненной в виде монолитного эластичного тела, обеспечивающей исключение образования гофра (US №3383901, 1968).
Известен способ гибки трубных заготовок (SU №1433546, 1986), реализуемый устройством, состоящим из гибкой оправки, разъемной матрицы с криволинейным каналом, полого толкателя и механизма создания давления в гибкой оправке. Гибкая оправка выполнена в виде жестких звеньев, шарнирно связанных один с другим и установленных внутри эластичной втулки и упора, шарнирно связанного с нижним крайним жестким звеном. Устройство предназначено для получения крутоизогнутых одноколенных патрубков с высоким радиусом кривизны и реализует способ гибки трубных заготовок следующим образом. В отверстие трубной заготовки вводят упругую оправку. При подаче давления жесткие звенья сжимают эластичную втулку, растягивая трубную заготовку в окружном направлении и создавая внутреннее давление, препятствующее потере ее устойчивости. Затем проталкивают трубную заготовку через разъемную матрицу и этим формуют деталь.
К недостаткам известных способов относится их сложность и высокая стоимость оправки.
Известен способ гибки труб с наполнителем, включающий введение в трубу гибкой оправки и регулировку давления на стенки трубы в процессе ее гибки элементами гибкой оправки (SU №727270, 1980). Внутреннее давление при реализации способа создают за счет сжатия эластичных колец оправки.
Этот способ имеет следующие недостатки: возможны отпечатки внутри трубы в месте установки металлических шайб, что снижает качество получаемого изделия.
Наиболее близким по технической сущности к заявленному изобретению является способ гибки труб (SU №1692708, 1991), основанный на использовании оправки, содержащей полую штангу, на которой подвижно установлен гибкий контейнер с наполнителем. В качестве наполнителя используют полиэтиленовые шарики. Оправка содержит также ограничивающие контейнер эластичные упругие уплотнители, соединенные между собой гибкой трубкой. Внутри уплотнителей и гибкой трубки имеется тяга, закрепленная с внешней стороны уплотнителя. Оправку вводят в трубу в зону гибки и закрепляют тягу неподвижно, затем движением полой штанги выдвигают контейнер, при этом наполнитель перемещается в трубу в зону гибки. Закрепляют полую штангу, освобождают тягу, движением тяги подпрессовывают наполнитель в зоне гибки и закрепляют тягу неподвижно. Затем производят гибку традиционными приспособлениями, причем в процессе гибки оправка перемещается вместе с трубой. После гибки оправку извлекают из изделия. Для этого освобождают тягу и с ее помощью втягивают наполнитель в контейнер, размещают контейнер на полой штанге в исходном положении перед зоной гибки, затем высвобождают полую штангу и извлекают оправку.
Конструкция оправки, с помощью которой осуществляют описанный выше способ, сложна и дорогостояща, а собственно способ трудоемок вследствие сложности установки, регулировки и снятия оправки. К тому же при использовании оправки такой конструкции при гибке незамкнутого профиля не исключено образование гофра, так как наполнитель не сможет обеспечить равномерно распределенное давление на внутренние стенки профиля (из-за наличия незамкнутой зоны профиля).
Задачей, решаемой изобретением, является упрощение способа, снижение его стоимости и трудоемкости.
Поставленная задача решается за счет того, что при подготовке к гибке длинномерных полых изделий с профилем открытого типа размещают внутри заготовки наполнитель из твердого эластичного материала, при этом наполнитель по форме и размерам тождественен форме и размерам внутренней полости заготовки и образован из набора продольно ориентированных вдоль заготовки длинномерных вставок, толщина каждой из которых не превышает ширины незамкнутой части заготовки.
Набор продольных вставок, образующий наполнитель, предпочтительно выполнен из полимерного материала, в частности из полиэтилена низкого давления, или из поливинилхлорида, или из фторопласта.
Гибку заготовки осуществляют до достижения радиуса изгиба готового изделия в пределах от 50 до 3500 мм.
Технический результат, который достигается при использовании изобретения, заключается в возможности качественной гибки открытых профилей любой сложной формы, в упрощении подготовительных операций по установке наполнителя в полость заготовки изделия и его извлечению за счет того, что наполнитель представляет собой набор вставок, преимущественно плоских пластин, из которых собирают наполнитель требуемой формы и размеров, полностью идентичных форме и размеру внутренней полости заготовки. Возможность гибки профилей любой сложной формы обеспечивается тем, что наполнитель (оправка), размещаемый в профиле, собирается из отдельных элементов-вставок, обеспечивающих точное повторение любой внутренней формы профиля, при этом предлагаемая конструкция наполнителя проста и технологична. Наполнитель, изготовленный в соответствии с заявленным изобретением, прост в производстве, технологичен, дешев и имеет большой срок службы, что удешевляет способ гибки, при этом возможна замена одной поврежденной вставки из набора. Высокое качество гибки обеспечивается за счет точного повторения наполнителем сложной формы внутренней части профиля и вследствие проскальзывания наполнителя по стенкам профиля при гибке (низкий коэффициент трения материала наполнителя).
Изобретение поясняется чертежом, на котором представлен фрагмент профиля с наполнителем (оправка), собираемым из отдельных элементов, размещенных в профиле.
Способ гибки длинномерных полых изделий, преимущественно алюминиевых профилей, осуществляется следующим образом.
Гибку выполняют на гибочной трехвалковой машине, имеющей два активных ролика и один пассивный.
Наполнитель, размещаемый в полости заготовки, представляет собой набор продольно расположенных в заготовке вставок из эластичного, преимущественно полимерного, материала. Длина вставок, как правило, равна длине изделия. В качестве материала для изготовления вставок используют преимущественно полиэтилен низкого давления, можно также использовать поливинилхлорид, фторопласт, а также капролон, полиамид и т.д. Материал, из которого изготавливают вставки наполнителя должен обладать достаточной прочностью и эластичностью. При этом материал должен иметь низкий коэффициент трения (хорошее скольжение деталей между собой) о стенки профиля и между слоями наполнителя, что обеспечивает высокое качество гибов и легкость извлечения из полости изготовленного изделия по окончании процесса. Скольжение деталей может быть обеспечено путем добавления снижающих трение порошков и составов.
Собранный из длинномерных вставок наполнитель плотно размещается по длине заготовки, полностью заполняя ее полость. Под конкретную форму и размеры внутренней полости изделия создают свой индивидуальный набор длинномерных вставок. Обычно используют вставки в виде пластин, толщина каждой из которых не более ширины открытой части заготовки профиля, для того, чтобы их можно было легко устанавливать в полости заготовки и извлекать из нее по окончании гибки. В связи с тем, что вставки, образующие наполнитель, не скреплены между собой, ширина их меньше или равна открытой части заготовки, а материал вставок эластичен, они достаточно легко последовательно заводятся в полость заготовки и удерживаются там на трении, извлечение наполнителя из готового изделия производится также просто, так как даже из изогнутого профиля тонкие полиэтиленовые вставки легко извлекаются (вследствие низкого трения о стенки профиля).
В процессе гибки, которую осуществляют на трехвалковой гибочной машине, наполнитель перемещается вместе с заготовкой и, деформируясь и проскальзывая по стенкам, обеспечивает необходимое давление на стенки заготовки, исключая образование гофров. В процессе гибки обеспечивают радиус гиба изделия в пределах от 50 до 5500 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВОЛНОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2017 |
|
RU2663921C1 |
| Дорн для гибки тонкостенных волноводов прямоугольного сечения | 2021 |
|
RU2775766C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| Способ изготовления изогнутых труб | 1990 |
|
SU1764737A1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| Штамп для изготовления крутоизогнутых трубных изделий | 1987 |
|
SU1551447A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении изогнутых длинномерных изделий. Способ включает размещение внутри заготовки наполнителя из эластичного материала и ее гибку. В качестве наполнителя используют наполнитель, образованный из набора не скрепленных между собой вставок. Вставки размещают путем последовательного их введения во внутреннюю полость заготовки до образования наполнителя по форме и размерам тождественного форме и размерам внутренней полости заготовки. При этом толщина каждой вставки не превышает ширины открытой части заготовки. Упрощается способ, снижается его стоимость и трудоемкость. 4 з.п. ф-лы, 1 ил.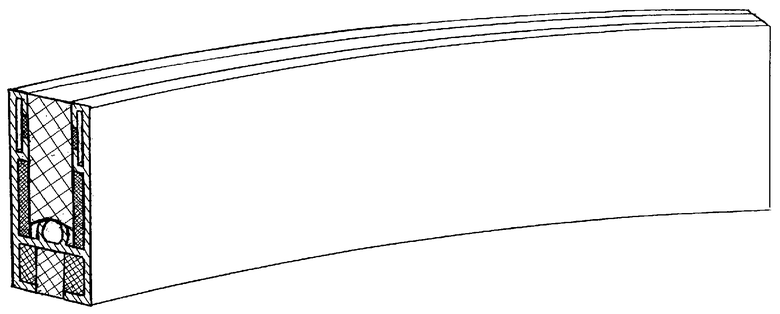
| Оправка для гибки труб | 1989 |
|
SU1692708A1 |
| НАБОРНЫЙ ЭЛАСТИЧНЫЙ НАПОЛНИТЕЛЬ (ОПРАВКА) ДЛЯ ГИБКИ МАНОМЕТРИЧЕСКИХ ТРУБЧАТЫХ ПРУЖИН | 0 |
|
SU274621A1 |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| КОРМОВАЯ ДОБАВКА ДЛЯ СЕЛЬСКОХОЗЯЙСТВЕННЫХ ЖИВОТНЫХ И ПТИЦ | 2009 |
|
RU2399292C1 |

