Изобретение относится к области литейного производства и может быть использовано при изготовлении отливок, слитков из черных и тугоплавких металлов и сплавов, в том числе при непрерывном литье, ЭШП и ЭШЛ, изготовлении слитков в вакуумно-дуговых, плазменно-дуговых и электронно-лучевых печах с медным водоохлаждаемым кристаллизатором.
Известны постоянные литейные водоохлаждаемые формы для изготовления отливок из чугуна и стали, выполненные из алюминиевого сплава, на рабочей поверхности которых имеется тугоплавкое теплозащитное покрытие из Al2O3, образованное электрохимическим окислением алюминия в электролите (Вейник А.И. «Кокиль». - Минск: Наука и техника, 1972 г., стр.86).
Алюминий имеет недостаточную теплопроводность, температуру плавления и прочность для получения в таких формах-кристаллизаторах непрерывно-литых стальных заготовок или слитков из тугоплавких металлов, например титана.
Известна постоянная литейная форма-кристаллизатор, выполненная в виде многослойной водоохлаждаемой медной гильзы (размеры 150×150×1000 мм). Рабочий слой гильзы выполнен из хрома толщиной 0,1 мм, а наружный слой - из деформированной меди в виде прессованной трубы толщиной 15 мм (черт. 15М9770, 10.00.401 ОАО «ЗСМК»).
Внутренняя полость гильзы выполнена с уклонами (в сторону выхода слитка), что связано с технологическими параметрами получения изделий и оптимальной скоростью вытяжки.
Изготовление таких гильз кристаллизатора сложно, требует использования мощного дорогостоящего прессового оборудования, а технология производства их характеризуется низкой производительностью и вследствие этого высокой себестоимостью продукции.
Задача, выполняемая заявленным техническим решением, заключается в устранении отмеченных недостатков.
Сущность предлагаемого изобретения заключается в том, что в постоянной литейной форме, преимущественно водоохлаждаемой для непрерывного литья стали, выполненной многослойной с рабочим слоем из тугоплавкого износостойкого материала и наружного слоя из беспористого металла, например, меди, наружный слой выполнен из литого металла, структура которого состоит из зерен, ориентированных перпендикулярно рабочему слою формы.
Предложенная конструкция постоянной литейной формы кристаллизатора позволяет упростить технологию ее изготовления за счет возможности применения способа литья выжиманием с кристаллизацией под давлением (ЛВКД) и недорогостоящего оборудования, а специально ориентированная структура литого металла, обладающая анизотропией свойств, обеспечивает улучшенный теплоотвод при охлаждении и высокую степень надежности литой гильзы.
Введение ребер на поверхности наружного слоя, особенно зигзагообразной формы, обеспечивает увеличение поверхности охлаждения и повышает отбор тепла от заливаемого в форму металла, что позволяет повысить производительность литья, снизить вес формы и расход, например, дорогостоящей меди.
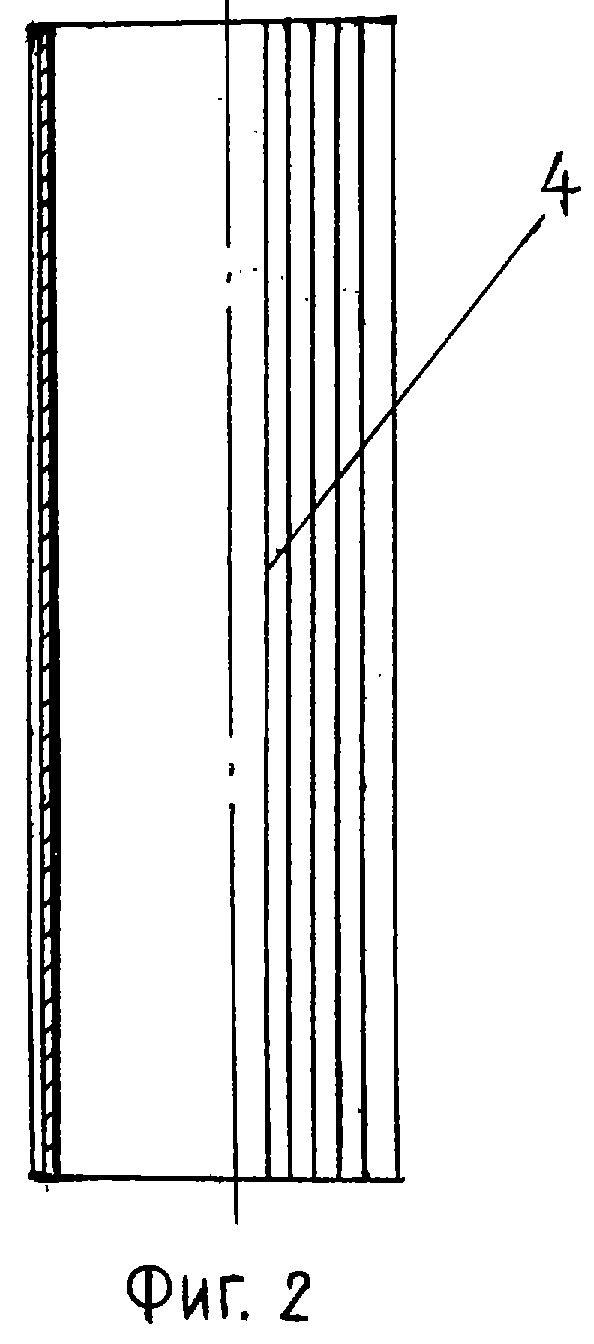
На фиг.1 представлен общий вид литейной формы-кристаллизатора, на фиг.2 - форма с прямолинейными ребрами, на фиг.3 - форма с зигзагообразными ребрами.
Литейная водоохлаждаемая форма состоит из рабочего слоя 1, выполненного из тугоплавкого износостойкого материала, например хрома, наружного слоя 2 из беспористой литой меди с ориентированными перпендикулярно рабочему слою 1 зернами 3.
Продольные прямолинейные ребра 4 выполнены высотой, равной 1/3 от общей толщины стенки формы, а зигзагообразные ребра 5 (как вариант) выполнены длиной, в 2 раза превышающей высоту формы.
Форма-кристаллизатор работает следующим образом.
Снизу в кристаллизатор вводится затравками (на чертеже не показана), а сверху производится заливка стала, которая соприкасается с рабочим тугоплавким хромовым слоем 1 (t плавления 1875°С) и передает через него тепло в наружный водоохлаждаемый слой 2, имеющий анизотропию свойств, способствующую лучшему отводу тепла, чем при структуре с зернами, вытянутыми вдоль образующей формы при изготовлении ее из деформированного (прессованного) металла.
При наличии ребер 4 поверхность теплосъема увеличивается в 2 раза, а при зигзагообразных ребрах 5 - в 4 раза, что позволяет увеличить производительность непрерывного литья.
Использование изобретения позволяет удешевить выпускаемую продукцию за чет снижения издержек на изготовление литейной формы-кристаллизатора, повысить производительность литья за счет улучшения теплоотвода от заливаемого в кристаллизатор расплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 2005 |
|
RU2293621C2 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| ЦЕЛЬНОЛИТОЙ НАКОНЕЧНИК КИСЛОРОДНО-КОНВЕРТОРНОЙ ФУРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2293124C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2306196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| Кристаллизатор с теплопроводным слоем для горизонтального и наклонного непрерывного литья и материал теплопроводного слоя | 1982 |
|
SU1096021A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| Установка непрерывного литья | 1980 |
|
SU908493A1 |
| Способ литья с формированием однородной мелкозернистой структуры металла | 2020 |
|
RU2765031C1 |

Изобретение относится к литейному производству и может быть использовано для изготовления слитков и непрерывнолитых заготовок. Форма имеет рабочий слой из тугоплавкого материала и наружный слой из литого металла. Структура металла наружного слоя состоит из зерен, ориентированных перпендикулярно рабочему слою формы. Анизотропия свойств наружного слоя способствует лучшему теплоотводу от формы. Изобретение обеспечивает снижение затрат на изготовление формы, повышение производительности литья. 2 з.п. ф-лы, 3 ил.
| Способ изготовления кристаллизатора для непрерывной разливки металлов | 1980 |
|
SU908491A1 |
| RU 2055682 C1, 10.03.1996 | |||
| US 3927546 A, 23.12.1975 | |||
| ВЕЙНИК А.И., Кокиль, Минск, "Наука и техника", 1972, с.86, 132. | |||

