Изобретение относится к области литейного производства и может быть использовано в металлургии и машиностроении для непрерывного литья заготовок из черных и цветных металлов и сплавов.
Известно устройство для непрерывного литья в подвижные кристаллизаторы (см. "Технология литейного производства. Специальные способы литья". Справочник. М. Машиностроение. 1991 г., стр.569).
Устройство имеет высокую производительность, но ограниченную область применения - только для получения тонких лент.
Известно устройство для непрерывного литья заготовок, содержащее подвижный кристаллизатор, выполненный разъемным в виде двух связанных цепными передачами эквивалентных наборов, из отдельных плотно прилегающих формообразующих элементов, внутренние поверхности которых образуют профиль отливаемой заготовки, и силовой привод его перемещения (см. Герман Э., Непрерывное литье, М., 1961, с.59-60).
Технический результат изобретения заключается в повышении технико-экономических показателей и расширении технологических возможностей МНЛЗ, в том числе в более полном использовании непрерывного прокатного стана, расположенного в одном потоке с каждым ручьем МНЛЗ.
Технический результат достигается тем, что в устройстве для непрерывного литья, содержащем подвижный кристаллизатор, выполненный разъемным в виде двух связанных цепными передачами эквивалентных наборов, из отдельных плотно прилегающих формообразующих элементов, внутренние поверхности которых образуют профиль отливаемой заготовки, и силовой привод его перемещения, на наружной поверхности формообразующих элементов выполнены приливы, в которых размещены оси, связанные двумя цепными передачами, при этом цепные передачи размещены в одной плоскости на расстоянии друг от друга, обеспечивающем плотное прилегание нерабочих внутренних поверхностей формообразующих элементов.
Оси в рабочем положении размещены на уровне верхних плоскостей формообразующих элементов.
Наружная поверхность формообразующих элементов выполнена ребристой.
Кристаллизатор расположен наклонно к горизонту, при этом верхний набор формообразующих элементов выполнен короче, чем нижний.
Благодаря разделению кристаллизатора на отдельные части (формообразующие элементы) с одновременным устранением медной водоохлаждаемой гильзы, высоту его можно увеличить в разы, а значит - в несколько раз увеличить скорость литья (вытяжки) заготовки, что позволяет решить вышеуказанные проблемы, в том числе:
- максимально полно использовать возможности непрерывного прокатного стана, расположенного в одном потоке с каждым ручьем МНЛЗ;
- получать литьем сортовые заготовки мелких сечений и слябы с большим соотношением сторон поперечного сечения;
снять проблемы по ограничению емкости сталеплавильных агрегатов;
- снизить себестоимость готовой продукции.
При этом кристаллизатор имеет возможность перемещаться вместе с отливаемой заготовкой вниз со скоростью 10 м/мин и более.
Например, стальную заготовку со стороной квадрата 0,15 м можно отливать в предлагаемом устройстве со скоростью 0,2 м/сек при рабочей высоте кристаллизатора 2 м, что в 10 раз превосходит скорость литья в известных устройствах (Технология литейного производства. Специальные способы литья. Справочник. М. Машиностроение, 1991 г., стр.545).
За счет устранения возвратно-поступательного перемещения кристаллизатора не происходит истирания его рабочей поверхности, повышается стойкость инструмента.
При расположении кристаллизатора под углом к горизонту верхний набор формообразующих элементов выполнен длиной короче, чем нижний.
В случае литья цветных металлов и сплавов верхний набор заменен непрерывной металлической лентой.
Такая компоновка устройства позволяет:
улучшить доступ к расплаву в кристаллизаторе для проведения таких операций, как ввод инокуляторов, механическое перемешивание расплава, введение в расплав упругих колебаний;
- производить процесс литья в интервале кристаллизации; -интенсивно охлаждать слиток на выходе из верхнего набора (в том числе с жидкой сердцевиной).
Все это обеспечивает улучшение качества металла, увеличение скорости непрерывного литья.
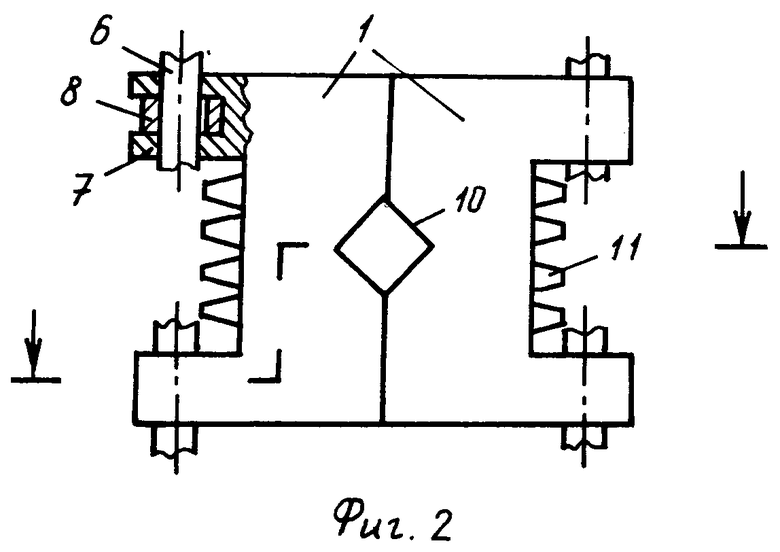
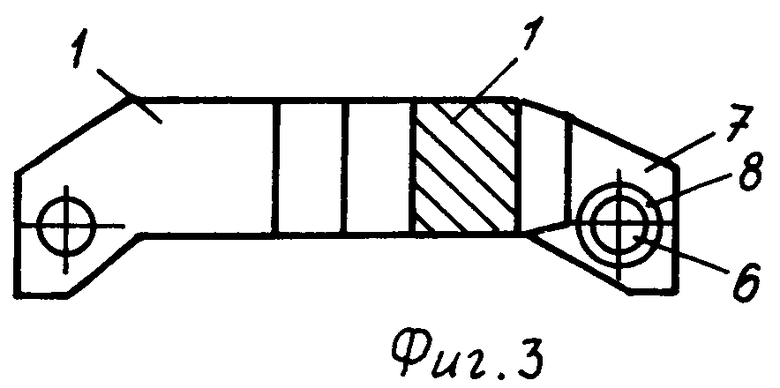
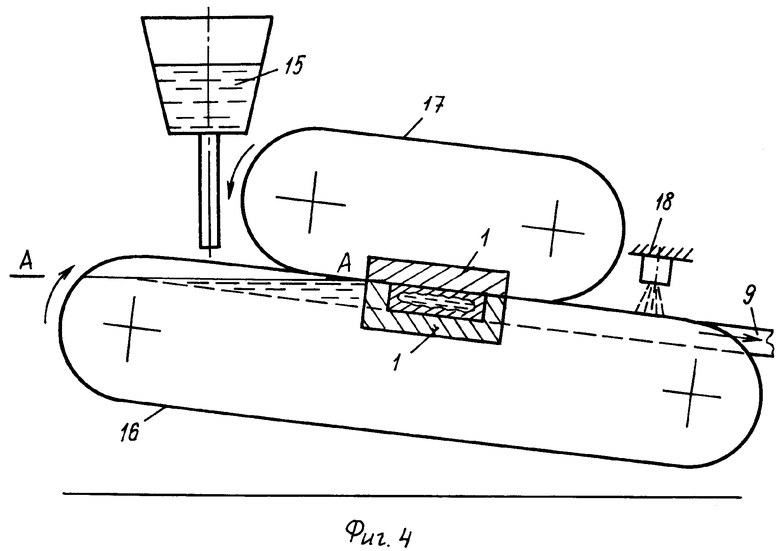
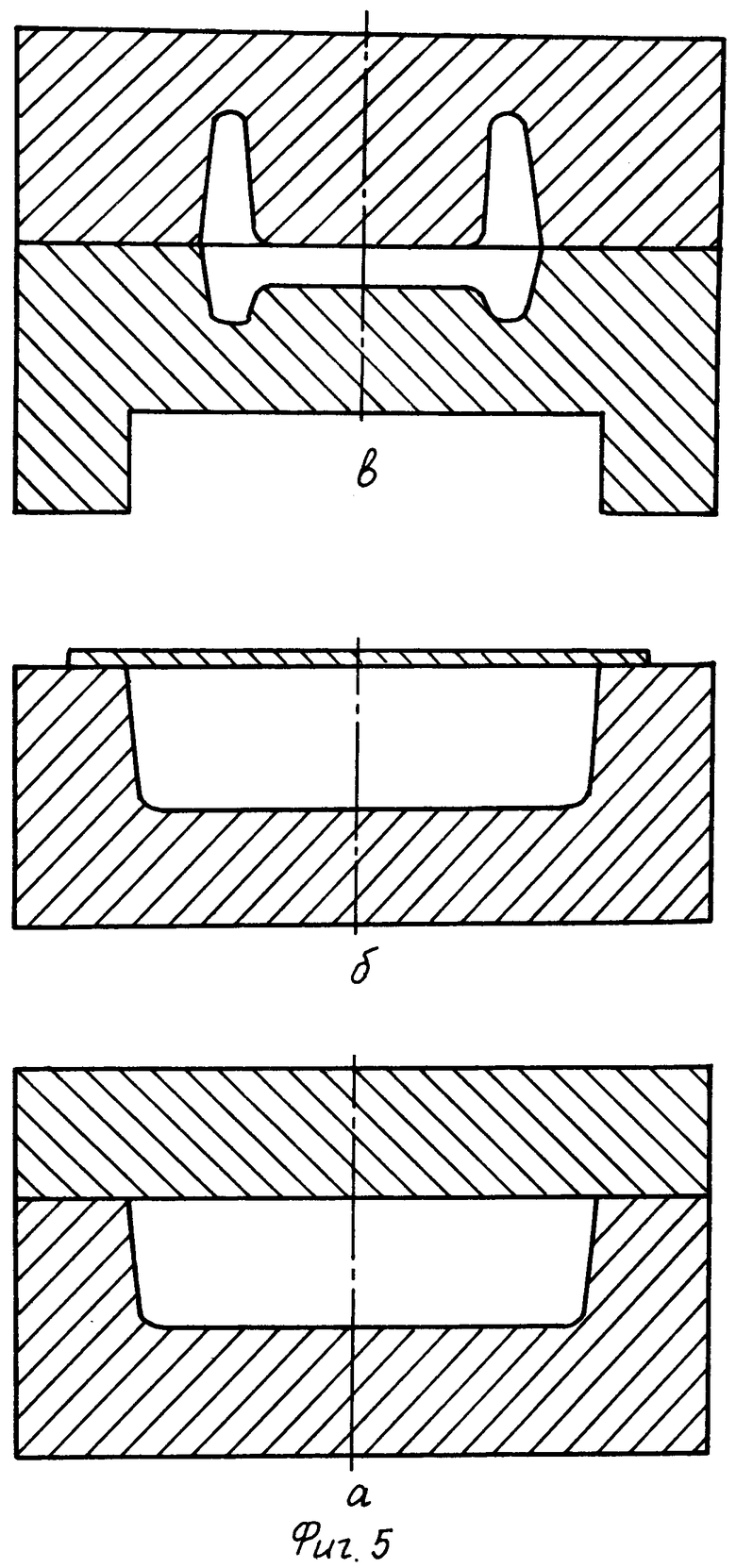
На фиг.1 изображен общий вид предлагаемого устройства, на фиг.2 - два формообразующих элемента в рабочем положении (вид сверху), на фиг.3 - формообразующий элемент в разрезе, на фиг.4 компоновочная схема наклонного кристаллизатора, на фиг.5 - варианты верхних формообразующих элементов (а - кокиль с плоской поверхностью, б - непрерывная металлическая лента, в - кокиль с рабочей полостью).
Устройство состоит из формообразующих одинаковых элементов 1, выполненных, например, из стали, собранных в два эквивалентных набора, правый - 2 и левый - 3, связанных цепной передачей 4, состоящей из звеньев 5, звездочек и силовых приводов их вращения (на чертеже не показано), через оси 6, расположенные в приливах - цапфах 7 элементов 1 и во втулках 8.
На рабочей поверхности элементов 1, образующих профиль отливаемой заготовки (слитка) 9, нанесен слой покрытия 10 из молибдена толщиной 200 микрон методом холодного газодинамического напыления, а на противоположных нерабочих поверхностях элементов выполнены ребра 11 для придания жесткости конструкции и увеличения интенсивности теплоотвода при охлаждении элементов 1 водой из форсунок 12, закрепленных на стенках защитных кожухов 13. Образующиеся пары воды отсасываются через патрубки 14.
При заливке расплав поступает в формообразующие элементы 1в сборе из промежуточного ковша 15, рабочая полость при этом перекрыта затравкой.
Наклонный кристаллизатор (фиг.4) включает нижний набор 16 формообразующих элементов и верхний набор 17. На выходе слитка 9 расположена форсунка 18 для подачи охладителя на его поверхность.
Устройство работает следующим образом. В кристаллизатор для литья квадратных заготовок 0,08×0,08 м из промежуточного ковша 15 заливается расплав углеродистой стали при перегреве на 20°С над температурой ликвидус. После начала заполнения верхней пары элементов 1, находящихся в рабочем положении, включается привод цепной передачи 4 для перемещения элементов 1 и формирующегося слитка 9 вниз со скоростью 0,4 м/сек. Для обеспечения перемещения (опрокидывания) элементов 1 в рабочее положение имеется механизм фрикционной передачи (на чертеже не показано), расположенный по оси звездочки 6, со стороны, противоположной приводу цепной передачи. Одновременно из форсунок 12 подается в распыленном виде вода на нерабочие поверхности элементов 1 для отбора от них тепла.
На выходе из кристаллизатора формообразующих элементов 1 слиток 9 поступает в тянущие ролики (на чертеже не показано) и дополнительно охлаждается до заданной температуры, после чего поступает на прокатный стан.
При поступлении расплава из промежуточного ковша 15 в наклонный кристаллизатор (фиг.4) и достижения им уровня "А" включается привод перемещения наборов 16 и 17 формообразующих элементов и производится необходимая обработка расплава.
Использование изобретения позволяет в несколько раз повысить производительность устройств непрерывного литья и снизить себестоимость продукции, расширить технологические возможности МНЛЗ, получать непрерывным литьем сортовые заготовки, близкие к готовым размерам, повысить надежность оборудования непрерывного литья, улучшить технику безопасности, упростить изготовление кристаллизатора и его ремонт (через определенное количество часов работы устройства горизонтальные плоскости формообразующих элементов подвергаются шлифовке), максимально использовать технические возможности комплекса "непрерывное литье - прокатка".
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧУГУНА ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2300441C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК | 2004 |
|
RU2267378C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2005 |
|
RU2305612C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2009016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2006 |
|
RU2323802C9 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОГО СТЕРЖНЯ | 2006 |
|
RU2311256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245216C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ (ЛВКД) | 2003 |
|
RU2245215C1 |
Изобретение относится к области литейного производства и может быть использовано в металлургии для непрерывного литья заготовок из черных и цветных металлов и сплавов. Устройство для непрерывного литья содержит подвижный кристаллизатор, выполненный в виде двух связанных цепными передачами эквивалентных наборов, из отдельных плотно прилегающих формообразующих элементов, внутренние поверхности которых образуют профиль отливаемой заготовки, и силовой привод перемещения. На наружной поверхности формообразующих элементов выполнены приливы, в которых размещены оси, связанные двумя цепными передачами, размещенными в одной плоскости на расстоянии друг от друга. При этом оси в рабочем положении размещены на уровне верхних плоскостей формообразующих элементов, а наружная нерабочая поверхность выполнена ребристой. Использование изобретения позволяет повысить производительность устройств непрерывного литья и снизить себестоимость продукции. 3 з.п. ф-лы, 5 ил.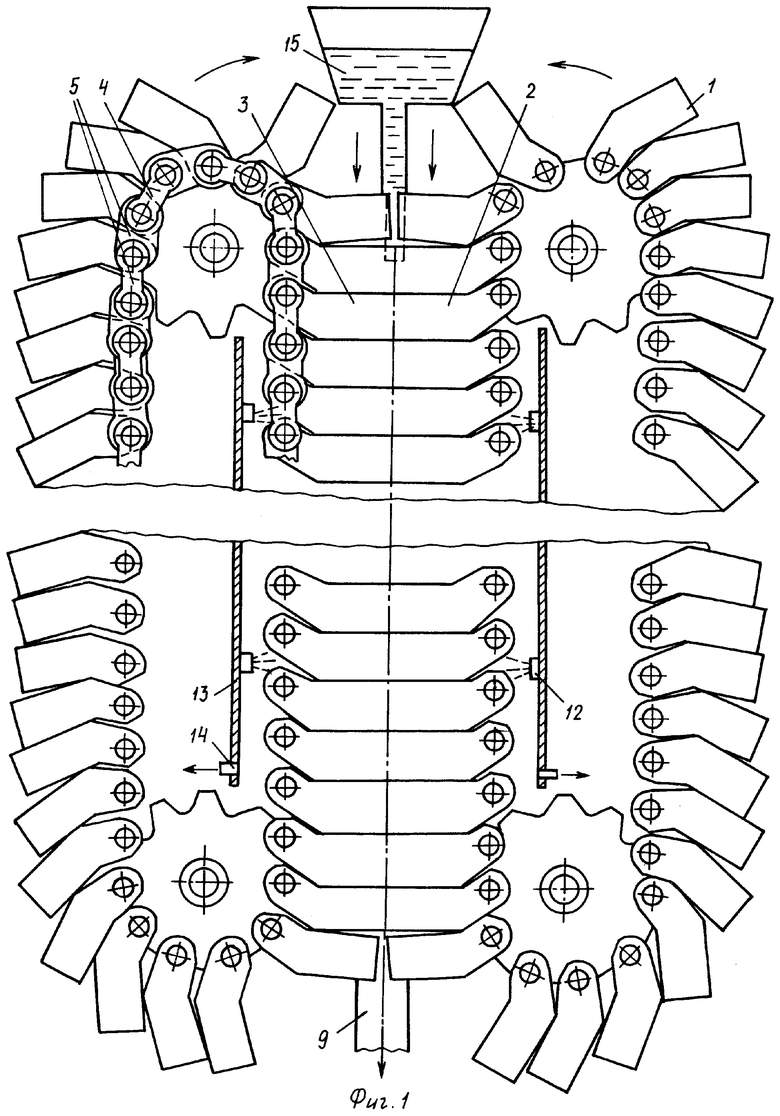
| ГЕРМАН Э | |||
| Непрерывное литье | |||
| Судно | 1925 |
|
SU1961A1 |
| Кристаллизатор машины непрерывного литья заготовок | 1984 |
|
SU1186371A1 |
| Гусеничная литейная машина | 1983 |
|
SU1156829A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ГУСЕНИЧНОГО ТИПА | 1993 |
|
RU2082542C1 |
| Кристаллизатор с подвижными стенками машины непрерывного литья заготовок | 1984 |
|
SU1217566A1 |

