Изобретение относится к области сооружения трубопроводов, предназначенных для транспортирования жидких или газообразных сред, в том числе химически агрессивных, при высоком давлении и колебаниях температур транспортируемых сред и окружающей среды (воздуха при наземной прокладке и почвы при прокладке в траншеях).
Известно соединение полимерных труб (1), армированных жестким каркасом в виде продольных стержней и навитой на них поперечной арматуры, содержащее металлическую муфту с внутренней цилиндрической поверхностью для размещения концов соединяемых труб, на которой выполнена резьба с глубиной, не превышающей верхний уровень продольной арматуры трубы.
Недостатком этого соединения является невозможность его применения в трубопроводах с избыточным давлением транспортируемых сред вследствие того, что металлические элементы каркаса трубы, продольные и поперечные стержни с торцов после разрезки трубы на мерные длины не защищены от контакта с транспортируемой средой и, следовательно, из-за отсутствия адгезии металлических стержней и полимерной оболочки трубы при избыточном давлении транспортируемой среды неизбежны протечки по зазорам между полимерной оболочкой и металлическими элементами арматуры, а также по зазорам между круглопрофильной резьбой муфты и поперечными элементами арматуры трубы.
Известно соединение полимерных армированных труб (2), содержащее концевую втулку из термопласта, скрепленную с концами труб посредством сварки трением.
Недостатком этого соединения является невозможность обеспечения гарантированной герметичности стыка концевой втулки с наружной поверхностью внутреннего полимерного слоя трубы по меньшему диаметру, а также технологическая сложность изготовления и невозможность производства ремонта в полевых условиях при эксплуатации и монтаже трубопроводов.
Известно соединение полимерных труб, армированных жестким металлическим каркасом в виде продольных стержней, размещенных равномерно по окружности, и навитой на них поперечной арматуры (3), конструкция которого принята в качестве прототипа, содержащее полимерно-армированную электронагреваемую муфту с цилиндрическими полостями для размещения концов соединяемых труб. В полимерный корпус муфты вмонтирован перфорированный кольцевой каркас и взаимодействующие с ним перфорированные продольные элементы, которые имеют возможность радиального перемещения, что обеспечивает плотную посадку муфты на концы соединяемых труб при нагреве.
Это соединение позволяет упростить монтаж и ремонт трубопроводов, обеспечивает более высокую нагрузочную способность трубопровода, однако технологически сложно в изготовлении и требует дорогостоящего оборудования для изготовления большого количества перфорированных элементов арматуры. Кроме этого, такое соединение требует выполнения обязательной защиты торцов концов труб, так как арматура труб после разрезания их на мерные длины остается не защищенной от контакта с транспортируемой средой, а также из-за отсутствия адгезии металлического каркаса и полимерного материала трубы не обеспечивает полную герметичность соединения вследствие протечек транспортируемой среды вдоль металлических элементов каркаса труб при изменении температурного режима работы трубопровода, обусловленных большой разницей коэффициентов температурного расширения металла каркаса и полимера.
Задача, решаемая изобретением, заключается в упрощении конструкции соединения и дальнейшем повышении нагрузочной способности трубопровода.
Эта задача решается следующим образом.
В известном соединении полимерных труб, армированных жестким, например, металлическим каркасом в виде продольных стержней, размещенных равномерно по окружности, и навитой на них поперечной арматуры, содержащем полимерную электронагреваемую муфту с цилиндрическими полостями для размещения концов соединяемых труб согласно изобретению на торцах соединяемых труб выполнено по крайней мере два кольцевых пилообразных зуба, смежные цилиндрические поверхности которых совпадают с нижней поверхностью продольных стержней арматуры, а внешние образованы наружной и внутренней поверхностями труб, причем кольцевые зубья, расположенные на торце одной трубы, образуют профиль, ответный профилю, образованному кольцевыми зубьями, расположенными на торце другой трубы, а продольные стержни арматуры обеих труб смещены относительно друг друга по окружности на полшага.
На фиг.1 изображено продольное сечение предлагаемого соединения полимерных труб.
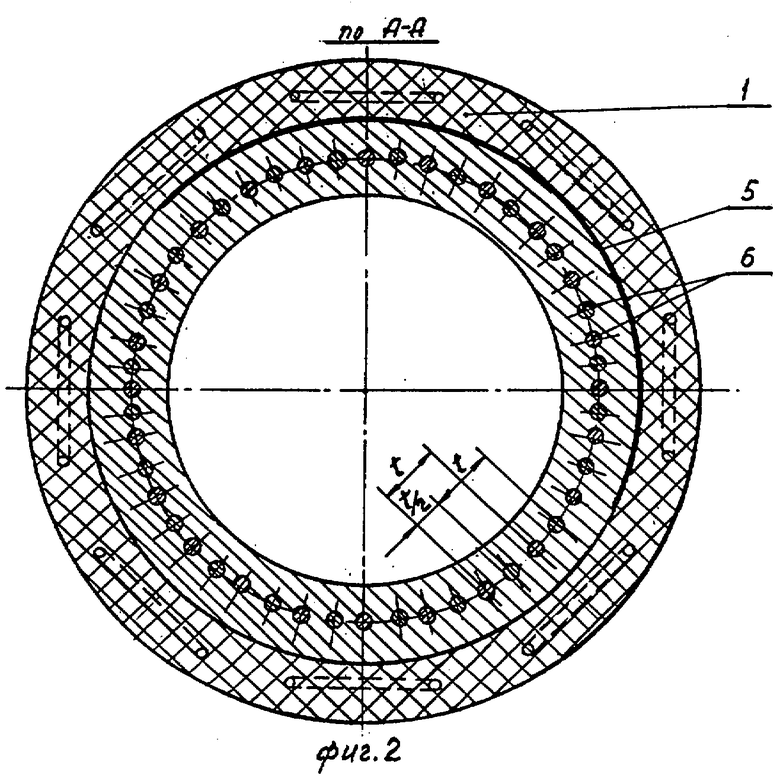
На фиг.2 изображено поперечное сечение предлагаемого соединения полимерных труб (разрез А-А на фиг.1).
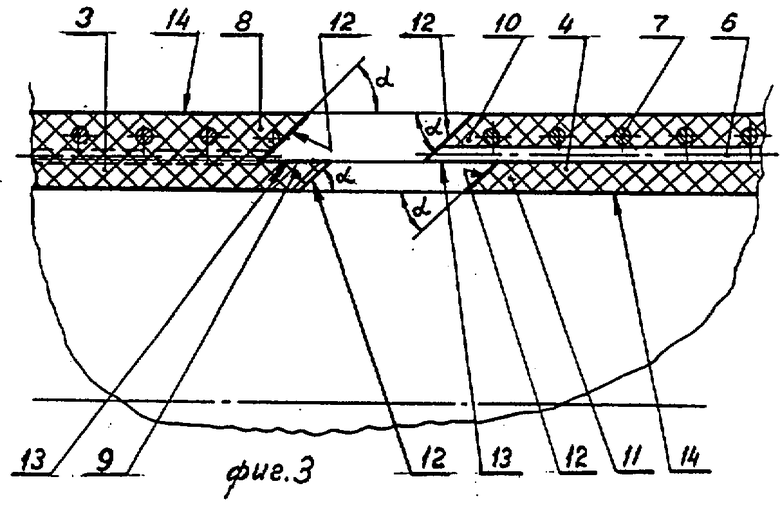
На фиг.3 изображен профиль торцев соединяемых труб.
Соединение полимерных труб, армированных жестким каркасом, состоит из муфты 1, выполненной из полимерного материала, в цилиндрической полости 2 которой размещены концы соединяемых труб 3, 4. На внутренней поверхности полости 2 смонтированы нагревательные элементы 5. Жесткий каркас полимерной трубы выполнен в виде продольных стержней 6, размещенных равномерно по окружности с шагом t, на которые навита поперечная арматура 7. На торцах соединяемых труб выполнено по два кольцевых пилообразных зуба: 8, 9 - на торце трубы 3 и 10, 11 - на торце трубы 4. Конусные поверхности 12 кольцевых зубьев выполнены под углом α к оси труб 3, 4, смежные цилиндрические поверхности 13 совпадают с нижней поверхностью продольных стержней 6, а внешние цилиндрические поверхности 14 образованы наружной и внутренней поверхностями труб 3 и 4 соответственно. Профиль торца трубы 3 является ответным профилю торца трубы 4. Продольные стержни 6 трубы 4 смещены относительно аналогичных стержней трубы 3 на полшага t/2.
Сборка соединения осуществляется следующим образом.
На конец одной из соединяемых труб 3 или 4 с технологическим зазором надевают муфту 1, затем концы труб 3, 4 устанавливают в зажимы люнета, ориентируя их таким образом, что продольные стержни 6 трубы 4 смещены относительно аналогичных стержней трубы 3 на полшага t/2, и зажимают. После этого ступенчатым торцевателем производят профилировку торцев труб согласно фиг.3 и удаляют обнажившиеся участки поперечной арматуры 7 на глубину, равную толщине стержня поперечной арматуры. Далее ступенчатым нагревателем оплавляют конусные поверхности 12 труб 3, 4, после чего трубы осаживают, при этом оплавленные поверхности 12 образуют герметичное и прочное соединение благодаря удлиненным за счет конусности швам. После выдержки и остывания стыка при необходимости зачищают наружный грат и надвигают муфту 1 на область стыка, включают нагревательный элемент 5 муфты 1 и оплавляют ее внутреннюю цилиндрическую поверхность 2 и наружные поверхности концов труб 3, 4, при этом происходит прочное соединение концов труб вследствие радиальной усадки муфты 1 при нагревании, чем достигается высокая нагрузочная характеристика места соединения труб, равная нагрузочной характеристике трубы.
Благодаря сварке встык по двум конусным поверхностям, а также удвоенному количеству продольных стержней арматуры в зоне шва, образованному вследствие взаимного их смещения, муфта практически полностью разгружается от восприятия радиальных нагрузок, порождаемых давлением транспортируемых по трубопроводу сред, и несет только осевые нагрузки, возникающие при перекрытии задвижек, а также нагрузки, возникающие при подвижке грунта траншей, опор и при опускании сваренной на поверхности плети труб в траншею.
Кроме этого, сварка труб по конусным поверхностям облегчает операцию центрирования свариваемых труб вследствие их самоцентрирования, а также позволяет расширить поле допусков по овальности и эллипсности труб, так как конусные поверхности формируются непосредственно перед сваркой при жестком закреплении концов труб в люнетах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2003 |
|
RU2245481C1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 1998 |
|
RU2135875C1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220353C2 |
| МУФТА ДЛЯ СОЕДИНЕНИЯ ПОЛИМЕРНЫХ АРМИРОВАННЫХ ТРУБ | 2005 |
|
RU2294478C1 |
| ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2176348C1 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ТРУБОПРОВОДА | 1998 |
|
RU2135879C1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2257505C1 |
| ФЛАНЕЦ МЕТАЛЛОПЛАСТОВОЙ ТРУБЫ | 1993 |
|
RU2023933C1 |
| СОЕДИНЕНИЕ МЕТАЛЛОПЛАСТОВЫХ ТРУБ | 1997 |
|
RU2113649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ | 1995 |
|
RU2065118C1 |
Изобретение относится к строительству трубопроводного транспорта и используется при соединении полимерных труб, армированных жестким металлическим каркасом в виде продольных стержней, размещенных равномерно по окружности, и навитой на них поперечной арматуры. Соединение полимерных труб содержит полимерную электронагреваемую муфту с цилиндрическими полостями для размещения концов соединяемых труб, на торцах которых выполнено по крайней мере два кольцевых пилообразных зуба, смежные цилиндрические поверхности которых совпадают с нижней поверхностью продольных стержней арматуры, а внешние образованы наружной и внутренней поверхностями труб. Кольцевые зубья, расположенные на торце одной трубы, образуют профиль, сопрягаемый с профилем, образованным кольцевыми зубьями, расположенными на торце другой трубы, а продольные стержни арматуры обеих труб смещены относительно друг друга по окружности на полшага. Повышает нагрузочную способность трубопровода. 3 ил.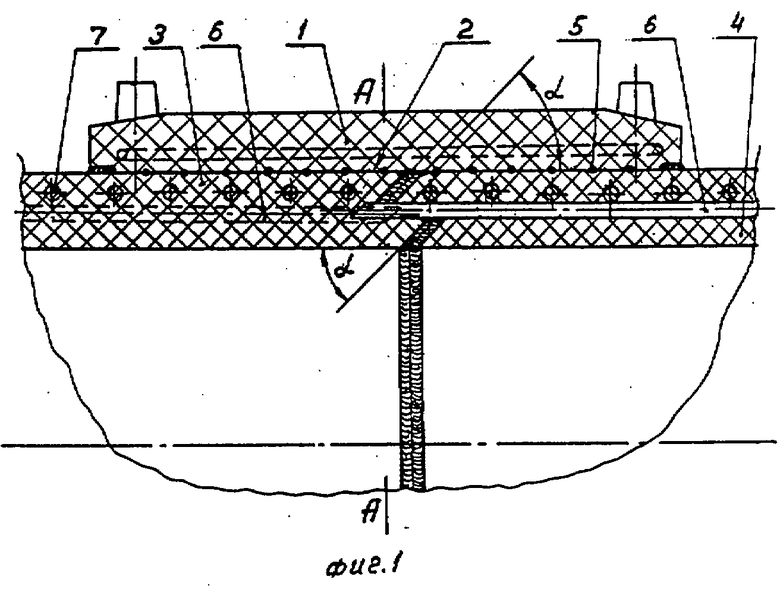
Соединение полимерных труб, армированных жестким, например, металлическим каркасом в виде продольных стержней, размещенных равномерно по окружности, и навитой на них поперечной арматуры, содержащее полимерную электронагреваемую муфту с цилиндрическими полостями для размещения концов соединяемых труб, отличающееся тем, что на торцах соединяемых труб выполнено, по крайней мере, два кольцевых пилообразных зуба, смежные цилиндрические поверхности которых совпадают с нижней поверхностью продольных стержней арматуры, а внешние образованы наружной и внутренней поверхностями труб, причем кольцевые зубья, расположенные на торце одной трубы, образуют профиль, ответный профилю, образованному кольцевыми зубьями, расположенными на торце другой трубы, а продольные стержни арматуры обеих труб смещены относительно друг друга по окружности на полшага.
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ ТРУБОПРОВОДА | 1998 |
|
RU2135879C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВОЙ ТРУБЫ, АРМИРОВАННОЙ МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 1998 |
|
RU2143628C1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ТРУБЧАТЫХ ДЕТАЛЕЙ НА ОСНОВЕ ПОЛИОЛЕФИНОВ | 1994 |
|
RU2085383C1 |
| DE 3932807 C1, 02.05.1991 | |||
| US 4842305 A, 27.06.1989. | |||

