Изобретение относится к области производства полимерных армированных труб, предназначенных для транспортирования жидких и газообразных сред, обладающих химически агрессивными свойствами, при высоком давлении и колебаниях температуры.
Известна полимерная армированная труба, содержащая усилитель прочности в виде металлического сетчатого каркаса, состоящего из продольных и навитых на них поперечных стержней арматуры, скрепленных в точках их пересечения, например, сваркой [1].
Недостатком этой трубы является не высокая нагрузочная способность, ограниченная диаметром поперечных стержней, который не может быть увеличен из-за относительно малого радиуса изгиба поперечных стержней, определяемого диаметром тубы, и ограниченная также шагом витков поперечных стержней, который не может быть уменьшен из-за необходимости обеспечить надежное продавливание расплавленного полимера из внутренней полости трубы через ячейки армирующего каркаса при формировании наружного полимерного слоя.
Известен способ изготовления полимерной армированной трубы, заключающийся в размещении на оправке продольной металлической арматуры, навивки на нее витков поперечной арматуры, скреплении арматуры в точках ее пересечения, формирования полимерной оболочки [2].
Недостатком этого способа является невысокая нагрузочная характеристика получаемой трубы и наличие продольного изгиба готовой трубы, обусловленного операцией навивки поперечной арматуры.
Известно устройство для изготовления армированных полимерных труб, содержащее оправку, тянущее устройство, укладчик витков поперечной арматуры, смонтированный на вращающемся от привода роторе, установленном соосно оправке на стационарной опоре, и узел сварки продольной и поперечной арматуры [3] .
Недостатком этого устройства является невозможность получения более чем двухслойного армирующего каркаса полимерных труб.
Технические решения [1], [2], [3] приняты в качестве прототипов.
Задачи, решаемые группой изобретений, заключаются соответственно в следующем.
- Повышение нагрузочной способности трубы путем получения трехслойного каркаса.
- Получение трубы с повышенной нагрузочной способностью и исключение продольного изгиба трубы.
- Обеспечение возможности навивки второго слоя поперечных стержней арматуры.
Эти задачи решаются следующим образом.
В известной полимерной армированной трубе, содержащей усилитель прочности в виде сетчатого каркаса, состоящего из продольных и навитых на них поперечных стержней арматуры, скрепленных в точке их пересечения, например, сваркой, согласно изобретению сетчатый каркас содержит второй слой поперечных стержней, навитых на первый слой, соединенных с витками первого слоя в местах их пересечения, с образованием четырехугольных ячеек.
В известном способе изготовления полимерной армированной трубы, включающем размещение на оправке продольных стержней арматуры, навивку на них витков поперечных стержней арматуры, скрепление стержней в точке их пересечения и формирование полимерной оболочки, согласно изобретению на первый слой поперечных стержней навивают в противоположном направлении второй слой поперечных стержней.
Известное устройство для изготовления полимерной армированной трубы, содержащее оправку, тянущее устройство, укладчик витков поперечной арматуры, накопителя, смонтированного на вращающемся от привода роторе, установленного соосно оправке на стационарной опоре, и узел скрепления продольной и поперечной арматуры, согласно изобретению снабжено укладчиком второго слоя поперечной арматуры, установленным последовательно первому по ходу движения продольной арматуры, накопитель которого смонтирован на собственном вращающемся от привода роторе и узлом скрепления первого и второго слоев поперечной арматуры, причем ротор укладчика второго слоя установлен на стационарной опоре и снабжен консольной частью, на которой установлен ротор укладчика первого слоя, а узел скрепления первого и второго слоев поперечной арматуры - в консольной части ротора укладчика второго слоя.
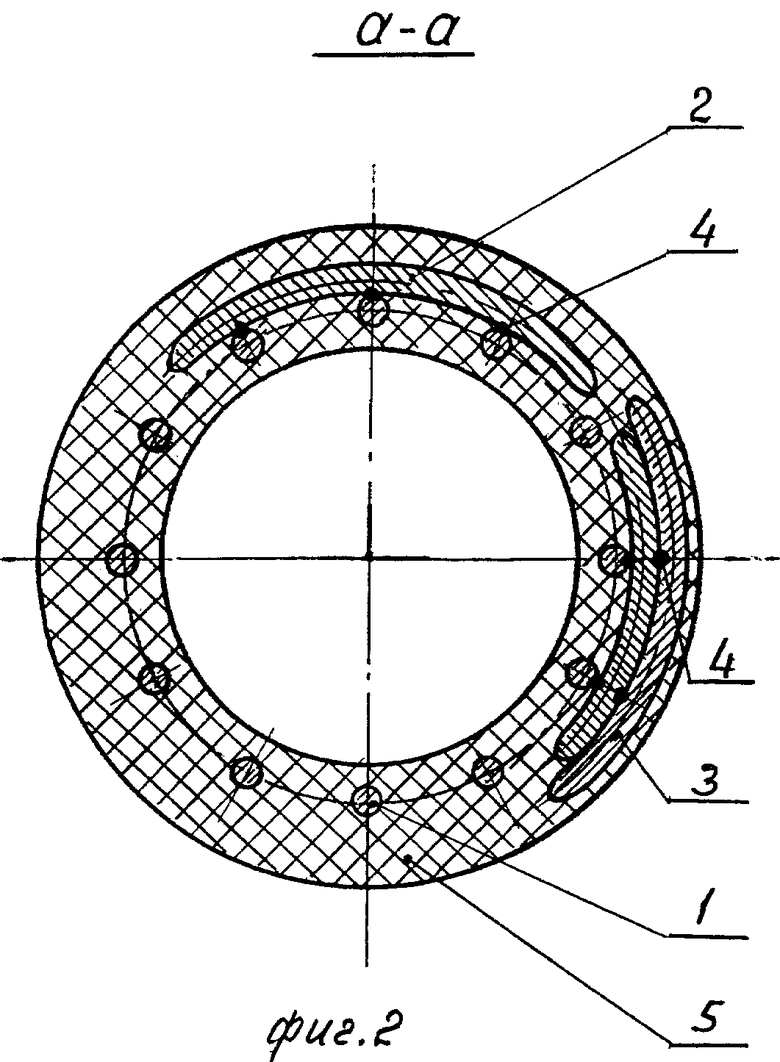
На фиг. 1 изображена полимерная армированная труба (продольный разрез).
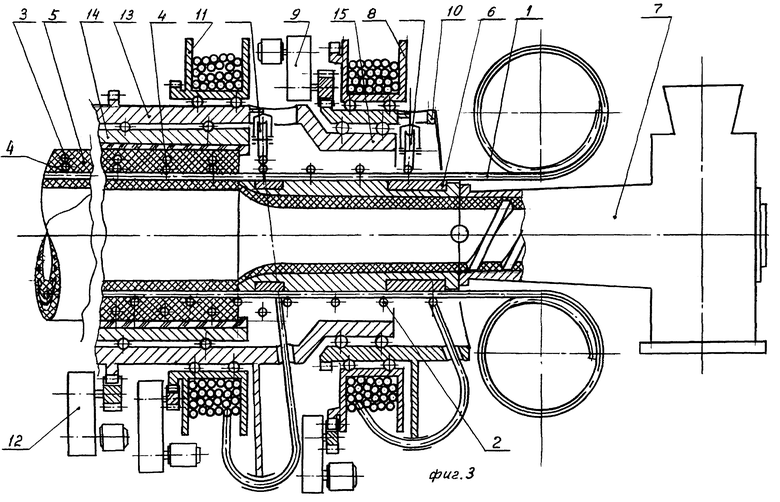
На фиг. 2 изображен поперечный разрез полимерной армированной трубы (разрез А-А на фиг. 1).
На фиг. 3 изображен общий вид устройства для изготовления полимерной армированной трубы.
Полимерная армированная труба содержит усилитель прочности в виде сетчатого каркаса, состоящего из продольных стержней 1, навитых на них поперечных стержней первого слоя 2 и навитых поверх стержней 2 поперечных стержней второго слоя 3.
Стержни 1, 2 и 2, 3 скреплены между собой в каждой точке пересечения, например, сваркой 4, при этом стержни 3 образуют со стержнями 2 четырехугольные ячейки, которые при соответствующем подборе шага и угла подъема винтовых линий намотки слоев имеют необходимую жесткость и стабильность формы. Полимером 5 сформирована внутренняя и внешняя поверхность трубы.
Наличие второго слоя поперечных стержней 3 повышает нагрузочную способность трубы и обеспечивает беспрепятственный пропуск полимерного материала при формировании оболочки.
Способ изготовления полимерной армированной трубы включает размещение на оправке продольных стержней 1 арматуры, навивку на них первого слоя витков поперечных стержней 2, скрепление стержней 1, 2 в точках их пересечения 4, навивку второго слоя поперечных стержней 3 и скрепление стержней 2, 3 в точках их пересечения 4. Навивку второго слоя стержней 3 осуществляют в направлении, противоположном направлению навивки стержней 2, что позволяет упростить получение четырехугольных ячеек и компенсирует продольный изгиб трубы в результате навивки первого слоя.
При выполнении шага навивки второго слоя, равным шагу навивки первого слоя, образуются равноугольные ячейки, оптимальные по форме из условия прочности и жесткости.
Устройство для изготовления полимерной армированной трубы содержит оправку 6, экструдер 7, тянущий механизм для подачи арматуры (не показан), накопитель 8 укладчика первого слоя витков поперечных стержней 2, смонтированный на вращающемся от привода 9 роторе 10, накопитель 11 укладчика второго слоя витков поперечных стержней 3, смонтированный на вращающемся от привода 12 роторе 13. Ротор 13 смонтирован на стационарной опоре 14 и имеет консольную часть 15, на которой размещен ротор 10.
Узел скрепления 16 продольных стержней 1 и витков первого слоя поперечных стержней 2 размещен на роторе 10, узел скрепления 17 стержней 2, 3 размещен в консольной части 15 ротора 13.
Устройство работает следующим образом.
Продольные стержни 1 подаются на оправку 6, из накопителя 8 при вращении ротора 10 навивают первый слой поперечных стержней 2 и скрепляют их в точках пересечения узлом 16. Затем из накопителя 11 на первый слой поперечных стержней 2 в противоположном направлении при вращении ротора 13 навивают второй слой поперечных стержней 3 и скрепляют их в точках пересечения узлом 17.
Во внутреннюю полость образованного таким образом трехслойного каркаса экструдером 7 подается расплав полимера 5, формируя внутреннюю и наружную поверхность трубы.
Размещение ротора 10 на консольной части ротора 13 позволяет обеспечить компактность конструкции с двумя укладчиками поперечных стержней.
Источники информации
1. Труба, патент РФ 2056571, МКИ F 16 L 9/12, 1994 г.
2. Способ изготовления пластмассовой армированной трубы, патент СССР 1835022, МКИ F 16 L 9/12, 1992 г.
3. Устройство для изготовления арматуры пластмассовых труб, патент РФ 2100198, 1992 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220353C2 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2105920C1 |
| ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЁ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220354C2 |
| ТРУБА АРМИРОВАННАЯ ПОЛИМЕРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2075684C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ | 1995 |
|
RU2065118C1 |
| ТРУБА ПОЛИМЕРНАЯ АРМИРОВАННАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2257505C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ПЛАСТМАССОВЫХ ТРУБ | 1992 |
|
RU2100198C1 |
| ТРУБА | 1994 |
|
RU2056571C1 |
| Способ изготовления пластмассовой армированной трубы | 1992 |
|
SU1835022A3 |
| ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2257504C1 |
Изобретение относится к производству полимерных труб. Полимерная армированная труба содержит усилитель прочности в виде сетчатого каркаса, состоящего из продольных и навитых на них поперечных стержней арматуры, скрепленных в точках их пересечения. Сетчатый каркас содержит второй слой поперечных стержней, навитых на первый слой в противоположном направлений, соединенных с витками первого слоя в местах их пересечения, с образованием четырехугольных ячеек. Способ изготовления включает размещение на оправке продольных стержней арматуры, навивку на них витков поперечных стержней арматуры, скрепление стержней в точках их пересечения и формирование полимерной оболочки. На первый слой поперечных стержней навивают в противоположном направлении второй слой поперечных стержней. Устройство для изготовления трубы содержит оправку, тянущее устройство, укладчик витков поперечной арматуры в виде накопителя, смонтированного на вращающемся от привода роторе, установленном соосно оправке на стационарной опоре, и узел скрепления продольной и поперечной арматуры. Устройство снабжено укладчиком второго слоя поперечной арматуры, установленным последовательно первому по ходу потока движения продольной арматуры, накопитель которого смонтирован на собственном вращающемся от привода роторе, и узлом скрепления первого и второго слоев поперечной арматуры, причем ротор укладчика второго слоя установлен на стационарной опоре и снабжен консольной частью, на которой установлен ротор укладчика первого слоя, а узел скрепления первого и второго слоев поперечной арматуры размещен в упомянутой консольной части. В результате достигается повышение нагрузочной способности трубы. 3 с.п. ф-лы, 3 ил.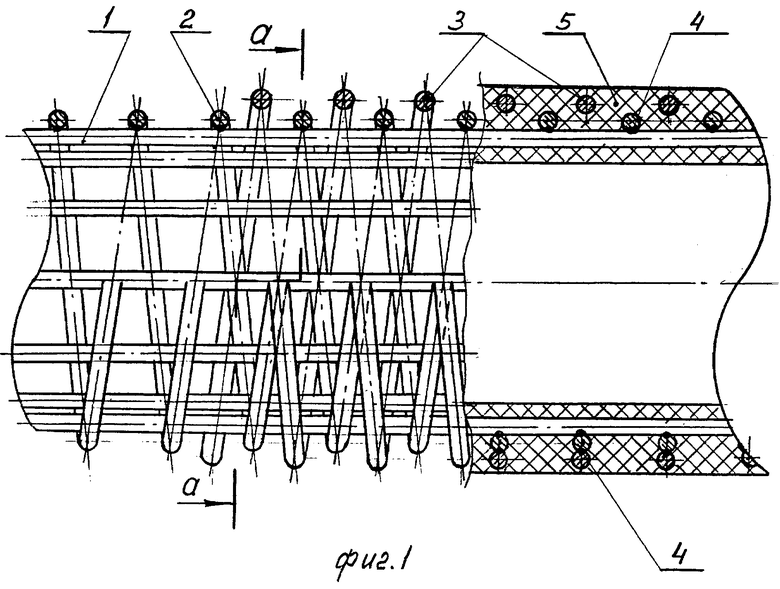
| ТРУБА | 1994 |
|
RU2056571C1 |
| Способ изготовления пластмассовой армированной трубы | 1992 |
|
SU1835022A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРЫ ПЛАСТМАССОВЫХ ТРУБ | 1992 |
|
RU2100198C1 |
| ЛИГАНДЫ НИКОТИНОВОГО РЕЦЕПТОРА АЛЬФА-7, ИХ ПОЛУЧЕНИЕ И ПРИМЕНЕНИЕ | 2005 |
|
RU2418797C2 |
| ТРУБА АРМИРОВАННАЯ ПОЛИМЕРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2075684C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВОЙ ТРУБЫ, АРМИРОВАННОЙ МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 1998 |
|
RU2143628C1 |
| US 3477474 А, 11.11.1969. | |||
