Изобретение относится к машиностроению и может быть использовано для контроля качества крупномодульных зубчатых передач, например, главных приводов, черновых и чистовых шестеренных клетей прокатных станов, а так же тяговых зубчатых передач локомотивов железнодорожного транспорта.
По ГОСТ 1643-81 (Передачи зубчатые цилиндрические. Допуски) циклической погрешностью передачи называется удвоенная амплитуда гармонической составляющей кинематической погрешности передачи, а циклическая погрешность с частотой повторений, равной частоте входа зубьев в зацепление, называется циклической погрешностью зубцовой частоты в передаче.
Известен способ определения кинематической погрешности делительной кинематической цепи зубофрезерных станков с помощью кинематомера ЦНИИТМАШ (Л.А.Архангельский, Г.И.Ткачевский. Методы измерения и компенсации функциональных ошибок кинематической цепи зубофрезерных станков, в книге №65 Повышение кинематической точности зубофрезерных станков. ГНТИ, М., 1954 г.)
Кинематомер состоит из трех частей: отправителя, установленного на столе проверяемого станка, электрической части и индикатора, кинематически связанного с фрезерной оправкой, устанавливаемой на суппорте станка. Этот способ не позволяет определить кинематическую погрешность отдельной передачи, а следовательно, и циклическую погрешность передачи.
Известен способ определения кинематической погрешности передач червячного типа (Л.И.Сагин. Улучшение методов производства и эксплуатационных качеств глобоидных передач. Труды ЦНИИТМАШ №14, М., 1960 г.), который состоит в следующем.
На базе притирочного устройства к токарному станку устанавливают проверяемую червячную передачу. На ее колесе устанавливают диск, который может вращаться независимо от червячного колеса. На диске устанавливают индуктивный датчик. Диск с помощью струны кинематически связан с червяком с передаточным числом, равным передаточному числу червячной передачи.
Во время работы передачи колебания червячного колеса относительно диска представляют собой кинематическую погрешность червячной передачи, которая с помощью индуктивного датчика передается на самописец.
Этот способ не позволяет определить циклическую погрешность зубчатой передачи на месте ее эксплуатации, например, зубчатых передач прокатного стана или тяговой передачи локомотива.
Известен стационарный прибор БВ-5058 для измерения кинематической погрешности зубчатых и червячных передач с межосевым расстоянием до 400 мм. Однако на этом приборе невозможно измерить кинематическую погрешность, например, шестеренных валков прокатного стана 2000, так как масса одного шестеренного валка (зубчатого колеса) клетей черновой группы составляет 36 тонн, а межосевое расстояние составляет 1400 мм.
Способ определения циклической погрешности зубцовой частоты в зубчатой передаче с использованием прибора БВ-5058 является наиболее близким по технической сущности и достигаемому результату к предлагаемому техническому решению, поэтому принят в качестве прототипа. Сущность этого способа (прототипа) состоит в том, что на удлиненные концы валов шестерни и колеса устанавливают оптические датчики и пантографы в виде рамочек; последние крепятся к неподвижной станине или к корпусу редуктора. Во время работы зубчатой передачи угловые отклонения, которые совершает зубчатое колесо вместе с валом, на котором оно закреплено, регистрируются оптическим датчиком и передаются на записывающее устройство.
Однако этот способ (прототип) обладает следующими недостатками:
- весьма чувствителен к вибрациям и динамическим воздействиям на валы шестерни и колеса, поэтому невозможно получить достоверные результаты измерений кинематической погрешности в производственных условиях;
- допускаемое радиальное биение валов шестерни и колеса, на которые устанавливаются оптические датчики, не должно превышать 0,01 мм, которое в условиях эксплуатации крупномодульных многотонных передач практически недостижимо;
- требования техники безопасности не позволяют с помощью прототипа определить кинематические погрешности крупномодульных зубчатых передач прокатных станов, тяговых зубчатых передач железнодорожных локомотивов и других объектов, в которых используются зубчатые передачи.
В условиях естественной эксплуатации зубчатой передачи ее циклическая погрешность зубцовой частоты непрерывно увеличивается, так как активная поверхность зубьев изнашивается неравномерно: максимальная величина износа у вершины и корня зубьев, а середина зубьев, зона полюсной линии, изнашивается несущественно.
Объясняется это тем, что у вершины и корня зубьев максимальное скольжение, которое по мере приближения к полюсной линии уменьшается, а на полюсной линии чистое качение.
Поэтому сила трения у вершины и корня зубьев примерно в 100 раз больше силы трения в зоне полюсной линии (см. пример конкретного выполнения предлагаемого способа).
В связи с этим ведомое зубчатое колесо в пределах каждого шага зацепления совершает вынужденные крутильные колебания: вращаясь в среднем с постоянной скоростью, отстает от номинального положения, когда контактируют изношенные участки профилей зубьев, и догоняет номинальное положение, когда контактируют неизношенные участки профилей, а именно тогда, когда профили зубьев контактируют в полюсе зацепления. При этом шестерня совершает крутильные колебания с большей амплитудой, так как для достижения контакта между изношенными участками профилей зубьев шестерни и колеса шестерня должна преодолеть величину износа на своем зубе плюс величину износа на зубе колеса.
Величина износа зубьев, выраженная в угловом измерении или длиной дуги делительной окружности, представляет собой кинематическую погрешность, а удвоенная величина амплитуды кинематической погрешности в соответствии с ГОСТ 1643-81 является циклической погрешностью зубцовой частоты в зубчатой передаче.
Вынужденные крутильные колебания шестерни и колеса отрицательно сказываются на работе машин, которые они приводят в действие. Так шестеренные валки, напрямую связанные с прокатными валками, существенно снижают долговечность прокатных валков, а ведомое зубчатое колесо, жестко установленное на оси колесной пары железнодорожного локомотива, совершая вынужденные крутильные колебания, само преждевременно изнашивается и снижает долговечность колесной пары и рельс.
В связи с этим необходимо своевременно установить допускаемые циклические погрешности зубцовой частоты в передаче, чтобы не допустить катастрофическое изнашивание рабочих органов машин, которые приводятся в действие с помощью зубчатой передачи, чтобы предупредить возможные аварии.
Из-за выше указанных недостатков прототипа выполнить эту задачу не представляется возможным, так как во время профилактического осмотра невозможно определить циклическую погрешность зубцовой частоты известными способами.
Целью предлагаемого изобретения является разработка способа определения циклической погрешности зубцовой частоты крупномодульных передач путем измерения толщины зубьев в нормальном сечении зубьев шестерни и колеса штанген-зубомером на месте эксплуатации передачи без каких-либо дополнительных операций и средств.
Поставленная цель достигается путем измерения толщины зубьев в нормальном сечении колеса штанген-зубомером. После изготовления зубчатого колеса измеряют толщину зуба на полюсной линии, а также на линии зуба, содержащей входную точку рабочего участка линии зацепления зубьев. Полученные результаты измерений вносят в паспорт зубчатого редуктора или в чертеж зубчатого колеса.
В процессе наблюдения за эксплуатацией зубчатой передачи, во время профилактического осмотра передачи, снова измеряют толщину зуба колеса на вышепоименованных линиях зуба. С помощью результатов измерений определяют циклическую погрешность зубцовой частоты в зубчатой передаче по зависимости
где d2 - делительный диаметр колеса;
γΔ=γk1-γ∂ - амплитуда гармонической составляющей кинематической погрешности передачи в угловом измерении, в градусах;
 - величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, в угловом измерении, в градусах;
- величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, в угловом измерении, в градусах;
 - величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, в линейном измерении, в мм;
- величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, в линейном измерении, в мм;
 - исходная, после нарезания зубьев (во время профилактического осмотра), толщина зуба на линии, содержащей входную точку рабочего участка линии зацепления зубьев, в линейном измерении, в мм;
- исходная, после нарезания зубьев (во время профилактического осмотра), толщина зуба на линии, содержащей входную точку рабочего участка линии зацепления зубьев, в линейном измерении, в мм;
 - диаметр окружности, содержащей входную точку рабочего участка линии зацепления зубьев, с центром на оси шестерни;
- диаметр окружности, содержащей входную точку рабочего участка линии зацепления зубьев, с центром на оси шестерни;
 - величина износа на полюсной линии зуба колеса в угловом измерении, в градусах;
- величина износа на полюсной линии зуба колеса в угловом измерении, в градусах;
 - величина износа на полюсной линии зуба колеса в линейном измерении, в мм;
- величина износа на полюсной линии зуба колеса в линейном измерении, в мм;
 - исходная, после нарезания зубьев (во время профилактического осмотра передачи), толщина зуба на полюсной линии зуба колеса в линейном измерении, в мм.
- исходная, после нарезания зубьев (во время профилактического осмотра передачи), толщина зуба на полюсной линии зуба колеса в линейном измерении, в мм.
Признаки, отличающие предложенный способ от прототипа, являются не только новыми, но и существенными, так как позволяют не только существенно упростить, но и впервые выполнить определение циклической погрешности зубцовой частоты крупномодульных зубчатых передач.
Для выполнения предложенного способа требуется всего лишь штанген-зубомер, с помощью которого замеряют толщину зубьев колеса через смотровой лючок корпуса редуктора, и по предложенной зависимости определяют циклическую погрешность зубцовой частоты в передаче.
Предложенный способ свободен от недостатков прототипа: не зависит от вибраций, динамических воздействий, радиального биения валов и зубчатых колес, так как определяется максимальная величина циклической погрешности в пределах одного углового шага в статике. Не требуется выполнять монтажные или демонтажные работы; предложенный способ безопасен и не требует высокой квалификации оператора. Предложенный способ позволяет прямым измерением, без опосредования и тарировки световых, цифровых, электрических и иных физических моделей, определять циклическую погрешность крупномодульных зубчатых передач.
Предложенный способ обеспечивает высокую точность, так как измерения выполняют штанген-зубомером, цена деления которого составляет 0,02 мм, и с помощью которого определяют толщину зубьев при изготовлении, как правило, всех зубчатых колес.
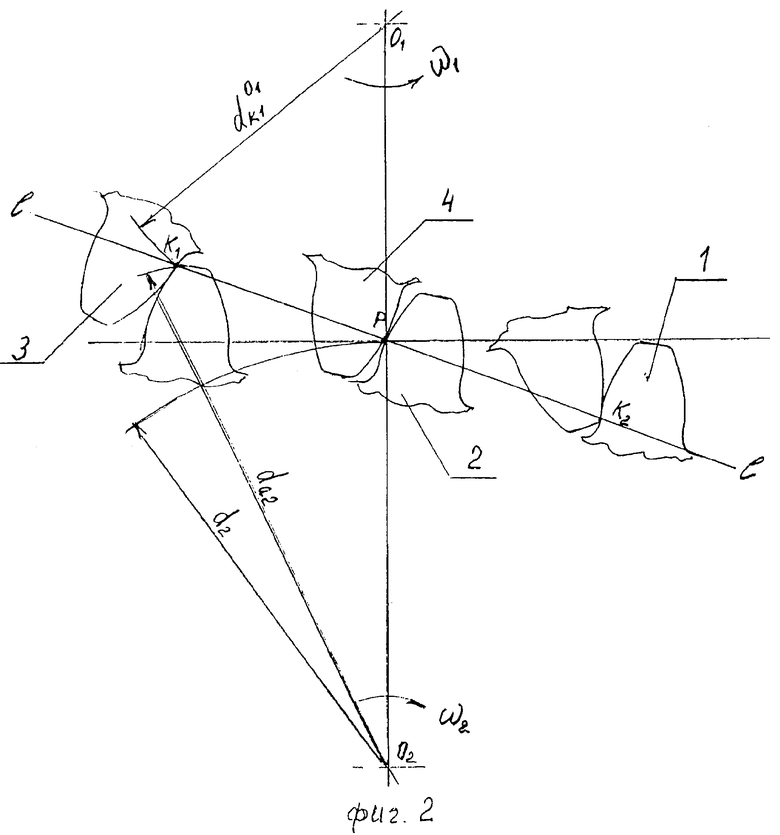
Предложенный способ поясняется чертежами: на фиг.1 изображено нормальное сечение зуба колеса, профиль которого изменяется в результате естественной эксплуатации передачи, на фиг.2 представлена схема зацепления зубьев: на входе в зацепление (точка К1), в полюсе зацепления (точка Р) и на выходе из зацепления (точка К2).
На чертежах приняты следующие обозначения:
1 - зуб колеса;
2 - зубчатое колесо;
3 - зуб шестерни;
4 - шестерня;
5 - фаска;
ll линия зацепления;
К1 - входная точка рабочего участка линии зацепления;
Р - полюс зацепления;
K2 - выходная точка рабочего участка линии зацепления;
K1K2 - рабочий участок линии зацепления;
O1 (O2) - ось шестерни (колеса);
ω1 (ω2) - направление вращения шестерни (колеса);
d2 - делительный диаметр колеса;
- диаметр окружности, содержащий входную точку К1 рабочего участка линии зацепления зубьев, с центром на оси шестерни;
da2 - диаметр окружности вершин зубьев колеса;
 - диаметр окружности, содержащий входную точку К1 рабочего участка линии зацепления зубьев с центром на оси колеса (диаметр окружности притупленных кромок зубчатого колеса);
- диаметр окружности, содержащий входную точку К1 рабочего участка линии зацепления зубьев с центром на оси колеса (диаметр окружности притупленных кромок зубчатого колеса);
dp - диаметр окружности нижних точек активных участков профилей зубьев зубчатого колеса;
после нарезания зубьев, (во время профилактического осмотра передачи) толщина зуба на линии зуба, содержащей входную точку K1 рабочего участка линии зацепления зубьев, в мм;
- исходная, после нарезания зубьев (во время профилактического осмотра передачи), толщина зуба на полюсной линии зуба колеса в мм;
γk1 - величина износа на линии зуба колеса, содержащей входную точку K1 рабочего участка линии зацепления зубьев, в угловом измерении, в градусах;
γ∂ - величина износа на полюсной линии зуба в угловом измерении, в градусах.
Предложенный способ определения циклической погрешности зубцовой частоты dzzor в зубчатой передаче выполняют путем измерения толщин: 


 зубьев 1, фиг.1, в нормальном сечении зубьев 1 колеса 2 штанген-зубомером.
зубьев 1, фиг.1, в нормальном сечении зубьев 1 колеса 2 штанген-зубомером.
После изготовления зубчатого колеса 2 измеряют толщины:  и
и  зуба 1 на полюсной линии Р, фиг.1, а так же на линии Рk1 зуба 1, фиг.1, содержащей входную точку К1, фиг.2, рабочего участка К1K2 линии ll зацепления зубьев 1 и 3. Полученные результаты
зуба 1 на полюсной линии Р, фиг.1, а так же на линии Рk1 зуба 1, фиг.1, содержащей входную точку К1, фиг.2, рабочего участка К1K2 линии ll зацепления зубьев 1 и 3. Полученные результаты  и вносят в паспорт зубчатого редуктора или в чертеж зубчатого колеса 2.
и вносят в паспорт зубчатого редуктора или в чертеж зубчатого колеса 2.
В процессе наблюдения за эксплуатацией зубчатой передачи, во время профилактического осмотра передачи, снова измеряют толщины  и зуба 1 колеса 2 на вышепоименованных линиях зуба 1.
и зуба 1 колеса 2 на вышепоименованных линиях зуба 1.
С помощью результатов измерений определяют циклическую погрешность зубцовой частоты fzzor в зубчатой передаче по зависимости
где d2 - делительный диаметр колеса 2, фиг.1;
γΔ=γk1-γ∂ - амплитуда гармонической составляющей кинематической погрешности передачи в угловом измерении, в градусах;
- величина износа, фиг.1, на линии Рk1 зуба 1 колеса 2, содержащей входную точку К1, фиг.2, рабочего участка К1К2 линии ll зацепления, в угловом измерении, в градусах;
- величина износа, фиг.1, на линии Pk1, зуба 1 колеса 2, содержащей входную точку К1, фиг.2, в мм.
- исходная, после нарезания зубьев (во время профилактического осмотра передачи), толщина зуба 1 на лини зуба 1 колеса 2, содержащей входную точку K1 рабочего участка линии зацепления зубьев, в мм;
- диаметр окружности, содержащей точку К1, фиг.2, с центром на оси O1 шестерни 4;
 - величина износа. Фиг.1, на полюсной линии Р зуба 1 колеса 2 в угловом измерении, в градусах;
- величина износа. Фиг.1, на полюсной линии Р зуба 1 колеса 2 в угловом измерении, в градусах;
- величина износа на полюсной линии Р зуба 1 колеса 2, в мм;
- исходная, после нарезания зубьев (во время профилактического осмотра передачи), толщина зуба 1 на полюсной линии Р зуба 1 колеса 2 в мм.
С помощью предложенного способа можно определить циклическую погрешность зубцовой частоты в передаче после ее изготовления. Для этого определяют по формулам ГОСТ 16532-70 (раздел: расчет толщины по хорде и высоты до хорды) номинальные толщины зуба на полюсной линии и на линии, содержащей входную точку К1, а затем с помощью штанген-зубомера измеряют исходную, после нарезания зубьев, толщину на тех же линиях и по предложенной зависимости  определяют циклическую погрешность зубцовой частоты в изготовленной передаче.
определяют циклическую погрешность зубцовой частоты в изготовленной передаче.
Пример конкретного выполнения предложенного способа. Шестеренные валки клети №6 чистовой группы клетей стана 2000 горячей прокатки имеют следующие основные геометрические параметры: m=28 мм; Z1=Z2=32; β=26°21' 46,2''=26,362833°; Х1=X2=0; h=63 мм (высота зубьев); d1,2=1000 мм; da1=da2=1056 мм; jn min=0,550 мм (величина гарантированного бокового зазора);  u=1; α=20°; αt=22,107814° (угол профиля в торцовом сечении); b=2000 мм; передача шевронная.
u=1; α=20°; αt=22,107814° (угол профиля в торцовом сечении); b=2000 мм; передача шевронная.
Требуется определить максимальную величину циклической погрешности зубцовой частоты в шестеренных валках во время профилактического осмотра валков.
Максимально изношенными участками головки и ножки зубьев являются входная точка К1 рабочего участка линии зацепления, фиг.2, так как на линии зуба, содержащей точку К1, не только максимальное проскальзывание между профилями зубьев ведущего (шестерни) и ведомого (колеса) шестеренных валков, но и преждевременный контакт зубьев, так как впередиидущий зуб шестерни имеет большую величину изгибной деформации, чем сопряженный с ним зуб колеса вследствие того, что плечо зуба шестерни на выходе из зацепления больше плеча зуба колеса. В связи с этим контактные напряжения в момент входа зубьев в зацепление больше, чем на выходе зубьев из зацепления, а следовательно, и износ зубьев на входе в зацепление (в точке К1) больше, чем на выходе зубьев из зацепления (в точке К2), хотя в точке К2 такое же максимальное проскальзывание профилей зубьев, как и в точке К1.
В связи с этим за максимально изношенные участки зуба колеса принимаем линию зуба, содержащую точку К1.
Для замера толщины зубьев на максимально изношенных участках зубьев необходимо предварительно определить расстояние от вершины зуба до линии зуба, содержащей точку К1. Для этого требуется определить координаты точки К1 и радиусы окружностей, концентрических осям валов, которым принадлежит точка К1.
Точка К1 представляет собой пересечение окружности da2 вершин зубьев ведомого валка с линией ll зацепления, фиг.2, поэтому для определения координат точки К1 решаем совместно их уравнения
Определяем радиусы окружностей, содержащих точку К1 с центром на осях валов O1 и О2, фиг.2:

где 
Определяем измерительную высоту зубьев на окружностях ведущего (шестерни) и ведомого (колеса) валков, содержащих входную точку К1 рабочего участка К1К2 линии зацепления по формулам ГОСТ 16532-70 (Передачи зубчатые цилиндрические эвольвентные внешнего зацепления. Расчет геометрии).
Искомые величины: измерительные высоты и номинальные (расчетные) толщины для шестерни (ведущего валка) и колеса (ведомого валка) на поименованных выше линиях зубьев будут одинаковыми, так как передаточное число валков равно единице, так как мы имеем дело с двумя одинаковыми зубчатыми колесами.
Угол профиля на окружности  составляет
составляет
 αk1=21,325132°.
αk1=21,325132°.
Окружная толщина (в торцовой плоскости передачи) зубьев ведущего (ведомого) шестеренного валка на окружности составляет

где 

Угол наклона линии зуба на цилиндре  составляет
составляет

Половина угловой толщины зуба эквивалентного зубчатого колеса, соответствующая концентрической окружности диаметра  (см. ГОСТ 16532-70, раздел: "Расчет толщины по хорде и высоты до хорды") составляет:
(см. ГОСТ 16532-70, раздел: "Расчет толщины по хорде и высоты до хорды") составляет: 
Номинальная толщина зуба по хорде в нормальном сечении ведущего (ведомого) шестеренного валка окружности  содержащей входную точку К1 рабочего участка линии зацепления, составляет
содержащей входную точку К1 рабочего участка линии зацепления, составляет
Высота до хорды составляет

Аналогично определены номинальные толщины по хорде и высоты до хорды на делительной окружности d1=1000 мм и окружности 
где Δ=2 мм - фаска у вершины зуба колеса (ведомого валка) и шестерни (ведущего валка). Результаты вычислений представлены в таблице


Предположим, что в процессе эксплуатации шестеренных валков толщина зубьев, измеренная штанген-зубомером, на окружности  на измерительной высоте до хорды
на измерительной высоте до хорды  уменьшилась на Δk1=1 мм, а на делительной окружности d1=1000 мм при
уменьшилась на Δk1=1 мм, а на делительной окружности d1=1000 мм при  толщина зуба уменьшилась на Δ∂=0,1 мм.
толщина зуба уменьшилась на Δ∂=0,1 мм.
Такая разница в величинах износа вполне реальна, так как сила трения у вершины и корня зубьев больше силы трения на полюсной линии в

где Tk1=fск·F - сила трения на линии зуба, содержащей точку K1;
 - сила трения на полюсной линии;
- сила трения на полюсной линии;
fск=0,07÷0,1=0,085 - средняя величина коэффициента трения скольжения (А.И.Петрусевич. Зубчатые и червячные передачи, в книге Детали машин, М., ГНТИ, М.,1951 г. стр. 187);
fкач=0,008 см - коэффициент трения качения для термически улучшенной стали по стали (Г.К.Трубин. Контактная усталость материалов для зубчатых колес. ГНТИ, М., 1962 г., стр. 55, табл. 5);
ρp=9.409 см - приведенный радиус кривизны в полюсе Р зацепления, который определен по следующим зависимостям:
 ρp=9,409 см,
ρp=9,409 см,
где ρ1=ρ2=0,5·d1·sinαt=18,818 - радиусы кривизны в полюсе зацепления ведущего и ведомого шестеренных валков.
Таким образом фактическая, измеренная штанген-зубомером, толщина зуба по хорде окружности  стала
стала  (измерительная высота
(измерительная высота  ),
),
где - исходная, замеренная после изготовления зубчатого колеса (фактическая после некоторой эксплуатации передачи) толщина зуба колеса на его линии, содержащей входную точку К1, в мм. Здесь Δk1 является хордой, так как представляет собой разность хорд  и
и 
Величину износа Δk1=1 мм, представляющую собой хорду окружности  выражаем в угловом измерении по зависимости (И.Н.Бронштейн, К.А.Семендяев. Справочник по математике. М., 1953 г., стр. 169):
выражаем в угловом измерении по зависимости (И.Н.Бронштейн, К.А.Семендяев. Справочник по математике. М., 1953 г., стр. 169):  γk1=0,1152167°,
γk1=0,1152167°,
где γk1 - величина износа зуба в угловом измерении на окружности  в фазе зацепления, во время которой зубья контактируют в точке К1.
в фазе зацепления, во время которой зубья контактируют в точке К1.
По аналогии величина износа на полюсной линии зуба, на делительной окружности d1,2=1000 мм в угловом измерении составляет
 γ∂=0,0114591°,
γ∂=0,0114591°,
где γ∂ - величина износа зуба в угловом измерении на делительной окружности d1, в фазе зацепления, во время которой зубья контактируют в полюсе Р зацепления.
Отсюда следует, что амплитуда гармонической составляющей кинематической погрешности передачи в угловом измерении составляет
γΔ=γk1-γ∂=0,1037576°.
В соответствии с ГОСТ 1643-81 (Передачи зубчатые цилиндрические. Допуски) циклическая погрешность зубцовой частоты в передаче представляет собой удвоенную амплитуду гармонической составляющей кинематической погрешности ведомого зубчатого колеса передачи с частотой повторений, равной частоте входа зубьев в зацепление; измеряется эта погрешность в линейных величинах длиной дуги делительной окружности.
Следовательно, циклическая погрешность зубцовой частоты ведомого колеса, равная циклической погрешности зубцовой частоты в передаче, в угловом измерении составляет 2γΔ=0,2075152°, а в линейном измерении, определяемая длиной дуги делительной окружности колеса (ведомого шестеренного валка), см. И.Н.Бронштейн, К.А.Семендяев. Справочник по математике, М., 1953 г., стр. 169, составляет

Циклическая погрешность зубцовой частоты шестерни (ведущего шестеренного валка) составляет fzwr=2fzkr=2·1,81=3,62 мм, так как для достижения контакта в точке К1 шестерня (ведущий шестеренный валок) должна при вращении пройти, преодолеть, величину износа на своем зубе (у корня зуба) плюс такую же величину износа на зубе колеса (у вершины зуба), так как валки одинаковые по всем параметрам, имеют одинаковую твердость зубьев и изготовлены из одного материала.
Предложенный способ является простым и надежным, свободен от недостатков аналогов и прототипа, позволяет определять циклическую погрешность зубцовой частоты в зубчатой передаче после ее изготовления, а также ее измерение в различные периоды эксплуатации передачи без существенных трудозатрат и потерь времени технологического процесса в целом, обслуживание которого выполняет данная зубчатая передача.
Существенную пользу предложенный способ может принести при исследовании устойчивости исходной геометрии активных поверхностей зубьев крупномодульных зубчатых передач в условиях естественной эксплуатации передач.
Таким образом, цель предложенного изобретения - разработка способа определения циклической погрешности зубцовой частоты крупномодульных зубчатых передач путем измерения толщины зубьев в нормальном сечении зубьев шестерни и колеса штанген-зубомером на месте эксплуатации передачи без каких-либо дополнительных операций и средств кроме штанген-зубомера - достигнута.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОСОЗУБАЯ ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА ВНЕШНЕГО ЗАЦЕПЛЕНИЯ | 2002 |
|
RU2224154C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАВНОСТИ РАБОТЫ ШПИНДЕЛЯ ПЕРЕДНЕЙ БАБКИ ТОКАРНЫХ СТАНКОВ | 2005 |
|
RU2283729C1 |
| ПРЯМОЗУБАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1999 |
|
RU2160403C1 |
| КОСОЗУБАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1995 |
|
RU2116532C1 |
| КОСОЗУБАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 2002 |
|
RU2222738C1 |
| Зубчатая передача точечного зацепления | 1990 |
|
SU1716226A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| ЗУБЧАТАЯ ПЕРЕДАЧА | 1995 |
|
RU2108509C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2016 |
|
RU2632361C1 |
| Пильгерстан для прокатки труб неравномерно вращающимися валками | 1970 |
|
SU543437A1 |
Способ определения циклической погрешности зубцовой частоты в зубчатой передаче относится к машиностроению и может быть использован для контроля качества крупномодульных зубчатых передач в условиях их эксплуатации. Способ заключается в том, что перед эксплуатацией зубчатой передачи измеряют толщину зуба зубчатого колеса на полюсной линии и на линии, содержащей входную точку рабочего участка линии зацепления зубьев. После износа зубчатой передачи снова измеряют толщину зуба на указанных линиях зуба и с помощью результатов измерения определяют циклическую погрешность зубцовой частоты в зубчатой передаче расчетным путем. Способ позволяет определить циклическую погрешность зубцовой частоты крупномодульных зубчатых передач без каких-либо дополнительных операций и средств. 2 ил., 1 табл.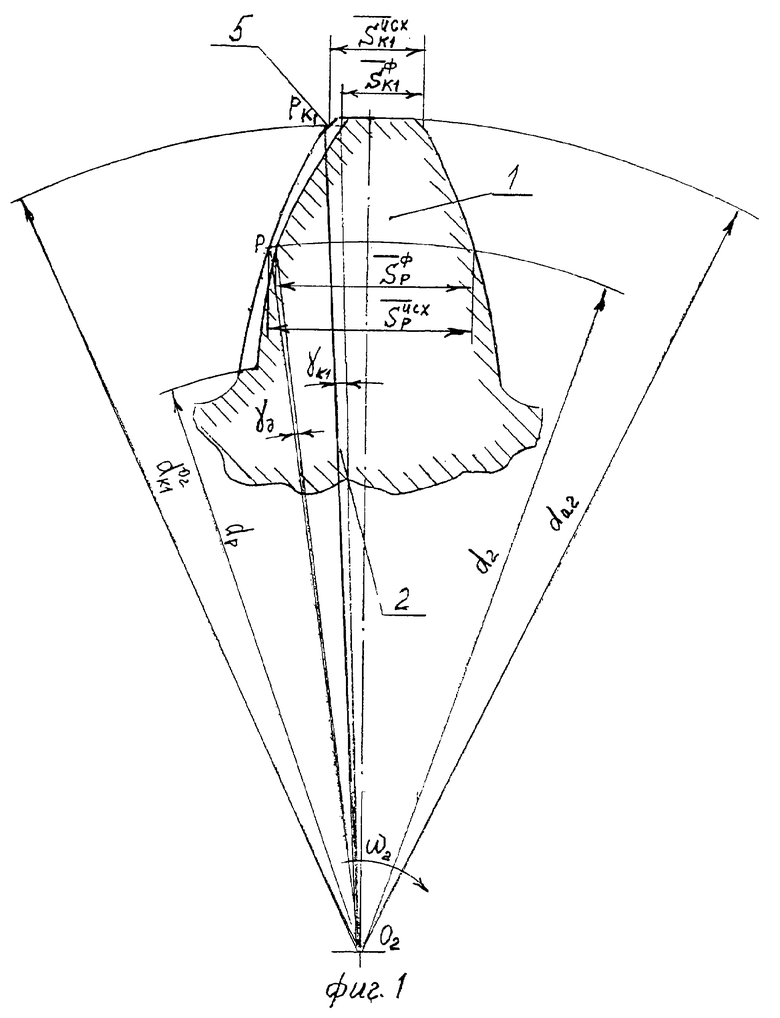
Способ определения циклической погрешности зубцовой частоты в зубчатой передаче, выполняемый путем измерения толщины зубьев в нормальном сечении зуба колеса штанген-зубомером, отличающийся тем, что после изготовления зубчатого колеса измеряют толщину зуба на полюсной линии, а также на линии зуба, содержащей входную точку рабочего участка линии зацепления зубьев, вносят полученные результаты в паспорт зубчатого редуктора или в чертеж зубчатого колеса и в процессе наблюдения за эксплуатацией зубчатой передачи, во время профилактического осмотра передачи снова измеряют толщину зуба колеса на вышепоименованных линиях зуба, с помощью результатов измерений определяют циклическую погрешность зубцовой частоты в зубчатой передаче по зависимости:
где d2 - делительный диаметр колеса;
γΔ=γk1-γ∂ - амплитуда гармонической составляющей кинематической погрешности передачи в угловом измерении, град.;
 - величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, в угловом измерении, град.;
- величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, в угловом измерении, град.;
 - величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, мм;
- величина износа на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, мм;
 - исходная после нарезания зубьев (во время профилактического осмотра передачи) толщина зуба на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, мм;
- исходная после нарезания зубьев (во время профилактического осмотра передачи) толщина зуба на линии зуба колеса, содержащей входную точку рабочего участка линии зацепления зубьев, мм;
 - диаметр окружности, содержащей входную точку рабочего участка линии зацепления зубьев, с центром на оси шестерни;
- диаметр окружности, содержащей входную точку рабочего участка линии зацепления зубьев, с центром на оси шестерни;
 - величина износа на полюсной линии зуба колеса в угловом измерении, в град.;
- величина износа на полюсной линии зуба колеса в угловом измерении, в град.;
 - величина износа на полюсной линии зуба колеса, мм;
- величина износа на полюсной линии зуба колеса, мм;
 - исходная после нарезания зубьев (во время профилактического осмотра передачи) толщина зуба на полюсной линии зуба колеса, мм.
- исходная после нарезания зубьев (во время профилактического осмотра передачи) толщина зуба на полюсной линии зуба колеса, мм.
| МАРКОВ А.Л | |||
| Измерение зубчатых колес | |||
| - Л.: Машиностроение, 1977, с.153-159 | |||
| Способ диагностирования зубчатых пар в механизме | 1988 |
|
SU1688140A1 |
| Способ контроля цилиндрической зубчатой передачи | 1989 |
|
SU1700355A1 |
| Измерительный зонд | 1975 |
|
SU553763A1 |

