Изобретение относится к машиностроению и может быть использовано для контроля кинематической точности металлорежущих станков токарной группы как при производстве станков, так и во время их эксплуатации.
ГОСТ 18097-95 "Станки токарные и токарно-винторезные. Нормы точности и жесткости" не предусматривает контроль кинематической точности шпинделя передней бабки токарных станков, так как нет достаточно простых и удобных способов для измерения плавности работы токарных и токарно-винторезных станков в условиях их эксплуатации.
Однако плавность работы шпинделя передней бабки токарного станка существенно влияет на качество обрабатываемой поверхности деталей машин и механизмов. Для достижения заданного на чертеже детали класса шероховатости обрабатываемой поверхности приходится использовать чрезмерно много времени, при этом, как правило, на токарном станке достигают только 6 класс, разряд "а" шероховатости обрабатываемой поверхности по ГОСТ 2789-73 "Шероховатость поверхности, параметры, характеристики".
Влияние плавности вращения шпинделя станка на шероховатость поверхности обрабатываемой детали состоит в следующем. Шпиндель, а вместе с ним и обрабатываемая деталь вращаются со средней постоянной скоростью, при этом периодически отстают от номинального положения, а затем догоняют номинальное положение, шпиндель и обрабатываемая деталь во время работы совершают крутильные колебания.
Это происходит вследствие того, что привод шпинделя состоит из нескольких наборов зубчатых передач, которые всегда имеют кинематическую погрешность. Суммарная величина кинематических погрешностей набора зубчатых передач в конечном счете передается зубчатому колесу, жестко закрепленному на шпинделе станка. В результате шпиндель и обрабатываемая деталь, жестко скрепленные между собой, теоретически всегда в определенной мере совершают крутильные колебания во время работы, так как в соответствии с ГОСТ 1643-91 зубчатые передачи 1 и 2 степеней по кинематической точности при всем желании изготовить пока невозможно.
Кроме исходной кинематической погрешности, которую имеют зубчатые передачи привода шпинделя после их изготовления, в процессе эксплуатации эвольвентные зубчатые передачи снижают плавность работы, увеличиваются крутильные колебания зубчатых передач, так как активные эвольвентные поверхности зубьев колес изнашиваются неравномерно: вершина и корень зубьев изнашиваются больше, чем зона полюсной линии зубьев.
У вершины и корня зубьев имеет место скольжение, которое по мере приближения к полюсной линии уменьшается до нуля и на полюсной линии имеет место чистое качение. В связи с тем, что коэффициент трения скольжения на порядок больше коэффициента трения качения, эвольвентные профили зубьев изнашиваются неравномерно, поэтому амплитуда крутильных колебаний зубчатых колес возрастает в процессе их эксплуатации.
В связи с этим деталь, которую обрабатывают, например на токарно-винторезном станке, повторяет крутильные колебания шпинделя, амплитуда которых представляет собой круговую подачу на резец обрабатывающий деталь. Поэтому в пределах каждого крутильного колебания обрабатываемой детали круговая подача при отставании детали (шпинделя) уменьшается, а при ускоренном вращении - увеличивается.
В результате сила резания пульсирует, а на поверхности обрабатываемой детали образуются волны в ее поперечном сечении (винтовые ребра в продольном направлении детали). Высота этих волн представляет собой максимальные величины параметров шероховатости поверхности, регламентируемые ГОСТ 2789-73. Поэтому периодическое определение плавности работы шпинделя передней бабки токарных станков имеет важное значение для повышения качества деталей машин и механизмов.
Известен прибор кинематомер ЦНИИТМАШ (Л.А.Архангельский, Г.И.Ткачевский "Методы измерения и компенсации функциональных ошибок кинематической цепи зубофрезерных станков" в книге №65 "Повышение кинематической точности зубофрезерных станков" М.: ГНТИ, 1954 г., стр.102-126), который состоит из трех частей: отправителя, устанавливаемого на столе проверяемого зубофрезерного станка, электрической части и индикатора, кинематически связанного с фрезерной оправкой, устанавливаемой на суппорте станка.
Способ определения циклической кинематической погрешности зубофрезерных станков с помощью прибора кинематомер ЦНИИТМАШ является наиболее близким по технической сущности и достигаемому результату к предлагаемому техническому решению, поэтому принят в качестве прототипа.
Однако способ определения циклической кинематической погрешности зубофрезерных станков с помощью кинематомера ЦНИИТМАШ является громоздким, сложным и трудоемким (см. там же стр.102-126), требует очень высокую квалификацию оператора. Кроме этих недостатков с помощью прототипа невозможно определить кинематическую погрешность отдельного вала в разомкнутой кинематической цепи, каким является шпиндель передней бабки токарного станка.
Целью предлагаемого изобретения является разработка способа определения плавности работы шпинделя передней бабки токарных станков для своевременного контроля плавности работы шпинделя и для существенного повышения класса точности станков при их производстве и во время эксплуатации, а также для снижения параметров шероховатости обрабатываемых поверхностей деталей машин, расширения диапазона классов шероховатости поверхностей при токарной обработке деталей машин.
Поставленную цель достигают путем выполнения следующих технологических операций. Устанавливают цилиндрическую оправку на линии центров и жестко скрепляют ее со шпинделем. На суппорте станка устанавливают оксидированный (или с каким-либо другим тонким покрытием) цилиндрический ролик, диаметр которого выполнен равным или большим в целое число раз в сравнении с диаметром оправки.
Ролик снабжен тормозным устройством. Ось ролика располагают параллельно линии центров станка, а державку ролика жестко закрепляют на суппорте станка. Активную цилиндрическую поверхность ролика прижимают к оправке, создают тормозной момент на ролике с помощью тормозного устройства и приводят во вращение шпиндель передней бабки станка. В результате совместного вращения и взаимодействия оправки и ролика получают светлые (свободные от окисной пленки) полосы на оксидированной цилиндрической поверхности ролика. Ширина светлых полос практически равна амплитуде крутильного колебания шпинделя передней бабки станка.
Частоту крутильных колебаний шпинделя определяют по зависимости:
zш=zp:к,
где zш - частота крутильных колебаний шпинделя за один его оборот;
zp - частота крутильных колебаний ролика (число светлых полос на ролике),
к=dp:do - передаточное число (целое число) между роликом и оправкой;
dp(do) - диаметр ролика (оправки).
Признаки, отличающие предложенный способ от прототипа, являются новыми и существенными, так как впервые позволяют просто и надежно определять плавность работы шпинделя передней бабки токарных станков, как на стадии производства, так и во время их эксплуатации.
Несмотря на то что в данном случае в качестве амплитуды крутильного колебания принята не длина дуги, а хорда окружности цилиндрической активной поверхности ролика на угле одного крутильного колебания оправки (шпинделя), предложенный способ обеспечивает высокую точность измерения плавности работы шпинделя передней бабки токарного станка. Это объясняется тем, что длина дуги, представляющая собой амплитуду кинематической погрешности, практически не отличается от хорды этой дуги.
Предлагаемый способ поясняется чертежом, на котором изображена схема расположения шпинделя передней бабки токарного станка и ролика с тормозным устройством. На чертеже приняты следующие обозначения:
1 - шпиндель передней бабки токарного станка;
2 - цилиндрическая оправка;
3 - линия центров станка (ось вращения шпинделя 1 и оправки 2);
4 - трехкулачковый патрон токарного станка;
5 - оксидированный цилиндрический ролик с подшипником качения;
6 - тормозное устройство, состоящее из двух колец (ферродо и сталь) и нажимных болтов;
7 - ось вращения ролика 5;
8 - державка ролика 5, закрепленная в резцедержателе суппорта станка;
9 - активная оксидированная поверхность ролика 5;
10 - светлые полосы на поверхности 9 ролика 5;
А - ширина светлых полос 10, принятая за амплитуду крутильных колебаний шпинделя 1.
Предлагаемый способ определения плавности работы шпинделя передней бабки токарных станков выполняют с помощью цилиндрической оправки 2 (см. чертеж), которую устанавливают на линии 3 центров станка и жестко скрепляют со шпинделем 1.
Предложенный способ отличается тем, что на суппорте станка устанавливают оксидированный цилиндрический ролик 5, диаметр dp которого выполнен равным или большим в целое число "к" раз в сравнении с диаметром do оправки 2 и который снабжен тормозным устройством 6.
Ось 7 ролика 5 располагают параллельно линии 3 центров станка, а державку 8 ролика 5 жестко закрепляют на суппорте станка. Активную оксидированную цилиндрическую поверхность 9 ролика 5 прижимают к оправке 2 и создают тормозной момент на ролике 5 с помощью тормозного устройства 6.
Приводят во вращение шпиндель 1 и в результате совместного вращения с проскальзыванием оправки 2 и ролика 5 получают светлые полосы 10 на оксидированной поверхности 9 ролика 5. Ширина "А" светлых полос 10 практически с большой степенью точности равна амплитуде крутильного колебания шпинделя 1, а частоту zш крутильных колебаний шпинделя 1 определяют по зависимости: zш=zp:к,
где zш - частота крутильных колебаний шпинделя 1 за его один оборот;
zp - частота крутильных колебаний ролика 5 (число светлых полос 10 на ролике 5);
к=dp:do - передаточное число (целое число) между роликом 5 и оправкой 2;
dp(do) - диаметр ролика 5 (оправки 2).
Зависимость, по которой определяют частоту zш крутильных колебаний шпинделя 1, является очевидной, так как при равных диаметрах dp и do, при к=1, частота zш равна числу светлых полос 10 на ролике 5, а при к=2 частота zш крутильных колебаний шпинделя 1 равна числу zp светлых полос 10 на ролике 5, деленному на к=2. Передаточное число "к" принимают целым числом, чтобы светлые полосы 10 не смещались по окружности dp ролика 5 в процессе вращения и взаимодействия оправки 2 и ролика 5.
Пример конкретного выполнения предложенного способа.
Предположим, что оправка 2, представленная на чертеже, имеет диаметр do=100 мм. По конструктивным соображениям принимаем диаметр ролика dp=200 мм, так как в ролик 5 вмонтирован подшипник качения.
Устанавливают цилиндрическую оправку 2 на токарном станке на линии 3 центров станка, при этом один конец оправки 2 зажимают в патроне 4, а другой конец оправки 2 фиксируют с помощью центра задней бабки станка. Проверяют оправку на радиальное биение, которое не должно превышать 0,02 мм.
На суппорте станка устанавливают оксидированный цилиндрический ролик 5 так, чтобы прилегание ролика 5 к оправке 2 было по всей ширине ролика 5. В этом положении державку 8 ролика 5 закрепляют на суппорте станка с помощью резцедержателя.
С помощью тормозного устройства 6 путем прижатия болтами кольца из ферродо к торцу ролика 5 создают небольшой тормозной момент на ролике 5 для того, чтобы во время взаимодействия оправки 2 и ролика 5 при ускоренном вращении оправки 2 из-за крутильного колебания шпинделя происходило проскальзывание оправки 2 относительно ролика 5, чтобы на поверхности 9 ролика 5 стиралась оксидная пленка и образовывались светлые полосы 10.
За счет поперечной подачи суппорта прижимают ролик 5 к оправке 2, создавая небольшой натяг, достаточный для того, чтобы оправка 2 смогла вращать ролик 5 за счет силы трения качения между активными поверхностями оправки 2 и ролика 5.
Далее приводят во вращение шпиндель станка. На ролике образуются светлые полосы 10. Измеряют ширину А полос 10, например с помощью лупы Бринеля. Ширину А полосы 10 принимают за амплитуду крутильных колебаний, амплитуду циклической кинематической погрешности шпинделя передней бабки токарного станка. Считают количество полос 10 и получают, например, z=128 светлых полос, тогда частота zш крутильных колебаний шпинделя 1 за его один оборот составит:
zш=zp:к=128:2=64,
где к=dp:do=200:100=2.
Рассмотрим, из чего складывается ширина светлых полос 10, представленных на чертеже, и какова ее реальная величина. Эти вопросы рассматриваем с использованием токарно-винторезного станка 1А62 (Н.И.Шавлюга. Кинематические цепи металлорежущих станков. Машгиз, 1950 г., стр.24-26).
Ширина "А" полос 10 изготовленного, но еще не работавшего станка складывается из допусков на циклические погрешности зубцовой частоты ведомых зубчатых колес зубчатых передач, которые составляют кинематическую цепь от электродвигателя до шпинделя передней бабки станка 1А62.
Эта кинематическая цепь состоит из 9 зубчатых передач 7-ой степени точности по ГОСТ 1643-91. Ведомое зубчатое колесо каждой зубчатой передачи выполнено с допуском на циклическую кинематическую погрешность зубцовой частоты, который передается от предыдущей зубчатой передачи последующей передаче. В данном случае (Н.И.Шавлюга, стр.25) ведомые зубчатые колеса 2, 4, 6, 8, 10, 12 имеют модуль 2,25 мм и допуски fzк (fzко) на циклическую погрешность зубцовой частоты соответственно: 8; 6,7; 8; 6,7; 6,7 и 6,7 мкм.
Ведомые зубчатые колеса 17, 23 и 25 имеют допуски fzк (fzко) соответственно: 7,1; 7,5 и 8,5 мкм. В связи с тем, что fzк передается от предыдущей зубчатой передачи последующей, на последнем 25 колесе, жестко закрепленном на шпинделе передней бабки станка, образуется циклическая кинематическая погрешность зубцовой частоты, равная сумме fzк всех 9 ведомых зубчатых колес, а именно Σfzк=65,9 мкм. Следовательно, последнее зубчатое колесо 25 (Н.И.Шавлюга, стр.25), жестко закрепленное на шпинделе, изначально вместе со шпинделем имеет циклическую кинематическую погрешность зубцовой частоты, примерно в 65,9:7,8=8 раз превышающую допускаемую по ГОСТ 1643-91 по нормам плавности работы 7-ой степени точности (ГОСТ 1643-91. Передачи зубчатые цилиндрические. Допуски, табл.7, нормы плавности работы, стр.37).
В этом ГОСТ, в примечании 1 к пункту 2.3 сказано: "Если плавность работы зубчатых колес соответствует требованиям настоящего стандарта, контроль плавности передач не обязателен", а промышленных средств контроля кинематической точности зубчатых колес в сборе, на станке, нет. Это с одной стороны, а с другой стороны, в том же примечании пункт 2 сказано все наоборот: "При соответствии плавности передач требованиям настоящего стандарта контроль плавности колес не является необходимым", при этом промышленных средств контроля кинематической точности зубчатых передач также нет.
В примере конкретного выполнения предложенного способа задана 7-ая степень точности по плавности работы зубчатых колес привода шпинделя, в том числе и зубчатого колеса 25, жестко закрепленного на шпинделе, а на самом деле кинематическая погрешность колеса 25, изготовленного по 7-ой степени точности, в 8 раз превышает заданную допускаемую погрешность.
В результате получается, что в условиях промышленности как при производстве, так и во время эксплуатации контроль отдельных зубчатых колес и передач не может быть выполнен и не выполняется. Поэтому величины допусков на циклические кинематические погрешности зубцовой частоты зубчатых передач являются необоснованными, не проверенными в условиях работы зубчатых передач.
ГОСТ 1643-91 базируется на том, что эвольвентная зубчатая передача в процессе эксплуатации неизменно сохраняет эвольвенту профилей зубьев. Однако это далеко не так, фактические погрешности зубцовой частоты в десятки раз превышают суммарную погрешность зубчатого колеса, жестко закрепленного на шпинделе, так как в процессе эксплуатации эвольвентные профили зубчатых колес изнашиваются неравномерно, с самого начала эксплуатации существенно теряют кинематическую точность, плавность работы.
Объясняется это тем, что вершина и корень зубьев изнашиваются существенно быстрее, чем зона полюсной линии. На полюсной линии имеет место чистое качение, а по мере удаления от нее к вершине и корню зубьев возникает и возрастает до максимальной величины скорость скольжения. Коэффициент трения скольжения на порядок больше коэффициента трения качения. В зубчатых передачах имеем:
fск=0,07-0,1=0,085 - коэффициент трения скольжения (А.И.Петрусевич. Зубчатые и червячные передачи. В книге Детали машин. ГНТИ, 1951 г., стр.187);
fкач=0,008 см - коэффициент трения качения (Г.К.Трубин. Усталость материалов для зубчатых колес. Машгиз, 1962 г., стр.55, табл. №5).
Соотношение сил трения у вершины (корня) зуба и в полюсе зацепления последней зубчатой передачи 24-25 (z24=32, z25=64, m=3,25 мм, α=20,45°) составляет: Тв:Тр=(fcrк:fкач)·ρр=12,9 раз,
где Тв=fск·F - сила трения у вершины (корня) зуба;
Тр=fкач·F:ρр - сила трения качения в полюсе зацепления;
ρр=1,211 см - приведенный радиус кривизны в полюсе зацепления. (1:ρр)=(1:ρ1)+(1:ρ2); ρ1=r1·sinα=52·sin20,45°=18,168 мм; аналогично ρ2=36,337 мм; ρр=12,11.
Таким образом сила трения у вершины зуба больше силы трения на полюсной линии на порядок, в 12,9 раз, поэтому эвольвентные профили зубьев изнашиваются неравномерно и приобретают существенную величину циклической кинематической погрешности зубцовой частоты. В 2004 г. ЦНИИТМАШ исследовал устойчивость эвольвентных зубчатых передач прокатного стана 2000 ОАО "Северсталь" в г.Череповце. Было установлено, что все эвольвентные зубчатые передачи имеют именно такой характер износа активных поверхностей зубьев.
Амплитуда крутильных колебаний (циклическая кинематическая погрешность зубцовой частоты) ведущих и ведомых зубчатых крупномодульных колес, эксплуатируемых от одного до трех лет, превышает допускаемые ГОСТ 1643-91 от 24 до 84 раз. Если в примере конкретного выполнения предложенного способа принять, что в процессе эксплуатации величина циклической погрешности зубцовой частоты колеса, жестко закрепленного на шпинделе передней бабки станка, дополнительно увеличилась в 20 раз, то ширина светлых полос 10 составит: А=20·Σfzк=20·0,0659=1,318 мм. Не только такую, но и существенно меньшую величину ширины "А" полосы 10 на оксидированном ролике 5 можно легко измерить с помощью лупы Бринеля или с помощью проектора. Повысить чувствительность, точность и диапазон измерений fzк предлагаемым способом можно за счет увеличения диаметра оправки 2. Если в примере конкретного выполнения предложенного способа принять диаметр 2 в два раза больше, не 100, а 200 мм, выполнить оправку в виде диска, сохраняя диаметр ролика прежним (200 мм), то ширина А полосы 10 возрастет в два раза, что позволит измерять существенно меньшие величины циклической кинематической погрешности зубцовой частоты шпинделя передней бабки токарно-винторезного станка.
В предлагаемом способе за циклическую кинематическую погрешность зубцовой частоты принята не длина дуги делительной окружности зубчатого колеса, а ее хорда. Однако погрешность в этом случае весьма несущественная. Например, хорде А=1,318 мм делительного диаметра dz зубчатого колеса, жестко закрепленного на шпинделе передней бабки станка, dz=m·Z25=3,25·64=208 мм соответствует дуга fzк=πd2·α:360=1,3180088 мм где sin 0,5α=A:d2; α=0,7261186°. Следовательно, погрешность составляет: (fzк-А)·100:1,3180088=0,0004%.
Следовательно, предложенный способ определения плавности работы шпинделя передней бабки токарных станков является новым, простым, надежным и наглядным, позволяющим своевременно контролировать кинематическую точность шпинделя передней бабки токарных станков в производственных условиях токарем, работающим на данном станке; позволяет своевременно выявлять неточно изготовленные или изношенные звенья привода шпинделя. Благодаря этому использование предложенного способа позволит повысить класс шероховатости поверхностей, обрабатываемых на токарных станках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЦИКЛИЧЕСКОЙ КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ ШПИНДЕЛЯ ПЕРЕДНЕЙ БАБКИ КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ | 2005 |
|
RU2296665C2 |
| Способ определения плавности вращения редуктора | 2021 |
|
RU2765520C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2090341C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЦИКЛИЧЕСКОЙ ПОГРЕШНОСТИ ЗУБЦОВОЙ ЧАСТОТЫ В ЗУБЧАТОЙ ПЕРЕДАЧЕ | 2004 |
|
RU2265199C1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| ПОРТАЛЬНЫЙ КОЛЕСОТОКАРНЫЙ СТАНОК | 2007 |
|
RU2405661C1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Токарно-винторезный станок | 1983 |
|
SU1130489A1 |
Изобретение относится к машиностроению и может быть использовано для контроля кинематической точности металлорежущих станков токарной группы. Сущность изобретения заключается в том, что на суппорте станка устанавливают оксидированный цилиндрический ролик, диаметр которого выполнен равным или большим диаметра оправки, снабженной тормозным устройством. Ось ролика располагают параллельно линии центров станка, а державку жестко закрепляют на суппорте станка. Активную оксидированную цилиндрическую поверхность ролика прижимают к оправке с помощью поперечной подачи суппорта, создавая тормозной момент на ролике, и приводят во вращение шпиндель, в результате которого получают светлые полосы на оксидированной цилиндрической поверхности ролика. Технический результат изобретения состоит в повышении класса точности станков и снижении параметров шероховатости обрабатываемых поверхностей деталей машин. 1 ил.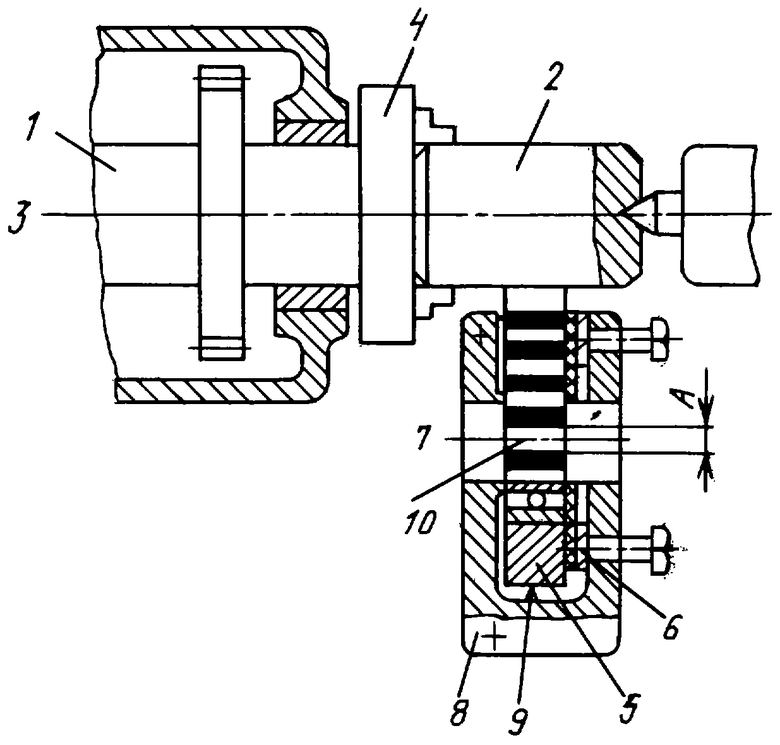
Способ определения плавности работы шпинделя передней бабки токарных станков с помощью цилиндрической оправки, установленной на линии центров станка и жестко скрепленной со шпинделем станка, отличающийся тем, что на суппорте станка устанавливают оксидированный цилиндрический ролик, диаметр которого выполнен равным или большим в целое число раз в сравнении с диаметром оправки и который снабжен тормозным устройством, при этом ось ролика располагают параллельно линии центров станка, а державку ролика жестко закрепляют на суппорте станка, при этом активную оксидированную цилиндрическую поверхность ролика прижимают к оправке с помощью поперечной подачи суппорта, создавая тормозной момент на ролике с помощью тормозного устройства, и приводят во вращение шпиндель, в результате которого получают светлые полосы на оксидированной цилиндрической поверхности ролика, ширина которых практически равна амплитуде крутильного колебания шпинделя, а частоту крутильных колебаний шпинделя определяют по зависимости
Zш=Zp·к,
где Zш - частота крутильных колебаний шпинделя за его один оборот;
Zp - частота крутильных колебаний ролика (число светлых полос на цилиндрической оксидированной поверхности ролика);
к=dp:do - передаточное число (целое число) между роликом и оправкой, dp(do) - диаметр ролика (оправки).
| АРХАНГЕЛЬСКИЙ Л.А., ТКАЧЕВСКИЙ Г.И | |||
| "Повышение кинематической точности зубофрезерных станков", М., ГНТИ, 1954, с.102-126 | |||
| Шпиндельная бабка токарного многоцелевого станка | 1990 |
|
SU1792807A1 |
| ТОКАРНЫЙ СТАНОК | 1993 |
|
RU2042475C1 |
| DE 10145672 А, 27.03.2003 | |||
| US 5392501 A, 28.02.1995. | |||

