Изобретение относится к технологии машиностроения, в частности к инструментам для чистовой обработки зубчатых колес.
Известен зубчатый хон (тип 3) из стального зубчатого колеса с утоненными зубьями и нанесенным на них абразивным слоем толщиной в 1,5...2 мм [1].
Недостатками хона являются необходимость продольного движения заготовки, а также осциллирующего движения вдоль оси хона, при этом высокая точность и сложность изготовления и малый срок службы инструмента удорожает процесс.
В качестве прототипа выбрана конструкция зубчатого хона, имеющего рабочий зубчатый венец с утоненными зубьями с нанесенным на них абразивным слоем, у которого рабочий зубчатый венец расположен с аксиальным смещением относительно оси вращения хона, при этом толщина упомянутого абразивного слоя выбрана в диапазоне 1,5...2 мм [2].
Недостатками известного зубчатого хона являются низкая производительность по причине малых осевых размеров и необходимость продольного движения заготовки для получения поверхности идентичной зубошевингованию, т.е. с продольным направлением рисок микронеровностей, а это требует, в свою очередь, специального оборудования, при этом высокая точность и сложность изготовления и небольшой срок службы инструмента удорожает процесс.
Заявляемое изобретение решает задачу расширения технологических возможностей зубохонингования за счет аксиального смещения зубчатого хона, благодаря которому осуществляется продольное возвратно-поступательное движение алмазно-абразивной рабочей поверхности вдоль зуба, интенсифицирующее обработку, а также отказ от применения специального дорогостоящего оборудования, при этом простота изготовления и длительный срок службы инструмента удешевит процесс.
Это достигается тем, что предлагаемый упругий инструмент для зубохонингования выполнен в виде диска с рабочим зубчатым венцом с утоненными зубьями, на которые нанесен алмазно-абразивный слой, и установлен на шпинделе с возможностью независимого вращения на подшипниках под острым углом α к плоскости, перпендикулярной оси вращения шпинделя, с помощью косой втулки, у которой оси отверстия и наружной поверхности расположены под острым углом α, причем диск выполнен из упругого пористого материала и закреплен гайкой на цилиндрической соосной втулке, которая установлена на упомянутых подшипниках и косой втулке, при этом алмазно-абразивный слой нанесен на поверхности зубьев на гибкой связке.
Кроме того, высота диска взята не менее удвоенной ширины зубчатого венца обрабатываемого колеса, причем угол α определяют по формуле:
α≥arc tg(ВЗ/DД),
где ВЗ - ширина обрабатываемой заготовки;
DД - делительный диаметр зубчатого хона.
При этом скорость зубохонингования задается частотой вращения обрабатываемой заготовки, частота осцилляции задается частотой вращения инструментального шпинделя, а амплитуда осцилляции Ао зависит от угла наклона инструмента и определяется по формуле:
Ао=DД tg α.
Особенности конструкции предлагаемого упругого инструмента для зубохонингования поясняются чертежами.
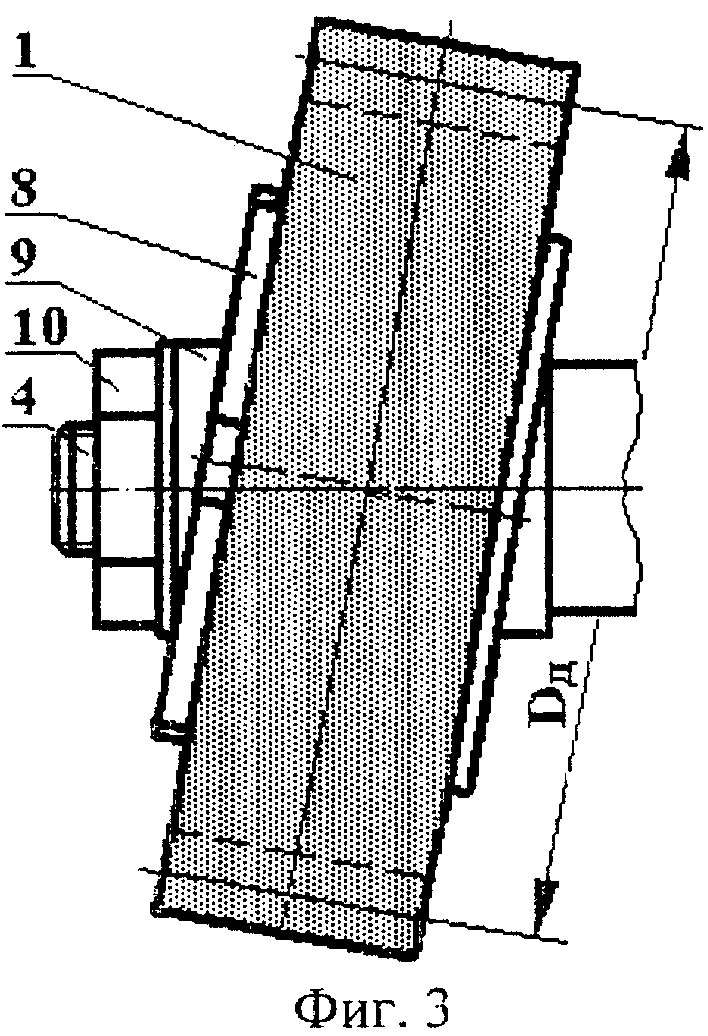
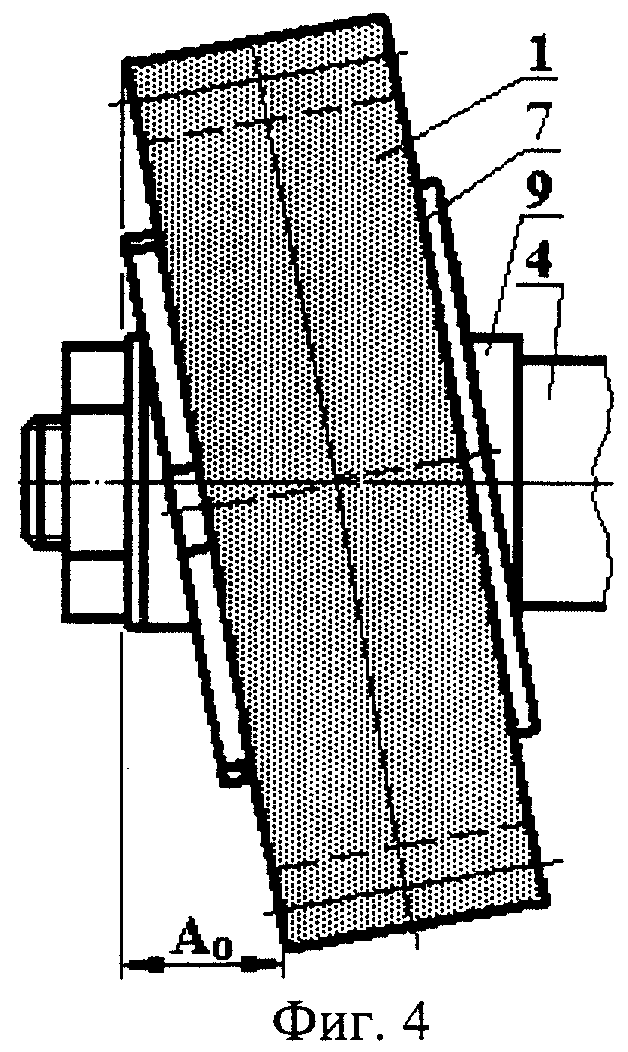
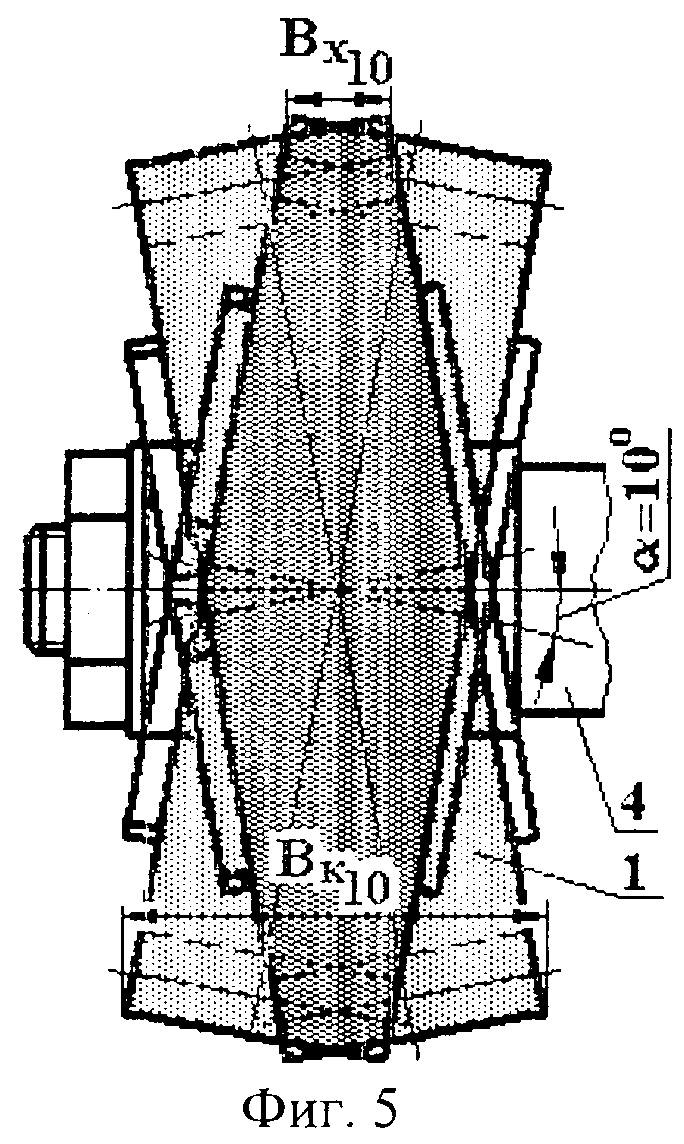
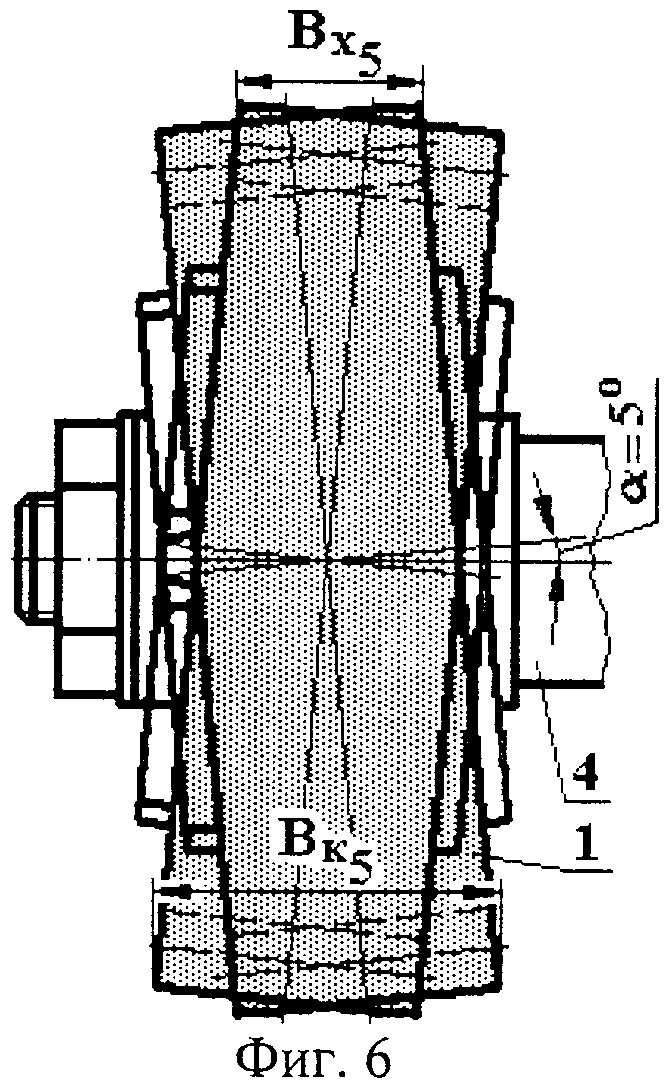
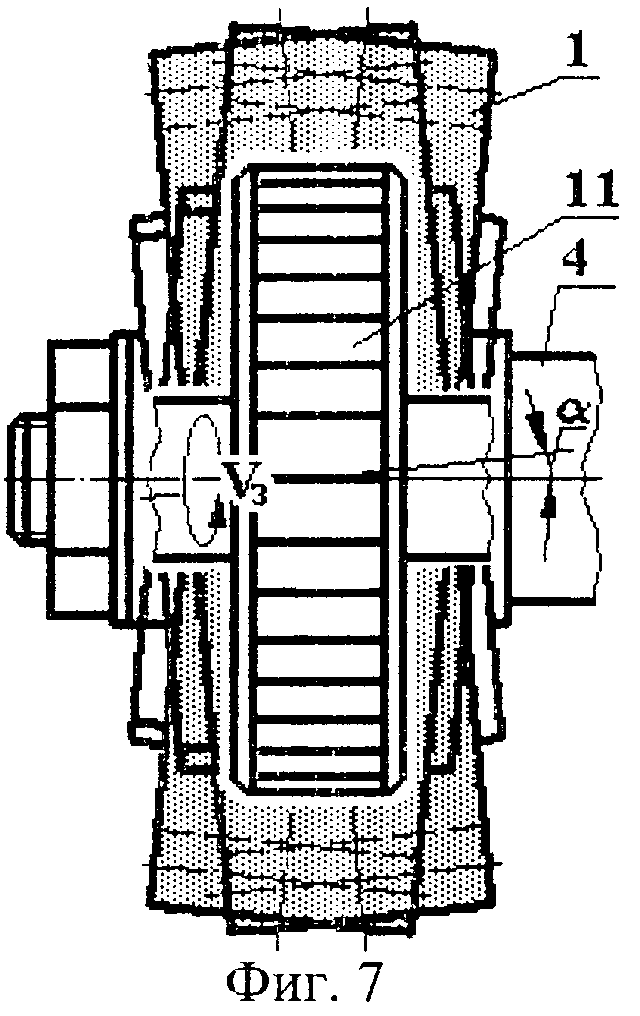
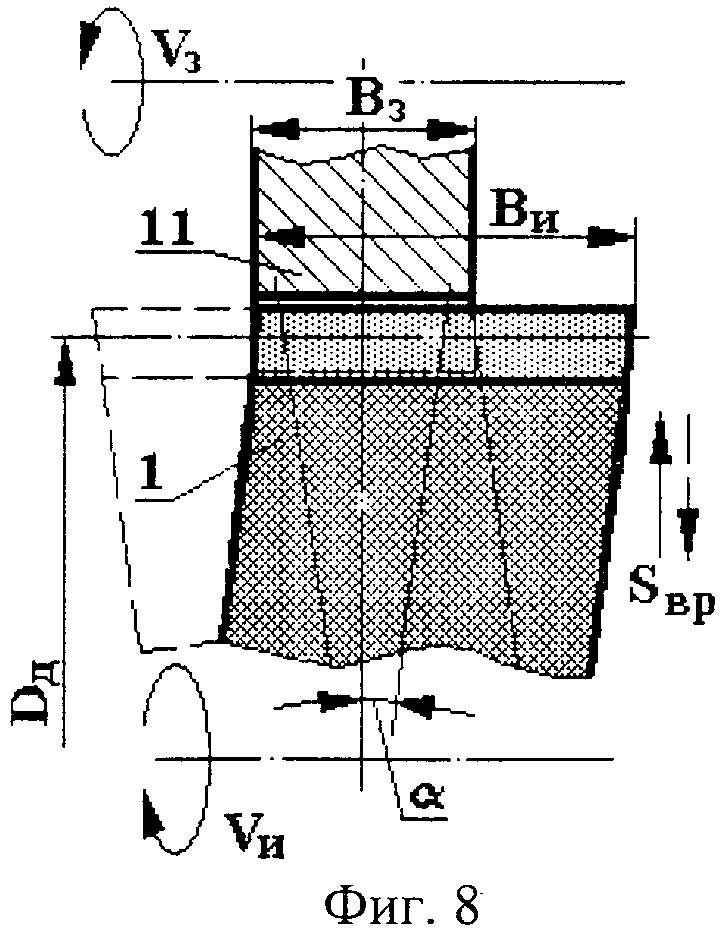
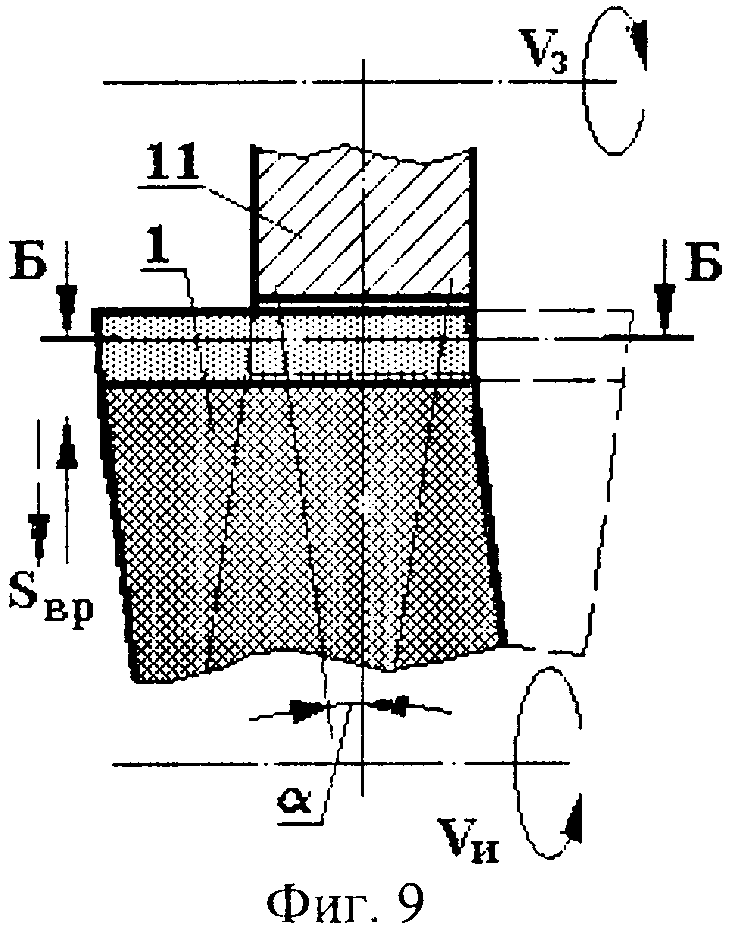
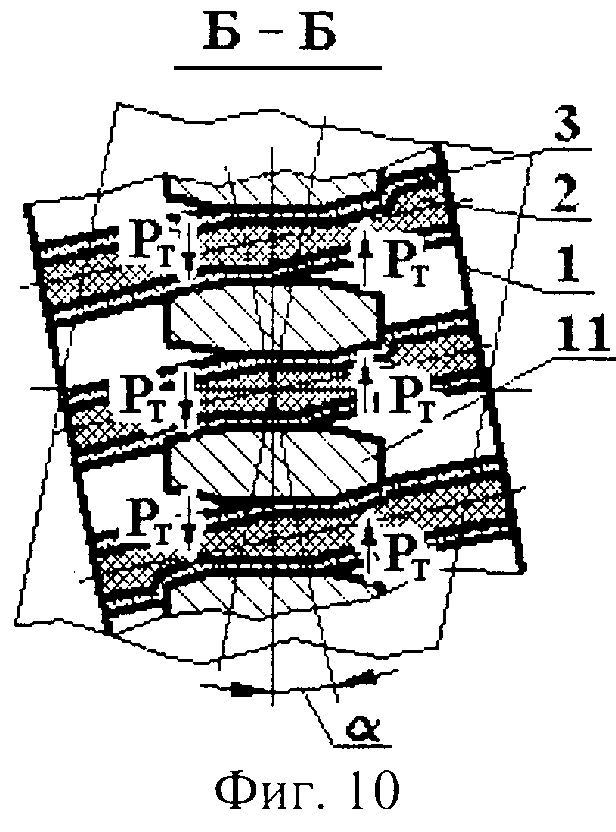
На фиг.1 изображен упругий инструмента для зубохонингования, частичный продольный разрез; на фиг.2 - вид на торец по А на фиг.1; на фиг.3 - общий вид сбоку; на фиг.4 - общий вид сбоку, инструмент повернут относительно продольной оси на 180° относительно положения, показанного на фиг.3; на фиг.5 и 6 показано влияние угла наклона хона на захватываемую ширину хонингования Вк и зону интенсивного хонингования Вх, соответственно, при α=10° и α=5°; на фиг.7 - схема зубохонингования предложенным упругим инструментом, общий вид; на фиг.8 - 9 - схемы зубошлифохонингования при положении зубчатого венца инструмента в крайнем, соответственно, правом и левом положениях относительно обрабатываемой детали, продольный разрез в зоне контакта; на фиг.10 - разрез Б-Б на фиг.9, положение зубчатого венца инструмента в среднем положении относительно обрабатываемой детали.
Предлагаемый упругий инструмент служит для зубохонингования и выполнен в виде диска 1 с рабочим зубчатым венцом с утоненными зубьями 2. На боковые рабочие поверхности зубьев 2 нанесен на гибкой связке алмазно-абразивный слой 3. Диск 1 установлен на шпинделе 4 с возможностью независимого вращения на подшипниках 5, которые, в свою очередь, установлены на косой втулке 6 под острым углом α к плоскости, перпендикулярной оси вращения шпинделя 4.
Угол α задается с помощью косой втулки 6, у которой оси отверстия и наружной поверхности расположены под острым углом α.
Диск 1 выполнен из упругого пористого материала (например, поролона, резиновой губки, войлока и т.п.) и закреплен на цилиндрической соосной втулке 7, которая установлена на упомянутых подшипниках 5 и косой втулке 6, гайкой 8. Так как у косой втулки 6 торцы выполнены под углом α к оси отверстия, то для ее закрепления на шпинделе 4 используются косые шайбы 9 с торцами, выполненными под тем же углом, и гайка 10.
Алмазно-абразивный слой 3 толщиной 1,5...2 мм нанесен на поверхности зубьев 2 на гибкой связке. Как вариант, с целью удешевления изготовления инструмента, применяют одностороннюю алмазно-абразивную шкурку. Алмазная шкурка отличается большой стойкостью, одним зубчатым хоном с зубьями с наклеенной алмазной шкуркой (общими размерами 120×30 мм), одним комплектом можно обработать 15...20 тыс. колес [3].
Благодаря закреплению зубчатого хона под углом α зона контакта Вк инструмента с заготовкой осциллирует в продольном направлении, при этом ширина зоны контакта увеличивается с увеличением угла наклона. Так (см. фиг.5 - 6) при угле наклона хона в 10° зона контакта Bк10 больше, чем Вк5 при угле наклона хона в 5°. Кроме того, при такой обработке можно выделить зону интенсивного хонингования Вх, которая уменьшается с увеличением угла наклона. Так (см. фиг.5 - 6) при угле наклона хона в 10° зона интенсивного хонингования Вх10 меньше, чем Вх5 при угле наклона хона в 5°.
Поэтому высоту Ви диска 1 берут не менее удвоенной ширины ВЗ зубчатого венца обрабатываемого колеса 11, причем угол α определяют по формуле:
α≥arc tg(ВЗ/DД),
где ВЗ - ширина обрабатываемой заготовки;
DД - делительный диаметр зубчатого хона.
При обработке скорость зубохонингования задается частотой вращения Vз обрабатываемой заготовки 11, частота осцилляции задается частотой вращения Vи инструментального шпинделя 4, а амплитуда осцилляции Ао зависит от угла наклона и делительного диаметра DД инструмента и определяется по формуле:
Ао=DД tg α.
Хонингование зубьев предлагаемым инструментом осуществляют на обычных станках, позволяющих принудительно вращать заготовку 11 и шпиндель 4 инструмента 1. Обработку можно вести на токарном станке со специальной головкой с принудительно вращающимся инструментальным шпинделем 4.
Закаленное обрабатываемое колесо 11 принудительно вращают со скоростью VЗ в плотном зацеплении с абразивным зубчатым хоном 1, который подвижно закреплен на подшипниках 5 на косой втулке 6 с угловым смещением α, принудительно вращающегося шпинделя 4 со скоростью Vи.
Благодаря этому зубчатый хон 1 вращается со скоростью обрабатываемого колеса Vз и подвержен продольным возвратно-поступательным движениям-вибрациям с частотой, равной частоте вращения шпинделя 4, определяемой скоростью Vи.
Таким образом, происходит зубохонингование и риски от обрабатывающих зерен алмазно-абразивного слоя направлены вдоль зуба колеса.
Поджим обрабатываемой заготовки 11 к зубчатому хону 1 осуществляется за счет подачи врезания Sв. Благодаря этому поджиму боковые алмазно-абразивные режущие поверхности зуба 2 зубчатого венца хона при контакте с обрабатывающей заготовкой 11 устанавливаются параллельно боковым поверхностям зуба заготовки. Эта самоустановка зуба хона 1 по зубу детали 11 происходит благодаря упругим свойствам материала, из которого выполнен инструмент.
Кроме того, при больших углах наклона α хона 1, зубья зубчатого венца оказывают большее усилие Рт на обрабатываемый зуб вблизи торцов, делая его бочкообразным (см. фиг.10). Зубчатые колеса с бочкообразными зубьями, как известно, находят широкое применение в промышленности.
Изменение направления вращения инструмента (как это делается при традиционном зубохонинговании) положительно влияет на качество обработки, поэтому при зубохонинговании предлагаемым хоном реверс инструмента используем 4...6 раз за все время обработки заготовки.
Предлагаемый упругий инструмент для зубохонингования позволяет уменьшить параметр шероховатости поверхности в 2...2,5 раза (до Ra=0,32...0,16 мкм), удалить забоины и заусенцы размером до 0,25 мм, снизить уровень звукового давления на 2...4 дБ и повысить долговечность зубчатой передачи.
В процессе зубохонингования погрешности в элементах зацепления устраняются незначительно при съеме металла порядка 0,01...0,03 мм на сторону зуба. Частота вращения зубчатого колеса, а следовательно хона - 180...200 мин-1, частота вращения инструментального шпинделя, а следовательно частота осцилляции - 180...210 мин-1.
Время хонингования зубчатого колеса коробки передач автомобиля 60...90 с.
Предлагаемый упругий инструмент можно отнести к шлифохонингованию [4].
Особенностью шлифохонингования является прерывистый контур траектории вследствие чередования находящихся в контакте с заготовкой зерен. Благодаря продольной осцилляции и локальной зоне контакта, а также смене режущих зерен круга улучшается тепловой баланс инструмента, повышается его стойкость и уменьшается засаливаемость. Свободный подвод смазочно-охлаждающей жидкости в зону обработки также повышает производительность зубохонингования.
Рекомендуется обрабатывать зубчатые колеса с числом зубьев, не кратным числу зубьев зубчатого хона.
Заявляемое техническое решение позволяет:
- интенсифицировать обработку за счет наложения осциллирующих продольных колебаний;
- снизить теплонапряженность процесса зубохонингования за счет переменной зоны резания и смещения температурного поля;
- упростить конструкцию оборудования для зубохонингования за счет применения нового инструмента, позволяющего возбуждать продольные колебания.
Источники информации, принятые во внимание:
1. Производство зубчатых колес. /Под ред. Б.А.Тайца. - М.: Машиностроение, 1975, с. 223-226.
2. Патент РФ 2118238, МКИ В 23 F 21/03, 21/28. Зубчатый хон. / Степанов Ю.С., Афанасьев Б.И. и др. Заявка 96116380/02, завл. 07.08.96, опуб. 27.08.98. Бюл. №24 - прототип.
3. Справочник технолога-машиностроителя. В 2-х т. Т. 1 / Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. С.443.
4. Ермаков Ю.М., Степанов Ю.С. Современные тенденции развития абразивной обработки (Машинстр. Пр-во. Сер. Технология и оборуд. обработки металлов резанием: Обзор. Информ./ВНИИТЭМР. Вып. 3) - М., 1991. С 24-26.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБЧАТЫЙ ИНСТРУМЕНТ С ОСЦИЛЛЯЦИЕЙ | 2004 |
|
RU2273553C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЬЕВ | 2004 |
|
RU2273550C1 |
| СПОСОБ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2212987C1 |
| УСТРОЙСТВО ДЛЯ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2219019C2 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ЗУБОХОНИНГОВАНИЯ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273551C1 |
| ЗУБЧАТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ С ИМПРЕГНАТОРОМ | 2004 |
|
RU2273552C1 |
| ЗУБЧАТЫЙ ХОН | 1996 |
|
RU2118238C1 |
| СПОСОБ ЗУБОПРИТИРКИ | 1995 |
|
RU2089358C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252856C1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2004 |
|
RU2252857C1 |

Изобретение относится к области машиностроения и может быть использовано при изготовлении инструмента для чистовой обработки зубчатых колес. Инструмент выполнен в виде диска с рабочим зубчатым венцом с утоненными зубьями. На последние нанесен алмазно-абразивный слой на гибкой связке. Инструмент установлен под острым углом α к плоскости, перпендикулярной оси вращения шпинделя, с помощью косой втулки, у которой оси отверстия и наружной поверхности расположены под острым углом α. Диск выполнен из упругого пористого материала и закреплен гайкой на цилиндрической соосной втулке. Последняя установлена посредством подшипников на косой втулке, что обеспечивает инструменту возможность независимого вращения. Такая конструкция расширяет технологические возможности за счет аксиального смещения зубчатого хона, интенсифицирует обработку, исключает применение дорогостоящего оборудования и упрощает процесс изготовления инструмента. 2 з.п. ф-лы, 10 ил.
α≥arc tg(BЗ/DД),
где ВЗ - ширина обрабатываемой заготовки;
DД - делительный диаметр инструмента для зубохонингования.
Aо=DДtgα,
| УСТРОЙСТВО ДЛЯ ЗУБОШЛИФОХОНИНГОВАНИЯ | 2002 |
|
RU2219019C2 |
| ЗУБЧАТЫЙ ХОН | 1996 |
|
RU2118238C1 |
| ХОН ДЛЯ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1967 |
|
SU214340A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

