Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки для энергетических ядерных реакторов.
Известен способ изготовления дистанционирующих решеток тепловыделяющих сборок (ТВС) сотовой конструкции, заключающийся в соединении между собой ячеек с пуклевками в виде гофров и обода, удалении в месте установки в дистанционирующую решетку направляющих каналов, выполненных в виде труб и предназначенные для размещения внутри них стержней управления и защиты (СУЗ), соответствующих ячеек (см. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Под ред. Ф.Г.Решетникова. Книга 1. М.: Энергоатомиздат, 1995, с.184-187, рис.7.1; Б.А.Дементьев. Ядерные энергетические реакторы. - М.: Энергоатомиздат, 1990, с.42-44, рис.2.13).
Известен способ изготовления дистанционирующих решеток ТВС ядерного реактора, согласно которому дистанциопирующие решетки жестко соединяют с направляющими каналами контактной точечной сваркой стенок шести ячеек, примыкающих к каждому направляющему каналу (см. патент RU 2209475 С2 от 24.05.2001 г.).
Известны способы изготовления дистанционирующих решеток тепловыделяющих сборок ядерного реактора, предполагающие сборку ячеек в замкнутый обод (см. патент RU 2163036 С2 от 05.04.1999 г.).
Известно, что сборка узла перед сваркой должна обеспечивать взаимное расположение деталей узла в соответствии с чертежом, не разрешается грубая подгонка деталей с образованием хлопунов и больших зазоров. При работе с приспособлением рабочий не должен затрачивать значительных усилий (см. П.Л.Чулошников, "Точечная и роликовая электросварка легированных сталей и сплавов", "Машиностроение", 1968 г., стр.50, 51, 53).
Известно, что тонкостенные трубы, применяемые при изготовлении ячеек для дистанционирующих решеток, имеют колебания размеров как по толщине стенок, так и по диаметру в соответствии с ТУ. Также существует некоторый разброс размеров ячеек, связанный с их изготовлением, используемой оснасткой, мерительным инструментом, исполнителями и т.д. Это приводит к тому, что набранное поле фигурных ячеек имеет колебания по габаритным размерам, поэтому при сборке обода с полем ячеек возможно образование как зазоров между ячейками и ободом, так и значительных натягов, что в свою очередь приводит к трудностям при сборке и перемещении набранного поля на позицию сварки. Образование зазоров между свариваемыми поверхностями сказывается на качестве сварки и может привести к непровару, прожогам, шунтированию и другим дефектам сварки.
Известен способ изготовления дистанционирующей решетки из сплава циркония, включающий набор и точечную сварку фигурных ячеек для прохождения через них тепловыделяющих элементов, изготовление шестигранного обода дистанционирующей решетки из сплава циркония, ввод набранного поля фигурных ячеек в обод дистанционирующей решетки и точечную сварку периферийных фигурных ячеек с ободом решетки (см. «Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов»./Под ред. Ф.Г.Решетникова, кн.1., М.: Энергоатомиздат, 1995 г., табл.7.1 на стр.184 и стр.187).
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления дистанционирующей решетки из циркониевого сплава (см. патент RU 2244348 С2 от 2003.03.07) - прототип, включающий изготовление шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой между собой и к ободу ячеек с последующим отжигом при температуре, времени и разряжении, достаточных для снятия внутренних напряжений, с последующим одновременным контролем всех вписанных диаметров в ячейки при помощи калибр-шаров, размещенных в глухих отверстиях крышек, с последующей доработкой ячеек.
Недостатками такого способа изготовления является отсутствие контроля деформирования канальных отверстий при доработке смежных с ними ячеек, что может привести к трудностям при сборке дистанционирующих решеток с направляющими канальными трубами, к прожогам, непровару или шунтированию при сварке дистанционирующих решеток с направляющими канальными трубами, так как не исключено образование зазоров между свариваемыми поверхностями.
Технической задачей изобретения является повышение удобства набора поля ячеек для дистанционирующих решеток, имеющих замкнутые обода, обеспечение возможности перемещения собранного поля ячеек на позицию сварки без нарушения взаимной ориентации ячеек и исключение вероятности рассыпания ячеек, повышение качества сварки ячеек дистанционирующих решеток между собой и ободом, а также сварки дистанционирующих решеток с направляющими канальными трубами за счет исключения образования зазоров между свариваемыми поверхностями, упрощение контроля дистанционирующих решеток за счет одновременной проверки размеров диаметров окружностей, вписанных как в ячейки, так и в канальные отверстия.
Поставленная техническая задача решается тем, что в способе изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающем изготовление шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой между собой и к ободу ячеек с последующим отжигом при температуре, времени и разряжении, достаточных для снятия внутренних напряжений, последующий одновременный контроль размеров диаметров окружностей, вписанных в ячейки, при помощи калибр-шаров, последующую доработку ячеек, согласно изобретению ячейки и замкнутый обод изготавливают размерами, обеспечивающими отсутствие зазоров между набранным полем ячеек и ободом, набор поля ячеек перед сваркой осуществляют в кондуктор, выполненный на базе многокулачкового патрона, для этого ячейки устанавливают между штырями платформы кондуктора на ее горизонтальную поверхность так, что штыри оказываются в межъячеечном пространстве, при этом для свободной установки ячеек ступенчатые губки кондуктора разжимают, после установки всех ячеек губки сжимают и посредством их выступов производят обжатие нижней части поля ячеек, в образовавшееся пространство между верхней частью поля ячеек и вертикальными поверхностями ступенчатых губок кондуктора помещают обод, базируя его на горизонтальных поверхностях ступенчатых губок, затем ступенчатые губки разжимают и досылают обод до обнижения платформы, ячейки фиксируются между собой и ободом, после этого вынимают обод с полем ячеек из кондуктора и перемещают эту конструкцию на позицию сварки, после сварки и термообработки дистанционирующую решетку подвергают комплексному контролю, при котором одновременно с контролем размеров диаметров всех вписанных в ячейки окружностей производят контроль размеров диаметров всех окружностей, вписанных в канальные отверстия.
Сущность изобретения поясняется чертежами.
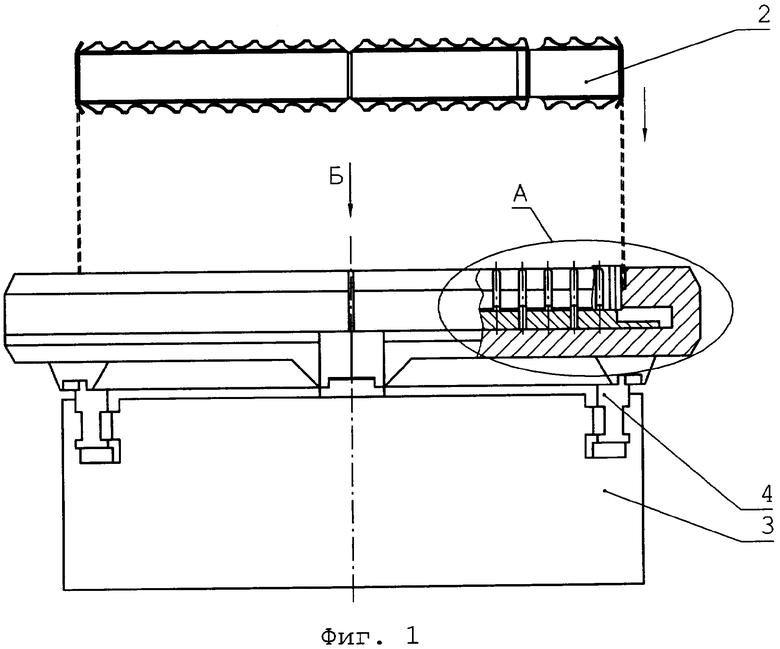
На фиг.1 представлен кондуктор для сборки поля ячеек;
на фиг.2 - ступенчатые губки кондуктора, вид А;
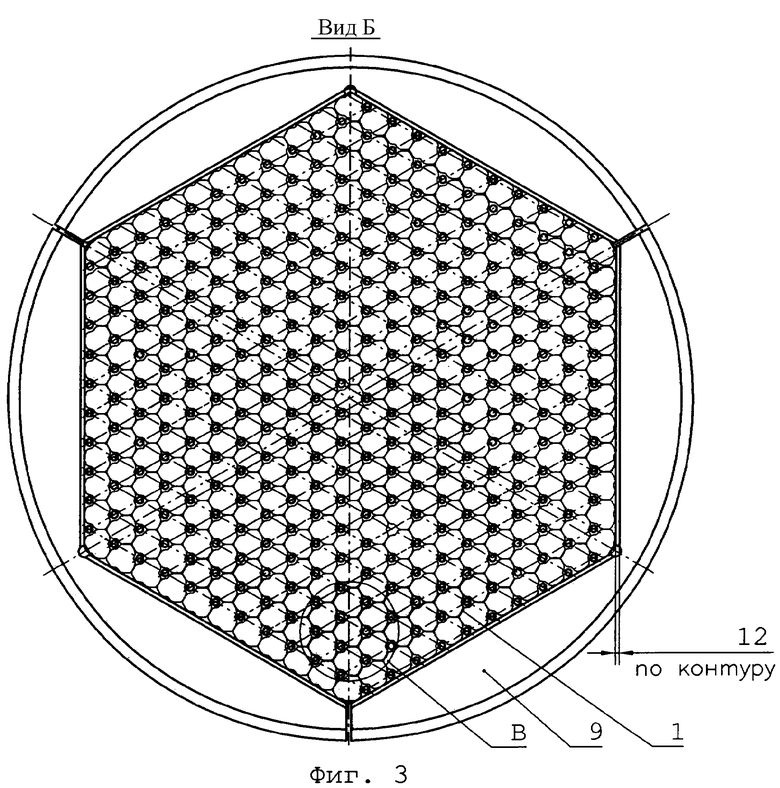
на фиг.3 - кондуктор, вид сверху, вид Б;
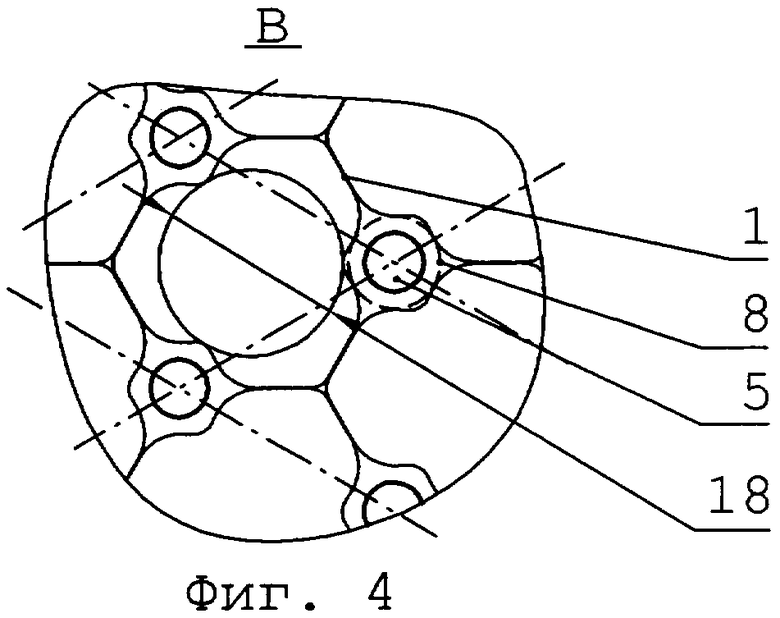
на фиг.4 - размещение ячеек между штырями, вид В;
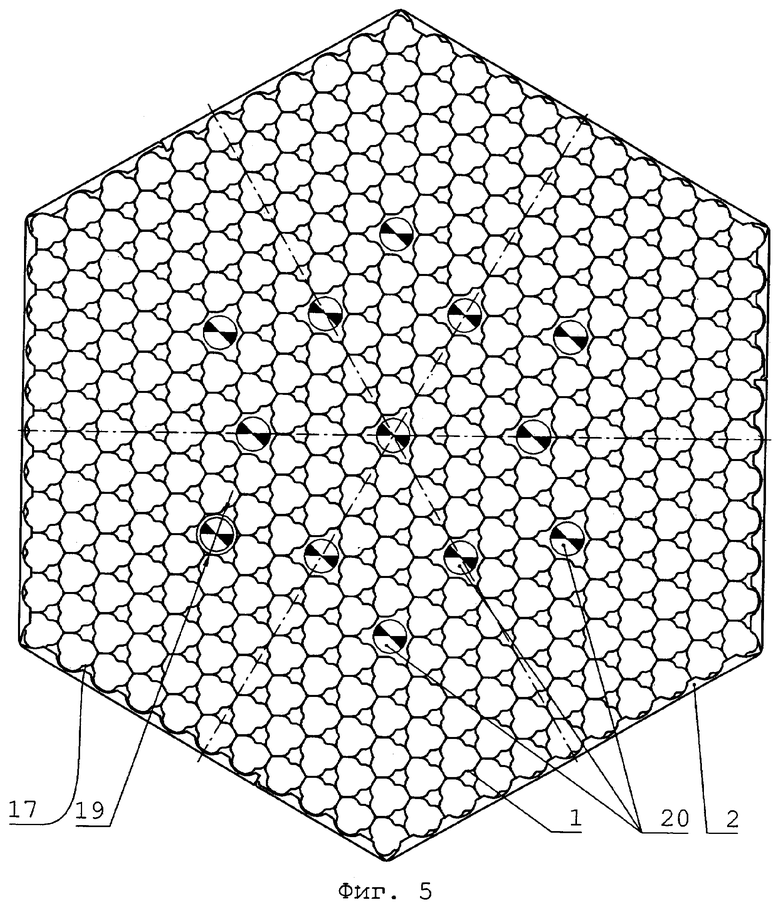
на фиг.5 - дистанционирующая решетка;
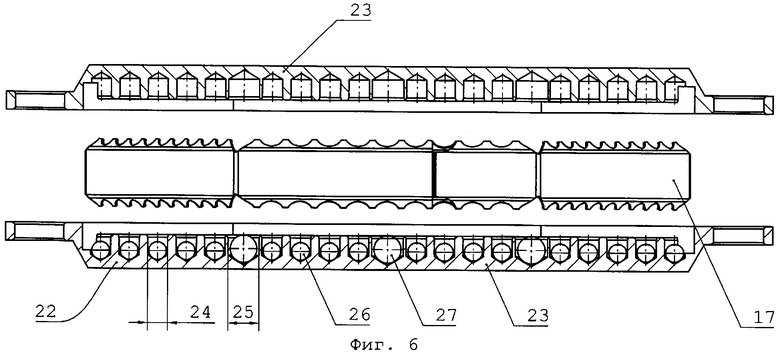
на фиг.6 - устройство для комплексного контроля дистанционирующих решеток.
Способ изготовления дистанционирующей решетки тепловыделяющей сборки осуществляют следующим образом.
Изготавливают ячейки 1 и замкнутый обод 2 с размерами, при которых между набранным полем ячеек 1 и ободом 2 исключалось бы образование зазоров, осуществляют набор поля ячеек 1 при помощи кондуктора 3, выполненного на базе многокулачкового патрона 4, для этого ячейки 1 устанавливают между штырями 5 платформы 6 на ее горизонтальную поверхность 7 так, что штыри 5 оказываются в межъячеечном пространстве 8, при этом для свободной установки ячеек 1 ступенчатые губки 9 кондуктора 3 разжаты, после установки всех ячеек 1 производят обжатие нижней части 10 поля ячеек 1 выступами 11 ступенчатых губок 9 и в образовавшиеся пространство 12 между верхней частью 13 поля ячеек 1 и вертикальными поверхностями 14 ступенчатых губок 9 кондуктора 3 помещают обод 2, базируя его на горизонтальных поверхностях 15 ступенчатых губок 9, затем ступенчатые губки 9 разжимают вновь и досылают обод 2 до обнижения 16 платформы 6, ячейки 1 фиксируются между собой и ободом 2, после этого вынимают обод 2 с полем ячеек 1 из кондуктора 3 и перемещают эту конструкцию на позицию сварки, после сварки и термообработки дистанционирующую решетку 17 подвергают комплексному контролю, при котором одновременно с контролем размеров диаметров 18 окружностей, вписанных в ячейки 1, производят контроль размеров диаметров 19 окружностей, вписанных в канальные отверстия 20, для чего дистанционирующую решетку 17 размещают в устройстве 22 между двумя крышками 23, имеющими два типа глухих отверстий 24 и 25, при этом отверстия 24 соосны каждой ячейке 1, а отверстия 25 - канальным отверстиям 20, в глухих отверстиях 24 и 25 одной из крышек 23 размещены два типа калибр-шаров 26 и 27, при этом калибр-шары 26 предназначены для контроля диаметров 18 вписанных окружностей в ячейки 1, а калибр-шары 27 предназначены для контроля диаметров 19 вписанных окружностей в канальные отверстия 20, после переворота крышек 23 с дистанционирующей решеткой 17 по провалившимся или застрявшим калибр-шарам 26 и 27 делают вывод о соответствии размеров диаметров установленным и, следовательно, о годности дистанционирующей решетки 17 к использованию в тепловыделяющей сборке.
Использование изобретения позволяет повысить удобство набора поля ячеек для дистанционирующих решеток, имеющих замкнутый обод, обеспечить возможность перемещения собранного поля ячеек на позицию сварки без нарушения взаимной ориентации ячеек, исключить вероятность рассыпания ячеек, повысить качество сварки ячеек дистанционирующих решеток между собой и ободом, а также сварки дистанционирующих решеток с направляющими канальными трубами за счет исключения образования зазоров между свариваемыми поверхностями, упростить контроль дистанционирующих решеток за счет одновременной проверки диаметров всех вписанных окружностей в ячейки и канальные отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2360306C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2351027C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2450374C1 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки для энергетических ядерных реакторов. Ячейки дистанционирующей решетки в ободе размещают без образования зазоров между набранным полем ячеек и ободом, набор поля ячеек перед сваркой осуществляют в кондуктор на базе многокулачкого патрона, при этом ячейки дистанционирующей решетки устанавливают между штырями платформы кондуктора на ее горизонтальную поверхность таким образом, чтобы штыри платформы были размещены в межъячеечном пространстве, а ступенчатые губки кондуктора разжаты, после чего ступенчатые губки кондуктора сжимают, производя обжатие нижней части поля ячеек выступами ступенчатых губок, в образовавшееся пространство между верхней частью поля ячеек и вертикальными поверхностями ступенчатых губок кондуктора помещают обод, базируя его на горизонтальных поверхностях ступенчатых губок, затем ступенчатые губки разжимают вновь и досылают обод до обнижения платформы кондуктора, фиксируют ячейки между собой и ободом, вынимают зафиксированные обод с полем ячеек из кондуктора и перемещают на позицию сварки, после выполнения сварки и термообработки полученную дистанционирующую решетку подвергают комплексному контролю. 6 ил.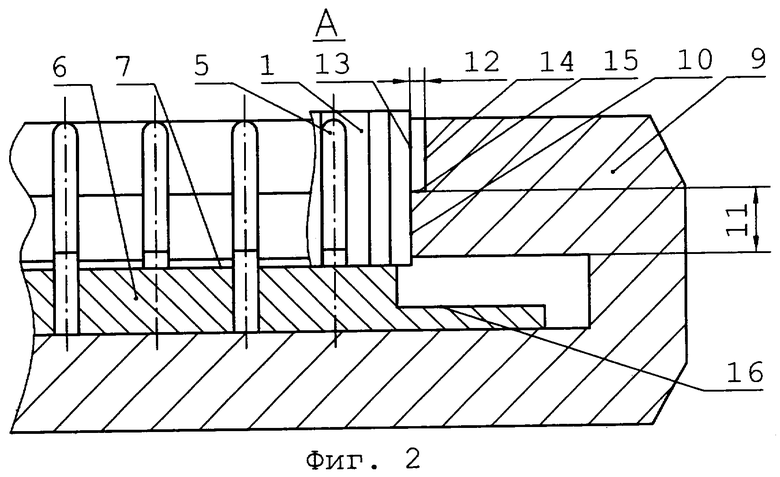
Способ изготовления дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий изготовление шестигранного обода и ячеек с внутренними выступами, размещение ячеек в ободе и закрепление точечной сваркой между собой и к ободу ячеек с последующим отжигом при температуре, времени и разряжении, достаточных для снятия внутренних напряжений, одновременный контроль размеров диаметров окружностей, вписанных в ячейки, при помощи калибр-шаров и последующую доработку ячеек, отличающийся тем, что ячейки в ободе размещают без образования зазоров между набранным полем ячеек и ободом, набор поля ячеек перед сваркой осуществляют в кондуктор на базе многокулачкового патрона, при этом ячейки дистанционирующей решетки устанавливают между штырями платформы кондуктора на ее горизонтальную поверхность таким образом, чтобы штыри платформы были размещены в межъячеечном пространстве, а ступенчатые губки кондуктора разжаты, после чего ступенчатые губки кондуктора сжимают, производя обжатие нижней части поля ячеек выступами ступенчатых губок, в образовавшееся пространство между верхней частью поля ячеек и вертикальными поверхностями ступенчатых губок кондуктора помещают обод, базируя его на горизонтальных поверхностях ступенчатых губок, затем ступенчатые губки разжимают вновь и досылают обод до обнижения платформы кондуктора, фиксируют ячейки между собой и ободом, вынимают зафиксированные обод с полем ячеек из кондуктора и перемещают на позицию сварки, после выполнения сварки и термообработки полученную дистанционирующую решетку подвергают комплексному контролю, при этом контроль размеров диаметров окружностей, вписанных в ячейки, и контроль диаметров окружностей, вписанных в канальные отверстия, производят одновременно.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК | 2003 |
|
RU2252846C1 |
| US 4306937 A, 22.12.1981 | |||
| ДАТЧИК ЛИНЕЙНЫХ ИЛИ УГЛОВЫХ ПЕРЕМЕЩЕНИЙ | 0 |
|
SU307268A1 |

