Изобретение касается способов и устройств для склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит.
Волокна предпочтительно состоят из материалов, содержащих лигноцеллюлозу и/или целлюлозу. Древесно-волокнистые плиты бывают легкими, плитами средней плотности и плитами высокой плотности.
Обычно волокна, предназначенные для плит средней плотности (ПСП) или плит высокой плотности (ПВП), склеивают в мокром состоянии. Посредством этой так называемой "выдувной" системы склеивания связующее вещество впрыскивается в выдувную трубку, которая оканчивается в зоне входного отверстия трубы-сушилки позади рафинера, прямо на мокрые, все еще горячие волокна. Затем волокна сушат. Система склеивания в выдувной системе склеивания дает возможность склеивать волокна равномерно и таким образом устранять образование комков, состоящих из клея и волокон. Однако одним существенным недостатком системы является относительно высокий расход клея (см., например: Buchholzer, P., "Leimverlusten auf der Spur" ("По следам потерь клея") стр. 22-24, Журнал MDF-Magazin, 1999). Повышенный расход клея является следствием того, что часть реакционной способности клея в процессе сушки волокон утрачивается по причине высоких температур. Поэтому в системе трубы-сушилки наблюдается значительное выделение формальдегида, происходящего из клея, в результате чего необходимо внедрение дорогостоящего процесса уменьшения загрязняющих веществ. Следующим недостатком системы склеивания в выдувной системе склеивания является то, что волокна, которые склеивают таким образом, имеют низкий уровень слипаемости в холодном состоянии вследствие предварительного отверждения в трубе-сушилке, так что после предварительного прессования волокнистый мат, образующийся из волокон, имеет тенденцию обратного пружинения. При прессовании волокнистого мата его структура может разрушаться из-за вытеснения большого количества воздуха из волокнистого мата.
Недостатки выдувной системы склеивания также можно устранить склеиванием волокон в сухом состоянии. Поэтому известен способ склеивания высушенных волокон в метальных роллах. Однако процесс склеивания волокон в сухом виде в смесительных устройствах имеет недостаток, который заключается в образовании скоплений волокон и спутанных волокон, что приводит к неравномерному склеиванию волокон и нежелательному образованию пятен клея на поверхностях плит (см. ссылку). Клеильный станок для склеивания волокон в сухом состоянии, в котором могут быть обеспечены средства смешения, описан в ЕР 0744259 В1.
В ЕР 0728562 А2 описан процесс склеивания волокон в сухом состоянии, где поток волокон разделяется в пневматической линии подачи созданием большой турбулентности вследствие снижения скорости потока, и волокна в этой зоне разделения смачиваются опрыскиванием.
В DE 19930800 A1 описан процесс склеивания волокон в сухом состоянии, в котором процесс склеивания выполняется в концевой секции трубы-сушилки. По нашему мнению, мы еще не имеем данных об этом процессе в промышленных испытаниях. Кажется, что недостаток этого процесса заключается в том, что чрезвычайно большая пропорция горячего газа и водяного пара вместе с волокнами должна проходить через зону склеивания, поскольку необходимо, чтобы клей распылялся на мельчайшие частицы после впрыскивания в зону склеивания. Если эта пропорция горячего газа и водяного пара в процессе отделяется от волокон сразу после процесса склеивания с помощью циклонного сепаратора, следует предположить, что часть клея выделяется в атмосферу вместе с горячим газом и водяным паром из волокнистой смеси. Кроме того, в этом известном процессе могут возникнуть проблемы, касающиеся равномерного склеивания, ввиду возникновения беспорядочной воздушной турбулентности. Помимо этого, оказалось, что в этом процессе трудно сохранять под контролем высушиваемую влагу волокон в допустимых пределах, составляющих +/-0,5% необходимой величины, что очень важно для последующей обработки.
Следует также упомянуть, что с некоторых пор известны клеильные устройства типа так называемого "валикового смесителя", в которых клей наносится на частицы древесины с помощью валиков (Maloney, Thomas M., "Modern Particleboard Dry-process Fibreboard Manufacturing", page 439, Miller Freeman Publ. 1977, San Francisco, Ca., USA). ("Современное производство древесно-стружечных плит и древесно-волокнистых плит сухим способом", Томас М.Малони, Стр. 439, изд. Miller Freeman, 1977, Сан Франциско, США).
Целью изобретения является смачивание связующим веществом как можно большего количества поверхностей волокон с высокой степенью равномерности.
Эта цель достигается за счет создания способа склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, при котором согласно изобретению
(а) подаются волокна на валик для волокон дозатором через загрузочный желоб, на который воздействуют отрицательным давлением, при этом валик для волокон на своей поверхности имеет множество штырей и вращается таким образом,
(б) что волокна отклоняются от своего направления штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика для волокон и противоположной стенкой и клеильным средством, и что указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями,
(в) причем волокна смещаются с валика для волокон вследствие центробежной силы и прижимаются к секции стенки, еще не входя в контакт со штырями,
(г) волокна склеиваются в зоне секции стенки или вблизи одного конца секции стенки,
(д) и волокна выпускаются из выходного отверстия секции желоба.
Предпочтительно секцию стенки или первую секцию стенки, к которой прижимаются волокна, выполняют начинающейся приблизительно после одной четверти периферии валика для волокон после попадания волокон на валик для волокон.
Предпочтительно волокна склеивают щелевыми соплами для клея.
Предпочтительно волокна склеивают разбрызгивающими соплами.
Предпочтительно волокна попадают на клеевую доску в зоне щелевых сопел для клея.
Предпочтительно клеевую доску устанавливают под регулируемым углом относительно направления потока волокон, чтобы отклонять волокна определенным образом и регулировать давление волокон на клеевую доску.
Предпочтительно в зоне щелевых сопел для клея волокна подают по касательной на клеевой валик, который вращается в направлении движения волокон.
Предпочтительно скорость, с которой волокна подают на валик для волокон, может определяться посредством регулирования отрицательного давления, преобладающего в загрузочном желобе.
Указанные цели также достигаются за счет создания способа склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, при котором согласно изобретению
(а) подаются волокна на валик для волокон дозатором через загрузочный желоб, на который воздействуют отрицательным давлением, при этом валик для волокон на своей поверхности имеет множеством штырей и вращается таким образом,
(б) что волокна отклоняются от своего направления штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика для волокон и противоположной стенкой и клеильным средством, и что указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями,
(в) причем волокна смещаются с валика для волокон вследствие центробежной силы и прижимаются к секции стенки, еще не входя в контакт со штырями, и в котором волокна по меньшей мере один раз на протяжении стенки снова вводятся в контакт со штырями с помощью металлической отражательной пластины, которая наклонена наподобие откоса в направлении штырей, и затем указанные волокна прижимаются к следующей секции стенки (21) центробежной силой,
(г) волокна склеиваются в зоне одной из секций стенки, между секциями стенки или вблизи одного конца последней секции стенки в направлении потока волокон,
(д) и волокна выпускаются из выходного отверстия секции желоба.
Предпочтительно секцию стенки или первую секцию стенки, к которой прижимаются волокна, выполняют начинающейся приблизительно после одной четверти периферии валика для волокон, после попадания волокон на валик для волокон.
Предпочтительно волокна склеивают щелевыми соплами для клея.
Предпочтительно волокна склеивают разбрызгивающими соплами.
Предпочтительно волокна попадают на клеевую доску в зоне щелевых сопел для клея.
Предпочтительно клеевую доску устанавливают под регулируемым углом относительно направления потока волокон, чтобы отклонять волокна определенным образом и регулировать давление волокон на клеевую доску.
Предпочтительно в зоне щелевых сопел для клея волокна подают по касательной на клеевой валик, который вращается в направлении движения волокон.
Предпочтительно скорость, с которой волокна подают на валик для волокон, может определяться посредством регулирования отрицательного давления, преобладающего в загрузочном желобе.
Указанные цели также достигаются за счет создания способа склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, при котором согласно изобретению
а) подаются волокна на валик для волокон дозатором через загрузочный желоб, при этом валик для волокон на своей поверхности имеет множество штырей и вращается таким образом,
б) что волокна отклоняются от своего направления штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика для волокон и противоположной стенкой, и указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями,
в) волокна выводятся по существу в горизонтальном направлении движения из выходного отверстия секции желоба,
г) волокна отсасываются вниз и таким образом отклоняются, и
д) волокна склеиваются в зоне отклонения посредством по меньшей мере одного разбрызгивающего сопла, которое выбрасывает клей и воздух.
Предпочтительно на этапе (б) центробежная сила заставляет волокна прижиматься к стенке, еще не входя в контакт со штырями, и на протяжении стенки волокна снова вводятся в контакт со штырями с помощью металлической отражательной пластины, которая наклонена наподобие откоса в направлении штырей, и затем волокна прижимаются к стенке центробежной силой.
Предпочтительно волокна отклоняются в канал пневматического транспортера, и имеются два ряда расположенных противоположно разбрызгивающих сопел, между которыми отклоняются волокна.
Предпочтительно скорость, с которой волокна подаются на валик для волокон, может определяться посредством регулирования отрицательного давления, преобладающего в загрузочном желобе.
Указанные цели, кроме того, достигаются за счет создания способа склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, при котором согласно изобретению
а) подают волокна на валик для волокон дозатором через загрузочный желоб, при этом валик для волокон на своей поверхности имеет множество штырей и вращается таким образом,
б) что волокна отклоняются от своего направления штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика для волокон и противоположной стенкой, и указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями,
в) волокна выводятся по существу в горизонтальном направлении движения из выходного отверстия секции желоба,
г) волокна отсасываются вверх и таким образом отклоняются, и
д) волокна склеиваются в зоне отклонения посредством по меньшей мере одного разбрызгивающего сопла, которое выбрасывает клей и воздух.
Предпочтительно на этапе (б) центробежная сила заставляет волокна прижиматься к стенке, еще не входя в контакт со штырями, и на протяжении стенки волокна снова вводятся в контакт со штырями с помощью металлической отражательной пластины, которая наклонена наподобие откоса в направлении штырей, и затем волокна прижимаются к стенке центробежной силой.
Предпочтительно волокна отклоняются в канал пневматического транспортера, и имеются два ряда расположенных противоположно разбрызгивающих сопел, между которыми отклоняются волокна.
Предпочтительно скорость, с которой волокна подаются на валик для волокон, может определяться посредством регулирования отрицательного давления, преобладающего в загрузочном желобе.
Дополнительно указанные цели достигаются за счет создания способа склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, при котором согласно изобретению создают два симметричных, расположенных противоположно потока волокон, в которых волокна склеивают таким же образом, что и в любом из предшествующих способов, и потоки волокон сталкивают друг с другом после выхода из выходного отверстия секции желоба.
Указанные цели помимо всего прочего достигаются за счет создания устройства для склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, в котором согласно изобретению под выходным отверстием дозатора для волокон расположен загрузочный желоб, на который может воздействовать отрицательное давление, проходящий от выходного отверстия до валика для волокон, имеющего на своей поверхности множество штырей и выполненного с возможностью вращения таким образом, что волокна, падающие на валик для волокон, отклоняются штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика для волокон и противоположной стенкой, и которая проходит от выходного отверстия загрузочного желоба в направлении вращения валика для волокон и имеет выходное отверстие для волокон, и указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями, в котором вследствие центробежной силы волокна смещаются с валика для волокон и прижимаются к секции стенки, еще не входя в контакт со штырями, причем секция желоба также образована средствами для склеивания волокон, которые расположены в зоне секции стенки или вблизи одного конца секции стенки.
Предпочтительно клеильные средства содержат щелевые сопла для клея, которые расположены по ширине стенки секции желоба.
Предпочтительно клеильные средства содержат разбрызгивающие сопла, которые расположены по ширине стенки секции желоба.
Предпочтительно щелевые сопла для клея выполнены с возможностью выравнивания по касательной относительно расположенной вблизи клеевой доски.
Предпочтительно клеевая доска выполнена с возможностью устанавливаться под регулируемым углом относительно направления потока волокон, чтобы иметь возможность отклонять волокна до разной степени и таким образом обеспечивать изменение давления волокон на клеевую доску.
Предпочтительно щелевые сопла для клея выполнены с возможностью выравнивания по касательной относительно расположенного вблизи вращающегося клеевого валика.
Предпочтительно устройство содержит средства для двух симметричных, противоположно расположенных потоков волокон, предназначенных для склеивания, причем потоки волокон сталкиваются друг с другом после выхода из выходного отверстия секции желоба.
Указанные цели достигаются и за счет того, что в устройстве для склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, согласно изобретению под выходным отверстием дозатора для волокон расположен загрузочный желоб, на который может воздействовать отрицательное давление, проходящий от выходного отверстия до валика для волокон, который на поверхности имеет множество штырей и может вращаться таким образом, что волокна, падающие на валик для волокон, отклоняются штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика и противоположной стенкой и которая проходит от выходного отверстия загрузочного желоба в направлении вращения валика для волокон и имеет выходное отверстие для волокон, и указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями, где вследствие центробежной силы волокна смещаются с валика для волокон и прижимаются к секции стенки, еще не входя в контакт со штырями, что в секции желоба расположена по меньшей мере одна металлическая отражательная пластина, которая наклонена наподобие откоса и которая снова вводит волокна в контакт со штырями, где волокна затем прижимаются к следующей секции стенки центробежной силой, и что секция желоба также образована средствами для склеивания волокон, которые расположены в зоне одной из секций стенки, между двумя секциями стенки или вблизи одного конца последней секции стенки в направлении потока волокон.
Предпочтительно клеильные средства содержат щелевые сопла для клея, которые расположены по ширине стенки секции желоба.
Предпочтительно клеильные средства содержат разбрызгивающие сопла, которые расположены по ширине стенки секции желоба.
Предпочтительно щелевые сопла для клея выполнены с возможностью выравнивания по касательной относительно расположенной вблизи клеевой доски.
Предпочтительно клеевая доска выполнена с возможностью устанавливаться под регулируемым углом относительно направления потока волокон, чтобы иметь возможность отклонять волокна до разной степени, и таким образом обеспечивать изменение давления волокон на клеевую доску.
Предпочтительно щелевые сопла для клея выполнены с возможностью выравнивания по касательной относительно расположенного вблизи вращающегося клеевого валика.
Предпочтительно устройство содержит средства для двух симметричных, противоположно расположенных потоков волокон, предназначенных для склеивания, причем потоки волокон сталкиваются друг с другом после выхода из выходного отверстия секции желоба.
Указанные цели достигаются и посредством того, что в устройстве для склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, согласно изобретению под выходным отверстием дозатора для волокон расположен загрузочный желоб, на который может воздействовать отрицательное давление, проходящий от выходного отверстия до валика для волокон, который на своей поверхности имеет множество штырей и выполнен с возможностью вращения таким образом, что волокна, падающие на валик для волокон, отклоняются штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика для волокон и противоположной стенкой и которая проходит от выходного отверстия загрузочного желоба в направлении вращения валика для волокон и обеспечена выходным отверстием, и указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями, что волокна выводятся через выходное отверстие по существу в горизонтальном направлении движения, что вблизи выходного отверстия секции желоба находится входное отверстие пневматического транспортера, в которое в направлении вниз отклоняются волокна, и что в зоне отклонения расположены разбрызгивающие сопла, которые установлены для склеивания волокон выбрасываемым клеем и воздухом.
Предпочтительно вследствие центробежной силы в секции желоба волокна прижимаются к стенке, еще не входя в контакт со штырями, и на стенке расположена по меньшей мере одна металлическая отражательная пластина, которая наклонена наподобие откоса, так что волокна снова входят в контакт со штырями и затем прижимаются к стенке центробежной силой.
Предпочтительно во входном отверстии пневматического транспортера установлены два ряда расположенных противоположно разбрызгивающих сопел.
Предпочтительно устройство содержит средства для двух симметричных, противоположно расположенных потоков волокон, предназначенных для склеивания, причем потоки волокон сталкиваются друг с другом после выхода из выходного отверстия секции желоба.
Указанные цели, кроме того, достигаются за счет того, что в устройстве для склеивания высушенных волокон, предназначенных для производства древесно-волокнистых плит, согласно изобретению под выходным отверстием дозатора для волокон расположен загрузочный желоб, на который может воздействовать отрицательное давление, проходящий от выходного отверстия до валика для волокон, который на своей поверхности имеет множество штырей и выполнен с возможностью вращения таким образом, что волокна, падающие на валик для волокон, отклоняются штырями, направляются вдоль секции желоба, которая образована частичной секцией периферии валика для волокон и противоположной стенкой и которая проходит от выходного отверстия загрузочного желоба в направлении вращения валика для волокон и имеет выходное отверстие, и указанные волокна ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым указанными штырями, что волокна выбрасываются через выходное отверстие по существу в горизонтальном направлении движения, что вблизи выходного отверстия секции желоба находится входное отверстие пневматического транспортера, в которое, в направлении вверх, отклоняются волокна, и что в зоне отклонения расположены разбрызгивающие сопла, которые обеспечены для склеивания волокон выбрасываемым клеем и воздухом.
Предпочтительно вследствие центробежной силы в секции желоба волокна прижимаются к стенке, еще не входя в контакт со штырями, и на стенке расположена по меньшей мере одна металлическая отражательная пластина, которая наклонена наподобие откоса, так что волокна снова входят в контакт со штырями и затем прижимаются к стенке центробежной силой.
Предпочтительно во входном отверстии пневматического транспортера установлены два ряда расположенных противоположно разбрызгивающих сопел.
Предпочтительно устройство содержит средства для двух симметричных, противоположно расположенных потоков волокон, предназначенных для склеивания, причем потоки волокон сталкиваются друг с другом после выхода из выходного отверстия секции желоба.
Изобретение будет объяснено подробно ниже со ссылкой на приведенные примеры выполнения, в которых будет сделана ссылка на чертежи, в которых:
Фиг. 1a - схематический частичный вид устройства склеивания, имеющего щелевые сопла для клея, в которых склеенные волокна отсасываются вниз,
Фиг. 1b - схематический частичный вид устройства склеивания, имеющего щелевые сопла для клея, в которых склеенные волокна отсасываются вверх,
Фиг. 1с - схематический частичный вид устройства склеивания, которое отличается от устройства склеивания, показанного на Фиг. 1а, только в отношении зоны клеевой доски,
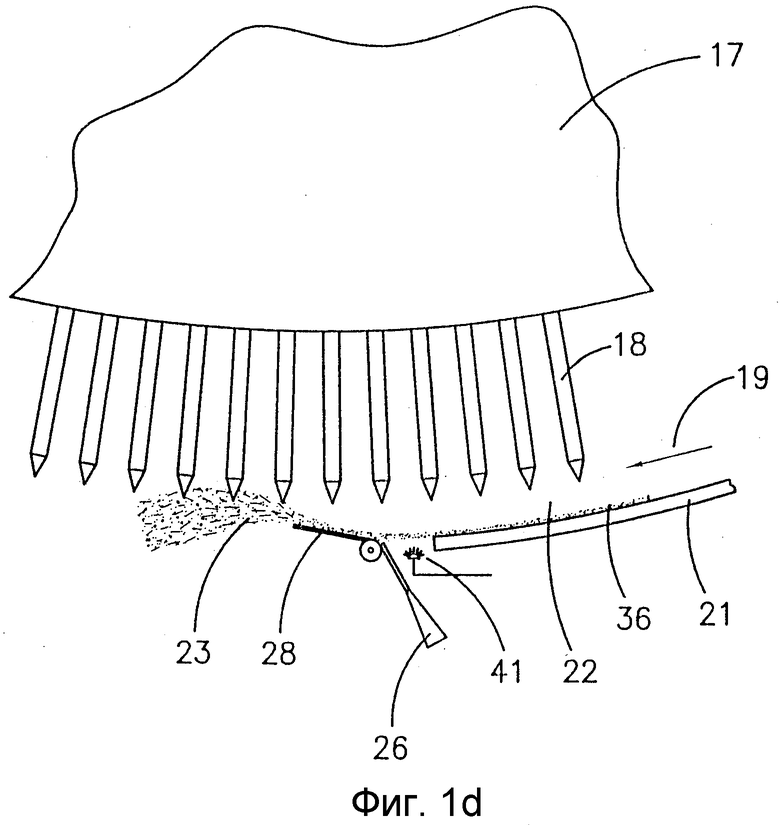
Фиг. 1d - схематический частичный вид устройства склеивания, которое отличается от устройства склеивания, показанного на Фиг. 1а, только в отношении зоны выходного отверстия секции желоба,
Фиг. 1e - схематический частичный вид устройства склеивания, которое отличается от устройства склеивания, показанного на Фиг. 1а, только в отношении зоны выходного отверстия секции желоба,
Фиг. 1f - схематический частичный вид секции желоба устройства склеивания, которое, за исключением металлических отражательных пластин в секции желоба, выполнено так же, как одно из устройств склеивания, показанных на Фиг. 1а-1е.
Фиг. 2а - схематический частичный вид устройства склеивания, имеющего щелевые сопла для клея и вращающийся клеевой валик, в котором склеенные волокна отсасываются вниз,
Фиг. 2b - схематический частичный вид устройства склеивания, имеющего щелевые сопла для клея и вращающийся клеевой валик, в котором склеенные волокна отсасываются вверх,
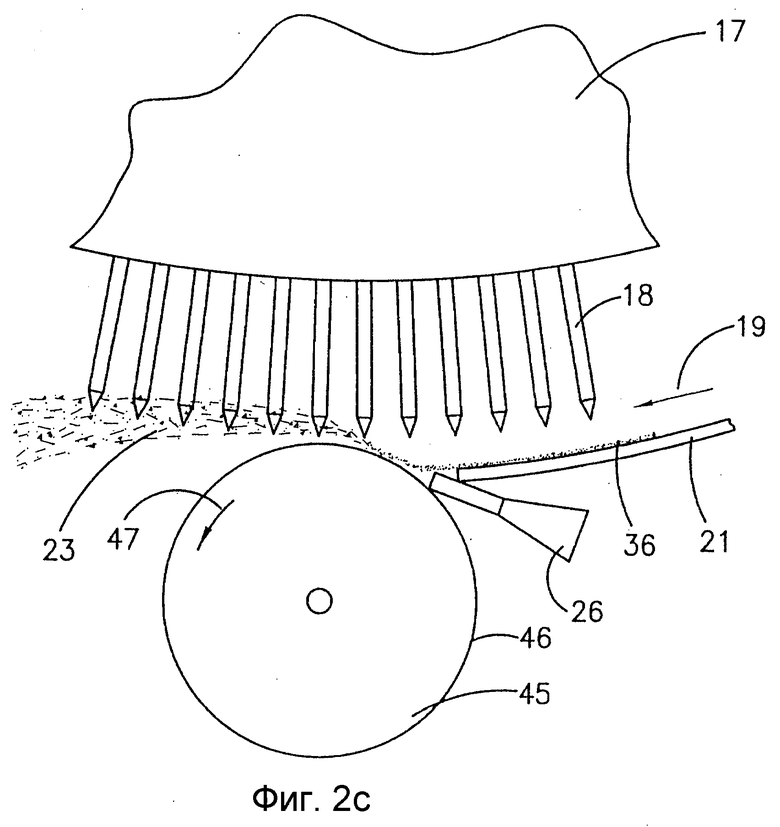
Фиг. 2с - схематический частичный вид устройства склеивания, которое отличается от устройства склеивания, показанного на Фиг. 2а, только в отношении зоны клеевого валика,
Фиг. 2d - схематический частичный вид устройства склеивания, которое отличается от устройства склеивания, показанного на Фиг. 2а, только в отношении зоны выходного отверстия секции желоба,
Фиг. 2е - схематический частичный вид устройства склеивания, которое отличается от устройства склеивания, показанного на Фиг. 2а, только в отношении зоны выходного отверстия секции желоба,
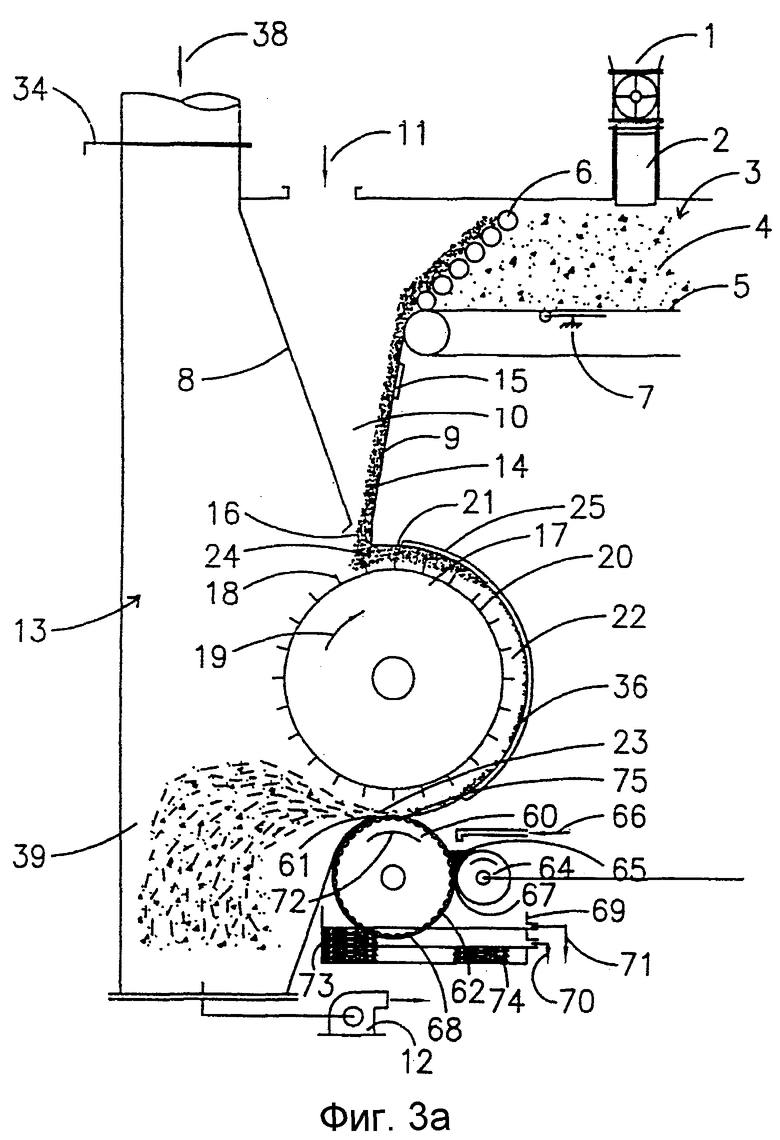
Фиг. 3а - схематический частичный вид устройства склеивания, имеющего клеевой валик, в котором склеенные волокна отсасываются вниз,
Фиг. 3b - схематический вид секции поверхности профиля клеевого валика, показанного в Фиг. 3а,
Фиг. 3с - схематический частичный вид устройства склеивания, имеющего клеевой валик, в котором склеенные волокна отсасываются вверх,
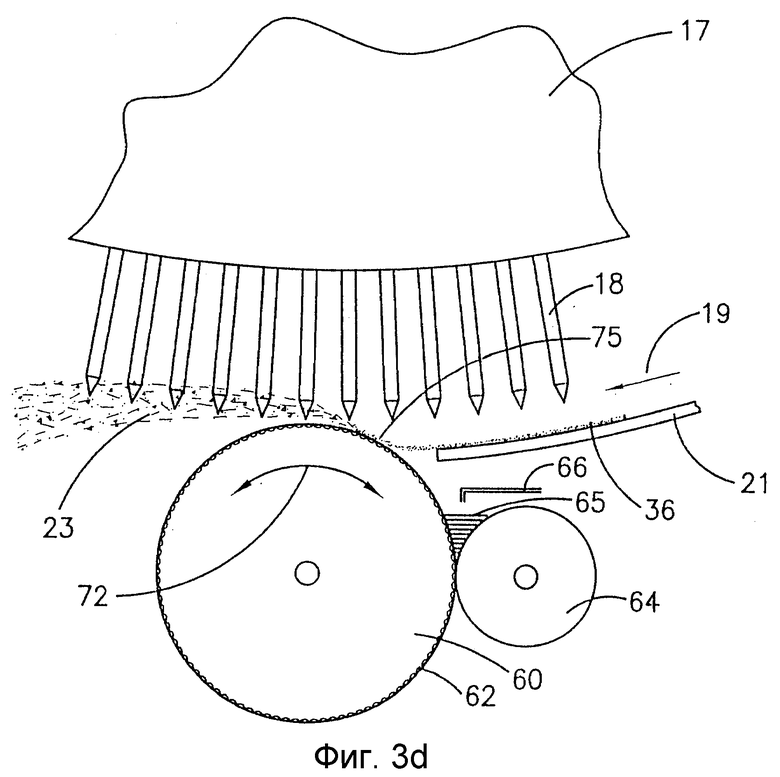
Фиг. 3d - схематический частичный вид устройства склеивания, которое отличается от устройства склеивания, показанного на Фиг. 3а, только в отношении зоны клеевого валика,
Фиг. 4а - схематический частичный вид устройства склеивания, имеющего разбрызгивающие сопла для клея, в котором склеенные волокна отсасываются вниз,
Фиг. 4b - схематический частичный вид устройства склеивания, имеющего разбрызгивающие сопла для клея, в котором склеенные волокна отсасываются вверх,
Фиг. 5а - схематический частичный вид устройства склеивания, в котором имеются два симметричных, расположенных противоположно, потока волокон, и склеенные волокна отсасываются вниз,
Фиг. 5b - схематический частичный вид устройства склеивания, в котором имеются два симметричных, расположенных противоположно потока волокон, причем склеенные волокна отсасываются вверх,
Фиг. 6а - схематический частичный вид устройства склеивания, имеющего встроенное устройство просеивания волокон, причем склеенные волокна отсасываются вниз,
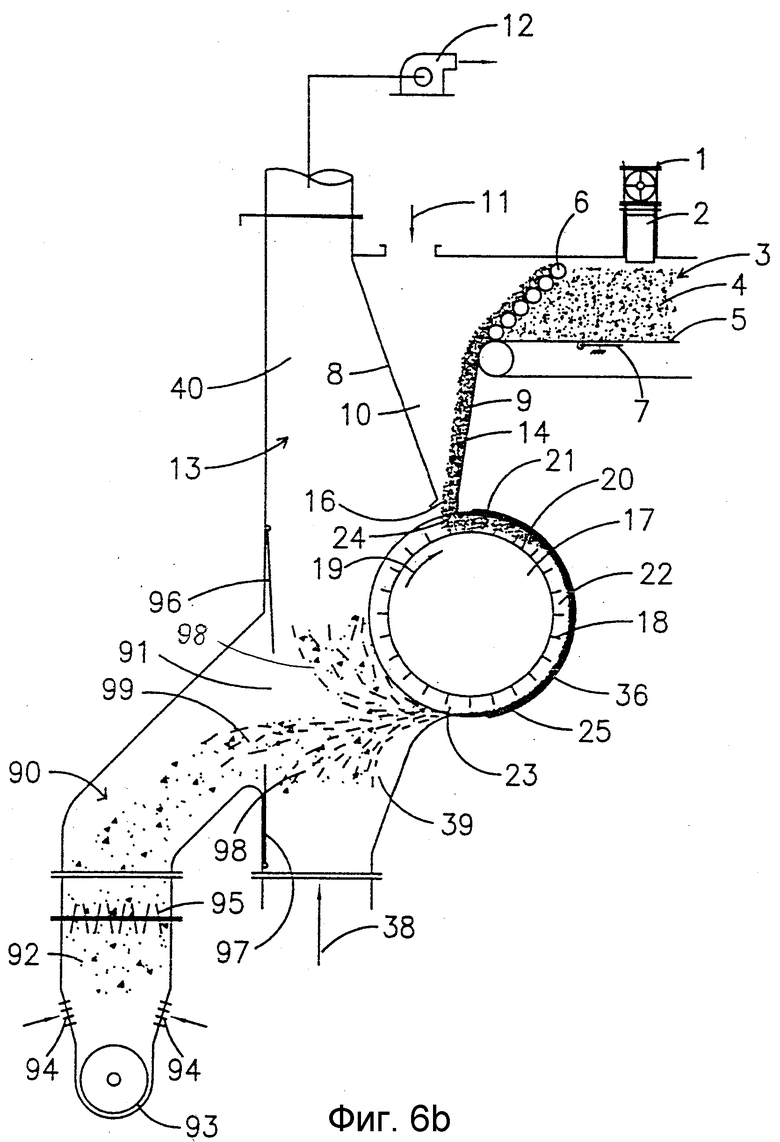
Фиг. 6b - схематический частичный вид устройства склеивания, имеющего встроенное устройство просеивания волокон, причем склеенные волокна отсасываются вверх,
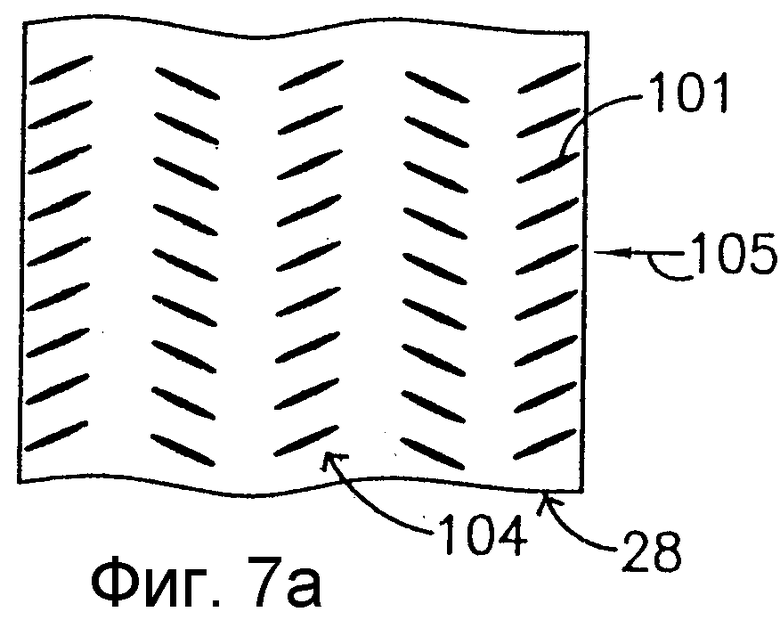
Фиг. 7а - схематический вид сверху ребристого профиля поверхности клеевой доски, показанной на Фиг. 1, или клеевого валика, показанного на Фиг. 2,
Фиг. 7b - вид в разрезе ребристого профиля, показанного на Фиг. 7а,
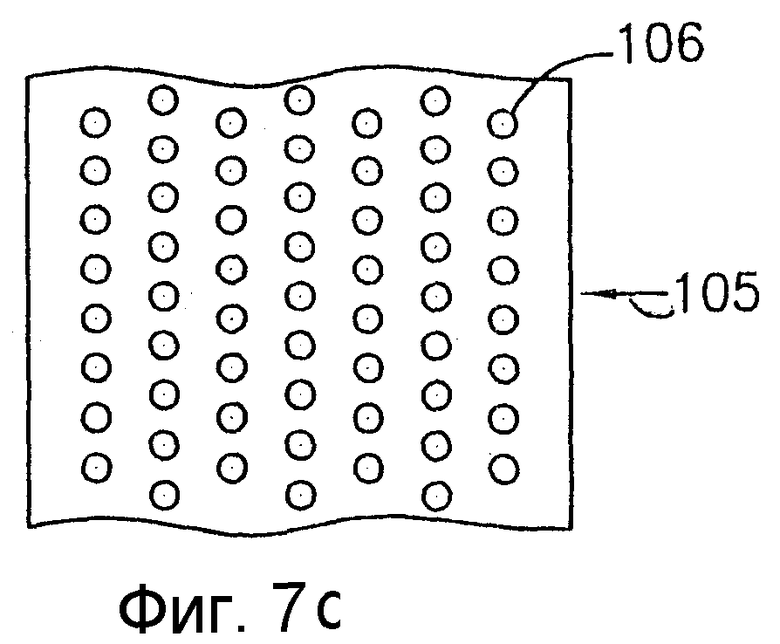
Фиг. 7с - схематичный вид сверху гвоздеобразного профиля поверхности клеевой доски, показанной на Фиг. 1, или клеевого валика, показанного на Фиг. 2,
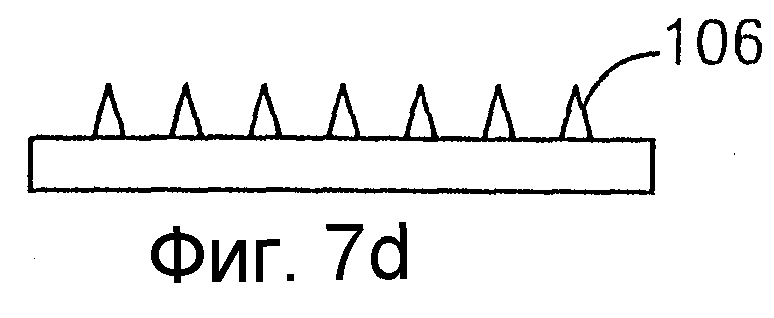
Фиг. 7d - вид в разрезе гвоздеобразного профиля, показанного на Фиг. 7с,
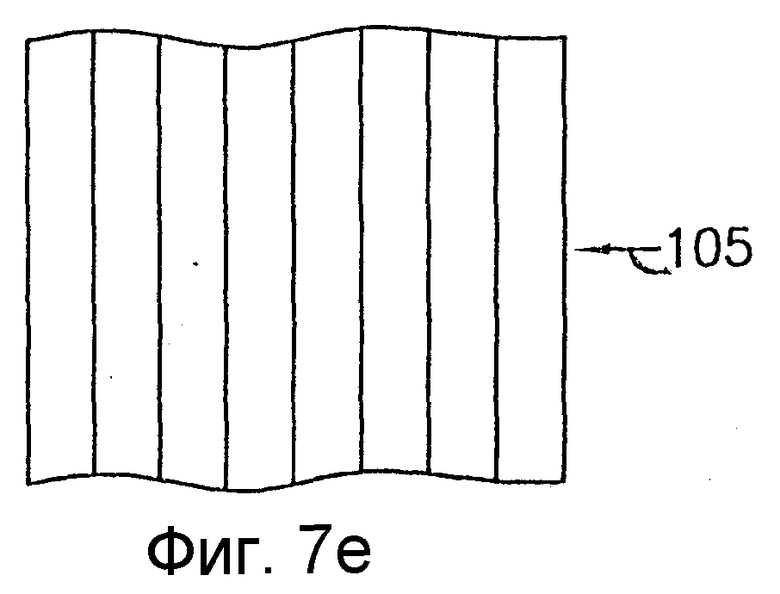
Фиг. 7е - схематический вид сверху ступенчатого профиля поверхности клеевой доски, показанной на Фиг. 1, или клеевого валика, показанного на Фиг. 2,
Фиг. 7f - вид в разрезе ступенчатого профиля, показанного на Фиг. 7е,
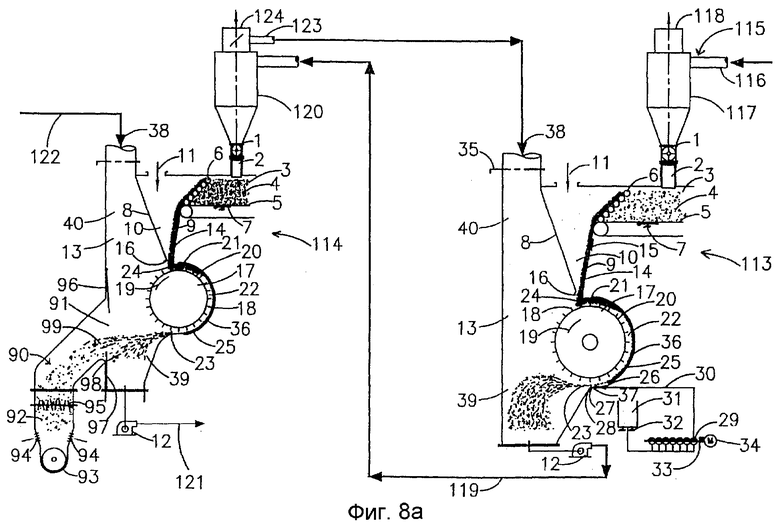
Фиг. 8а - схематический частичный вид устройства склеивания для ступенчатого процесса склеивания, в котором склеенные волокна отсасываются вниз в каждом случае,
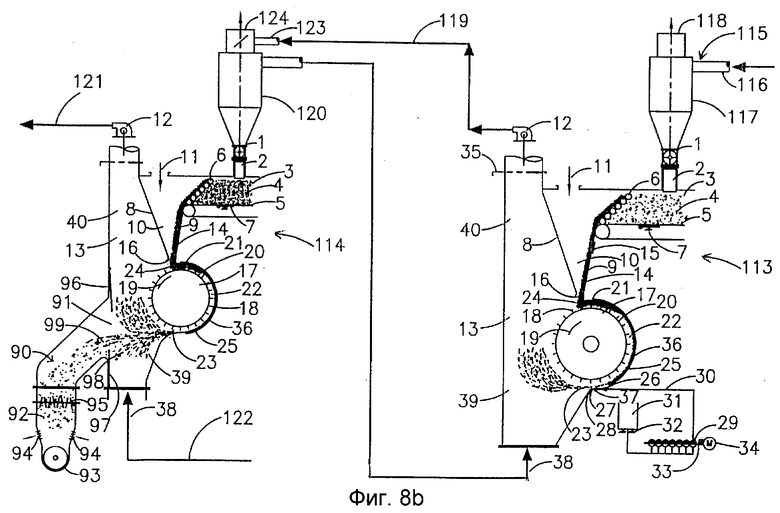
Фиг. 8b - схематический частичный вид устройства склеивания для ступенчатого процесса склеивания, в котором склеенные волокна отсасываются вверх в каждом случае,
Фиг. 8с - увеличенный участок с Фиг. 8а, и
Фиг. 8d - подсовывает увеличенный участок с Фиг. 8b.
Устройство склеивания, показанное на Фиг. 1а, содержит расположенное поперек устройство 2 для распределения волокон, соединенное с выходным отверстием 1 сушилки для волокон (не показана). С расположенным поперек устройством 2 для распределения волокон соединен дозирующий бункер 3, который равномерно заполняется высушенными древесными волокнами 4 с помощью расположенного поперек распределительного устройства 2. Посредством опорного транспортера 5 древесные волокна 4 подаются в выходное отверстие дозирующего бункера, имеющее ролики 6 разгрузочного конвейера, которые служат для устранения более или менее крупных комков волокон 4. Опорный транспортер 5 проходит через взвешивающее устройство 7, которое непрерывно регистрирует текущий вес проходящего материала (вес на единицу времени).
Волокна 4 проходят из выходного отверстия дозирующего бункера в загрузочный желоб 10, который образован двумя рабочими стенками 8 и 9 и который содержит в верхнем конце подвод воздуха 11.
С помощью вентилятора 12 пневматического транспортера 13, частично показанного на Фиг. 1а и имеющего частичную секцию, взаимодействующую с устройством склеивания, смесь волокон и воздуха втягивается в загрузочный желоб 10, где волокна движутся с ускорением в потоке волокон 14 вдоль рабочей стенки 9, а воздух движется с ускорением в воздушном потоке вдоль рабочей стенки 8. К рабочей стенке 9 прикреплен электромагнит 15 для отделения металлических частей из потока волокон 14.
В зоне выходного отверстия 16 загрузочного желоба 10 поток волокон 14 попадает на валик 17 для волокон, который служит для измельчения неровностей в потоке волокон 14 и для ускорения волокон в потоке волокон 14. На поверхности валика 17 для волокон расположено множество штырей, которые сужаются конусообразно, образуя острие по мере увеличения расстояния от оси вращения валика 17 для волокон. Валик 17 для волокон вращается с высокой скоростью в направлении вращения, показанном стрелкой 19. Периферийная скорость валика 17 для волокон меняется и может составлять от 20 до 100 м/сек. Диаметр валика 17 для волокон может составлять до 1000 мм, а длина валика 17 может составлять 1800 мм. В этом случае количество конических штырей 18 может доходить до 10000.
Частичная секция 20 периферии валика для волокон, стенка 21, расположенная напротив валика 17 для волокон, и клеильные средства, которые описаны ниже, образуют секцию желоба 22, которая проходит приблизительно от выходного отверстия 16 загрузочного желоба 10 до самой нижней точки валика 17 для волокон и в этом участке содержит выходное отверстие 23. Продолжение стенки 21 выполнено такой формы, что расстояние между кончиками штырей 18 и стенкой 21 постепенно увеличивается от входного отверстия 24 секции желоба 22, расположенного вблизи выходного отверстия 16 загрузочного желоба 10, к выходному отверстию 23. Стенка 21 с наружной стороны по существу по всей ее длине обеспечена охлаждающей рубашкой 25 водяного охлаждения.
В зоне выходного отверстия 23 по всей ширине секции желоба 22 расположен ряд щелевых сопел 26 для клея. Выходные отверстия щелевых сопел 26 для клея расположены в зазоре 27, который образован нижним концом стенки 21 и клеевой доской 28. Каждое щелевое сопло 26 получает клей с помощью отдельного поршневого насоса 29, через соединительную трубу 30 из отводного контейнера 31, который имеет взвешивающее отводное устройство 32 для клея. Например, если ширина процесса обработки составляет 1800 мм, обеспечивается 25 щелевых сопел 26 для клея, с длиной щели 72 мм и шириной щели 2 мм. Количество щелевых сопел может изменяться произвольно. Клеевые насосы 29 предпочтительно приводятся в действие от общего приводного вала 33 и общего привода 34. Это гарантирует равномерную скорость подачи клеевых насосов 29. Можно также использовать насосы с индивидуальным приводом. Клеевая доска 28, которая непосредственно примыкает к щелевым соплам 26 для клея, расположена по всей ширине секции желоба 21. Их положение может быть отрегулировано под углом к секции желоба 22.
Клеевая доска 28 на своей поверхности имеет ребристый профиль, как показано на Фиг. 7а и 7b. Ребристый профиль состоит из возвышений 101 с основанием 102 и лезвия 103, расположенного перпендикулярно относительно клеевой доски 28. Основание 102 содержит удлиненную поверхность основания, имеющую вогнутые к краям контуры, которые сходятся в точке на концах поверхности основания. Возвышения 101 расположены параллельными рядами 104, перпендикулярно относительно направления движения волокон, как указано стрелкой 105. В каждом ряду 104 возвышения выровнены таким же образом и, кроме того, под острым углом относительно направления движения 105, т.е. в направлении, в котором работает клеевая доска 28. В зависимости от ряда возвышения 101 рядов 104, чередуясь, содержат положительный острый угол или отрицательный острый угол с направлением движения 105, в результате чего ряды 104 располагаются со смещением относительно друг друга.
В качестве альтернативы клеевая доска 28 может также содержать гвоздеобразный профиль, как показано на Фиг. 7с и 7d. Этот профиль в виде гвоздей состоит из конических гвоздей 106, которые, в свою очередь, расположены рядами, смещенными относительно друг друга, и проходят перпендикулярно относительно направления движения 105. Кроме того, поверхность клеевой доски 28 также может содержать ступенчатый профиль, показанный на Фиг. 7е и 7f. В случае такого ступенчатого профиля обеспечены ступени 107, которые поднимаются в направлении движения 105.
Секция желоба 22 выходит в устройство пневматического транспортера 13. Скорость, с которой поток волокон 14 в загрузочном желобе 10 перемещается в направлении выходного отверстия 16, может регулироваться воздушным дросселем 35 в верхнем участке канала 40 пневматического транспортера 13 так, что отрицательное давление, вырабатываемое вентилятором 12, меняется в зоне валика 17 для волокон.
Вследствие того что поток волокон 14 в зоне выходного отверстия 16 попадает на валик 17 для волокон, который вращается с большой скоростью, и штыри содержат составляющую скорости, которая действует под прямым углом относительно направления движения потока волокон 14, переплетенные или скопившиеся волокна отделяются друг от друга, почти без ущерба для отдельных волокон от воздействия валика 17.
Кроме того, волокна отклоняются от своего направления с помощью валика 17 для волокон в секцию желоба 22. В первой части секции желоба 22 инерция волокон служит не только для расчесывания волокон и, следовательно, измельчения комков волокон, но также для ускорения волокон приблизительно до периферийной скорости валика 17 для волокон. В устройстве для склеивания эта скорость волокна достигается приблизительно после одной четверти периферии валика 17 для волокон. В этой зоне секции желоба 22 волокна в потоке волокон 36 растягиваются, умножая поток волокон 14 в загрузочном желобе 10. Множество конических штырей 18 служит для создания в секции желоба 22 воздушного потока, который приблизительно соответствует периферийной скорости валика 17 для волокон. Из-за направленных радиально сил воздуха и волокон волокна в секции желоба 22 под воздействием центробежной силы устремляются наружу и прижимаются к внутренней стороне стенки 21 секции желоба 22, отчего в секции желоба 22 конические штыри 18 валика 17 для волокон уже не находятся в контакте с волокнами после прохождения четверти периферии валика 17 для волокон.
Вследствие разделения потока волокон 36, которое происходит в результате растяжения волокон, и оттого, что клей поступает по всей ширине потока волокон 36, образуется большая контактная поверхность для приема клея.
Клеевая доска 28 служит для того, чтобы отклонять поток волокон 36 в плоскости вытяжки. Волокна оказывают давление на клеевую доску 28, которое может регулироваться путем регулирования угла, под которым расположена клеевая доска 28 относительно секции желоба 22. Клей 37 входит в волокна посредством механического истирания клея 37 на клеевой доске 28. Ребристый профиль служит для значительного увеличения трения волокон на поверхности клеевой доски 28 относительно гладкой поверхности. Чередующееся наклонное расположение возвышений 101 также служит для отклонения волокон во множество направлений, вследствие чего достигается статическое глубокое перемешивание волокон и клея 37. Таким образом, происходит чрезвычайно эффективное смешение волокон и клея 37. То же происходит, когда используется упомянутый гвоздеобразный профиль. В частности, если поверхность клеевой доски 28 обеспечена вышеупомянутым ступенчатым профилем, давление волокон на клеевую доску 28 увеличивается. Однако ступени 107 создают завихрения волокон, и таким образом достигается статическое глубокое перемешивание волокон и клея 37. Клей подается дозировано согласно определенной процентной пропорции клея на абсолютно сухие волокна относительно количества проходящего волокна, регистрируемого взвешивающим устройством 7 дозирующего бункера 3.
После склеивания волокна выходят из секции желоба 22 и отклоняются под действием силы тяжести и транспортирующего воздуха, проходящего в направлении стрелки 38, в вытяжной колпак 39 пневматического транспортера 13 под валиком 17 для волокон. Транспортирующим воздухом предпочтительно является возвратный воздух, который направляется в замкнутый контур, или свежий воздух.
Во всех фигурах чертежей одни и те же детали обозначены одними и теми же ссылочными позициями.
Пример выполнения согласно Фиг. 1b отличается от примера реализации, показанного на Фиг. 1а, тем, что склеенные волокна отсасываются вверх с помощью пневматического транспортера 13.
Пример выполнения, показанный на Фиг. 1с, отличается от примера реализации, показанного в Фиг. 1а, модифицированным расположением клеевой доски 28 и щелевых сопел 26 для клея. Клеевая доска 28 располагается под регулируемым углом относительно направления потока волокон 36 таким образом, что поток волокон 36 отклоняется в сторону штырей 18 валика 17 для волокон. В результате волокна снова улавливаются и перехватываются штырями 18, поскольку поток волокон 36 сильно замедляет движение из-за отклонения и присутствия клея. Возобновленное воздействие штырей 18 на поток волокон 36, которые обеспечены клеем, служит для интенсификации процесса склеивания, по сравнению с процессом, который выполняется с помощью устройства, показанного на Фиг. 1а. Положение щелевых сопел 26 для клея может регулироваться соответственно угловому положению клеевой доски 28 относительно стенки 21 секции желоба 22.
Пример реализации, показанный на Фиг. 1d, содержит разбрызгивающие сопла 41, которые расположены в зоне выходного отверстия 23 секции желоба 22 по всей ее рабочей ширине. Щелевые сопла 26 для клея и клеевая доска 28 расположены ниже, по ходу потока, разбрызгивающих сопел 41 в направлении вращения 19 валика 17 для волокон. Разбрызгивающие сопла 41 служат для разбрызгивания части подаваемого количества клея на волокна, при этом остальная часть клея разбрызгивается на волокна с помощью щелевых сопел 26 для клея. Так как волокна направляются через клеевую доску 28, происходит их статическое смешение. Кроме того, клей, который выходит из щелевых сопел 26 для клея, переносится через клеевую доску 28 на волокна. Клеевая доска 28 может быть установлена под регулируемым углом относительно направления потока волокон таким образом, что волокна рециркулируются в рабочую зону штырей 18 валика 17 для волокон.
Пример реализации, показанный на Фиг. 1е, отличается от примера реализации, показанного на Фиг. 1d, тем, что отсутствуют щелевые сопла для клея. Количество подаваемого клея выделяется исключительно с помощью разбрызгивающих сопел 41. После того как волокна обрызгали клеем, происходит их статическое смешение на клеевой доске 28, что способствует их эффективному склеиванию. Клеевая доска 28 устанавливается под регулируемым углом относительно направления движения волокон таким образом, что волокна затем рециркулируются в рабочую зону штырей 18 валика 17 для волокон. Это, в свою очередь, способствует дальнейшему смешению волокон.
За исключением металлических отражательных пластин 42 в секции желоба 22 пример реализации, показанный на Фиг. 1f, выполнен наподобие одного из устройств склеивания, показанных на Фиг. 1а-1е. Металлические отражательные пластины 42 расположены целиком по всей рабочей ширине секции желоба 22.
Они наклонены наподобие откоса в направлении потока волокон, чтобы отклонять волокна в сторону штырей 18 валика 17 для волокон. При этом движение волокон замедляется, и они захватываются штырями 18, которые движутся с большей скоростью, в результате чего снова можно измельчить любые неровности в потоке волокон 36. После ускорения волокон штырями 18 и достижения ими периферийной скорости штырей 18 центробежная сила заставляет волокна прижиматься к стенке 21. Как показано стрелкой 43, положение металлических отражательных пластин 42 может регулироваться под углом относительно направления потока волокон 36, вследствие чего, в частности, можно регулировать степень замедления волокон. Предпочтительно, можно расположить несколько металлических отражательных пластин 42 по ходу секции желоба 22, поэтому получают несколько секций стенок, к которым прижимаются волокна. Две из этих секций стенок показаны на Фиг. 1f и обозначены цифровыми позициями 21а и 21b. Между секциями стенок 21а и 21b находится зона, в которой поток волокон 36 прочесывается через штыри 18.
Пример реализации, показанный на Фиг. 2а, содержит щелевые сопла 26 для клея, которые также расположены вблизи выходного отверстия 23 секции желоба 22. Вблизи щелевых сопел 26 для клея расположен клеевой валик 45, который образует секцию желоба 22 у выходного отверстия 23. Клеевой валик 45 наружной поверхностью 46 немного выдвинут в секцию желоба 22 так, что поток волокон 36 падает по касательной на наружную поверхность 46. Щелевые сопла 26 для клея расположены в одной плоскости по всей ширине валика 17 для волокон и так, что они выбрасывают клей 37 приблизительно параллельно потоку волокон 36, который падает на валик 17 для волокон.
Клеевой валик 45 служит в качестве клеевой доски, которая вращается в направлении стрелки 47. Его наружная поверхность 46 как и клеевая доска 28 имеет ребристый профиль, как показано на Фиг. 7а и 7b. В качестве альтернативы, может быть обеспечен гвоздеобразный профиль, как показано на Фиг. 7с и 7d, или ступенчатый профиль, как показано на Фиг. 7е и 7f. Когда используется клеевой валик 45, эти профили обеспечивают те же преимущества, что и описанная выше клеевая доска 28. Наружная поверхность 46 имеет хромовое покрытие. Приблизительно диаметрально противоположно выходному отверстию 23 вблизи клеевого валика 45 расположена вращающаяся щетка 48, которая находится в контакте с наружной поверхностью 46 и контейнером 49, содержащим промывочную воду, и вращается в том же направлении, что и валик 17 для волокон. Форма наружной поверхности 46 и вращательное движение клеевого валика 45 дают возможность удалять из зоны склеивания любое загрязнение осадками клея в зоне, где клей переносится на поток волокон 36, и загрязнение непрерывно устраняется щеткой 48. Таким образом, устраняется внутреннее загрязнение секции желоба 22 и уменьшается до минимума образование скоплений волокон.
Кроме того, вблизи клеевого валика 45 расположен ряд разбрызгивающих сопел 50 (показано только одно), которые могут использоваться для нанесения ускорителя (катализатора) на наружную поверхность 46 клеевого валика 45. Вместо разбрызгивающих сопел 50 можно использовать различные распылители. Каждое разбрызгивающее сопло 50 соединено соединительной трубкой 51 с отводным контейнером 53 для ускорителя, который содержит отводное взвешивающее устройство 52. Ускоритель передается с помощью насосов 55 (показан только один), приводящихся в действие двигателем 54, из отводного контейнера 53 в разбрызгивающие сопла 50, расположенные по всей ширине клеевого валика 45.
Клеевой валик 45 своей наружной поверхностью 46 выдвинут в вытяжной колпак 39, который немного наклонен под углом относительно верхней секции канала 40 пневматического транспортера 13.
Устройство склеивания, показанное на Фиг. 2а, содержит то же средство (не показано) введения волокон в загрузочный желоб 10, что и устройство склеивания, показанное на Фиг. 1а.
Пример реализации изобретения, показанный на Фиг. 2b, отличается от примера реализации, показанного на Фиг. 2а, только тем, что склеенные волокна отсасываются вверх пневматическим транспортером 13.
В примере реализации изобретения, показанном на Фиг. 2с, клеевой валик 45 расположен так, что после попадания на валик поток волокон 36 отклоняется в сторону штырей 18 валика 17 для волокон. Щелевые сопла 26 для клея могут устанавливаться под регулируемым углом относительно направления потока волокон 36. В этом примере реализации изобретения щелевые сопла 26 для клея совмещаются приблизительно в направлении отклоненного потока волокон 36. В этом примере реализации возобновленное воздействие валика 17 для волокон также способствует особенно интенсивному склеиванию.
Пример реализации изобретения, показанный на Фиг. 2d, подобен примеру реализации, показанному на Фиг. 1d, но вместо клеевой доски 28 он содержит клеевой валик 45, который вращается в направлении стрелки 47. Клеевой валик 45 также обеспечивает статическое смешение волокон, которые предварительно были смочены клеем из разбрызгивающих сопел 41. Кроме того, клеевой валик 45 служит для смачивания волокон клеем с помощью щелевых сопел 25 для клея. В этом случае клеевой валик 45, в свою очередь, также может быть расположен таким образом, что волокна рециркулируются в рабочую зону валика 17 для волокон.
Пример реализации изобретения, показанный на Фиг. 2е, отличается от устройства склеивания, показанного на Фиг. 2d, тем, что щелевые сопла для клея не предусмотрены, но волокна смачиваются только разбрызгивающими соплами 41, с последующим статическим перемешиванием волокон клеевым валиком 45.
Пример реализации изобретения, показанный в Фиг. 3а, подобен примеру реализации, показанному на Фиг. 1а. Однако различия можно найти в средствах, обеспечиваемых для склеивания волокон. Устройство склеивания, показанное на Фиг. За, содержит клеевой валик 60, который работает по принципу валиков для нанесения жидкостей и который образует выходное отверстие 23 секции желоба 22 и выступает частичной секцией 61 наружной поверхности 62 в секцию желоба 22 по всей ее ширине. Наружная поверхность 62 клеевого валика 60 выполнена с прорезями 63 в виде сферических углублений, как показано на Фиг. 3b. Углубления 63 имеют размер, соответствующий требующемуся количеству расходуемого клея. В данном случае клеевой валик имеет наружный диаметр размером 500 мм и вращается со скоростью 60 оборотов в минуту. Диаметр углублений 63 составляет 10 мм и глубину 1 мм. Однако также возможно обеспечить другие профили, например радиальные или осевые канавки, и наружная поверхность 62 также может быть гладкой и плоскостной. Она состоит из жесткого, стойкого к истиранию материала, например жесткого хромового покрытия. Клеевой валик 60 работает в сочетании с валиком 64 для нанесения клея, который расположен вблизи клеевого валика 60 и образует с ним резервуар 65 для клея. Клей может подаваться в резервуар 65 для клея по трубе 66 для подачи клея. Между клеевым валиком 60 и валиком 64 для нанесения клея обеспечен зазор 67.
Следующей частичной секцией 68 своей наружной поверхности 62 клеевой валик выступает в клеевой контейнер 69, который содержит первый слив клея 70 и второй слив клея 71.
Клеевой валик 60 может вращаться вокруг своей продольной оси, как показано стрелкой 72, как в направлении потока волокон 36, так и в противоположном направлении. При вращении в направлении, противоположном направлению потока волокон 36, клеевой валик 60 получает клей из резервуара 65 для клея, где валик 64 для нанесения клея вращается в направлении, противоположном направлению клеевого валика 60. На клеевом валике 60 образуется пленка клея. Толщину указанной пленки клея может определять зазор 67 между клеевым валиком 60 и валиком 64, размер которого может регулироваться смещением валика 64 для нанесения клея. Если клеевой валик содержит гладкую наружную поверхность 62, пленка клея может иметь толщину, например, 0,2 мм.
Если клей должен наноситься на волокна из контейнера 69 для клея, а не из резервуара 65 для клея, резервуар 65 освобождают, и валик 64 для нанесения клея устанавливается с довольно большим интервалом относительно клеевого валика 60. В этом случае клеевой валик 60 вращается с потоком волокон 36, и уровень заполнения клеем в контейнере 69 для клея удерживается на уровне 73 с помощью слива 71, где в клей погружен клеевой валик 60. Контейнер 69 для клея также заполняется с помощью трубы 66 для подачи клея. Если волокна склеиваются с помощью резервуара 65 для клея, уровень заполнения клеем в контейнере 69 удерживается на низком уровне 74 посредством слива 70, где клеевой валик не погружается в клей. Клей, вытекающий из сливов 70 и 71, возвращается в установку для переработки клея (не показана) для повторного использования.
При таком устройстве склеивания клей также поступает в волокна через механическое трение, так как поток волокон 36 падает по существу по касательной на клеевой валик 60 в точке контакта, обозначенной цифровой позицией 75.
Нанесение клея с помощью этого устройства склеивания регулируется следующим образом: текущий вес абсолютно сухого волокна в кг/ч минус известное содержание влаги волокон определяется гравиметрически с помощью взвешивающего устройства 7. Объем раствора клея, который содержит твердый полимер с пропорцией, например, 65%, является объемом суммы углублений 63 на один оборот клеевого валика 60. Пропорция твердого полимера раствора клея, удельный вес твердого полимера и объем раствора клея за один оборот валика, являясь постоянными величинами, дают пропорцию твердого полимера на один оборот валика, измеряемую в кг на оборот. Поэтому, изменяя скорость вращения валика 60, добавление твердого полимера к абсолютно сухим волокнам в кг/час регулируется в зависимости от количества волокон, проходящих через взвешивающее устройство 7.
В свою очередь, пример выполнения изобретения, показанный на Фиг. 3с, отличается от примера реализации, показанного в Фиг. 3а, только тем, что склеенные волокна отсасываются вверх пневматическим транспортером 13.
В примере выполнения изобретения, показанном на Фиг. 3d, клеевой валик 60 расположен так же, как клеевой валик 45 примера реализации, показанного на Фиг. 2с, так что когда поток волокон 36 попадает на клеевой валик 60, волокна отклоняются в рабочую зону валика 17 для волокон. Это, в свою очередь, обеспечивает особенно эффективное склеивание волокон.
В устройствах склеивания, показанных на Фиг. 1-3, можно достигать увеличения площади сечения потока волокон до 94 м2/сек, например, в зоне расположения клеильных средств.
Пример реализации изобретения, показанный на Фиг. 4а, также подобен устройству склеивания, показанному на Фиг. 1а, и отличается только средствами, обеспеченными для склеивания.
Два ряда разбрызгивающих сопел 81 и 82, содержащих два вещества, расположены напротив друг друга в стенке 80 вытяжного колпака 39, который обеспечен соответствующими отверстиями, при этом разбрызгивающие сопла обеспечены для склеивания волокон, выходящих из секции желоба 22 и обозначенных цифровой позицией 83, при этом разбрызгивающие сопла выбрасывают клей и воздух. Волокна 83 отклоняются от своего направления при переходе из секции желоба 22 в вытяжной колпак 39 и расширяются в пространстве благодаря измененному весу. Вследствие этого для нанесения клея обеспечивается большая контактная поверхность волокон 83. Таким же образом, как в устройстве склеивания, показанном на Фиг. 1а, разбрызгивающие сопла 81, 82 соединены в каждом случае соединительной трубой с отдельным клеевым насосом (не показан). Разбрызгивающие сопла получают раствор клея таким же образом, как в устройстве склеивания, показанном на Фиг. 1а. Воздух, необходимый для разбрызгивающих сопел 81, 82, обеспечивается из общего подвода воздуха.
В свою очередь, пример выполнения изобретения, показанный на Фиг. 4b, отличается от примера реализации, показанного на Фиг. 4а, только тем, что склеенные волокна отсасываются вверх пневматическим транспортером 13.
Примеры выполнения изобретения, показанные на Фиг. 2, 3 и 4, и даже все последующие примеры реализации, описанные ниже, могут также содержать металлические отражательные пластины (дефлекторы) 42 в секции желоба 22, как показано на Фиг. 1f.
Фиг. 5а показывает устройство склеивания, которое выполнено симметрично относительно продольной оси частичной секции пневматического транспортера 13. С двух сторон продольной оси расположены клеильные узлы 86 и 87, соответственно, что в принципе соответствует одному из устройств склеивания согласно Фиг. 1a, 1c-1f, 2a, 2с-2е, 3а, 3d, или 4а. Таким образом, клеильные средства могут быть выполнены, соответствуя по-разному описанным устройствам склеивания, и поэтому они не показаны в Фиг. 5а. Те же самые детали двух клеильных узлов 86 и 87 устройства двойного склеивания обозначены такими же цифровыми позициями. В дополнение к особенно высокой пропускной способности, устройство двойного склеивания имеет то преимущество, что волокна перемешиваются эффективно потоками волокон 36, которые сталкиваются друг с другом на большой скорости, без использования смешивающего оборудования. При более низких скоростях прохождения материала устройство двойного смешения можно также использовать в качестве альтернативы другим устройствам склеивания согласно изобретению для того, чтобы таким образом достигать эффективного последующего смешения.
Как показано на Фиг. 5b, при использовании устройства двойного смешения, может быть предусмотрено, что склеенные волокна отсасываются вверх пневматическим транспортером 13.
Фиг. 6а изображает устройство склеивания, которое работает по принципу одного из устройств склеивания, показанных на Фиг. 1а, 1c-1f, 2a, 2с-2е, 3а, 3d, или 4а, в которых конкретные клеильные средства не показаны. Помимо описанных выше устройств склеивания, показанное на Фиг. 6а устройство склеивания содержит узел 90 для просеивания (фильтрации) волокон.
В устройстве склеивания, показанном на Фиг. 6а, выходное отверстие 23 секции желоба 22 выходит в вытяжной колпак 39 пневматического транспортера 13. Напротив выходного отверстия 23 находится входное отверстие 91 спускного желоба 92 для крупного материала. Спускной желоб 92 для крупного материала расположен в вертикальном направлении и содержит в своем нижнем конце выходное отверстие 93 для крупного материала. Над выходным отверстием 93 для крупного материала расположены отверстия 94 подвода воздуха. Поперечное сечение спускного желоба 92 для крупного материала обеспечено заслонками 95 для регулирования воздуха. Вблизи входного отверстия 91 расположены направляющие заслонки 96 и 97.
Секции просеивания 90 волокон работает следующим образом: волокна потока волокон 36, выходящие из выходного отверстия 23, поступают в вытяжной колпак 39 пневматического транспортера 13. Обычный легкий материал 98, с волокнами среднего веса, образует начала парабол с короткой траекторией вследствие относительно низкой кинетической энергии волокон после выхода из секции желоба 22 и затем увлекается в поток транспортирующего воздуха, который направлен вниз в пневматическом транспортере 13 и обозначен стрелкой 38.
Крупный материал 99, который тяжелее, чем нормальный материал 98, образует параболы с более длинной траекторией из-за большей кинетической энергии, и поэтому проходит в спускной желоб 92 для крупного материала. Из-за медленного потока воздуха, преобладающего в спускном желобе 92 для крупного материала, частицы волокна, которые имеют пограничный вес между легким и тяжелым весом, поднимаются назад из спускного желоба 92 для крупного материала в поток воздуха пневматического транспортера 13. Наоборот, тяжелые части крупного материала падают в выходное отверстие 93 для крупного материала. Высота и угол направляющей заслонки 96 могут быть отрегулированы, и она служит для регулирования скорости и направления воздушного потока, направленного вниз в вытяжном колпаке 39. Таким образом, можно влиять на траекторию потока волокон 36 после выхода из секции желоба 22. Скорость воздуха в спускном желобе 92 для крупного материала изначально определяется уровнем отрицательного давления, преобладающего в секции просеивания 90 волокон, которое, в свою очередь, может регулироваться воздушным дросселем 35 в секции верхнего канала 40 пневматического транспортера 13, и, к тому же, указанная скорость воздуха определяется с помощью заслонок 95 регулирования воздуха. Поперечное сечение отверстия 91 может регулироваться с помощью направляющей заслонки 97, высоту которой можно менять.
В этом устройстве склеивания оказалось целесообразным выполнять склеивание волокон и их просеивание в одном и том же устройстве.
В этом устройстве склеивания волокна можно отсасывать вверх посредством пневматического транспортера 13. Из-за относительно низкой кинетической энергии после выхода из секции желоба 22 нормальный легкий материал 98 отсасывается силой всасывания вентилятора 12, в то время как крупный материал 99 описывает параболу траектории и проходит в спускной желоб 92 для крупного материала.
Фиг. 8а и 8с, соответственно, показывают устройство склеивания, которое скомбинировано по существу из устройства склеивания, показанного в Фиг. 1а, и устройства склеивания, показанного на Фиг. 6а, и поэтому содержит первый частичный узел 113 и второй частичный узел 114. Устройство склеивания служит для склеивания высушенных волокон в две ступени. Оно содержит сушилку 115, в которой труба 116, в которой сушатся волокна, показана только частично. Труба 116 выходит в циклонный уловитель 117, выходное отверстие 1 которого соединено с расположенным поперек устройством 2 для распределения волокон. Выходящий воздух и водяной пар удаляются из циклонного уловителя 117 через выходное отверстие 118.
Вентилятор 12 пневматического транспортера 13 соединен на выходной стороне с транспортирующим трубопроводом 119, который выходит во второй циклонный уловитель 120, образующий часть второго частичного узла 114. Выходное отверстие 1 циклонного уловителя 120 соединено, в свою очередь, с расположенным поперек устройством распределения волокон 2, которое выходит в дозирующий бункер 3 второго частичного узла 114. Вентилятор 12 второго частичного узла 114 соединен на выходной стороне с транспортирующим трубопроводом 121, который ведет к формующей машине (не показана). Как показывает стрелка 38 второго частичного узла 114, возвратный воздух направляется из формующей машины через воздухопровод 122 в пневматический транспортер 13 второго частичного узла 114. Через следующий воздухопровод 123 возвратный воздух направляется из циклонного уловителя 120 в пневматический транспортер 13 первого частичного узла 113. Это составляет 70% воздуха, удаляемого из циклонного уловителя 120, а остальные 30% воздуха в циклонном уловителе 120 удаляется в виде воздуха, выходящего через выходное отверстие 124 циклонного уловителя 120. Поскольку вентилятор 12 первого частичного узла 113 вырабатывает 100% транспортирующего воздуха для волокон, компенсирующий воздух в пропорции 30% всасывается через подвод воздуха 11 первого частичного узла 113 посредством преобладающего отрицательного давления. То же относится ко второму частичному узлу 114, в котором 70% возвратного воздуха направляется из формующей машины в пневматический транспортирующий трубопровод 13, и 30% компенсирующего воздуха всасывается через подвод воздуха посредством отрицательного давления в частичном узле 114.
Устройство склеивания, показанное на Фиг. 8а, сконструировано таким образом, что при использовании необходимой пропорции твердого полимера, составляющей 10% на основе абсолютно сухих волокон, 5% твердого полимера распределяется в первую ступень склеивания, обеспечиваемую первым частичным узлом 113. Из первого частичного узла 113 волокна передаются транспортирующим трубопроводом 119 в циклонный уловитель 120 и затем проходят в дозирующий бункер 3 второго частичного узла 114, который, так же как в устройстве склеивания, показанном на Фиг. 6а, требуется для того, чтобы дозировать волокна с целью пропорционального добавления клея. Другие признаки второго частичного узла 114 совпадают с признаками устройства, показанного на Фиг. 6а. Таким образом, в частичном узле 114 можно обеспечить различные средства для склеивания волокон. Ступень склеивания, которую обеспечивает второй частичный узел 114, получает остальные 5% твердого полимера.
Указанные выше преимущества связаны с такой ступенчатой процедурой склеивания. По сравнению с процедурой склеивания, происходящей в одной стадии с использованием одного из устройств склеивания, показанных на Фиг. 1-5, эта двухступенчатая процедура склеивания связана только с относительно небольшими дополнительными издержками, поскольку просеивание склеенных волокон всегда необходимо.
В устройстве склеивания, показанном на Фиг. 8а, может быть предусмотрено, что каждые склеенные волокна отсасываются вверх в частичных узлах 113 и 114. Такой тип устройства показан на Фиг. 8b и 8d, соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стекловолокна и устройство для его осуществления | 1977 |
|
SU1085504A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СУХОГО НАНЕСЕНИЯ КЛЕЯ НА ЧАСТИЦЫ В ВИДЕ ВОЛОКОН И СТРУЖКИ | 2001 |
|
RU2266815C2 |
| ВСЕСОЮЗНАЯ •»1 ПАТЕНГГ.О- ..-' ТЕХКй';ГС[(;?/ " ератвр18аз;от'\л | 1967 |
|
SU199780A1 |
| Способ получения волокна из минерального расплава и устройство для его осуществления | 1982 |
|
SU1068401A1 |
| Устройство для изготовления волокна из минерального расплава | 1980 |
|
SU893909A1 |
| ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СИГАРЕТЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2264766C2 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ | 2016 |
|
RU2714790C2 |
| СИСТЕМА И СПОСОБ НАНЕСЕНИЯ КЛЕЯ НА ДВИЖУЩУЮСЯ ЛЕНТУ | 2017 |
|
RU2745016C1 |
| ВЫСОКОНАПОРНОЕ НАНЕСЕНИЕ КЛЕЯ В СМЕСИТЕЛЕ ВОЛОКОН | 2003 |
|
RU2332298C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТВОДА СТОЧНОЙ ВОДЫ ИЗ ВНУТРЕННЕЙ ДУГИ МАШИНЫ ДЛЯ ЛИТЬЯ ДВУТАВРОВЫХ БАЛОЧНЫХ ЗАГОТОВОК | 2002 |
|
RU2293623C2 |



















Изобретение относится к способам и устройствам для склеивания высушенных волокон. Высушенные волокна, которые предназначаются для изготовления древесно-волокнистых плит, подаются на валик для волокон из дозатора через загрузочный желоб, на который воздействует отрицательное давление. Валик для волокон на своей поверхности имеет множество штырей и вращается таким образом, что волокна отклоняются от своего направления штырями и ускоряются приблизительно до периферийной скорости валика для волокон штырями и потоком воздуха, создаваемым штырями. Волокна прижимаются к секции стенки и склеиваются в секции стенки или вблизи одного конца секции стенки и выходят в выходном отверстии секции желоба. В альтернативном процессе, после выхода из секции желоба по существу в горизонтальном направлении, волокна отклоняются вверх или вниз и склеиваются в этой зоне посредством по меньшей мере одного разбрызгивающего сопла. Изобретение позволяет смачивать связующим веществом большое количество поверхностей волокон с высокой степенью равномерности. 9 н. и 62 з.п. ф-лы, 31 ил.
(а) подаются волокна (4) на валик (17) для волокон дозатором (3) через загрузочный желоб (10), на который воздействуют отрицательным давлением, при этом валик для волокон на своей поверхности имеет множество штырей (18) и вращается таким образом,
(б) что волокна (14) отклоняются от своего направления штырями (18), направляются вдоль секции желоба (22), которая образована частичной секцией (20) периферии валика (17) для волокон и противоположной стенкой (21) и клеильным средством, и что указанные волокна ускоряются приблизительно до периферийной скорости валика (17) для волокон штырями (18) и потоком воздуха, создаваемым указанными штырями,
(в) причем волокна (36) смещаются с валика (17) для волокон вследствие центробежной силы и прижимаются к секции стенки (21), еще не входя в контакт со штырями (18),
(г) волокна (36) склеиваются в зоне секции стенки или вблизи одного конца секции стенки,
(д) и волокна (36) выпускаются из выходного отверстия (23) секции желоба (22).
(а) подаются волокна (4) на валик (17) для волокон дозатором (3) через загрузочный желоб (10), на который воздействуют отрицательным давлением, при этом валик для волокон на своей поверхности имеет множеством штырей (18) и вращается таким образом,
(б) что волокна (14) отклоняются от своего направления штырями (18), направляются вдоль секции желоба (22), которая образована частичной секцией (20) периферии валика (17) для волокон и противоположной стенкой (21) и клеильным средством, и что указанные волокна ускоряются приблизительно до периферийной скорости валика (17) для волокон штырями (18) и потоком воздуха, создаваемым указанными штырями,
(в) причем волокна (36) смещаются с валика (17) для волокон вследствие центробежной силы и прижимаются к секции стенки (21), еще не входя в контакт со штырями (18), и в котором волокна (36) по меньшей мере один раз на протяжении стенки (21) снова вводятся в контакт со штырями (18) с помощью металлической отражательной пластины (42), которая наклонена наподобие откоса в направлении штырей (18), и затем указанные волокна прижимаются к следующей секции стенки (21) центробежной силой,
(г) волокна (36) склеиваются в зоне одной из секций стенки, между секциями стенки или вблизи одного конца последней секции стенки в направлении потока волокон (36),
(д) и волокна (36) выпускаются из выходного отверстия (23) секции желоба (22).
а) подаются волокна на валик (17) для волокон дозатором (3) через загрузочный желоб (10), при этом валик для волокон на своей поверхности имеет множество штырей (18) и вращается таким образом,
б) что волокна (14) отклоняются от своего направления штырями (18), направляются вдоль секции желоба (22), которая образована частичной секцией (20) периферии валика (17) для волокон, и противоположной стенкой (21), и указанные волокна ускоряются приблизительно до периферийной скорости валика(17) для волокон штырями (18) и потоком воздуха, создаваемым указанными штырями,
в) волокна (36) выводятся по существу в горизонтальном направлении движения из выходного отверстия (23) секции желоба (22),
г) волокна (83) отсасываются вниз и таким образом отклоняются, и
д) волокна (83) склеиваются в зоне отклонения посредством по меньшей мере одного разбрызгивающего сопла (81, 82), которое выбрасывает клей и воздух.
а) подаются волокна (4) на валик (17) для волокон дозатором (3) через загрузочный желоб (10), при этом валик для волокон на своей поверхности имеет множество штырей (18) и вращается таким образом,
б) что волокна (14) отклоняются от своего направления штырями (18), направляются вдоль секции желоба (22), которая образована частичной секцией (20) периферии валика (17) для волокон и противоположной стенкой (21), и указанные волокна ускоряются приблизительно до периферийной скорости валика (17) для волокон штырями (18) и потоком воздуха, создаваемым указанными штырями,
в) волокна (36) выводятся по существу в горизонтальном направлении движения из выходного отверстия (23) секции желоба (22),
г) волокна (83) отсасываются вверх и таким образом отклоняются, и
д) волокна (83) склеиваются в зоне отклонения посредством по меньшей мере одного разбрызгивающего сопла (81, 82), которое выбрасывает клей и воздух.
| Модульная градостроительная модель | 2020 |
|
RU2741191C1 |
| Устройство для смешивания древесных частиц со связующим | 1981 |
|
SU1043021A1 |
| Т.МЕЛОНИ | |||
| Современное производство древесностружечных и древесноволокнистых плит | |||
| - М.: Лесная промышленность, 1982, с.257, 258. | |||

