Изобретение относится к энергетическому машиностроению и может быть использовано при изготовлении теплообменного оборудования, в частности при изготовлении трубных камер для аппаратов воздушного охлаждения (АВО) газа.
Известен способ изготовления трубной камеры аппарата воздушного охлаждения АВО газа или секции АВО газа посредством сварки (см. Основы расчета и проектирования теплообменников воздушного охлаждения, под ред. В.Б.Кунтыша и А.Н.Бессонного - С/П: Недра, 1998, с.40-42).
Известный способ изготовления камер посредством сварки характеризуется тем, что он предусматривает изготовление камеры коробчатой конструкции сваркой плоских листов, предназначенных для боковых, верхней, нижней и торцевых стенок с выполнением фасок под сварку. Заготовки для боковых стенок, образующих трубную и внешнюю доски камеры, выполняют с отверстиями: в трубной доске под трубы, а во внешней доске для обеспечения возможности введения технологических инструментов для закрепления концов труб в отверстиях трубной доски. В нижней и/или верхней стенках выполняют отверстия под штуцеры для соединения с коллектором подвода газа.
Известна трубная камера АВО газа или секции АВО газа неразъемной конструкции, части которой соединены сваркой (см. Основы расчета и проектирования теплообменников воздушного охлаждения, под ред. В.Б.Кунтыша и А.Н.Бессонного - С/П: Недра, 1998, с.40-42, рис.2.10.б).
Недостатками известных способа и устройства является сложность изготовления, высокая материалоемкость и трудоемкость изготовления.
Задачей изобретения является повышение технологичности сборки при одновременном снижении трудо- и материалозатрат, повышение жесткости конструкции и снижение гидравлических потерь в трубной камере АВО газа.
Поставленная задача в части первого объекта решается за счет того, что способ изготовления трубной камеры АВО газа предусматривает изготовление заготовок из металлического листа для боковых, верхней, нижней и торцевых стенок и для не менее двух силовых перегородок камеры, причем заготовки для боковых стенок выполняют длиной, соответствующей ширине аппарата или секции аппарата, все заготовки изготавливают с выполнением фасок под сварку, причем, по крайней мере, у заготовок для боковых стенок, образующих трубную и внешнюю доски камеры, а также у заготовок для верхней и нижней стенок фаски выполняют ломаной конфигурации в поперечном сечении с образованием опорных участков и граней сварочного раструба с технологическим углом раскрытия 41-53°, а после изготовления заготовок производят последовательную сборку и соединение на сварке боковых стенок с силовыми перегородками и через них между собой с образованием единой жесткой конструкции, к которой присоединяют верхнюю и нижнюю стенки, после чего в одной из боковых стенок, образующей трубную доску, выполняют отверстия под трубы, а в другой боковой стенке, образующей внешнюю доску, выполняют соосные с отверстиями в трубной доске резьбовые отверстия для обеспечения возможности введения технологических инструментов для закрепления концов труб в трубной доске и последующей установки заглушек, преимущественно на резьбе, в отверстиях внешней доски, а в нижней и/или в верхней стенках выполняют отверстия под патрубки преимущественно с фланцами для соединения с коллектором подвода или отвода газа, при этом силовые перегородки выполняют с возможностью пропуска через них потока, вводимого в камеру газа, и устанавливают их в высотном диапазоне, составляющем ±1/4 высоты камеры, считая от средней горизонтальной плоскости по высоте камеры, а торцевые стенки камеры устанавливают после установки в трубной доске камеры концов теплообменных труб.
При этом систему отверстий в силовых перегородках могут выполнять до присоединения их к стенам трубной камеры.
Также систему отверстий в силовых перегородках могут выполнять и после присоединения их к стенкам трубной камеры.
Кроме этого, систему отверстий в силовых перегородках могут выполнить с обеспечением пропускной способности, превышающей не менее чем на 5,9% суммарную пропускную способность не менее чем 2/3 теплообменных труб, соединенных с трубной доской.
Кроме того, высоту в свету боковых стенок камеры принимают в 1,9-3,2 раза превышающей ширину в свету силовых перегородок, а также верхней и нижней стенок камеры, при этом перегородки устанавливают в пределах средней трети высоты камеры в свету.
В процессе изготовления заготовки для стенок камеры и перегородок нарезают преимущественно на горизонтальных машинах с технологическим припуском, причем технологический припуск заготовок для боковых стенок на каждую сторону по ширине стенки выполняют в 1,9-2,2 раза меньшим, чем на каждую сторону по длине боковой стенки, и равным технологическому припуску со всех сторон заготовок для торцевых стенок и заготовок для силовых перегородок, припуск которых выполняют на каждую сторону только по ширине перегородки.
При сборке камеры вначале на боковую стенку, образующую трубную доску, устанавливают с временной фиксацией, например прихваткой, перегородки, а затем устанавливают также с временной фиксацией вторую боковую стенку, образующую внешнюю доску камеры, после чего на стенки устанавливают технологические элементы, обеспечивающие дополнительную временную фиксацию стенок и возможность поворота конструкции для приварки перегородок, а также верхней и нижней стенок камеры.
При этом сварку стенок и перегородок можно производить на технологических опорах преимущественно с предварительным подогревом в среде инертного газа, например СО2, с последующей зачисткой сварных швов и технологическим контролем.
Перед выполнением отверстий в боковых стенках камеру можно подвергнуть термической обработке с последующей очисткой, например дробеструйной, и приваркой реперных технологических платиков.
После выполнения отверстий в боковых стенках камеру можно переместить на стапель сборки аппарата воздушного охлаждения газа или на стапель сборки секции аппарата воздушного охлаждения газа, а закрепление торцевых стенок камеры можно произвести путем сварки с остальными стенками камеры после выполнения операций заведения концов труб в отверстия трубной доски и их приварки к трубной доске.
При этом отверстия в боковой стенке, образующей трубную доску, могут быть выполнены под трубы диаметром 12-36 мм, с многорядным их расположением и смещением в каждом ряду на 40-60% их шага, при этом в каждом ряду может быть выполнено 20-70 отверстий, количество рядов может быть принято от 3 до 16, а отверстия под патрубки для соединения с коллектором подвода газа могут быть выполнены в нижней стенке камеры в количестве 2-4 диаметром 120-156 мм.
Трубную камеру могут выполнять в виде камеры входа газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа, при этом отверстия в нижней и/или верхней стенках используют под патрубки для соединения с коллектором подвода газа.
Трубную камеру могут выполнять в виде камеры выхода газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа, при этом отверстия в нижней и/или верхней стенках используют под патрубки для соединения с коллектором отвода газа.
Поставленная задача в части второго объекта - трубной камеры аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа - решается за счет того, что она изготовлена описанным выше способом.
Поставленная задача в части третьего объекта - камеры подвода газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа - решается за счет того, что она изготовлена описанным выше способом.
Поставленная задача в части четвертого объекта - камеры отвода газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа - решается за счет того, что она изготовлена описанным выше способом.
Технический результат, обеспечиваемый приведенной совокупностью существенных признаков всех объектов изобретения, состоит в повышении технологичности изготовления устройства - трубной камеры, камеры подвода газа или камеры отвода газа при одновременном снижении металлоемкости конструкции и повышении ее жесткости, при этом процесс изготовления трубной камеры, камеры подвода газа или камеры отвода газа упрощается, а трудоемкость снижается. Кроме того, увеличивается теплопроизводительность АВО газа или его секции за счет снижения гидравлических потерь в камере и соответственно энергетических затрат на прокачивание охлаждаемой среды.
Изобретение поясняется чертежами, где изображено:
на фиг.1 - трубная камера АВО газа или секции АВО газа, вид изнутри аппарата или секции аппарата;
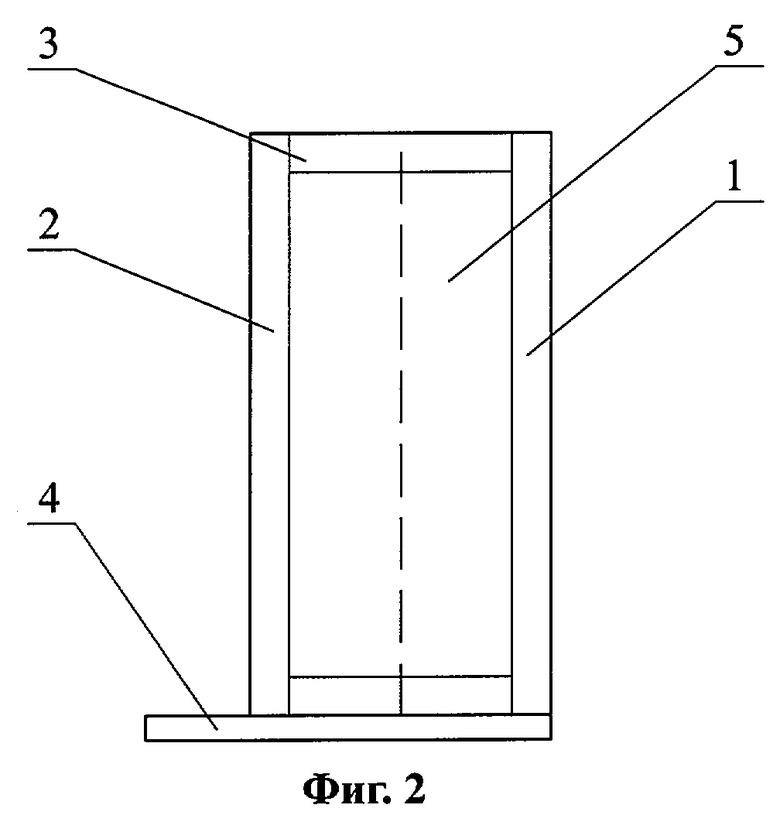
на фиг.2 - то же, вид с торца;
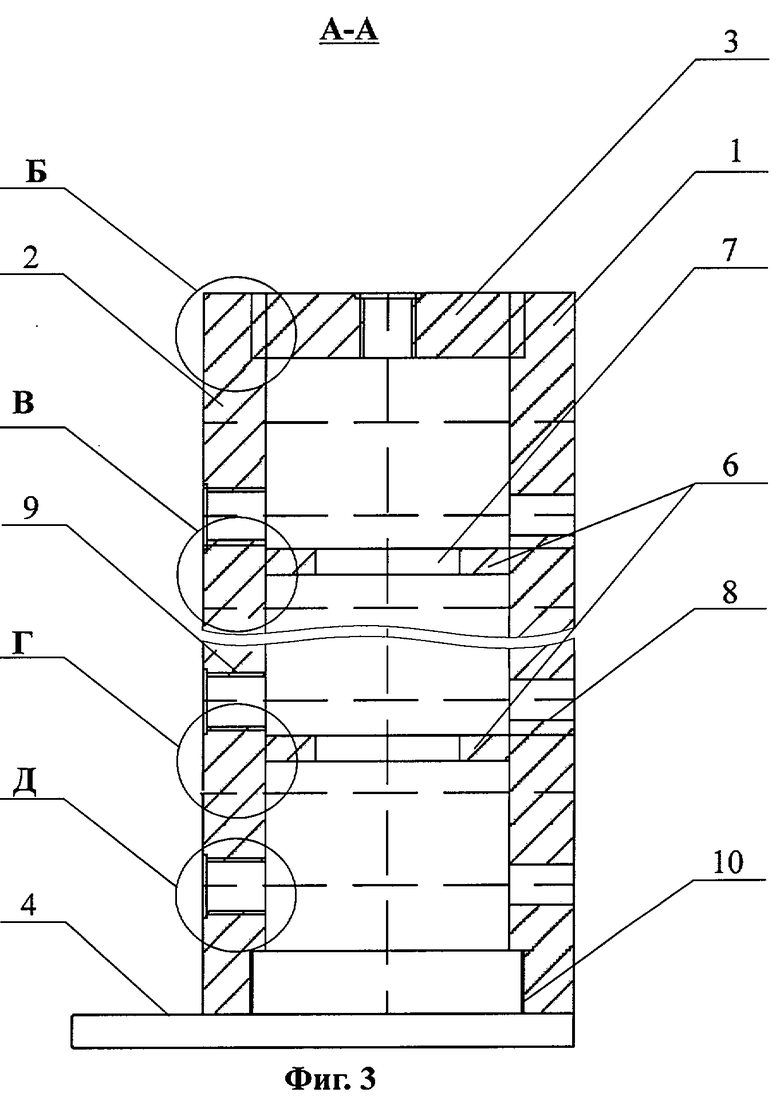
на фиг.3 - то же, вид по А-А на фиг.1;
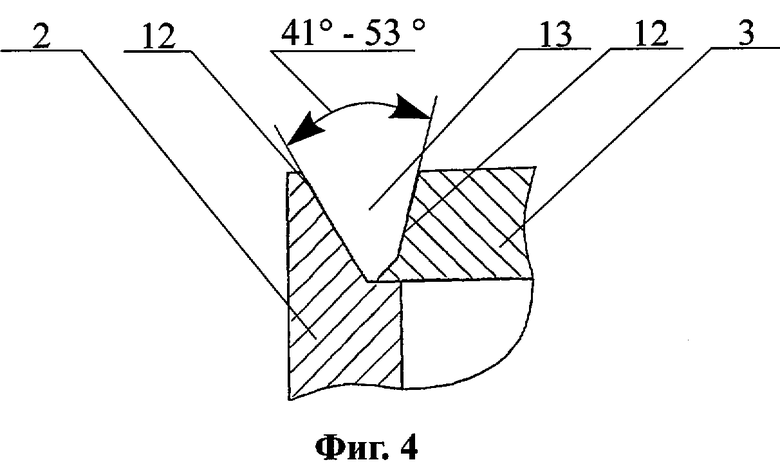
на фиг.4 - подготовка под сварку кромок заготовок боковых, нижней и верхней стенок трубной камеры, разрез;
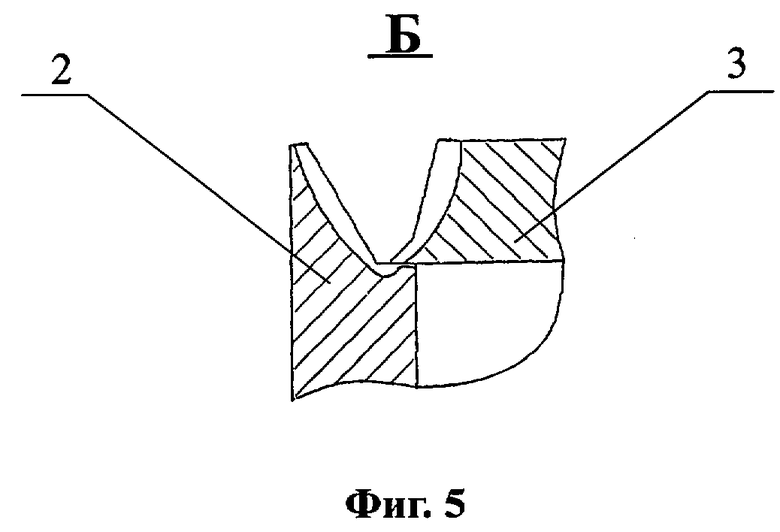
на фиг.5 - узел Б на фиг.3, отображающий выполнение сварных швов боковой и верхней стенок трубной камеры;
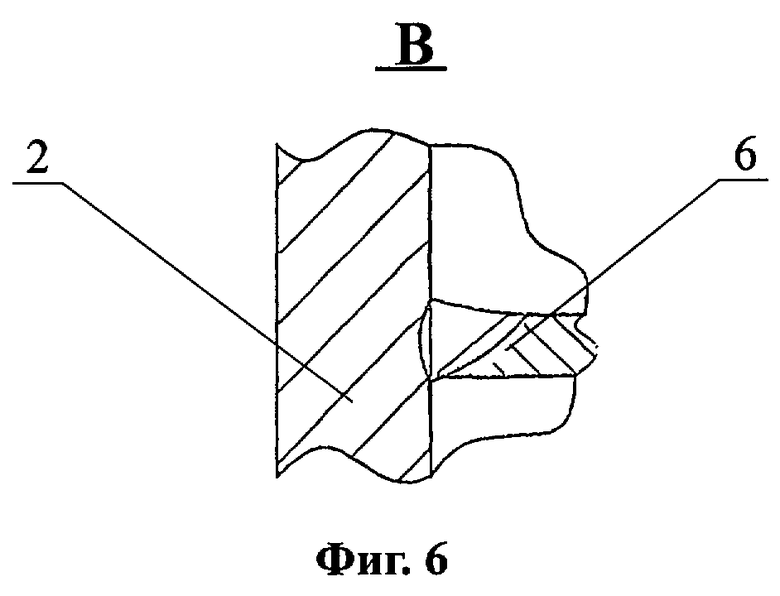
на фиг.6 - узел В на фиг.3, отображающий выполнение сварных швов при соединении первой силовой перегородки с боковой стенкой трубной камеры;
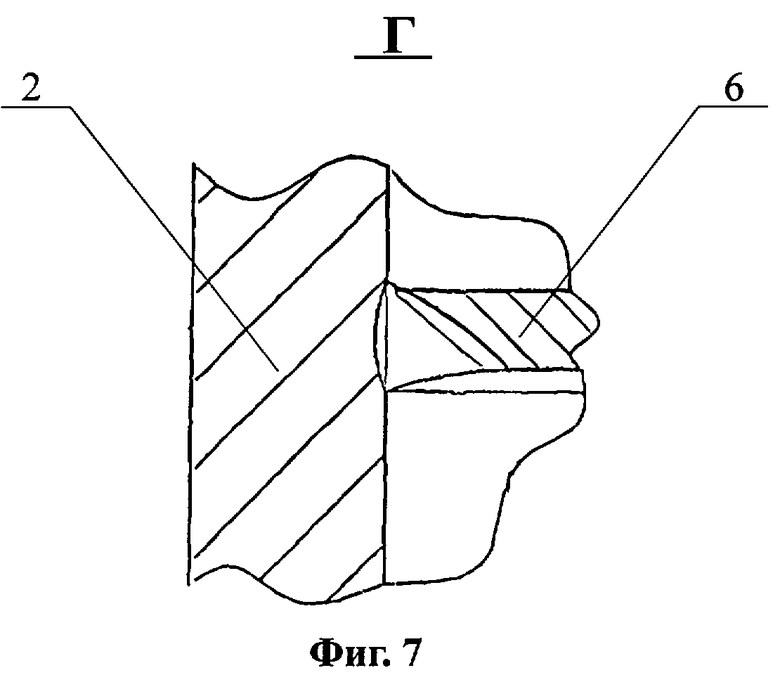
на фиг.7 - узел Г на фиг.3, отображающий выполнение сварных швов при соединении посредством сварки второй силовой перегородки с боковой стенкой трубной камеры;
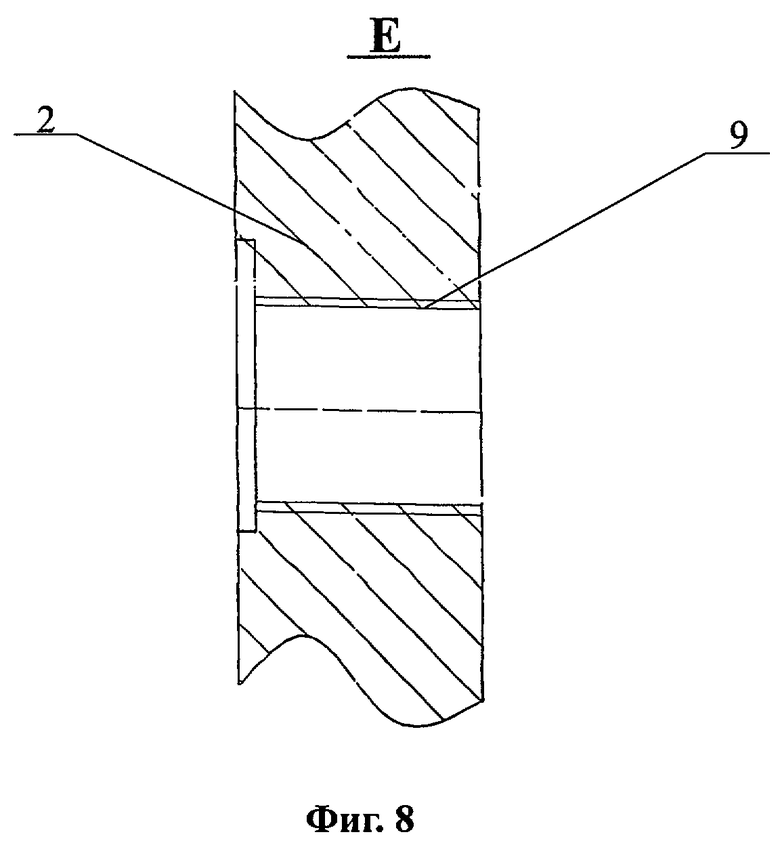
на фиг.8 - узел Е на фиг.3, отображающий выполнение отверстий под заглушки во внешней стенке трубной камеры.
Трубная камера АВО газа или секции АВО газа, изготовленная заявляемым способом, содержит (фиг.1, фиг.2, фиг.3) боковые стенки 1 и 2, верхнюю стенку 3, нижнюю стенку 4 и торцевые стенки 5 и не менее двух силовых перегородок 6 между боковыми стенками 1 и 2. Трубная камера выполнена в виде сосуда, работающего под давлением, длиной, соответствующей ширине аппарата. Камера может быть изготовлена для одной секции АВО газа, если он является многосекционным теплообменником, тогда длина камеры соответствует ширине секции АВО газа и соответственно длина заготовок для боковых стенок 1 и 2 соответствует ширине секции.
Силовые перегородки 6 камеры выполнены со сквозными отверстиями 7. Боковая стенка 1, обращенная к теплообменным трубам (на чертежах не показаны), выполнена в виде трубной доски с отверстиями 8 под концы теплообменных труб пучка, расположенными рядами по высоте с образованием решетки.
Другая боковая стенка 2 камеры выполнена в виде внешней доски с отверстиями 9, также образующими решетку. Отверстия 9 расположены соосно отверстиям 8 в трубной доске. В нижней 4 и/или верхней 3 стенке образованы отверстия 10 под патрубки преимущественно с фланцами (на чертежах не показаны) для соединения с коллектором подвода или отвода газа (на чертежах не показан). При этом отверстия 8 в боковой стенке 1, образующей трубную доску, выполняют под трубы диаметром 12-36 мм с многорядным их расположением и смещением в каждом ряду на 40-60% их шага, при этом в каждом ряду выполняют 20-70 отверстий, количество рядов принимают от 3 до 16, а отверстия 10 под патрубки для соединения с коллектором подвода и отвода газа выполняют в нижней стенке камеры в количестве 2-4 и диаметром 120-156 мм.
Для трубных камер, выполненных в виде камер входа газа для АВО или секции АВО газа, выполняют отверстия 10 под патрубки для соединения с коллектором подвода газа.
Камера входа газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа конструктивно выполнена аналогично трубной камере, при этом отверстия в нижней и/или верхней стенках используют под патрубки для соединения с коллектором подвода газа.
Камера выхода газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа конструктивно выполнена также аналогично трубной камере, при этом отверстия в нижней и/или верхней стенках используют под патрубки для соединения с коллектором отвода газа.
Заявляемый способ реализуют следующим образом.
Изготавливают заготовки из металлического листа для боковых 1 и 2, верхней 3, нижней 4 и торцевых 5 стенок и для не менее двух силовых перегородок 6 с выполнением фасок под сварку. Заготовки для боковых стенок выполняют длиной, соответствующей ширине АВО газа или секции АВО газа. По крайней мере у заготовок для боковых стенок, образующих трубную и внешнюю доски камеры, а также у заготовок для верхней и нижней стенок фаски выполняют ломаной конфигурации в поперечном сечении с образованием опорных участков 11 и граней 12 сварочного раструба 13 с технологическим углом раскрытия 41-53° (фиг.3). После изготовления заготовок производят последовательную сборку и соединение на сварке боковых стенок 1,2 с силовыми перегородками 6 и через них между собой с образованием единой жесткой конструкции. При этом сначала к боковым стенкам 1, 2 приваривают одну перегородку 6 (фиг.6), а затем, повернув полученную конструкцию на 90°, осуществляют сварку второй перегородки 6 (фиг.7). Затем к этой конструкции посредством сварки присоединяют верхнюю 3 и нижнюю 4 стенки (фиг.5). После этого в одной из боковых стенок 1, образующей трубную доску, выполняют отверстия 8 под трубы (фиг.1). В другой боковой стенке 2, образующей внешнюю доску, выполняют соосные с отверстиями 8 в трубной доске резьбовые отверстия 9 для обеспечения возможности введения технологических инструментов для закрепления концов труб в трубной доске и последующей установки заглушек, преимущественно на резьбе, в отверстиях 9 внешней доски (фиг.9). В нижней 4 и/или в верхней 3 стенках выполняют отверстия 10 под патрубки.
Для камеры входа АВО газа или секции АВО газа отверстия 10 выполняют для соединения с коллектором подвода газа (на чертеже не показан).
Для камеры выхода АВО газа или секции АВО газа отверстия 10 выполняют для соединения с коллектором отвода газа (на чертеже не показан).
Силовые перегородки 6 выполняют с возможностью пропуска через них потока вводимого в камеру газа и устанавливают их в высотном диапазоне, составляющем ±1/4 высоты камеры, считая от средней горизонтальной плоскости по высоте камеры (фиг.3). Торцевые стенки 5 камеры устанавливают после установки в трубной доске камеры концов теплообменных труб.
Систему отверстий 7 в силовых перегородках 6 выполняют с обеспечением пропускной способности, превышающей не менее чем на 5,9% суммарную пропускную способность не менее чем 2/3 теплообменных труб, соединенных с трубной доской.
Заготовки для стенок камеры и перегородок нарезают преимущественно на горизонтальных машинах с технологическим припуском, причем технологический припуск заготовок для боковых стенок на каждую сторону по ширине стенки выполняют в 1,9-2,2 раза меньшим, чем на каждую сторону по длине боковой стенки, и равным технологическому припуску со всех сторон заготовок для торцевых стенок и заготовок для перегородок, припуск которых выполняют на каждую сторону только по ширине перегородки.
При сборке камеры вначале на боковую стенку 1, образующую трубную доску, устанавливают с временной фиксацией, например прихваткой, перегородки 6, а затем устанавливают также с временной фиксацией вторую боковую стенку 2, образующую внешнюю доску камеры, после чего на стенки устанавливают технологические элементы, (на чертежах не показаны), обеспечивающие дополнительную временную фиксацию стенок и возможность поворота конструкции для приварки перегородок 6, а также верхней 3 и нижней 4 стенок камеры.
Сварку стенок и перегородок производят на технологических опорах преимущественно с предварительным подогревом в среде инертного газа, например СО2, с последующей зачисткой сварных швов и технологическим контролем.
Перед выполнением отверстий 8, 9 в боковых стенках 1, 2 камеру подвергают термической обработке с последующей очисткой, например дробеструйной, и приваркой реперных технологических платиков (на чертежах не показаны).
После выполнения отверстий в боковых стенках камеру перемещают на стапель сборки аппарата воздушного охлаждения газа или на стапель сборки секции аппарата воздушного охлаждения газа (на чертежах не показано), а закрепление торцевых стенок 5 камеры производят путем сварки с остальными стенками камеры после выполнения операций заведения концов труб в отверстия трубной доски и их приварки к трубной доске.
Отверстия в боковой стенке, образующей трубную доску, выполняют под трубы диаметром 12-36 мм, с многорядным их расположением и смещением в каждом ряду на 40-60% их шага, при этом в каждом ряду выполняют 20-70 отверстий, количество рядов принимают от 3 до 16, а отверстия под патрубки для соединения с коллектором подвода газа выполняют в нижней стенке камеры в количестве 2-4 диаметром 120-156 мм.
Заявляемый способ изготовления трубной камеры, камеры входа газа и камеры выхода газа аппарата воздушного охлаждения газа или секции аппарата является менее трудо- и материалоемким и, следовательно, более экономичным.
Камеры, изготовленные согласно этому способу, являются более технологичными, менее металлоемкими, при этом жесткость конструкции повышена при обеспечении более высокой теплопроизводительности АВО газа.
Изобретение предназначено для применения в энергетическом машиностроении, а именно используется для изготовления теплообменного оборудования, в частности для аппаратов воздушного охлаждения (АВО) газа. Способ изготовления трубной камеры аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа предусматривает изготовление заготовок из металлического листа для боковых, верхней, нижней и торцевых стенок и для не менее двух силовых, имеющих отверстия для пропуска через них потока газа перегородок трубной камеры, причем заготовки для боковых стенок выполняют длиной, соответствующей ширине аппарата или секции аппарата, все заготовки изготавливают с выполнением фасок под сварку, причем, по крайней мере, у заготовок для боковых стенок, образующих трубную и внешнюю доски камеры, а также у заготовок для верхней и нижней стенок фаски выполняют ломаной конфигурации в поперечном сечении с образованием опорных участков и граней сварочного раструба с технологическим углом раскрытия 41-53°, а после изготовления заготовок производят последовательную сборку и соединение на сварке боковых стенок с силовыми перегородками и через них между собой с образованием единой жесткой конструкции, к которой присоединяют верхнюю и нижнюю стенки, после чего в одной из боковых стенок, образующей трубную доску, выполняют отверстия под концы теплообменных труб, а в другой боковой стенке, образующей внешнюю доску, выполняют соосные с отверстиями в трубной доске резьбовые отверстия для обеспечения возможности введения технологических инструментов для закрепления концов труб в трубной доске и последующей установки заглушек преимущественно на резьбе в отверстиях внешней доски, а в нижней и/или в верхней стенках выполняют отверстия под патрубки преимущественно с фланцами для соединения с коллектором подвода или отвода газа, при этом силовые перегородки устанавливают в высотном диапазоне, составляющем ±1/4 высоты камеры, считая от средней горизонтальной плоскости по высоте камеры, а торцевые стенки камеры монтируют после установки и закрепления в трубной доске камеры концов теплообменных труб.
Трубная камера аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа, камера входа газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа и камера выхода газа аппарата воздушного охлаждения газа или секции аппарата воздушного охлаждения газа изготовлены вышеуказанным способом Изобретение позволяет уменьшить трудоемкость способа, повысить технологичность изготовления камер и улучшить их прочностные характеристики и теплопроизводительность. 15 з.п.ф-лы, 8 ил.
| Кунтыш В.Б., Бессонный А.Н | |||
| и др | |||
| Основы расчета и проектирования теплообменников воздушного охлаждения | |||
| Санкт-Петербург, "Недра", 1996, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |

