Изобретение относится к области машиностроения, а точнее к сборочной оснастке для фиксации крупногабаритных изделий, и может быть использовано для изготовления теплообменной секции аппарата воздушного охлаждения (АВО) газа.
Известен стапель, представляющий собой устройство, входящее в сборочную оснастку и предназначенное для установки и фиксации в заданном положении деталей и узлов для получения крупногабаритных конструкций (см. Политехнический словарь, - 3-е изд., - М.: Советская энциклопедия, 1989, с.501).
Известен стапель для сборки объемных агрегатов, содержащий нижние регулируемые ложементы, стапельную плиту со штырями-фиксаторами и раздвижные технологические штанги со стойками-упорами и винтовыми домкратами, при этом перед установкой в стапель на элементы верхней секции собираемого объемного агрегата устанавливают раздвижные штанги, снабженные сориентированными вниз стойками-упорами, на которых установлены винтовые домкраты, затем к ответным элементам нижней секции собираемого агрегата крепят стыковочные пластины, устанавливают верхнюю секцию в стапеле, обеспечивая совпадение элементов верхней и нижней секций и соприкосновение всех стоек-упоров с балками пола, закрепляют верхнюю секцию на стапельной плите, причем совмещение установочных базовых отверстий в стыкуемых элементах верхней и нижней секции ведут регулировкой длины раздвижных штанг и перемещением посредством домкрата стоек-упоров (RU, №2123965, В 64 F 5/00,1998).
Также из уровня техники известен стапель увязки и монтажа оснастки для сборки агрегатов (RU, №2079421, В 64 F 5/00, 1997), включающий раму с реперными площадками и стойками, жесткую инструментальную балку с рядами базовых координатных отверстий, жесткие носители размеров агрегатов - монтажные эталоны, при этом жесткие носители размеров увязаны между собой, а элементы оснастки смонтированы посредством инструментальной балки с базовыми координатными отверстиями, которые заданы от строительных осей собираемых агрегатов.
Известен также из уровня техники стапель для изготовления теплообменных секций воздухоподогревателя, содержащий опорную раму (RU 2176051 С1, 20.11.2001, F 23 L 15/04).
Недостатком указанных известных технических решений является большая материалоемкость конструкций, высокая трудоемкость изготовления и монтажа, связанная со сложностью конструкции известных стапелей.
Задачей настоящего изобретения является создание стапеля для изготовления теплообменной секции аппарата воздушного охлаждения газа, характеризующегося невысокими материалоемкостью и трудоемкостью изготовления и монтажа при одновременном обеспечении высокого качества сборки на нем конструкции и снижении трудоемкости ее изготовления.
Поставленная задача решается за счет того, что стапель для изготовления теплообменной секции аппарата воздушного охлаждения газа, согласно изобретению, содержит опорную раму с расположенными на ней в два ряда промежуточными и концевыми технологическими опорами для фиксации соответственно боковых стен и монтируемых по торцам секции камер входа и выхода газа, при этом каждая технологическая опора имеет горизонтальные опорные площадки и по крайней мере часть технологических опор имеет смонтированные на них стойки с не менее чем одним координатно-маячным участком поверхности, выставленным под габарит внешней поверхности соответствующей стены изготавливаемой секции, а не менее чем одна концевая опора с каждого торца стапеля снабжена верхним координатно-фиксирующим элементом, причем контактные поверхности этих элементов на противоположных торцах стапеля установлены с высотным перепадом, составляющим от 0,002 до 0,009 рабочей длины стапеля без учета суммарной длины указанных координатно-фиксирующих элементов.
При этом опорная рама может быть снабжена поперечными связующими элементами, а промежуточные технологические опоры в противоположных рядах могут быть размещены попарно соосно в узлах примыкания концов связующих элементов к продольным элементам рамы стапеля.
По крайней мере часть поперечных связующих элементов может быть выполнена с возможностью регулирования взаимного положения координатно-маячных участков поверхности стоек соответствующей пары промежуточных опор, при этом промежуточные опоры одного ряда могут быть выполнены неподвижными, а соответствующие им промежуточные опоры другого ряда могут быть выполнены регулируемо-подвижными.
Кроме этого каждый верхний координатно-фиксирующий элемент может быть выполнен консольным, с рабочей длиной контактной поверхности, соответствующей ширине камеры входа или выхода газа изготавливаемой теплообменной секции, и снабжен на свободном конце ограничителем, фиксирующим камеру в проектном положении по длине изготавливаемой теплообменной секции.
При этом стойки технологических опор могут быть выполнены с преимущественно внешними ребрами жесткости.
Технический результат, обеспечиваемый изобретением, состоит в создании конструкции стапеля для изготовления теплообменной секции аппарата воздушного охлаждения газа невысокой материалоемкости и трудоемкости изготовления, обеспечивающего возможность высокоточной сборки теплообменной секции с исключением нарушений геометрических параметров взаимного расположения всех ее элементов за счет разработанных в изобретении конструктивных решений стапеля.
Изобретение поясняется чертежами, где
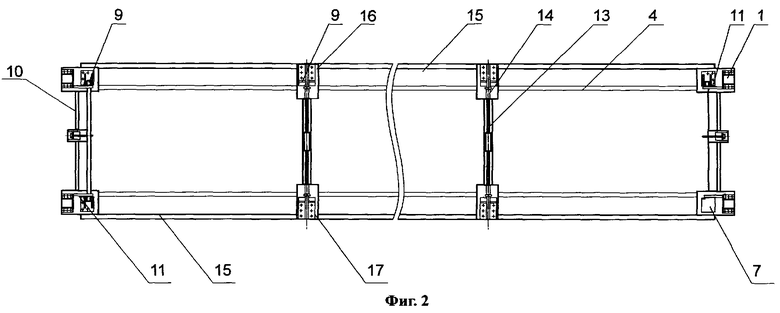
на фиг.1 изображен вид сбоку стапеля для изготовления теплообменной секции АВО газа;
на фиг.2 - вид сверху стапеля для изготовления теплообменной секции АВО газа.
Стапель для изготовления теплообменной секции аппарата воздушного охлаждения газа содержит опорную раму 1 с расположенными на ней в два ряда промежуточными 2 и концевыми 3 технологическими опорами для фиксации соответственно боковых стен 4 и монтируемых по торцам секции камер входа 5 и выхода 6 газа. Каждая технологическая опора 2 и 3 имеет горизонтальные опорные площадки 7 и смонтированные на них стойки 8 с не менее чем одним координатно-маячным участком 9 поверхности, выставленным под габарит внешней поверхности соответствующей стены 4 изготавливаемой секции. Не менее чем одна концевая опора 3 с каждого торца 10 стапеля снабжена верхним координатно-фиксирующим элементом 11, причем контактные поверхности 12 этих элементов на противоположных торцах 10 стапеля установлены с высотным перепадом, составляющим от 0,002 до 0,009 рабочей длины стапеля без учета суммарной длины указанных координатно-фиксирующих элементов 11.
Опорная рама 1 снабжена поперечными связующими элементами 13, а промежуточные технологические опоры 2 в противоположных рядах размещены попарно соосно в узлах примыкания концов 14 связующих элементов 13 к продольным элементам 15 рамы 1 стапеля.
Часть поперечных связующих элементов 13 может быть выполнена с возможностью регулирования взаимного положения координатно-маячных участков 9 поверхности стоек соответствующей пары промежуточных опор 2, при этом промежуточные опоры 16 одного ряда выполнены неподвижными, а соответствующие им промежуточные опоры 17 другого ряда выполнены регулируемо-подвижными.
Каждый верхний координатно-фиксирующий элемент 11 выполнен консольным, с рабочей длиной контактной поверхности 12, соответствующей ширине камеры входа или выхода газа изготавливаемой теплообменной секции, и снабжен на свободном конце ограничителем 18, фиксирующим камеры 5 или 6 в проектном положении по длине изготавливаемой теплообменной секции.
Стойки 8 технологических опор выполнены с преимущественно внешними ребрами жесткости 19.
В процессе изготовления теплообменной секции АВО газа с помощью стоек 8 с координатно-маячными участками 9, смонтированными на опорных площадках 7 технологических опор 2 и 3, осуществляется фиксация камеры входа 5 и камеры выхода 6 и выставляются габариты секции. После этого с помощью верхних координатно-фиксирующих элементов 11 выставляется уклон в осевом направлении между камерами входа и выхода в диапазоне от 0,002 до 0,009. При этом указанный уклон выставляется с помощью контактной поверхности 12 элемента 11 и ограничителя 18, установленных с высотным перепадом на противоположных торцах 10 стапеля и контактирующих с верхними стенками камер 5 и 6. Затем камеры фиксируются в заданном положении. После этого осуществляется монтаж теплообменных труб секции в отверстия трубной доски каждой из камер 5 и 6. При этом обеспечивается размещение труб в теплообменной секции АВО газа с уклоном, составляющим от 0,002 до 0,009 в осевом направлении.
Таким образом, заявляемая конструкция стапеля обеспечивает точную фиксацию габаритных размеров теплообменной секции АВО, а также фиксацию отдельных ее узлов для облегчения монтажа и сборки.
Изобретение предназначено для изготовления теплообмееной аппаратуры и может быть использовано в машиностроении. Стапель содержит опорную раму с расположенными на ней в два ряда промежуточными и концевыми технологическими опорами для фиксации соответственно боковых стен и монтируемых по торцам секции камер входа и выхода газа. Каждая технологическая опора имеет горизонтальные опорные площадки и по крайней мере часть технологических опор имеет смонтированные на них стойки с не менее чем одним координатно-маячным участком поверхности, выставленным под габарит внешней поверхности соответствующей стены изготавливаемой секции. Не менее чем одна концевая опора с каждого торца стапеля снабжена верхним координатно-фиксирующим элементом, причем контактные поверхности этих элементов на противоположных торцах стапеля установлены с высотным перепадом, составляющим от 0,002 до 0,009 рабочей длины стапеля без учета суммарной длины указанных координатно-фиксирующих элементов. Изобретение обеспечивает возможность высокоточной сборки теплообменной секции с исключением нарушений геометрических параметров взаимного расположения всех ее элементов. 3 з.п. ф-лы, 2 ил.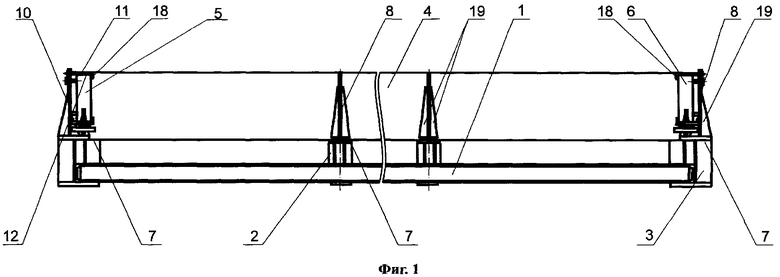
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЧЕТЫРЕХХОДОВОГО ВОЗДУХОПОДОГРЕВАТЕЛЯ С V-ОБРАЗНЫМИ ТРУБКАМИ | 2000 |
|
RU2176051C1 |
| Устройство для сборки трубных пучков теплообменных аппаратов | 1969 |
|
SU513601A3 |
| ВСЕСОЮЗНАЯ i ПАТЕНТШЗ-ТЕХНКЧЕгк'д? | ^„^^иблиоте^а ?ЛБА ,'Н. П. Максимов | 0 |
|
SU342043A1 |
| Способ сборки трубчатых теплообменников | 1976 |
|
SU604610A1 |
| Способ сборки теплообменника | 1985 |
|
SU1295188A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |

