Настоящее изобретение относится к установке для обработки изделий, преимущественно автомобильных кузовов, прежде всего для нанесения лакокрасочного покрытия на изделия, преимущественно на автомобильные кузова, имеющей
а) по меньшей мере одну ванну с находящейся в ней жидкостью для обработки, прежде всего с лакокрасочным составом, в которую погружаются изделия,
б) транспортировочную систему, с помощью которой изделия поступательно перемещаются в установке в непрерывном или периодическом режиме,
в) множество погружных устройств, каждое из которых несет на соответствующей несущей конструкции, соединенной соединительной конструкцией с транспортировочной системой, по одному изделию и обеспечивает погружение этого изделия в ванну.
Установка подобного типа описана в заявке DE 19641048 С2. Имеющиеся в этой установке погружные приспособления выполнены таким образом, что они позволяют погружать в ванны обрабатываемые изделия, в данном случае окрашиваемые автомобильные кузова, и вновь извлекать эти изделия из ванн за счет сообщения таким изделиям комбинированного или сложного движения, состоящего во взаимном наложении поступательного движения и вращательного движения вокруг оси, перпендикулярной направлению транспортировки кузовов. При этом соединительные конструкции этих погружных устройств по существу представляют собой жесткие рамные конструкции, в средней, нижней в нормальном положении части которых находится единственная ось вращения, вокруг которой можно поворачивать изделия. Подобная компоновка позволяет на относительно коротком по длине ходе поступательного движения полностью погружать обрабатываемые изделия в ванны, что в свою очередь позволяет выполнять ванны с вертикальными торцовыми стенками и небольшой длины. Недостаток известной установки состоит в том, что обрабатываемые изделия необходимо полностью переворачивать нижней частью вверх. По этой причине при обработке изделий значительной массы требуется использовать сложные и дорогие рамные конструкции и мощные приводные устройства, развивающие необходимые для указанного переворачивания изделий усилия. Если обрабатываемыми изделиями являются автомобильные кузова, то их подвижные части, например дверцы, крышки багажников и капоты, необходимо соответствующим образом фиксировать во избежание их самопроизвольного открывания в процессе переворачивания кузова. Кроме того, такие известные погружные устройства допускают одну единственную кинематику движения изделий при их погружении в ванну, а именно: допускают только вращательное движение изделий, что не является оптимальным при обработке многих изделий, имеющих неблагоприятную для подобного вращения геометрическую форму.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача усовершенствовать установку указанного в начале описания типа таким образом, чтобы при применении в основном столь же коротких, что и в известной установке, ванн обрабатываемые изделия не требовалось бы переворачивать на 180° и обеспечивалась бы возможность гибкого изменения кинематики движения изделий в процессе их погружения в ванну.
Указанная задача решается согласно изобретению благодаря тому, что
г) соединительная конструкция имеет по меньшей мере один поворотный рычаг, который шарнирно соединен с транспортировочной системой с возможностью поворота вокруг первой оси, и взаимодействующее с этим поворотным рычагом приводное устройство, позволяющее поворачивать этот поворотный рычаг,
д) несущая конструкция шарнирно соединена с указанным поворотным рычагом с возможностью поворота вокруг второй оси, удаленной от первой оси, соответственно расположенной от нее на некотором расстоянии,
е) предусмотрено приводное устройство, позволяющее поворачивать несущую конструкцию вокруг второй оси относительно поворотного рычага.
Согласно изобретению, таким образом, в соединительной конструкции, которую имеет каждое погружное устройство, предусмотрена возможность двойного поворота: во-первых, сам поворотный рычаг может поворачиваться относительно транспортировочной системы, и, во-вторых, несущая конструкция может поворачиваться относительно этого поворотного рычага. Оба таких поворотных движения могут осуществляться независимо друг от друга благодаря предусмотренному для выполнения каждого из них отдельному приводному устройству. Соответствующим образом согласованное или скоординированное управление работой обоих приводных устройств позволяет также удерживать изделие при повороте поворотного рычага в определенной ориентации относительно горизонтали или вертикали. Особо высокую гибкость предлагаемой в изобретении установки можно обеспечить в том случае, если оба совершаемых независимо друг от друга поворотных движения совместить с соответствующим прямолинейным движением транспортировочной системы.
Приводное устройство, предназначенное для поворота несущей конструкции относительно поворотного рычага, целесообразно расположить в таком месте, которое при повороте поворотного рычага не погружается в ванну, и соединить через механическое перестановочное устройство с несущей конструкцией. Находящиеся в ванне жидкости для обработки, к которым относятся также лакокрасочные составы, могут быть настолько агрессивными, что их воздействие на приводное устройство должно быть исключено. В отличие от этого перестановочные устройства можно выполнить настолько стойкими к жидкости для обработки, чтобы такая жидкость не оказывала на них агрессивного воздействия.
В этом отношении наиболее предпочтительно оснащать перестановочное устройство рычажным механизмом. Подобный рычажный механизм не только позволяет передавать значительные усилия, но и является исключительно надежным в работе и нечувствительным к воздействию факторов окружающей среды, в которой на этом механизме могут оседать различные вещества. При применении такого рычажного механизма с него без каких-либо проблем можно удалять скалыванием затвердевшие отложения.
Согласно наиболее предпочтительному варианту перестановочное устройство имеет два шатуна, которые с одной стороны шарнирно соединены с деталью, жестко соединенной с несущей конструкцией, а с другой стороны шарнирно соединены с деталью, жестко соединенной с выходным валом приводного устройства таким образом, чтобы они при любых условиях не могли одновременно достигать положения мертвой точки. Тем самым можно без проблем обеспечить поворот на угол более 180°.
Однако в принципе механическое перестановочное устройство может иметь обычную цепь.
Согласно одному из предпочтительных вариантов осуществления изобретения предлагаемая в нем установка отличается тем, что выходной вал приводного устройства поворотного рычага выполнен полым, а выходной вал приводного устройства, предназначенного для поворота несущей конструкции, проходит соосно сквозь выходной вал приводного устройства поворотного рычага. Подобная конструкция является исключительно компактной.
На поворотном рычаге целесообразно предусматривать противовес, что позволяет создавать исключительно малый момент вращения, необходимый для поворота поворотного рычага.
Аналогичная цель преследуется также в еще одном варианте осуществления изобретения, согласно которому поворотный рычаг взаимодействует с аккумулятором энергии, который способен накапливать энергию, высвобождающуюся при направленном вниз движении соединенного с несущей конструкцией конца поворотного рычага, и вновь отдавать накопленную энергию при направленном вверх движении этого конца поворотного рычага.
Ниже изобретение более подробно рассмотрено на примере одного из вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - общий вид в перспективе установки для нанесения на автомобильные кузова лакокрасочного покрытия погружением,
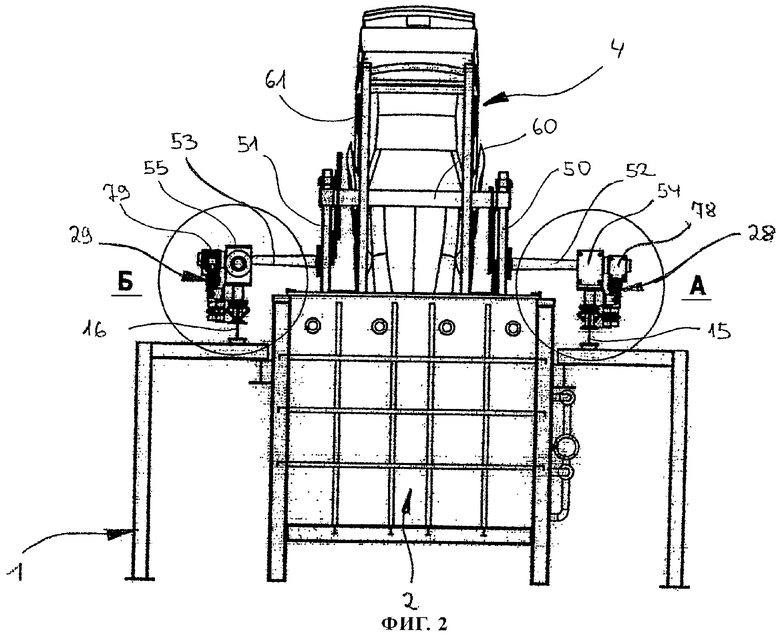
на фиг.2 - разрез показанной на фиг.1 установки плоскостью, перпендикулярной направлению перемещения автомобильных кузовов, в виде слева снизу,
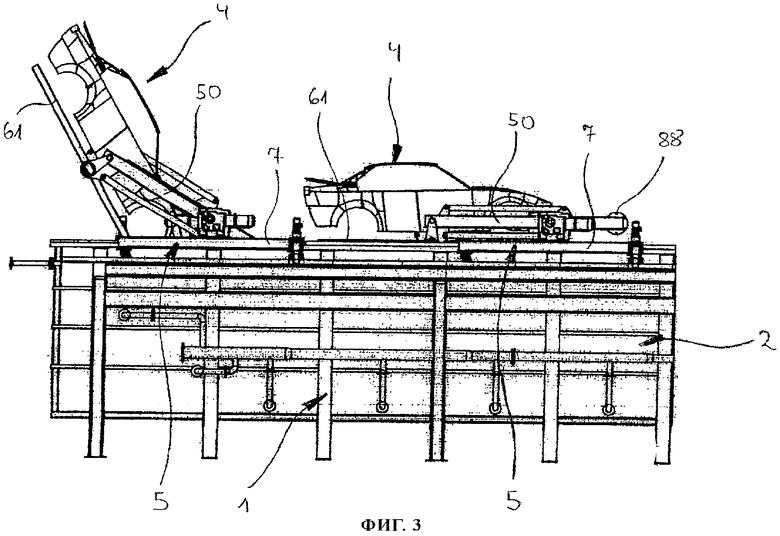
на фиг.3 - вид сбоку части показанной на фиг.1 установки для нанесения лакокрасочного покрытия,
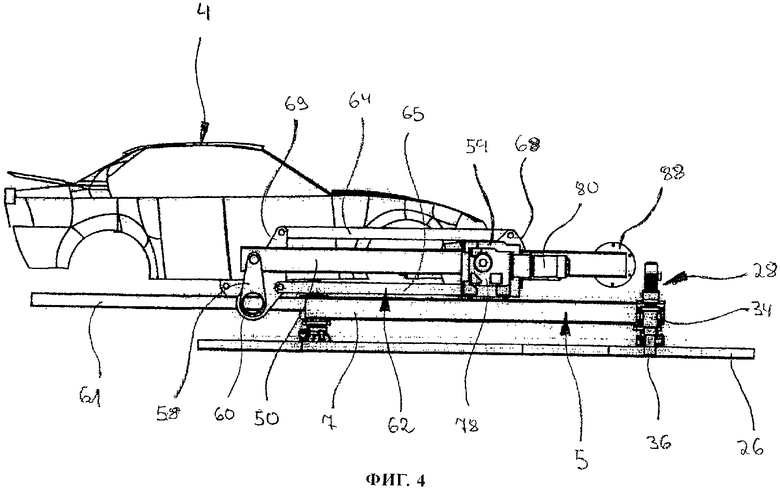
на фиг.4 - вид сбоку используемой в установке для нанесения лакокрасочного покрытия транспортировочной тележки с закрепленным на ней автомобильным кузовом в положении, соответствующем "нормальному" положению его транспортировки,
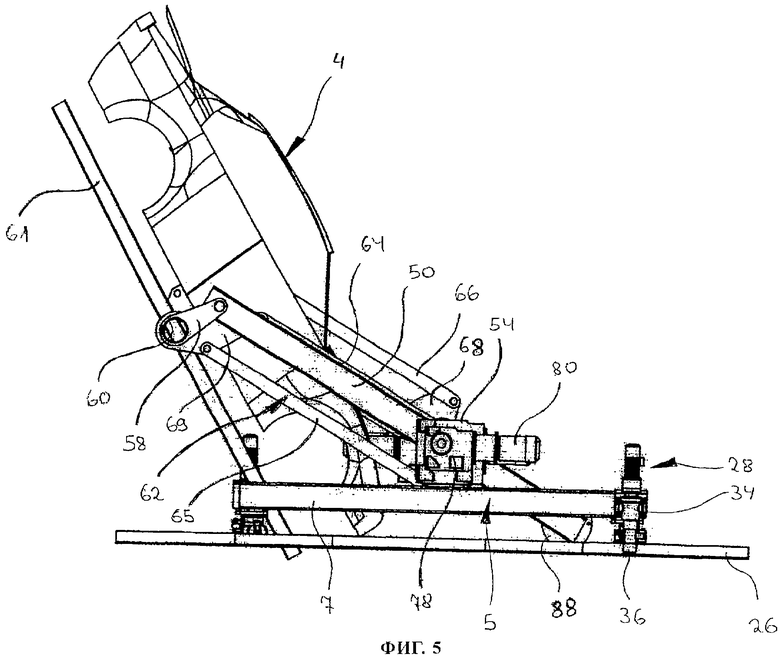
на фиг.5 - аналогичный фиг.4 вид сбоку транспортировочной тележки, на котором, однако, автомобильный кузов повернут из положения его "нормальной" транспортировки в положение его погружения в ванну или извлечения из нее,
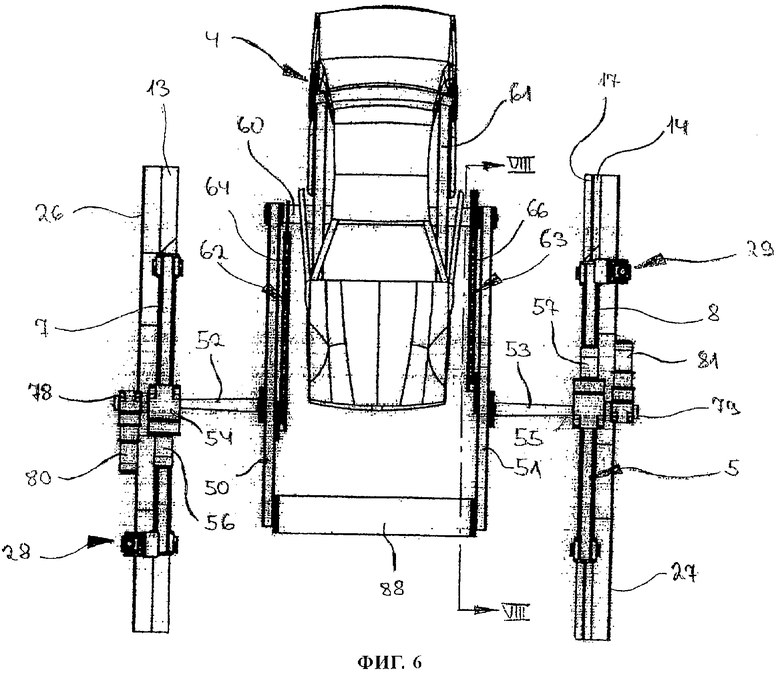
на фиг.6 - вид сверху транспортировочной тележки, показанной на фиг.5,
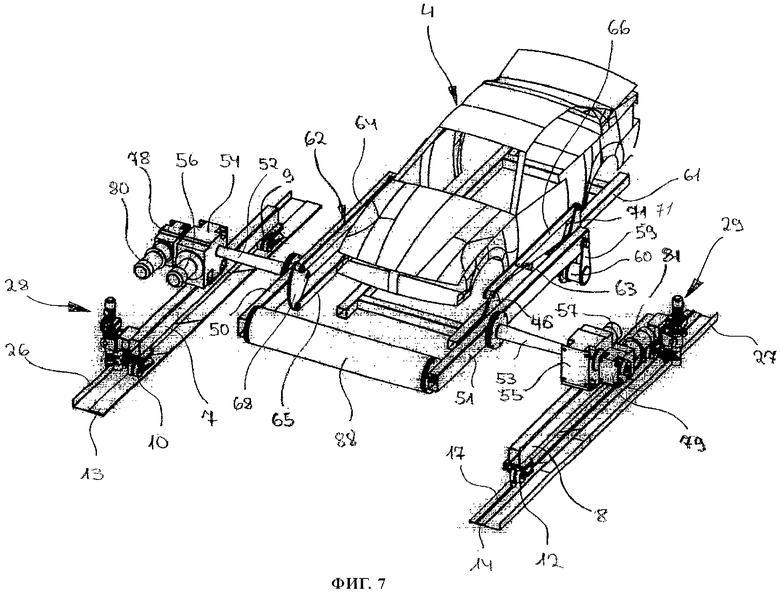
на фиг.7 - вид в перспективе показанной на фиг.4 транспортировочной тележки с закрепленным на ней автомобильным кузовом,
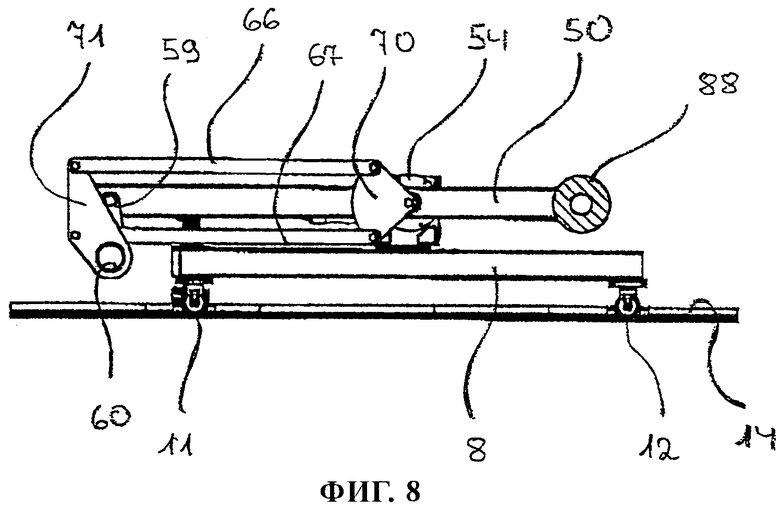
на фиг.8 - сечение плоскостью VIII-VIII по фиг.6,
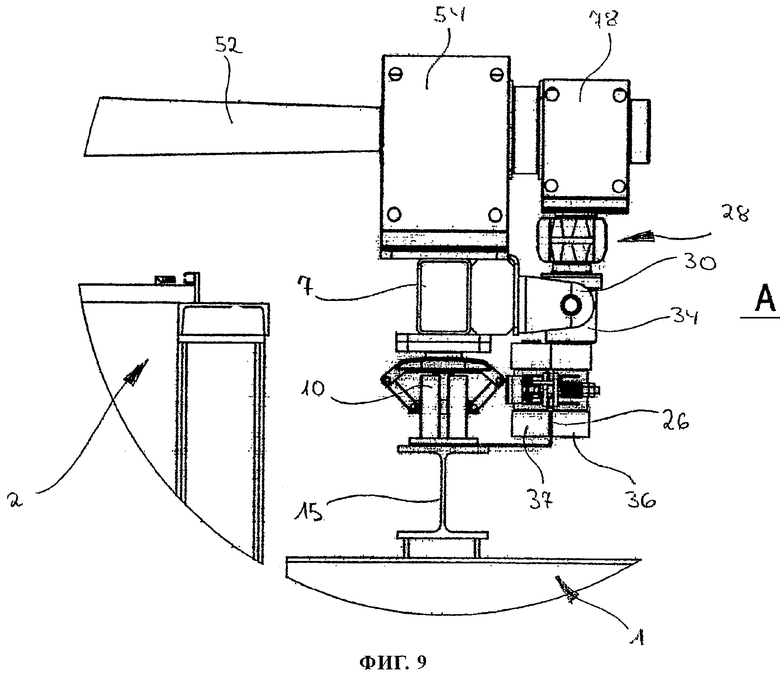
на фиг.9 - более детальное увеличенное изображение фрагмента, заключенного в обозначенную на фиг.2 буквой А окружность,
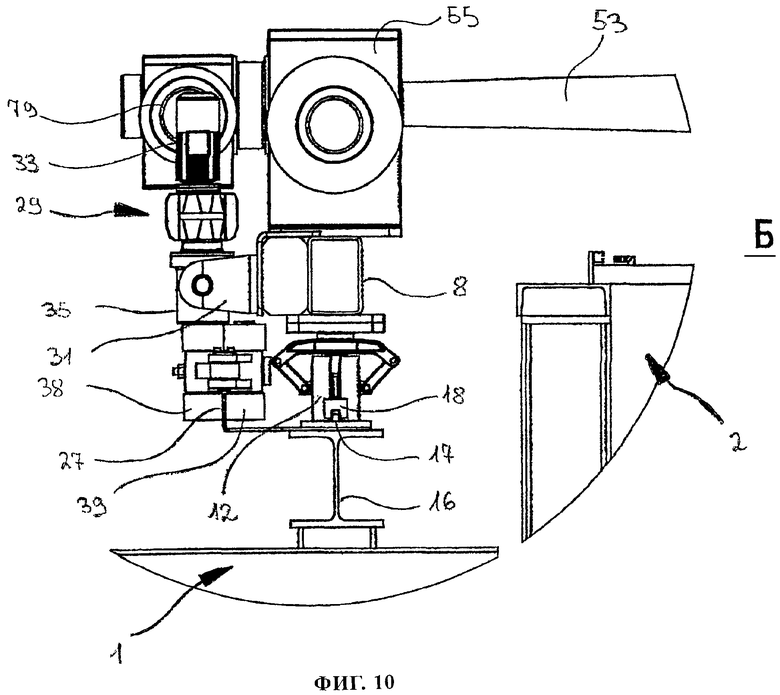
на фиг.10 - более детальное увеличенное изображение фрагмента, заключенного в обозначенную на фиг.2 буквой В окружность.
Показанная на чертежах установка для нанесения на автомобильные кузова лакокрасочных покрытий погружением имеет состоящую из большого числа вертикальных стоек и горизонтальных балок стальную конструкцию 1, в которой подвешена ванна 2. Эта ванна 2 до определенного уровня заполнена жидким лакокрасочным составом, в который погружают или окунают автомобильные кузова 4. С этой целью автомобильные кузова 4 перемещаются отдельными транспортировочными тележками 5 в направлении, указанном стрелкой 6 (см. фиг.1), при этом отдельные транспортировочные тележки 5 могут поступательно перемещаться независимо друг от друга и в процессе таких независимых перемещений могут замедляться, ускоряться, останавливаться, а также изменять направление движения на обратное. В целом же автомобильные кузова 4 перемещаются в направлении, указанном стрелкой 6 на фиг.1.
Более подробно конструкция и устройство транспортировочных тележек 5 показаны на фиг.4-10. Как показано прежде всего на фиг.6 и 7, каждая транспортировочная тележка 5 имеет две продольные траверсы 7, 8, с нижней стороны каждой из которых установлено по два вращающихся вокруг горизонтальной оси сдвоенных ролика 9, 10, соответственно 11, 12. Помимо этого, указанные ролики 9-12 могут поворачиваться вокруг вертикальной оси с помощью подробно не показанного на чертежах поворотного круга, что позволяет изменять в вертикальной плоскости угол установки этих сдвоенных роликов 9-12 относительно соответствующих продольных траверс 7, 8.
При качении сдвоенные ролики 9, 10 перекатываются по первой поверхности 13 качения, а сдвоенные ролики 11, 12 - по второй, параллельной ей поверхности 14 качения. Эти поверхности 13, 14 качения в свою очередь смонтированы на соответствующих двутавровых балках 15, 16, каждая из которых опирается на стальную конструкцию 1 (см., в частности, фиг.2).
По середине правой по фиг.6 и 7 второй поверхности 14 качения предусмотрено направляющее ребро 17, охватываемое сопряженными с ним по форме выемками направляющих элементов 18 (см. фиг.10). Каждый из этих направляющих элементов 18 соединен с поворотным кругом соответствующего сдвоенного ролика 11, соответственно 12, таким образом, что такой направляющий элемент поворачивает этот сдвоенный ролик 11, соответственно 12, вокруг вертикальной оси в соответствии с конфигурацией или криволинейными участками направляющего ребра 17. Таким путем обеспечивается направленное качение сдвоенных роликов 11, 12 по поверхности 14 качения. В отличие от этого сдвоенные ролики 9, 10, взаимодействующие с первой, левой по фиг.6 и 7 поверхностью 13 качения, выполнены в виде исключительно поддерживающих, ведомых роликов, т.е. для изменения углового положения этих роликов относительно их вертикальной оси поворота не предусмотрены специальные направляющие приспособления. Благодаря этому к точности размеров и формы направляющих приспособлений, с помощью которых транспортировочные тележки 5 удерживаются на поверхностях 13, 14 качения, не предъявляются высокие требования.
Автомобильные кузова 4 удерживаются на транспортировочных тележках 5 с помощью обеспечивающего их погружение в ванну устройства (называемого далее погружным устройством), которое с обеих сторон автомобильных кузовов 4 имеет поворотное устройство. В состав каждого из этих поворотных устройств входит поворотный рычаг 50, 51, который более подробно описанным ниже образом может поворачиваться в вертикальной плоскости, параллельной направлению перемещения автомобильных кузовов. С этой целью каждый поворотный рычаг 50, 51 через соответствующий консольный вал 52, 53, ориентированный перпендикулярно направлению перемещения автомобильных кузовов, соединен с соответствующим выходным валом одного из редукторов 54, 55. Каждый из этих редукторов 54, 55 закреплен на соответствующей продольной траверсе 7, 8 транспортировочной тележки 5 примерно в средней части этой продольной траверсы. Каждый из редукторов 54, 55 имеет далее по прифланцованному к ним сбоку приводному электродвигателю 56, соответственно 57.
Задние по ходу движения кузовов концы поворотных рычагов 50, 51 шарнирно соединены с соответствующими серьгами 58, 59, которые в нормальном, показанном на фиг.4 положении перемещения автомобильных кузовов, отходят перпендикулярно вниз от соответствующих поворотных рычагов 50, 51. Нижние концы серег 58, 59 соединены между собой расположенной перпендикулярно направлению движения кузовов поперечной траверсой 60, которая в свою очередь жестко соединена со средней частью опорной рамы 61, несущей автомобильный кузов 4. При этом обе серьги 58, 59 в направлении их продольной протяженности ориентированы перпендикулярно плоскости, в которой расположена опорная рама 61.
Угловое положение, которое серьги 58, 59 занимают относительно поворотных рычагов 50, 51, задается соответствующими перестановочными устройствами, обозначенными общими позициями 62, соответственно 63. Каждое из этих перестановочных устройств 62, 63 имеет рычажный механизм с двумя взаимно параллельными шатунами 64, 65, соответственно 66, 67, которые с их противоположных концов соединены между собой соединительными серьгами 68, 69, соответственно 70, 71. Задние по ходу движения кузовов соединительные серьги 69, соответственно 71, жестко соединены на нижних концах с поперечной траверсой 60.
В отличие от этого каждая из передних по ходу движения кузовов соединительных серег 70, 71 жестко соединена с одним из консольных валов, которые на чертеже не видны, поскольку они проходят сквозь соответствующие консольные валы 52, 53, выполненные в виде полых валов, соосно им. Каждый из этих других консольных валов проходит также сквозь соответствующий редуктор 54, 55 и кинематически связан с соответствующим выходным валом другого из редукторов 78, 79, которые в свою очередь закреплены сбоку на соответствующих редукторах 54, 55. К этим редукторам 78, 79 также прифланцованы их приводные двигатели 80, 81.
На передних концах оба поворотных рычага 50, 51 совместно несут противовес 88, который при установленном на транспортировочную тележку автомобильном кузове 4 позволяет в определенной степени уравновесить создаваемые им и действующие на консольные валы 52, 53 моменты вращения.
Сдвоенные ролики 19-12 транспортировочных тележек 5 не имеют собственного привода. Более того, для приведения этих транспортировочных тележек 5 в движение вперед предусмотрен отдельный привод, который более подробно рассмотрен ниже со ссылкой на фиг.5-10.
Параллельно обеим поверхностям 13,14 качения проходят две вертикальные стационарные полки 26 и 27. С каждой из этих полок взаимодействует соответствующий приводной узел 28, 29 с прижимными роликами, который закреплен на боковой поверхности смежной с ним продольной траверсы 7, 8 с помощью серьги 30, соответственно 31. Каждый из этих приводных узлов 28, 29 с прижимными роликами имеет приводной электродвигатель 32, 33 и редуктор 34, 35. Через последний приводятся во вращение параллельные вертикальные оси двух прижимных роликов 36, 37, соответственно 38, 39, которые поджимаются к соответствующей взаимодействующей с ними полке 26, соответственно 27, с обеих ее сторон. При подаче на приводные двигатели 32, 33 электрического тока прижимные ролики 36, 37, соответственно 38, 39, начинают перекатываться по соответствующим боковым поверхностям полок 26, 27, перемещая при этом вперед транспортировочную тележку 5 по поверхностям 13, 14 качения.
Каждая транспортировочная тележка 5 имеет собственную систему управления, управляющую поступательным движением такой тележки по поверхностям 13, 14 качения и движением погружения, при котором автомобильные кузова 4 погружаются в ванну с лакокрасочным составом.
Установка для нанесения лакокрасочных покрытий погружением описанной выше конструкции в целом работает следующим образом.
Каждый из автомобильных кузовов 4, на которые наносится лакокрасочное покрытие, устанавливают на отдельную транспортировочную тележку 5 и затем последовательно перемещают к ванне 2. Когда передняя по ходу его движения на тележке часть автомобильного кузова 4 оказывается в начале ванны 2, системой управления тележкой принимается решение, следует ли погружать этот автомобильный кузов 4 в эту ванну 2. При положительном ответе инициируется процесс погружения автомобильного кузова в ванну. Кинематически подобный процесс, реализуемый с помощью описанного выше поворотного устройства, может происходить по-разному, как это более подробно рассмотрено ниже со ссылкой на фиг.4 и 5.
Перед процессом погружения в ванну с лакокрасочным составом автомобильный кузов занимает показанное на фиг.4 исходное положение, которое, как уже говорилось выше, соответствует "нормальному" его положению перемещения транспортировочной тележкой 5. В этом положении поворотные рычаги 50, 51, равно как и опорная рама 61 и закрепленный на ней автомобильный кузов 4, располагаются горизонтально. Если затем на приводные электродвигатели 56, 57 редукторов 54, 55 соответствующим образом подать электрический ток, то поворотные рычаги 50, 51 повернутся на определенный угол. При совершении этого движения приводные двигатели 80, 81 перестановочных устройств 62, 63 должны запитываться таким образом, чтобы серьги 58, 59 поворачивались на такой же угол. В этом случае взаимное расположение отдельных компонентов этих перестановочных устройств, а именно шатунов 64, 65, 66, 67 и соединительных серег 68, 69, 70, 71, относительно поворотных рычагов 50, 51 геометрически остается неизменным. Поэтому сначала опорная рама 61 и автомобильный кузов 4 и далее продолжают занимать параллельное поворотным рычагам 50, 51 положение, поворачиваясь вместе с этими поворотными рычагами 50, 51 на такой же угол. При этом опорная рама 61 поднимается. Точки шарнирного соединения между поворотными рычагами 50, 51 и задними по ходу движения автомобильного кузова соединительными серьгами 58, 59 совершают при этом движения по окружностям, диаметр которых соответствует расстоянию между этими точками шарнирного соединения и осями консольных валов 52, 53.
Вместо рассмотренного выше поворотного движения, в процессе которого опорная рама 61 и поворотные рычаги 50, 51 оставались параллельны друг другу, с помощью перестановочного устройства 62, 63 можно изменить угловое положение соединительных серег 58, 59 и тем самым изменить угловое положение опорной рамы 61 и автомобильного кузова 4 относительно поворотных рычагов 50, 51. Подобное движение происходит при соответствующем запитывании приводных электродвигателей 80 и 81. В результате происходит поворот передних по ходу движения автомобильного кузова соединительных серег 68, 70. Такое поворотное движение этих соединительных серег 68, 70 передается через шатуны 64, 65, 66, 67 на задние соединительные серьги 69, 71, что приводит к повороту опорной рамы 61 и автомобильного кузова 4 относительно поворотных рычагов 50, 51. Таким путем автомобильный кузов 4 можно установить, например, в положение, показанное на фиг.5.
Очевидно, что движения, совершаемые за счет поворота поворотных рычагов 50, 51 и приведения в действие перестановочных устройств 62, 63, можно выполнять одновременно и тем самым налагать одно на другое. Подобное сложное движение дополнительно можно также совместить и с независимым поступательным движением транспортировочных тележек 5.
Автомобильный кузов 4 при его погружении в ванну 2 может совершать движение по одной из следующих схем. Сначала транспортировочная тележка 5 перемещается над ванной 2 до тех пор, пока передняя часть опорной рамы 61 вплоть до точки, расположенной примерно позади соединительной серьги 71, не окажется над ванной 2. После этого при соответствующем запитывании электродвигателей 80, 81, приводящих в движение перестановочные устройства 62, 63, опорная рама 61 устанавливается в близкое к вертикальному положение. При этом передняя часть автомобильного кузова 4 погружается в ванну 2 на небольшом расстоянии от ее торцовой стенки. Затем сохранявшие до этого момента горизонтальное положение поворотные рычаги 50, 51 поворачиваются электродвигателями 56, 57 против часовой стрелки, в результате чего несущие опорную раму 61 задние концы поворотных рычагов 50, 51 опускаются в ванну 2. При совершении такого поворотного движения перестановочные устройства 62, 63 одновременно приводятся в действие таким образом, чтобы опорная рама 61 оставалась в вертикальном положении. Одновременно с этим включаются приводные узлы 28, 29 транспортировочной тележки 5, которая в процессе описанных выше поворотных движений, совершаемых поворотными рычагами 50, 51 и опорной рамой 61, отводится назад таким образом, чтобы расстояние между опорной рамой 61 и ближней к ней торцовой стенкой ванны 2 оставалось практически неизменным. Таким путем автомобильный кузов 4 погружается в ванну 2 практически в вертикальном направлении.
После погружения автомобильного кузова в ванну на достаточную глубину поворот поворотных рычагов 50, 51 прекращается. После этого опорная рама 61 начинает поворачиваться обоими перестановочными устройствами 62, 63 обратно в горизонтальное положение. Во избежание при таком поворотном движении опорной рамы 61 ее соударения с ближней к ней торцовой стенкой ванны 2 транспортировочная тележка 5 за счет включения приводных узлов 28, 29 приводится в прямолинейное движение с такой скоростью, соответственно с таким ускорением, чтобы по мере опускания заднего конца несущей рамы 61 расстояние между ним и торцовой стенкой ванны 2 оставалось примерно постоянным. По достижении опорной рамой 61 горизонтального положения перестановочные устройства 62, 63 останавливаются. В последующем автомобильный кузов 4 перемещается транспортировочной тележкой 5 в горизонтальном положении в ванне 2. В процессе этого движения опорную раму 61 при необходимости можно приводить в качательное движение, соответствующим образом подавая на электродвигатели 80, 81 перестановочных устройств 62, 63 электрический ток с попеременно изменяющейся полярностью.
По достижении транспортировочной тележкой 5 конца ванны 2 опорная рама 61 вновь поднимается из нее за счет комбинированного поворотного движения поворотных рычагов 50, 51 и перестановочных устройств 62, 63, а также при необходимости за счет наложенного на это поворотное движение прямолинейного движения транспортировочной тележки 5 в целом и устанавливается в результате в "нормальное" положение перемещения транспортировочной тележкой, показанное на фиг.4. Совершаемое при этом движение может происходить в обратном порядке относительно движения, совершаемого в процессе погружения в ванну, либо может иметь абсолютно иную кинематику.
При необходимости поступательное движение транспортировочной тележки 5 при погруженном в ванну автомобильном кузове 4 можно замедлить или приостановить.
При необходимости автомобильный кузов 4 можно наклонять над ванной 2, устанавливая его в различные угловые положения с целью обеспечить максимально полное стекание излишков лакокрасочного состава в соответствующую ванну 2 и тем самым минимизировать расход лакокрасочного состава. Затем приведением в действие приводных узлов 28, 29 с прижимными роликами транспортировочную тележку 5 вновь приводят в поступательное движение, при необходимости с более высокой скоростью, до тех пор, пока автомобильный кузов 4 не достигнет следующей по ходу его движения ванны 2. В этом месте вновь могут протекать те же самые процессы, которые описаны выше применительно к ванне 2.
В некоторых случаях в установку для нанесения лакокрасочных покрытий погружением на окраску последовательно могут поступать различные автомобильные кузова 4, которые необходимо подвергать различной обработке. Описанная выше установка позволяет без каких-либо проблем подвергать различные автомобильные кузова обработке в различных технологических режимах. Так, в частности, при необходимости можно, например, полностью пропустить обработку в одной из ванн 2, а также за счет направленного в обратную сторону комбинированного поворотного и поступательного движения погружать автомобильный кузов 4 в первоначально пропущенную ванну 2.
Поскольку, как уже отмечалось выше, в некоторых случаях может возникать необходимость подвергать последовательно поступающие в установку автомобильные кузова 4 различной обработке в ваннах, интервал между последовательно перемещающимися транспортировочными тележками 5 можно устанавливать на различную величину. При необходимости такие различные интервалы между последовательно перемещаемыми транспортировочными тележками 5 можно вновь сделать одинаковыми за счет их соответствующего ускорения или замедления.
В начале установки для нанесения лакокрасочного покрытия расположена не показанная на чертежах позиция загрузки, на которой отдельные автомобильные кузова 4 устанавливаются на неподвижные транспортировочные тележки 5 и закрепляются на них. Соответственно в конце установки для нанесения лакокрасочного покрытия расположена позиция разгрузки, на которой автомобильные кузова 4 снимаются с неподвижной транспортировочной тележки 5. Обе эти позиции загрузки и разгрузки могут быть оснащены подъемно-опускными механизмами. На позиции разгрузки пустая транспортировочная тележка 5 после снятия с нее кузова опускается до тех пор, пока поверхности 13, 14 качения, которые проходят и на позицию разгрузки, не установятся на одном уровне с параллельными поверхностями качения, расположенными в нижней части стальной конструкции 1 и доходящими с противоположной стороны непосредственно до позиции загрузки. По этим поверхностям качения пустые транспортировочные тележки 5 перемещаются под ванной 2 на позицию загрузки в направлении, противоположном направлению, указанному стрелкой 6, при этом тележки можно перемещать к позиции загрузки с повышенной скоростью. На позиции загрузки транспортировочные тележки 5 вновь поднимаются до уровня верхних поверхностей 13, 14 качения и на эти транспортировочные тележки, как уже указано выше, устанавливаются новые подвергаемые окраске автомобильные кузова 4.
Очевидно, что для возврата транспортировочных тележек 5 в начало установки можно использовать и иные схемы.
Как показано прежде всего на фиг.1, все элементы транспортировочной системы описанной выше установки для нанесения лакокрасочного покрытия расположены сбоку от ванны 2 и поэтому не могут загрязнять находящуюся в ней жидкость.
В заявке описана установка для нанесения лакокрасочного покрытия на изделия, преимущественно на автомобильные кузова, имеющая по меньшей мере одну ванну с находящейся в ней жидкостью для обработки, в которую погружаются изделия, поступательно перемещаемые в непрерывном или периодическом режиме с помощью транспортировочной системы. Изделия удерживаются на погружных устройствах с помощью несущей конструкции, которая поворотным рычагом с возможностью поворота соединена с транспортировочной системой. Поворотный рычаг поворачивается вокруг первой оси первым приводным устройством. Второе приводное устройство предназначено для поворота несущей конструкции вокруг второй оси относительно поворотного рычага. Указанное погружное устройство позволяет реализовать самую разнообразную кинематику погружения изделий в ванну и их извлечения из нее. 7 з.п. ф-лы, 10 ил.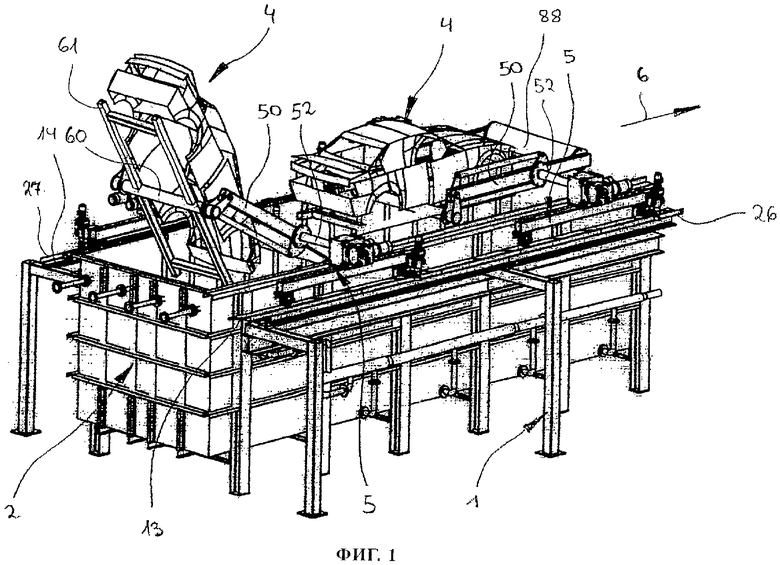
а) по меньшей мере одну ванну с находящейся в ней жидкостью для обработки, прежде всего с лакокрасочным составом, в которую погружаются изделия,
б) транспортировочную систему, с помощью которой изделия поступательно перемещаются в установке в непрерывном или периодическом режиме, и
в) множество погружных устройств, каждое из которых несет на соответствующей несущей конструкции, соединенной соединительной конструкцией с транспортировочной системой, по одному изделию и обеспечивает погружение этого изделия в ванну, отличающаяся тем, что
г) соединительная конструкция имеет по меньшей мере один поворотный рычаг (50, 51), который шарнирно соединен с транспортировочной системой (5) с возможностью поворота вокруг первой оси, и взаимодействующее с этим поворотным рычагом (50, 51) приводное устройство (54, 55, 56, 57), позволяющее поворачивать поворотный рычаг (50, 51),
д) несущая конструкция (61) шарнирно соединена с указанным поворотным рычагом (50, 51) с возможностью поворота вокруг второй оси, удаленной от первой оси, соответственно расположенной от нее на некотором расстоянии, и
е) предусмотрено приводное устройство (78, 79, 80, 81), позволяющее поворачивать несущую конструкцию (61) вокруг второй оси относительно поворотного рычага (50, 51).
| DE 19641048 A1, 16.04.1998.RU 2116234 C1, 27.07.1998.DE 4304145 C1, 28.04.1994. |

