Настоящее изобретение относится к установке для обработки изделий, преимущественно автомобильных кузовов, прежде всего для нанесения лакокрасочного покрытия на изделия, преимущественно на автомобильные кузова, имеющая
а) по меньшей мере одну ванну с находящейся в ней жидкостью для обработки, прежде всего с лакокрасочным составом, в которую погружаются изделия,
б) транспортировочную систему, с помощью которой изделия поступательно перемещаются в установке в непрерывном или периодическом режиме, и
в) множество погружных устройств, каждое из которых соединено с транспортировочной системой, несет по одному изделию и обеспечивает погружение этого изделия в ванну.
Установка подобного типа описана в заявке DE 19641048 С2. В описанной в этой заявке установке ее транспортировочная система состоит из направляющих рельсов, вдоль которых проложены подробно не описанные в указанной заявке приводные средства, в качестве примера которых в этой публикации названы цепи, тяговые тросы, приводные тяги или аналогичные элементы. С такими приводными средствами соединено множество расположенных через равные интервалы опорных тележек, на которые устанавливаются покрываемые лакокрасочным составом автомобильные кузова и которые приводятся этими приводными средствами в поступательное движение. Тем самым все перемещаемые такой транспортировочной системой покрываемые лакокрасочным составом кузова неизбежно совершают взаимосвязанные поступательные движения. При этом кузова погружаются в жидкость для обработки (в лакокрасочный состав) и извлекаются из нее за счет поворота опорных тележек вокруг горизонтальной оси, перпендикулярной направлению поступательного движения опорных тележек. Усилия, необходимые для такого поворота опорных тележек, создаются с помощью своего рода кулачково-кулисного механизма, преобразующего поступательное движение опорных тележек в их вращательное движение, в результате чего мгновенный угол поворота опорной тележки всегда однозначно задается ее положением в направлении ее поступательного движения.
Один из основных недостатков такой известной установки состоит в отсутствии у нее гибкости. Как уже упоминалось выше, все покрываемые лакокрасочным составом изделия могут перемещаться в этой установке лишь совместно в направлении их транспортировки, а их пропускание через ванны неизбежно происходит в одном и том же режиме, по одной и той же кинематической схеме и с одной и той же скоростью. По этой причине в подобных установках часто оказывается просто невозможным обрабатывать отдельные, последовательно поступающие в них изделия в различных режимах, что не отвечает современным требованиям, предъявляемым к таким установкам.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать установку указанного в начале описания типа, которая в целом допускала бы возможность гибкой обработки в ней отдельных изделий.
Указанная задача решается согласно изобретению благодаря тому, что транспортировочная система имеет множество независимых транспортировочных тележек, которые выполнены с возможностью их направленного качения по поверхностям качения и каждая из которых имеет собственный привод для ее приведения в поступательное движение и работающий независимо от него собственный привод, обеспечивающий погружение изделия в ванну.
Иными словами, согласно изобретению в отличие от известных из уровня техники установок, в которых предусмотрена жесткая кинематическая связь между ее различными опорными тележками, предлагается использовать множество отдельных транспортировочных тележек, которые в принципе могут двигаться независимо друг от друга. Каждая такая транспортировочная тележка имеет собственный привод для ее приведения в поступательное движение. Оснащение отдельных транспортировочных тележек собственным приводом позволяет, таким образом, индивидуально задавать для каждой из них скорость ее поступательного движения, а также увеличивать или уменьшать интервал между двумя последовательно перемещающимися транспортировочными тележками. Помимо этого появляется возможность сделать движение изделий при их погружении в ванну не зависимым от их поступательного движения, поскольку для выполнения такого движения для погружения изделий в ванну предусмотрен отдельный привод. Так, например, при необходимости можно полностью пропустить обработку в одной из ванн, для чего в соответствующем месте на пути перемещения тележки достаточно просто не задействовать ее привод, обеспечивающий погружение изделия в ванну. Существует также возможность сначала переместить тележку к дальнему по ходу ее движения концу ванны без погружения в нее изделия и лишь затем погрузить в нее изделие в направлении, обратном основному направлению поступательного движения тележки. Погружение изделий в ванну с этого направления может оказаться более целесообразным по сравнению с их погружением ванну в прямом направлении, которое совпадает с основным направлением поступательного движении тележек, прежде всего при нанесении лакокрасочного состава на автомобильные кузова с незафиксированными дверцами или аналогичными подвижными элементами, которые могут открыться в процессе погружения кузова в ванну. Помимо этого каждое покрываемое лакокрасочным составом изделие можно индивидуально приводить в пределах ванны в качательное движение по типу маятника. Кроме того, изделия типа подобных автомобильных кузовов, в которых имеются полости, можно за счет их приведения в соответствующее движение наклонять над ванной, устанавливая их в различные угловые положения, что обеспечивает максимально полное стекание излишков жидкости для обработки из таких полостей обратно в ванну и позволяет тем самым поддерживать расход содержащейся в ванне жидкости для обработки на минимально возможном уровне. Скорость поступательного движения транспортировочных тележек можно уменьшать при их перемещении над ваннами и при нахождении перемещаемых ими изделий в ваннах, что позволяет увеличить продолжительность пребывания изделий в ваннах, и увеличивать при их перемещении на участке между ваннами. Более того, транспортировочные тележки для установки на них обрабатываемых изделий и съема с них обработанных изделий можно также полностью останавливать. В целом же благодаря предлагаемому в изобретении решению появляется возможность сократить длину ванн до минимально возможной величины и в результате уменьшить занимаемую всей системой, соответственно установкой, площадь.
Помимо этого, при возникновении неисправности отдельные транспортировочные тележки можно легко удалять из установки индивидуально. Еще одно преимущество предлагаемого в изобретении решения состоит в возможности уменьшить опасность загрязнения находящихся в ваннах жидкостей, поскольку все элементы транспортировочной системы можно расположить сбоку от ванн.
Согласно одному из предпочтительных вариантов осуществления изобретения предлагаемая в нем установка отличается тем, что вдоль поверхности качения параллельно ей проходит по меньшей мере одна ориентированная в вертикальной плоскости направляющая полка, а привод каждой транспортировочной тележки для ее приведения в поступательное движение имеет приводной узел по меньшей мере с двумя прижимными роликами, которые имеют возможность качения по противоположным боковым сторонам направляющей полки в поджатом к ним состоянии и по меньшей мере один из которых является приводным. Иными словами, транспортировочные тележки приводятся в поступательное движение не самими их опорными роликами, перемещающимися по поверхностям качения, а указанным выше отдельным приводным узлом с прижимными роликами, взаимодействующими со стационарной планкой и перекатывающимися по ней. Благодаря этому облегчается управление транспортировочными тележками на пути их перемещения в установке. Помимо этого подобный привод позволяет быстрее ускорять и замедлять транспортировочные тележки.
Опорные ролики транспортировочных тележек можно выполнить поворотными вокруг вертикальной оси с помощью поворотного круга. Иными словами, в этом варианте осуществления изобретения опорные ролики транспортировочных тележек выполнены управляемыми и могут поворачиваться в ту или иную сторону, что по сравнению, например, с обычными опорными роликами, рассчитанными на качение по рельсовым направляющим, позволяет уменьшить износ взаимодействующих между собой элементов конструкции и снизить требования к точности их размеров и формы. Такое решение позволяет, в частности, выкатывать транспортировочные тележки из транспортировочной линии вбок перпендикулярно их продольной протяженности за счет соответствующего поворота поворотного круга, с которым соединены опорные ролики, вокруг вертикальной оси.
При этом по меньшей мере два опорных ролика каждой транспортировочной тележки предпочтительно снабжать расположенным впереди них направляющим элементом, который охватывает профиль соответствующей поверхности качения и соединен с поворотным кругом соответствующего опорного ролика. Такие направляющие элементы направляют транспортировочные тележки при их движении в установке и при этом позволяют без каких-либо проблем проходить криволинейные участки. Для двух других опорных роликов транспортировочных тележек не требуется предусматривать отдельные направляющие приспособления, и их можно выполнить исключительно в виде поддерживающих, ведомых роликов.
Система крепления опорных роликов и система их направленного перемещения, а также конструктивное исполнение самих этих опорных роликов могут быть основаны на конструкциях, которые детально описаны в DE 4427191 С2, DE 19744446 А1 или же в DE 19934746 А1.
Погружное устройство можно выполнить в виде поворотного устройства, позволяющего погружать изделия в жидкость для обработки их поворотом вокруг по существу горизонтальной оси. Тем самым предлагаемое в настоящем изобретении решение может также использоваться в установках, в которых погружение изделий в ванну с жидкостью для их обработки происходит в соответствии с кинематической схемой, реализованной в описанной выше заявке DE 19641048 С2.
Ниже изобретение более подробно рассмотрено на примере одного из вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - общий вид в перспективе установки для нанесения на автомобильные кузова лакокрасочного покрытия погружением,
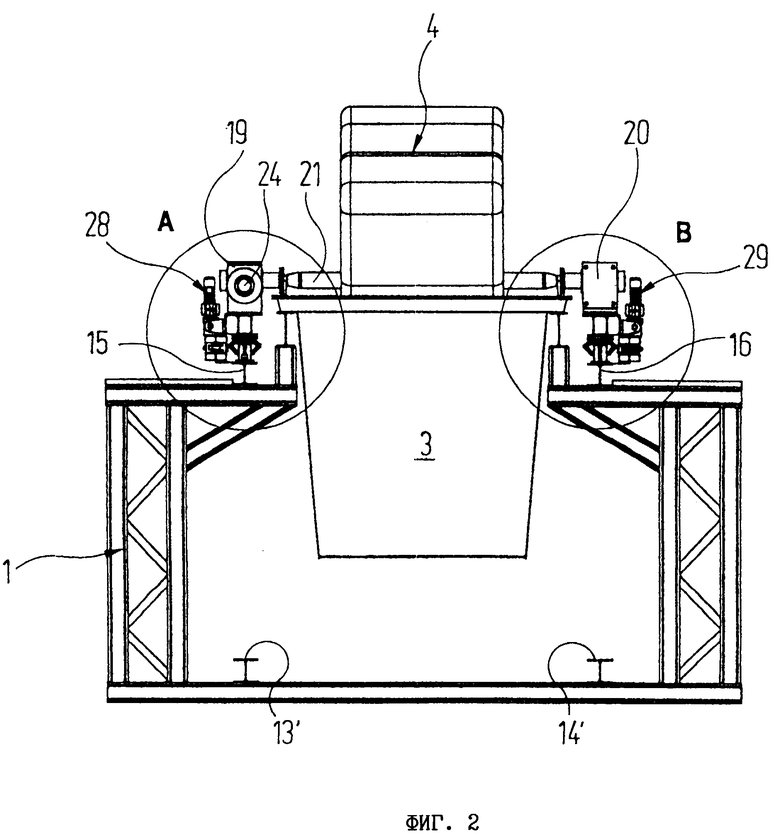
на фиг.2 - вид справа показанной на фиг.1 установки в поперечном сечении плоскостью, перпендикулярной направлению перемещения в ней автомобильных кузовов,
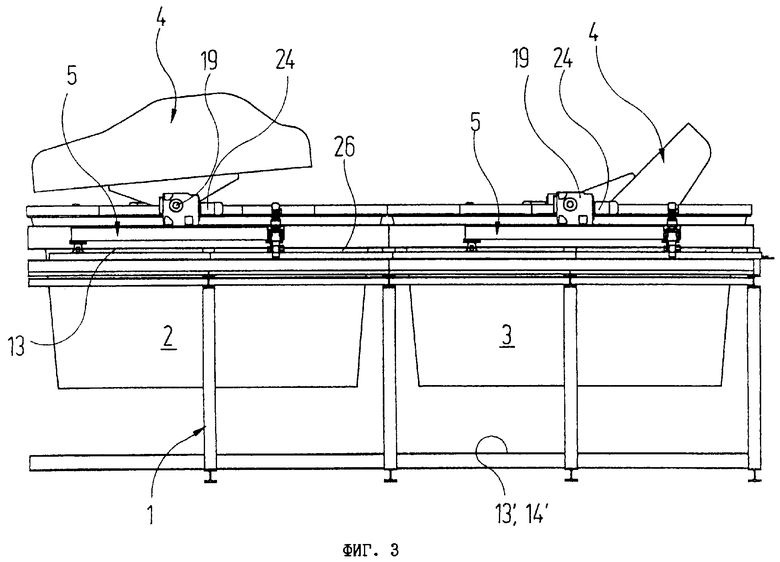
на фиг.3 - вид сбоку показанной на фиг.1 установки для нанесения лакокрасочного покрытия,
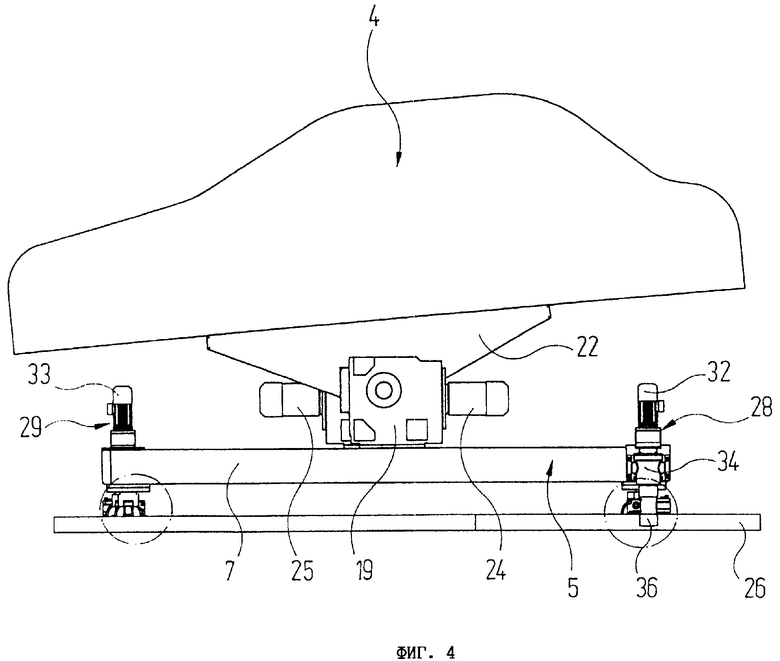
на фиг.4 - вид сбоку используемой в установке для нанесения лакокрасочного покрытия транспортировочной тележки с закрепленным на ней автомобильным кузовом,
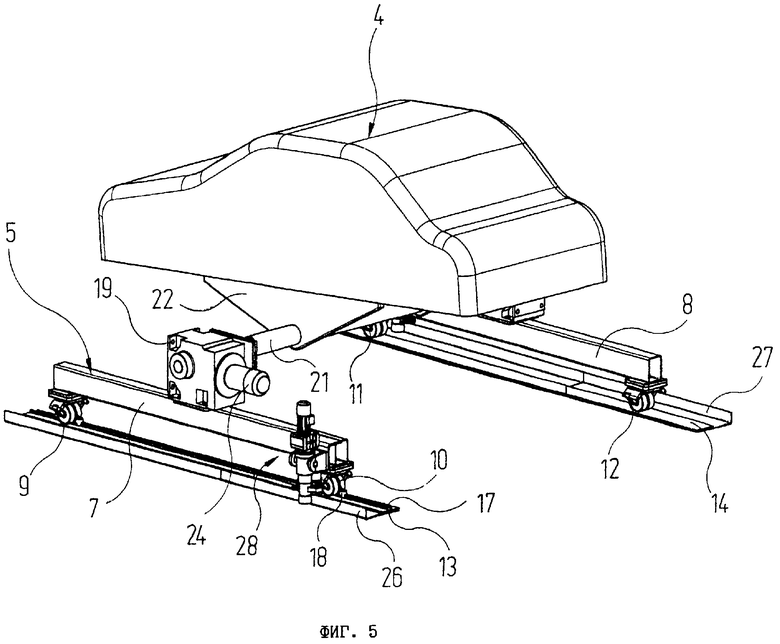
на фиг.5 - вид в перспективе показанной на фиг.4 транспортировочной тележки с закрепленным на ней автомобильным кузовом,
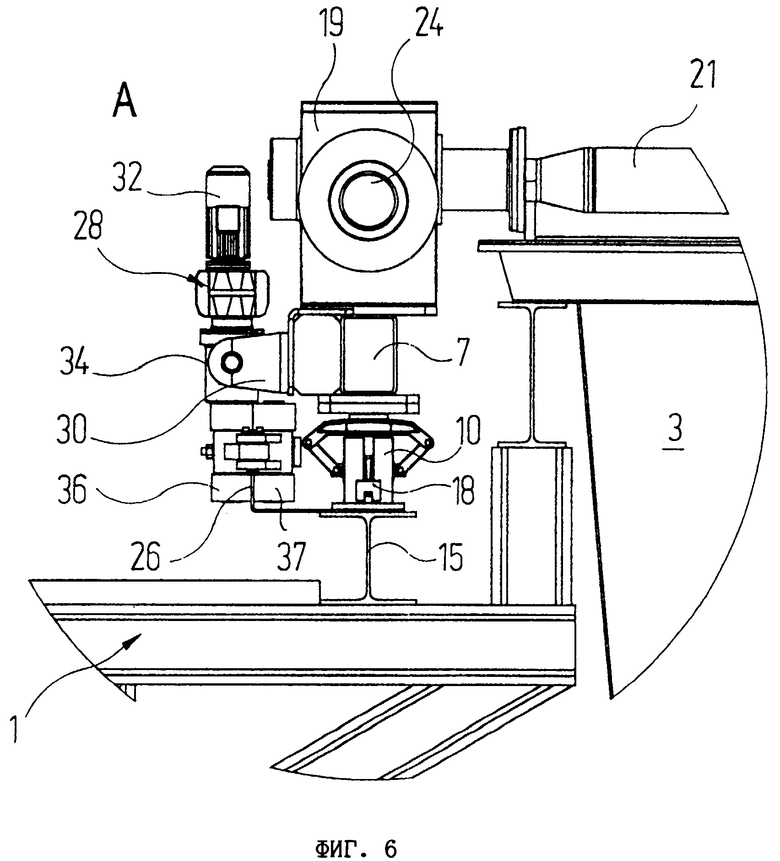
на фиг.6 - более детальное увеличенное изображение фрагмента, заключенного в обозначенную на фиг.2 буквой А окружность, и
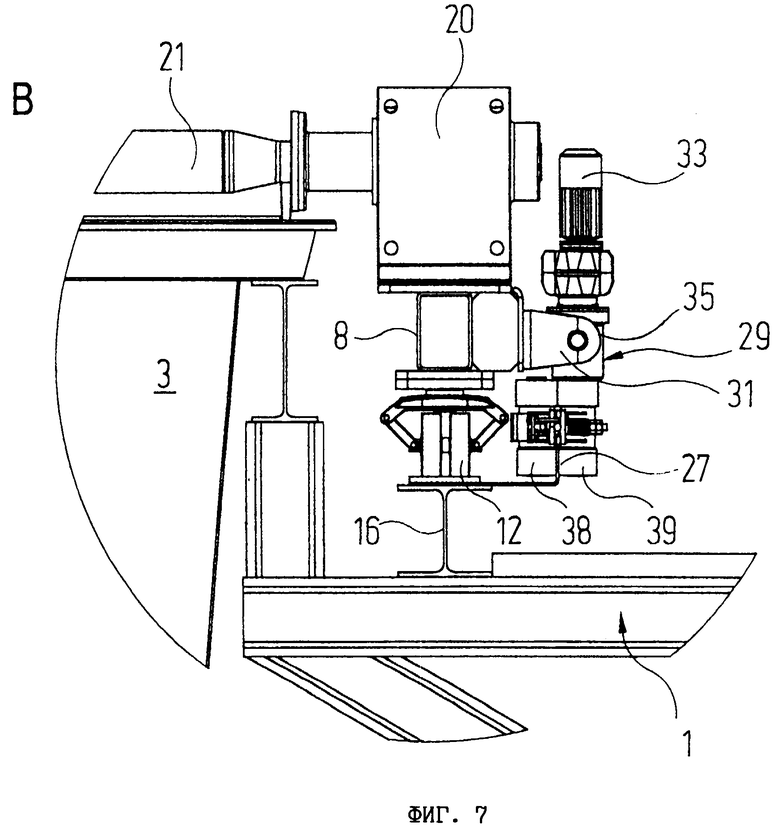
на фиг.7 - более детальное увеличенное изображение фрагмента, заключенного в обозначенную на фиг.2 буквой В окружность.
Показанная на чертежах установка для нанесения на автомобильные кузова лакокрасочных покрытий погружением имеет состоящую из большого числа вертикальных стоек и горизонтальных балок стальную конструкцию 1, в которой подвешены две ванны 2, 3. Обе эти ванны 2, 3 до определенного уровня заполнены жидким лакокрасочным составом, в который погружают или окунают автомобильные кузова 4. С этой целью автомобильные кузова 4 перемещаются отдельными транспортировочными тележками 5 в направлении, указанном стрелкой 6 (см. фиг.1), при этом отдельные транспортировочные тележки 5 могут поступательно перемещаться независимо друг от друга и в процессе таких независимых перемещений могут замедляться, ускоряться, останавливаться, а также изменять направление движения на обратное. В целом же автомобильные кузова 4 перемещаются в направлении, указанном стрелкой 6 на фиг.1.
Более подробно конструкция и устройство транспортировочных тележек 5 показаны на фиг.4-7. Как показано прежде всего на фиг.5, каждая транспортировочная тележка 5 имеет две продольные траверсы 7, 8, с нижней стороны каждой из которых установлено по два вращающихся вокруг горизонтальной оси сдвоенных опорных ролика 9, 10, соответственно 11, 12. Помимо этого указанные ролики 9-12 могут поворачиваться вокруг вертикальной оси с помощью подробно не показанного на чертежах поворотного круга, что позволяет изменять в вертикальной плоскости угол установки этих сдвоенных роликов 9-12 относительно соответствующих продольных траверс 7, 8.
При качении сдвоенные ролики 9, 10 перекатываются по первой поверхности 13 качения, а сдвоенные ролики 11, 12 - по второй, параллельной ей поверхности 14 качения. Эти поверхности 13, 14 качения в свою очередь смонтированы на соответствующих двутавровых балках 15, 16, каждая из которых опирается на стальную конструкцию 1 (см., в частности, фиг.2).
Посередине передней по фиг.5 первой поверхности 13 качения предусмотрено направляющее ребро 17, охватываемое сопряженными с ним по форме выемками направляющих элементов 18. Каждый из этих направляющих элементов 18 соединен с поворотным кругом соответствующего сдвоенного ролика 9, соответственно 10 таким образом, что такой направляющий элемент поворачивает этот сдвоенный ролик 9, соответственно 10 вокруг вертикальной оси в соответствии с конфигурацией или криволинейными участками направляющего ребра 17. Таким путем обеспечивается направленное качение сдвоенных роликов 9, 10 по первой поверхности 13 качения. В отличие от этого сдвоенные ролики 11, 12, взаимодействующие со второй, дальней по фиг.5 поверхностью 14 качения, выполнены исключительно в виде поддерживающих, ведомых роликов, т.е. для изменения углового положения этих роликов относительно их вертикальной оси поворота не предусмотрены специальные направляющие приспособления. Благодаря этому к точности размеров и формы направляющих приспособлений, с помощью которых транспортировочные тележки 5 удерживаются на поверхностях 13, 14 качения, не предъявляются высокие требования.
По середине обеих продольных траверс 7, 8 транспортировочных тележек 5 смонтировано по редуктору 19 и 20 соответственно, выходные валы которых соединены между собой валом 21. На этом валу 21 закреплены две отстоящие друг от друга крепежные пластины 22, 23, которые в виде сбоку имеют треугольную форму. Автомобильные кузова 4 соответствующим, не показанным на чертежах способом крепятся к длинным сторонам таких треугольных крепежных пластин, обращенным в нормальном положении кверху.
К каждому из редукторов 19, 20 прифланцовано по электродвигателю 24 и 25 соответственно. Эти электродвигатели 24, 25 расположены таким образом, чтобы при подаче на них электрического тока поворачивать вал 21 в определенном направлении за счет передачи на него приводных усилий с обоих его концов. Такой поворот вала 21 сопровождается соответствующим поворотом кузова 4 вокруг оси этого вала 21.
Сдвоенные ролики 9-12 транспортировочных тележек 5 не имеют собственного привода. Более того, для приведения этих транспортировочных тележек 5 в движение вперед предусмотрен отдельный привод, который более подробно рассмотрен ниже со ссылкой на фиг.5-7.
Вдоль обеих поверхностей 13, 14 качения параллельно им проходят две вертикальные стационарные направляющие полки 26 и 27. С каждой из этих направляющих полок взаимодействует соответствующий приводной узел 28, 29 с прижимными роликами, который закреплен на боковой поверхности смежной с ним продольной траверсы 7, 8 с помощью серьги 30, соответственно 31. Каждый из этих приводных узлов 28, 29 с прижимными роликами имеет приводной электродвигатель 32, 33 и редуктор 34, 35. Через последний приводятся во вращение параллельные вертикальные оси двух прижимных роликов 36, 37, соответственно 38, 39, которые поджимаются к соответствующей, взаимодействующей с ними направляющей полке 26, соответственно 27 с обеих ее сторон. При подаче на приводные двигатели 32, 33 электрического тока прижимные ролики 36, 37, соответственно 38, 39 начинают перекатываться по соответствующим боковым поверхностям направляющих полок 26, 27, перемещая при этом вперед транспортировочную тележку 5 по поверхностям 13, 14 качения.
Каждая транспортировочная тележка 5 имеет собственную систему управления, управляющую ее поступательным движением по поверхностям 13, 14 качения и поворотным движением автомобильных кузовов 4 вокруг оси вала 21.
Установка для нанесения лакокрасочных покрытий погружением описанной выше конструкции в целом работает следующим образом.
Каждый из автомобильных кузовов 4, на которые наносится лакокрасочное покрытие и каждый из которых установлен на отдельную транспортировочную тележку 5, последовательно перемещаются к ваннам 2, 3. Когда передняя по ходу его движения на тележке часть автомобильного кузова 4 оказывается в начале первой в направлении 6 транспортировки ванны 2, системой управления тележкой принимается решение, следует ли погружать этот автомобильный кузов 4 в эту первую ванну 2. При положительном ответе на электродвигатели 24, 25 подается электрический ток. При подаче на электродвигатели 24, 25 электрического тока, согласованной со скоростью поступательного движения транспортировочной тележки, задаваемой приводными узлами 28, 29 с прижимными роликами, автомобильный кузов 4 поворачивается вокруг оси вала 21 и погружается при этом в ванну 2 с лакокрасочным составом. При необходимости поступательное движение транспортировочной тележки 5 при погруженном в ванну автомобильным кузове 4 можно замедлить или приостановить и привести автомобильный кузов 4 в качательное движение по типу маятника, периодически изменяя полярность подаваемого на электродвигатели 24, 25 электрического тока и попеременно реверсируя таким путем их ход. Затем автомобильный кузов 4 приведением в действие электродвигателей 24, 25 и тем самым его поворотом в исходное положение вокруг оси вала 21 по истечении необходимого времени его пребывания в ванне 2 вновь извлекают из нее.
При необходимости автомобильный кузов 4 можно наклонять над ванной 2, устанавливая его в различные угловые положения за счет соответствующего запитывания электродвигателей 24, 25, с целью обеспечить максимально полное стекание излишков лакокрасочного состава в соответствующую ванну 2 и тем самым минимизировать расход лакокрасочного состава. Затем приведением в действие приводных узлов 28, 29 с прижимными роликами транспортировочная тележка 5 вновь приводится в поступательное движение, при необходимости с более высокой скоростью, до тех пор, пока автомобильный кузов 4 не достигнет второй по ходу его движения ванны 3. В этом месте вновь могут протекать те же самые процессы, которые описаны выше применительно к ванне 2.
В некоторых случаях в установку для нанесения лакокрасочных покрытий погружением на окраску последовательно могут поступать различные автомобильные кузова 4, которые необходимо подвергать различной обработке. Описанная выше установка позволяет без каких-либо проблем подвергать различные автомобильные кузова обработке в различных технологических режимах. Так, в частности, при необходимости можно, например, полностью пропустить обработку в одной из ванн 2, 3, а также за счет направленного в обратную сторону комбинированного вращательного и поступательного движения погружать автомобильный кузов 4 в первоначально пропущенную ванну 2, 3. "Поднимать" автомобильный кузов 4 из ванны 2, 3 можно его дальнейшим поворотом в том же направлении, в котором он поворачивался в процессе его погружения в ванну, однако в другом варианте автомобильный кузов 4 можно также за счет изменения направления вращения вала 21 извлекать из ванны 2, 3 с той же ее стороны, с которой до этого происходило его погружение в эту ванну.
Поскольку, как уже отмечалось выше, в некоторых случаях может возникать необходимость подвергать последовательно поступающие в установку автомобильные кузова 4 различной обработке в ваннах 2, 3, интервал между последовательно перемещающимися транспортировочными тележками 5 можно устанавливать на различную величину. При необходимости такие различные интервалы между последовательно перемещаемыми транспортировочными тележками 5 можно вновь сделать одинаковыми за счет их соответствующего ускорения или замедления.
В начале установки для нанесения лакокрасочного покрытия расположена не показанная на чертежах позиция загрузки, на которой отдельные автомобильные кузова 4 устанавливаются на неподвижные транспортировочные тележки 5 и закрепляются на них. Соответственно в конце установки для нанесения лакокрасочного покрытия расположена позиция разгрузки, на которой автомобильные кузова 4 снимаются с неподвижной транспортировочной тележки 5. Обе эти позиции загрузки и разгрузки оснащены подъемно-опускными механизмами. На позиции разгрузки пустая транспортировочная тележка 5 после снятия с нее кузова опускается до тех пор, пока поверхности 13, 14 качения, которые проходят и на позицию разгрузки, не установятся на одном уровне с параллельными поверхностями 13', 14' качения, расположенными в нижней части стальной конструкции 1 и доходящими с противоположной стороны непосредственно до позиции загрузки. По этим поверхностям 13', 14' качения пустые транспортировочные тележки 5 перемещаются под ваннами 2, 3 на позицию загрузки в направлении, противоположном направлению, указанному стрелкой 6, при этом тележки можно перемещать к позиции загрузки с повышенной скоростью. На позиции загрузки транспортировочные тележки 5 вновь поднимаются до уровня верхних поверхностей 13, 14 качения и на эти транспортировочные тележки, как уже указано выше, устанавливаются новые подвергаемые окраске автомобильные кузова 4.
Как показано прежде всего на фиг.1, все элементы транспортировочной системы описанной выше установки для нанесения лакокрасочного покрытия расположены сбоку от ванн 2, 3 и поэтому не могут загрязнять находящиеся в них жидкости.
Изобретение относится к установкам для обработки изделий путем нанесения лакокрасочного покрытия. Установка содержит по меньшей мере одну ванну с находящейся в ней жидкостью для обработки, в которую погружаются изделия, транспортировочную систему, с помощью которой изделия поступательно перемещаются в установке в непрерывном или периодическом режиме, и множество погружных устройств, каждое из которых соединено с транспортировочной системой, несет по одному изделию и обеспечивает погружение этого изделия в ванну. При этом транспортировочная система имеет множество независимых транспортировочных тележек (5), которые выполнены с возможностью их направленного качения по поверхностям (13, 14) качения и каждая из которых имеет собственный привод (32, 33) для ее приведения в поступательное движение и работающий независимо от него собственный привод (19, 20, 24, 25), обеспечивающий погружение изделия в ванну. Установка обеспечивает возможность гибкой обработки отдельных изделий, позволяет перемещать изделия независимо друг от друга. 4 з.п. ф-лы, 7 ил.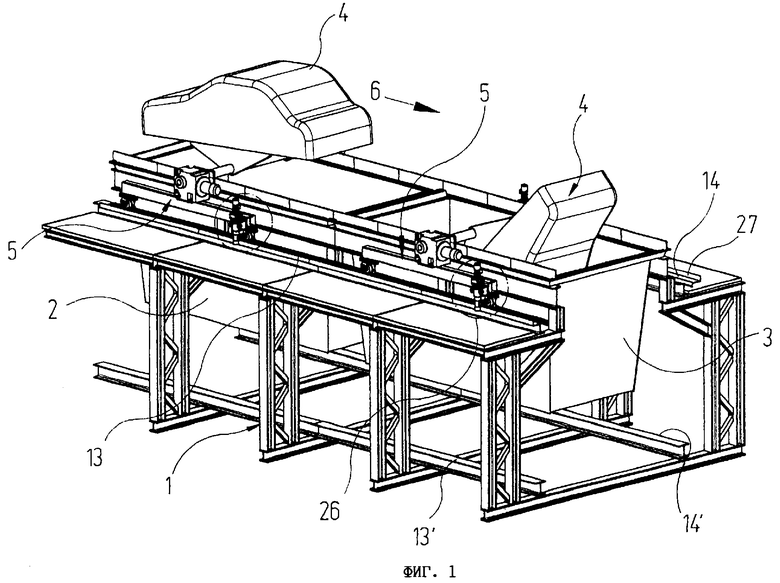
а) по меньшей мере одну ванну с находящейся в ней жидкостью для обработки, прежде всего с лакокрасочным составом, в которую погружаются изделия,
б) транспортировочную систему, с помощью которой изделия поступательно перемещаются в установке в непрерывном или периодическом режиме, и
в) множество погружных устройств, каждое из которых соединено с транспортировочной системой, несет по одному изделию и обеспечивает погружение этого изделия в ванну, отличающаяся тем, что
г) транспортировочная система имеет множество независимых транспортировочных тележек (5), которые выполнены с возможностью их направленного качения по поверхностям (13, 14) качения и каждая из которых имеет собственный привод (32, 33) для ее приведения в поступательное движение и работающий независимо от него собственный привод (19, 20, 24, 25), обеспечивающий погружение изделия в ванну.
| DE 19641048 А, 16.04.1998 | |||
| Установка для погружения изделий | 1976 |
|
SU765144A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ | 1993 |
|
RU2048211C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2116234C1 |
| DE 4427191 С2, 15.02.1996 | |||
| DE 19744446 А1, 15.04.1999 | |||
| Устройство для нанесения покрытий на изделия | 1979 |
|
SU927677A1 |
| Линия для обработки изделий | 1985 |
|
SU1305112A1 |
| Устройство для транспортирования изделий при микробиологической обработке в камере | 1987 |
|
SU1525095A1 |
| Поворотный ролик | 1980 |
|
SU965807A1 |

