ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Изобретение относится в целом к фитингам, присоединяемым к трубам путем обжатия, и более точно к фитингам с внутренним обжатием.
Фитинг представляет собой вспомогательный элемент оснастки, используемый для формирования концевого участка или места соединения для трубопровода, стержня или трубы. В частности, фитинги часто используют для соединения отдельных труб вместе с тем, чтобы обеспечить возможность прохода текучей среды между ними, предпочтительно без утечек. Фитинг также часто используют в качестве закрывающего устройства для закрытия конца трубы, который в противном случае остался бы открытым. Среди многих других областей применения фитинги используют в авиационно-космической промышленности для ограждения труб, по которым транспортируется топливо, рабочие жидкости и т.п. из одного места в другое. В этих и других имеющих существенное значение случаях применения важно, чтобы фитинг был достаточно надежно закреплен вокруг трубы с тем, чтобы выдерживать вибрацию, обеспечивать стойкость к характеристикам текучей среды и т.п. без разрушения.
Фитинги часто присоединяют к трубам путем сварки. Сварка может представлять собой трудоемкий, дорогостоящий способ крепления фитинга. Кроме того, сварного шва может быть недостаточно для гарантирования полного соединения, и он может вызвать неприемлемое усиление напряжений в трубе. Обжатие представляет собой альтернативный механический процесс, предназначенный для присоединения фитинга к трубе без ограничений, связанных со сваркой. Существуют два типа процессов обжатия: наружное обжатие и внутреннее обжатие. Наружное обжатие предусматривает надевание на трубу фитинга, имеющего отклонения от ровного профиля на наружной поверхности, такие как радиальные или аксиальные контактные площадки и канавки. Надетый фитинг обжимают путем ковки, забивания или сжатия, так что конфигурация наружной поверхности передается внутренней части фитинга и, следовательно, трубе. Тем самым труба прогибается и искривляется в зоне, в которой она контактирует с фитингом, так, что образуется надежное соединение двух элементов. К сожалению, "передача" конфигурации наружной поверхности фитинга может оказаться недостаточной для создания надлежащего соединения или может вызвать растрескивание трубы при многоцикловой усталости.
Внутреннее обжатие направлено на частичное решение некоторых из проблем, связанных с наружным обжатием. Внутреннее обжатие предусматривает надевание на трубу фитинга, имеющего отклонения от ровного профиля на внутренней поверхности, такие как контактные площадки и канавки. Надетый фитинг обжимают путем размещения расширителя внутри трубы и принудительного расширения трубы наружу к внутренней поверхности фитинга или путем сдавливания фитинга на трубе. В этом случае существует зона более прямого контакта между конфигурацией поверхности фитинга и наружной поверхностью трубы по сравнению с той, которая существует при наружном обжатии. Следовательно, труба будет в целом более точно соответствовать по форме исходной конфигурации поверхности, что приводит к улучшенному соединению между фитингом и трубой.
Один тип фитинга с внутренним обжатием, который оказался пригодным для некоторых случаев применения в авиационно-космической промышленности, описан в патенте США № 4844517, который выдан на имя Beiley и др. и правопреемником по которому является Sierracin Corporation, Burbank, Калифорния. В одном варианте конфигурации фитинг по патенту на имя Beiley и др. имеет три или более радиальных прямоугольных канавок с определенными размерами по ширине и глубине. Канавка, ближайшая к концу трубы, имеет такой же вид, что и остальные канавки. В другом варианте конфигурации используется комбинация ряда канавок с наклонными стенками с прямоугольной "концевой" канавкой. Прямоугольная концевая канавка является по существу такой же, как прямоугольные канавки по первому описанному варианту конфигурации фитинга. То есть труба упирается в нее.
При промышленном использовании фитинг по патенту на имя Beiley и др. наиболее пригоден для обжатия труб, изготовленных из материала с низкой пластичностью, включая титан. Однако материалы с относительно более высокой пластичностью, такие как нержавеющие стали, включая SS321, Инконель 625 (жаропрочный сплав на никелевой основе) и другие материалы с аналогичной пластичностью, также используются в широком ряде случаев применения труб, включая системы транспортировки текучих сред в авиационно-космической промышленности. Материалы с более высокой пластичностью подвергаются пластическому течению в большей степени, чем материалы с более низкой пластичностью при эквивалентном давлении обжатия. Процесс обжатия, выполняемый на трубе с низкой пластичностью, вызывает втягивание трубы в фитинг и приводит к выпучиванию трубы у концевой канавки. Материал, подвергаемый пластическому течению, выдавливается наружу в направлении фитинга, что приводит к приложению существенной осевой нагрузки в данной локализованной зоне. Это выпучивание материала трубы может вызвать разрушение фитинга, а также нежелательные изменения размеров трубы.
Чтобы учесть текучесть или "втягивание" трубы в фитинг во время процесса обжатия, необходимо сместить трубу назад по отношению к фитингу. То есть, труба должна быть установлена в смещенном положении по отношению к концу фитинга, чтобы обеспечить размещение материала трубы при пластическом течении его в осевом и радиальном направлениях. Процесс обжатия вызывает пластическое течение материала трубы и заполнение им фитинга с компенсацией разницы положения при установке со смещением. Поскольку труба должна быть полностью и надежно прикреплена к фитингу, поддержание точного расстояния, на которое трубу смещают назад, имеет важное значение. Это достигается путем надевания муфты вокруг трубы рядом с местом расположения фитинга. Муфта должна быть жестко, но с возможностью разжима закреплена вокруг трубы. После завершения процесса обжатия муфта должна быть снята. Операции точного выравнивания и надевания и снятия муфты должны повторяться для каждого фитинга, надеваемого на каждую трубу из сравнительно пластичного материала. Следовательно, существует необходимость использования фитинга с внутренним обжатием, который может быть использован вместе с пластичными трубами. Также существует необходимость использования фитинга с внутренним обжатием, который устраняет необходимость в смещении трубы назад и использовании муфты при смещении трубы назад.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Вышеуказанные потребности удовлетворяются посредством настоящего изобретения, в соответствии с которым создан фитинг с внутренним обжатием, который обеспечивает размещение материала трубы при пластическом течении материалов труб, имеющих высокую пластичность. Фитинг имеет полый цилиндрический корпус, имеющий внутреннюю поверхность и наружную поверхность, зону приема трубы и зону соединения с трубой. Внутренняя поверхность корпуса в зоне соединения с трубой имеет одну или более канавок и расширенную полость, предназначенную для приема избыточного материала трубы во время процесса обжатия. Фитинг также имеет стенку, образующую упор для трубы и расположенную рядом с расширенной полостью. Конец трубы упирается в стенку, образующую упор для трубы, когда труба установлена внутри цилиндрического корпуса. Расширенная полость имеет концевую стенку, проходящую от стенки, образующей упор для трубы, и в сторону от одной или более канавок под некоторым углом с тем, чтобы создать зону пространства заполнения, предназначенную для заполнения ее материалом трубы при его пластическом течении без приложения чрезмерного осевого усилия давления к фитингу.
Сущность настоящего изобретения и его преимущества по сравнению с известным уровнем техники станут очевидными при изучении нижеследующего подробного описания и приложенной формулы изобретения, приведенных со ссылкой на сопровождающие чертежи.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Объект, который рассматривается как предмет изобретения, конкретно указан и четко заявлен в заключительной части описания. Однако изобретение можно лучше понять при изучении нижеприведенного описания, рассматриваемого совместно с сопровождающими чертежами, на которых:
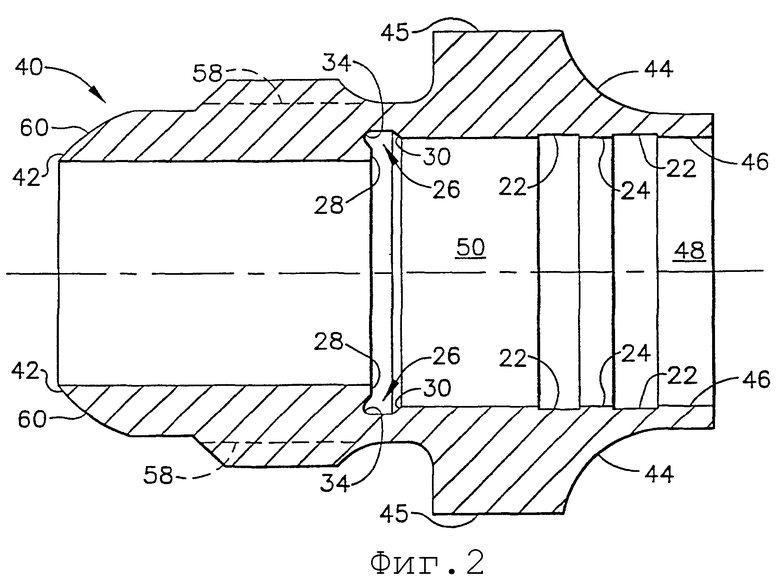
На фиг.1 изображено поперечное сечение фитинга с охватывающим участком и с внутренней конфигурацией согласно настоящему изобретению.
На фиг.2 изображено поперечное сечение входящего фитинга со сферическим концом и внутренней конфигурацией согласно настоящему изобретению.
На фиг.3 изображено увеличенное поперечное сечение расширенной полости конфигурации фитинга с внутренним обжатием согласно настоящему изобретению.
На фиг.4 изображено поперечное сечение комбинации фитинга с охватывающим участком и фитинга со сферическим концом в собранном состоянии вместе с трубами, установленными в заданное положение, перед обжатием.
На фиг.5 изображено поперечное сечение комбинации фитинга с охватывающим участком и фитинга со сферическим концом в собранном состоянии вместе с трубами, установленными в заданное положение, после обжатия.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На чертежах идентичные ссылочные номера обозначают одинаковые элементы. На фиг.1 показан охватывающий фитинг 10 (или фитинг с охватывающим участком) с внутренним обжатием согласно настоящему изобретению. Фитинг 10 изготовлен из любого материала, пригодного для конкретного случая применения. Например, при обжатии трубы, изготовленной из пластичного материала, такого как нержавеющая сталь SS321, Инконель 625 или т.п., фитинг 10 может быть изготовлен из титана или А286. Естественно, фитинг 10 может быть изготовлен из любого материала, который обеспечивает пластическое течение материала трубы во время процесса обжатия без существенной деформации фитинга 10.
Фитинг 10 с охватывающим участком имеет полый цилиндрический корпус 12, имеющий наружную поверхность 14 и внутреннюю поверхность 16. Корпус 12 имеет зону 18 приема трубы и зону 20 соединения с трубой. Внутренняя поверхность 16 зоны 20 фитинга 10, предназначенной для соединения с трубой, имеет множество расположенных в радиальном направлении, соединительных канавок 22, разделенных в осевом направлении контактным пояском 24. Как показано на фиг.1 и 3, зона 20 соединения с трубой дополнительно включает расположенную в радиальном направлении, расширенную полость 26 и стенку 28, образующую упор для трубы. Стенка 28, образующая упор для трубы, препятствует перемещению вперед трубы, подлежащей обжатию в фитинге 10. Расширенная полость 26 обеспечивает место для избыточного материала трубы, куда он может проходить при пластическом течении во время процесса обжатия.
Расширенная полость 26 имеет входную боковую стенку 30, изогнутую зону 32 заполнения и заднюю стенку 34. Зона 32 заполнения проходит за стенку 28, образующую упор, чтобы обеспечить возможность прохода в нее избыточного материала трубы при его пластическом течении без создания чрезмерного осевого усилия, действующего на фитинг 10 в зоне 20 соединения с трубой. Задняя стенка 34 проходит под некоторым углом в сторону от стенки 28, образующей упор, чтобы обеспечить возможность входа материала при его пластическом течении в пространство 36 вместо того, чтобы он проходил прямо вверх к внутренней поверхности 16 фитинга 10. Размеры канавок 22, контактного пояска 24 и расширенной полости 28 могут быть выбраны в зависимости от конструктивных характеристик трубы 12 и фитинга 10. Угол наклона задней стенки 34 по отношению к стенке 28, образующей упор для трубы, также может быть выбран в зависимости от характеристик текучести материала трубы при его пластическом течении и от прочности фитинга 10 на разрыв в окружном направлении. Задняя стенка 34 может быть наклонена в сторону от стенки 28, образующей упор, под углом от приблизительно 10° до приблизительно 75° и в одном варианте осуществления под углом, составляющим приблизительно 45°.
На фиг.2 показан соответствующий входящий (или имеющий сферический конец) фитинг 40 с внутренним обжатием. Фитинг 40 со сферическим концом имеет основной полый корпус 42 и наружную поверхность 44 и внутреннюю поверхность 46. Фитинг 40 может быть изготовлен из материала, пригодного для обжатия трубы из сравнительно пластичного материала. Например, фитинг 40 может быть изготовлен из титана или из А286.
Как показано на фиг.2 и 3, корпус 42 фитинга 40 имеет зону 48 приема трубы и зону 50 соединения с трубой. Следует отметить, что корпус 42 фитинга 40 может иметь конфигурацию, которую можно выбирать. Однако, чтобы обеспечить усиление конструкции фитинга 40 в зоне 50 соединения с трубой, он имеет конструктивную зону 45. Конструктивная зона 45 имеет большую толщину по сравнению с остальными значениями толщины стенок корпуса 42, чтобы создать шесть лысок фитинга 40 для затягивания или ослабления фитинга на трубе после крепления фитинга 40 к трубе путем обжатия.
Внутренняя поверхность 46 зоны 50 фитинга 10, предназначенной для соединения с трубой, имеет множество расположенных в радиальном направлении, соединительных канавок 22, разделенных в осевом направлении контактным пояском 24. Зона 50 соединения с трубой дополнительно включает расположенную в радиальном направлении, расширенную полость 26 и стенку 28, образующую упор для трубы. Стенка 28, образующая упор для трубы, препятствует перемещению вперед трубы, подлежащей обжатию в фитинге 40. Расширенная полость 26 обеспечивает место для избыточного материала трубы, куда он может проходить при пластическом течении во время процесса обжатия.
Расширенная полость 26 имеет входную боковую стенку 30, изогнутую зону 32 заполнения и заднюю стенку 34. Зона 32 заполнения проходит за стенку 28, образующую упор, чтобы обеспечить возможность прохода в нее избыточного материала трубы при его пластическом течении без создания чрезмерного осевого усилия, действующего на фитинг 40 в зоне 50 соединения с трубой. Задняя стенка 34 проходит под некоторым углом в сторону от стенки 28, образующей упор, чтобы обеспечить возможность входа материала при его пластическом течении в пространство 36 вместо того, чтобы он проходил прямо вверх к внутренней поверхности 46 фитинга 40. Размеры канавок 22, контактного пояска 24 и расширенной полости 28 могут быть выбраны в зависимости от конструктивных характеристик трубы 12 и фитинга 40. Угол наклона задней стенки 34 по отношению к стенке 28, образующей упор для трубы, также может быть выбран в зависимости от характеристик текучести материала трубы при его пластическом течении и от прочности фитинга 40 на разрыв в окружном направлении. Задняя стенка 34 может быть наклонена в сторону от стенки 28, образующей упор, под углом от приблизительно 10° до приблизительно 75° и в одном варианте осуществления под углом, составляющим приблизительно 45°.
Когда необходимо соединить вместе две трубы в процессе обжатия, фитинг 10 с охватывающим участком и фитинг 40 со сферическим концом располагают относительно труб так, как показано на фиг.4. Первую трубу 52 вставляют в зону 18 фитинга 10 с охватывающим участком, которая предназначена для приема трубы. Эту трубу направляют в сторону стенки 28 фитинга 10, образующей упор для трубы, до тех пор, пока она не войдет в контакт с поверхностью этой стенки. Вторую трубу 54 вставляют в зону 48 фитинга 40 со сферическим концом, которая предназначена для приема трубы. Эту трубу направляют в сторону стенки 28 фитинга 40, образующей упор для трубы, до тех пор, пока она не войдет в контакт с поверхностью этой стенки. После этого фитинг 10 обжимают на трубе 52, и фитинг 40 обжимают на трубе 54 путем использования обычных способов обжатия. Обычные способы обжатия могут предусматривать использование или обжимки с роликами или обжимки с эластичным баллоном и оправки, вставляемой в комбинацию фитинга и трубы и удаляемой после завершения процесса обжатия.
Фитинги 10 и 40 показаны на фиг.4 в положении, при котором они находятся рядом друг с другом перед обжатием. Однако соответствующие трубы и фитинги могут быть подвергнуты обжатию отдельно друг от друга и затем приближены друг к другу с обеспечением сообщения между ними перед окончательной сборкой. Можно видеть, что толщина стенок труб 52 и 54 по существу равномерна и стенки труб прямолинейны перед обжатием. Как показано на фиг.5, процесс обжатия вызывает деформацию труб вблизи канавок 22 и расширенной полости 26 и вызывает проход части материала труб в эти зоны вследствие пластического течения материала. Конструкция этих зон фитингов 10 и 40 с внутренним обжатием позволяет материалу труб в этих зонах проходить в надлежащем направлении без создания избыточного осевого усилия, действующего на фитинги. Кроме того, упор 28 препятствует дальнейшему смещению труб внутрь.
На фиг.5 показан один вариант осуществления соединения двух труб, обжатых с помощью фитингов с внутренним обжатием согласно настоящему изобретению. В частности, гайку 56 навинчивают на резьбу 58 фитинга 40, чтобы стянуть два фитинга вместе. Сопрягаемая поверхность 60 фитинга 10, предназначенная для приема сферического конца, устанавливается в контакте с сопрягаемой поверхностью 62 фитинга 40, предназначенной для входа в охватывающий участок. После этого гайку 56 затягивают на фитинге 40. Фитинг 10 втягивается в сторону фитинга 40, поскольку захватываемая стенка 64 охватывающего участка корпуса 12 захватывается кольцевым выступом 66 гайки по мере навинчивания гайки 56 на фитинг 40. Завинчивание обеспечивает скрепление двух фитингов вместе. В варианте осуществления настоящего изобретения, показанном на фиг.5, трубы 52 и 54 надежно соединены вместе, так что текучая среда может проходить между двумя трубами. Следует отметить, что альтернативный вариант осуществления фитинга 40 со сферическим концом может быть использован в качестве концевого элемента трубы 54 без соединения с другой трубой.
Показанные и описанные фитинги с внутренним обжатием, имеющие расширенную полость 26, обеспечивают возможность надежного обжатия труб, имеющих сравнительно высокую пластичность, без создания чрезмерного осевого усилия, действующего на эти фитинги. Кроме того, расширенная полость 26 в сочетании со стенкой 28, образующей упор, устраняет "втягивание" трубы внутрь во время процесса обжатия. Больше не требуется смещать трубы назад перед обжатием, поэтому муфты и операции надевания и снятия муфт устраняются.
Выше был описан усовершенствованный фитинг с внутренним обжатием. Несмотря на то, что были описаны конкретные варианты осуществления изобретения, для специалистов в данной области очевидно, что могут быть выполнены их различные модификации, не отходя от сущности и объема изобретения, определенных в приложенной формуле изобретения.



Изобретение относится к фитингам, присоединяемым к трубам путем обжатия. Фитинг имеет зону соединения с трубой, имеющую одну или более радиальных канавок и расширенную полость на конце, расположенном рядом с концом трубы, подлежащей обжатию. Расширенная полость принимает материал трубы при его пластическом течении в процессе обжатия при создании минимального осевого усилия, действующего на фитинг. Расширенная полость также имеет стенку, образующую упор и предназначенную для фиксации положения трубы в фитинге. Расширенная полость обеспечивает возможность обжатия труб, изготовленных из материалов, имеющих сравнительно высокую пластичность, без необходимости смещения труб назад относительно фитингов. Изобретение позволяет устранить необходимость в использовании муфты для обеспечения смещения труб назад во время обжатия. 2 н. и 7 з.п. ф-лы, 5 ил.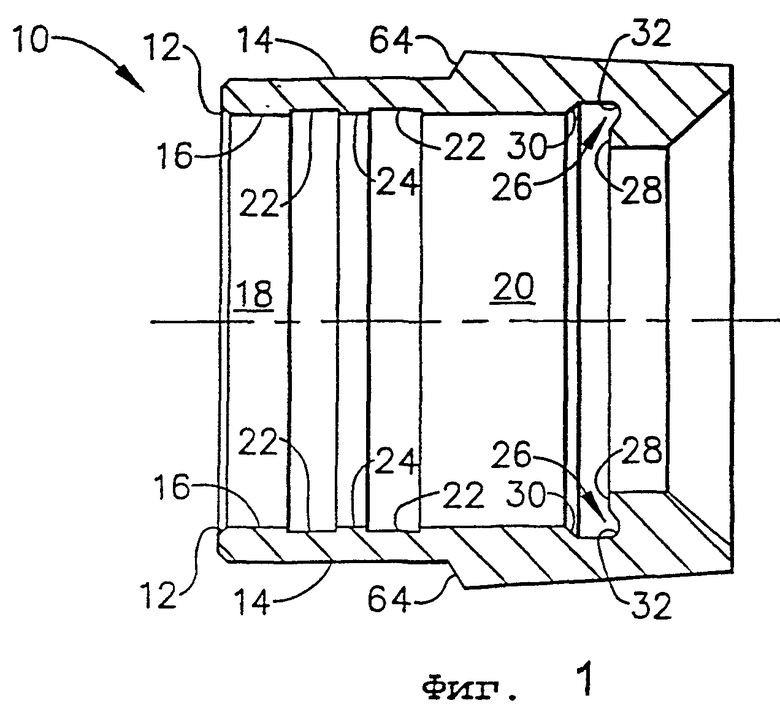
| US 4844517 A, 04.07.1989.US 3149860 A, 22.09.1964.US 1507138 A, 02.09.1924.GB 1408725 A, 01.10.1975.SU 974014 A, 15.11.1982.SU 1808064 A3, 07.04.1993.DE 19548185 A1, 26.06.1997. |

