Изобретения относятся к области машиностроения, а именно к технологии соединения гибких, эластичных полимерных труб с фитингами, и могут быть использованы, в частности, в системах наружного и внутреннего обогрева или охлаждения, а также горячего и холодного питьевого водоснабжения и отопления при соединении полимерных труб между собой посредством пластиковых фитингов, которые могут быть соединены с трубой за счет молекулярной памяти материала усадочной гильзы фитинга.
Из уровня техники известен узел соединения трубы и фитинга, выполненных из полимерного (пластикового) материала, содержащий штуцер фитинга, пластиковую трубу, охватывающую указанный штуцер, и усадочную гильзу, охватывающую конец указанной трубы в месте соединения со штуцером. При этом штуцер снабжен тремя кольцевыми выступами, имеющими в осевом сечении зубообразную форму, первый выступ размещен на конце штуцера, третий выступ контактирует с торцевой поверхностью конца трубы, а второй - расположен между первым и третьим выступами. Для осуществления соединения указанных элементов усадочную гильзу надевают на трубу, расширяют трубу специальным инструментом и размещают в трубе штуцер фитинга с обеспечением его обхвата трубой за счет усадки материала гильзы (см. патент РФ на полезную модель RU 109820, 27.10.2011).
Указанный соединительный узел и способ его получения могут быть реализованы в том случае, когда фитинг изготовлен из более жесткого материала по сравнению с материалом трубы (например: полифенилсульфон «PPSU», стеклонаполненный полиамид «ПА 610»). Однако данная технология не подходит для соединения материалов трубы и фитинга, выполненных из близких или идентичных по основным физико-химическим показателям материалов, поскольку в этом случае невозможно расширение конца трубы для последующей его усадки при использовании не эластичных видов пластика, либо может возникнуть деформация штуцера фитинга или его элементов, что отрицательно скажется на герметичности соединения.
Задачей заявленной группы изобретений является создание способа надежного соединения фитинга и трубы, выполненных из полимерных материалов с близкими или идентичными физико-химическими показателями: жесткостью, пластичностью, эластичностью, коэффициентами линейных удлинений, устойчивостью к механическому внешнему воздействию, устойчивостью к образованию медленных и быстрых трещин, длительной устойчивостью к воздействию используемых в системах температур и давлений теплоносителей и т.д.
Технический результат заявленной группы изобретений заключается в обеспечении длительной прочности, надежности и долговечности соединения фитинга и трубы, простоты монтажных работ и наглядной однозначности их качественного выполнения а также в расширении номенклатуры используемых материалов и, как следствие, снижении себестоимости изделий.
Указанный технический результат достигается в конструкции соединительного узла трубы и фитинга, содержащего полимерный штуцер фитинга, полимерную пластиковую трубу, охватывающую указанный штуцер, и полимерную усадочную гильзу, охватывающую конец указанной трубы в месте соединения со штуцером, при этом труба надета на штуцер фитинга путем ее расширения вместе с усадочной гильзой с обеспечением последующей обратной усадки материала гильзы, а штуцер выполнен с тремя основными кольцевыми выступами: первый из которых размещен на конце штуцера, третий выступ контактирует с торцевой поверхностью конца трубы, а второй - расположен между первым и третьим выступами, указанные выступы имеют цилиндрическую лицевую поверхность, штуцер фитинга имеет две зоны, ограниченные упомянутыми выступами: в первой зоне между первым и вторым выступами штуцер имеет форму конуса, сужающегося в направлении его конца, а во второй зоне, расположенной между вторым и третьим выступом, - форму конуса, расширяющегося в этом направлении, а усадочная гильза с одного конца снабжена двумя внутренними выступами, первый выступ по торцевой поверхности контактирует с торцевой поверхностью конца трубы, а второй выступ, имеющий большую высоту по сравнению с первым выступом, по торцевой поверхности контактирует с торцевой поверхностью третьего выступа штуцера.
Кроме того, указанный технический результат достигается в частных формах реализации соединительного узла за счет того, что:
- штуцер фитинга снабжен двумя дополнительными кольцевыми выступами, прилегающими к основным первому и второму выступам, соответственно, со стороны первой зоны, при этом дополнительные выступы имеют полукруглую лицевую поверхность,
- в первой зоне коническая поверхность штуцера сопряжена с торцевыми поверхностями дополнительных кольцевых выступов,
- во второй зоне коническая поверхность штуцера с одной стороны сопряжена с лицевой поверхностью второго выступа штуцера, а с другой - с торцевой поверхностью третьего выступа штуцера,
- первая и вторая зоны штуцера имеют одинаковую длину,
- штуцер снабжен дополнительными упорами, выполненными в виде выступов, контактирующих с внешней торцевой поверхностью гильзы.
Указанный технический результат также достигается в способе соединения фитинга и трубы, выполненных из полимерных материалов, за счет того, что он включает установку на трубу полимерной усадочной гильзы, расширение трубы с упомянутой гильзой и последующее размещение в трубе штуцера фитинга с обеспечением его фиксации за счет усадки материала гильзы и ее охвата штуцера трубой, при этом используют фитинг со штуцером, имеющим три основных кольцевых выступа: размещенный на конце штуцера первый выступ и расположенные за ним второй и третий выступы, причем соединение осуществляют с обеспечением после усадки материала гильзы контакта третьего выступа штуцера с торцевой поверхностью конца трубы, при этом используют усадочную гильзу, снабженную с одного конца двумя внутренними выступами, при этом при размещении в трубе штуцера фитинга обеспечивают контакт торцевой поверхности первого выступа гильзы с торцевой поверхностью конца трубы, а после усадки материала гильзы - контакт торцевой поверхности второго выступа гильзы, имеющего большую высоту по отношению к первому, с торцевой поверхностью третьего выступа штуцера фитинга, причем используют штуцер, который имеет две зоны, ограниченные упомянутыми выступами, в первой зоне между первым и вторым выступами штуцер имеет форму конуса, сужающегося в направлении его конца, а во второй зоне, расположенной между вторым и третьим выступами, - конуса, расширяющегося в этом направлении.
Кроме того, указанный технический результат достигается в частных формах реализации способа за счет того, что:
- используют фитинг со штуцером, снабженным двумя дополнительными кольцевыми выступами, прилегающими к основным первому и второму выступам, соответственно, со стороны первой зоны, при этом дополнительные выступы имеют полукруглую лицевую поверхность,
- используют фитинг, в котором в первой зоне коническая поверхность штуцера сопряжена с торцевыми поверхностями дополнительных кольцевых выступов,
- используют фитинг, в котором во второй зоне коническая поверхность штуцера с одной стороны сопряжена с лицевой поверхностью второго выступа штуцера, а с другой - с торцевой поверхностью третьего выступа штуцера,
- используют фитинг, в котором упомянутые первая и вторая зоны штуцера имеют одинаковую длину,
- используют фитинг, в котором штуцер снабжен дополнительными упорами, выполненными в виде выступов, при этом при размещении штуцера фитинга в трубе обеспечивают контакт указанных упоров с внешней торцевой поверхностью гильзы.
Конструкция заявленного соединительного узла схематично показана на фиг.1.
Узел включает полимерный штуцер 1 фитинга, полимерную пластиковую трубу 2, охватывающую указанный штуцер 1, и усадочную гильзу 3, охватывающую конец указанной трубы 2 в месте соединения со штуцером 1.
Штуцер выполнен с тремя основными кольцевыми выступами 4, 5, 6, имеющими цилиндрическую лицевую поверхность, т.е. в осевом сечении граница выступов, контактирующая с трубой 2, является прямолинейной. Первый выступ 4 размещен непосредственно на конце штуцера 1, далее за ним выполнены второй 5 и третий 6 выступы. При этом третий 6 выступ контактирует по торцевой поверхности (по отношению трубе) с торцевой поверхностью конца трубы 2. Третий выступ 6 может быть выполнен с фаской со стороны, не контактирующей с торцом трубы 2. Упомянутые выступы 4, 5, 6 могут иметь почти одинаковую высоту.
Указанные выступы разделяют фитинг на две зоны 7 и 8. В первой зоне 7 между первым 4 и вторым 5 выступами штуцер 1 имеет коническую форму (форму усеченного конуса), сужающуюся в направлении его конца (на фиг.1 влево).
Во второй зоне 8, расположенной между вторым 5 и третьим 6 выступами, штуцер 1 имеет форму усеченного конуса, расширяющегося в направлении конца штуцера. При этом коническая поверхность сопряжена с лицевой поверхностью второго выступа 5 (т.е. плавно переходит на данный выступ) и с торцевой поверхностью третьего выступа 6 штуцера (переходит в выступ 6 ступенчато).
Предпочтительно, чтобы зоны 7 и 8 штуцера фитинга имели почти одинаковую длину.
Кроме того, штуцер 1 может быть снабжен дополнительными кольцевыми выступами 12 и 13 с полукруглой формой профиля (с полукруглой лицевой поверхностью в осевом сечении). При этом дополнительный выступ 12 прилегает к первому основному выступу 4 со стороны первой зоны 7, а дополнительный выступ 13 - к второму выступу 5 также со стороны первой 7 зоны. В случае наличия данных выступов коническая поверхность первой зоны 7 сопрягается с торцевыми поверхностями дополнительных выступов 12 и 13 (переходит в выступы ступенчато), т.е выполнена в виде канавки (см. фиг. 1).
На штуцере могут быть также выполнены дополнительные упоры в виде выступов в форме «крылышек», которые при соединении контактируют с торцевой поверхностью гильзы с ее внешней стороны. Данные упоры 11 упрощают позиционирование штуцера 1 в трубе 2.
Усадочная гильза 3 до соединения имеет цилиндрическую форму со сквозным цилиндрическим отверстием, расположенным по оси гильзы, диаметр которого равен наружному диаметру соединяемой трубы. С одной стороны, по торцу, отверстие гильзы 3 заужено в своем сечении двумя внутренними кольцевыми выступами 9 и 10. Первый выступ 9 по своей торцевой поверхности контактирует с торцевой поверхностью трубы 2, являясь упором, ограничивающим ее продвижение внутри гильзы 3 в момент их соединения. Второй выступ 10, расположенный непосредственно на краю гильзы и имеющий большую высоту по отношению к первому выступу 9 гильзы, контактирует по своей торцевой поверхности с торцевой поверхностью третьего выступа 6 штуцера 1 фитинга и тем самым фиксирует гильзу 3 в неподвижном состоянии на штуцере 1 в момент ее сжатия, зацепляясь за соответствующий выступ 6, что предотвращает сползание в результате воздействия повышенных показателей температуры и давления теплоносителя, а также является визуальным маяком качественного выполненного соединения - если гильза находится на своем месте, то соединение гарантирует соответствие заявленным эксплуатационным параметрам системы.
Заявленный способ соединения реализуется следующим образом.
На трубу 2 надевают усадочную гильзу 3 до упора так, чтобы торцевая поверхность конца трубы контактировала с торцом первого выступа 9 гильзы 3. Затем трубу 2 вместе с гильзой 3 расширяют с помощью специального расширителя за счет пластической деформации материалов трубы 2 и гильзы 3. В образовавшееся расширенное отверстие трубы 2 вводят штуцер 1 фитинга, перемещение которого ограничивают упоры 11.
После этого начинается естественная усадка материала гильзы 3 за счет молекулярной памяти материала усадочной гильзы 3 с восстановлением ее прежней формы.
При этом в первой зоне 7 штуцера 1, имеющей описанную конфигурацию, обеспечивается прогибание стенки трубы 2 под действием сжатия усадочной гильзы 3 и образование надежного упора от сползания в первом кольцевом выступе 4. Во второй зоне 8 штуцера 1 за счет ее описанной конфигурации обеспечивается фиксация трубы под действием сжатия гильзы 3 с увеличением коэффициента трения скольжения трубы 2 по штуцеру 1. При этом обеспечивается контакт третьего выступа 6 штуцера 1 по торцевым поверхностям с торцом конца трубы 2 и внутренней торцевой поверхностью второго выступа 10 гильзы, а по лицевой поверхности третьего выступа 6 с лицевой поверхностью первого выступа 9 гильзы 3. При этом третий выступ 6 штуцера обеспечивает дополнительную фиксацию гильзы от сползания.
В результате образуется прочное и надежное неразъемное соединение трубы 2 и штуцера 1.
Указанная технология исключает необходимость изготовления фитинга из более жесткого и соответственно более хрупкого полимерного материала, т.е. соединяемая полимерная труба и полимерный фитинг могут быть изготовлены либо из одного и того же материала, либо могут иметь похожую плотность материалов, что в свою очередь позволяет добиться одинакового коэффициента температурного расширения соединяемой трубы и фитинга в процессе эксплуатации. В частности, труба и штуцер могут быть изготовлены из полиэтиленов РЕ-Х (PE-Xb Isoplas P501) и PE-RT (SP980). Усадочная гильза может быть выполнена из РЕ-Х (PE-Xb Isoplas P602).
Таким образом, заявленные соединительный узел и способ соединения обеспечивают повышение прочности и надежности соединения деталей по сравнению с известными аналогами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ СОЕДИНЕНИЯ И ШТУЦЕР ДЛЯ НЕГО | 2009 |
|
RU2408814C1 |
| УЗЕЛ СОЕДИНЕНИЯ ЭЛЕМЕНТА ТРУБОПРОВОДНОЙ АРМАТУРЫ С ТРУБОЙ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И ЭЛЕМЕНТ ТРУБОПРОВОДНОЙ АРМАТУРЫ ДЛЯ НЕГО | 2012 |
|
RU2483238C1 |
| ЗАПРЕССОВАННЫЙ ШТУЦЕР ДЛЯ СОЕДИНЕНИЯ ТРУБ И ИНСТРУМЕНТ ДЛЯ ЗАПРЕССОВАННОГО ШТУЦЕРА | 2014 |
|
RU2625326C2 |
| СОЕДИНЕНИЕ ТРУБОПРОВОДОВ | 2008 |
|
RU2374547C1 |
| Соединительный элемент труб из полипропилена | 2020 |
|
RU2737990C1 |
| УЗЕЛ СОЕДИНЕНИЯ ПОЛИМЕРНОЙ ТРУБЫ | 2012 |
|
RU2484353C1 |
| СОЕДИНИТЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ТРУБ, СПОСОБ СОЕДИНЕНИЯ ТРУБЫ С ФИТИНГОМ, ГАЙКА И ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2482373C1 |
| ВСТАВНАЯ МУФТА | 2002 |
|
RU2277666C2 |
| СПОСОБ СОЕДИНЕНИЯ СВАРКОЙ ТРУБЫ С МУФТОВЫМ ЭЛЕМЕНТОМ, ИЗГОТОВЛЕННЫХ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА, И УЗЕЛ СВАРНОГО СОЕДИНЕНИЯ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2012 |
|
RU2503540C2 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
Изобретения относятся к технологии соединения полимерных труб с фитингами. Узел соединения фитинга с трубой содержит полимерный штуцер фитинга, полимерную пластиковую трубу, охватывающую указанный штуцер, и полимерную усадочную гильзу, охватывающую конец указанной трубы в месте соединения со штуцером. При этом труба надета на штуцер фитинга путем ее расширения вместе с усадочной гильзой с обеспечением последующей усадки материала гильзы, а штуцер выполнен с тремя кольцевыми выступами: первый из которых размещен на конце штуцера, третий выступ контактирует с торцевой поверхностью конца трубы, а второй - расположен между первым и третьим выступами. Указанные выступы имеют цилиндрическую лицевую поверхность. Штуцер фитинга имеет две зоны, ограниченные упомянутыми выступами: в первой зоне между первым и вторым выступами штуцер имеет форму конуса, сужающегося в направлении его конца, а во второй зоне, расположенной между вторым и третьим выступом, - форму конуса, расширяющегося в этом направлении. Усадочная гильза с одного конца снабжена двумя внутренними выступами, первый выступ по торцевой поверхности контактирует с торцевой поверхностью конца трубы, а второй выступ, имеющий большую высоту по сравнению с первым выступом, по торцевой поверхности контактирует с торцевой поверхностью третьего выступа штуцера. Технический результат - повышение надежности соединения фитинга и трубы. 2 н. и 10 з.п. ф-лы, 1 ил.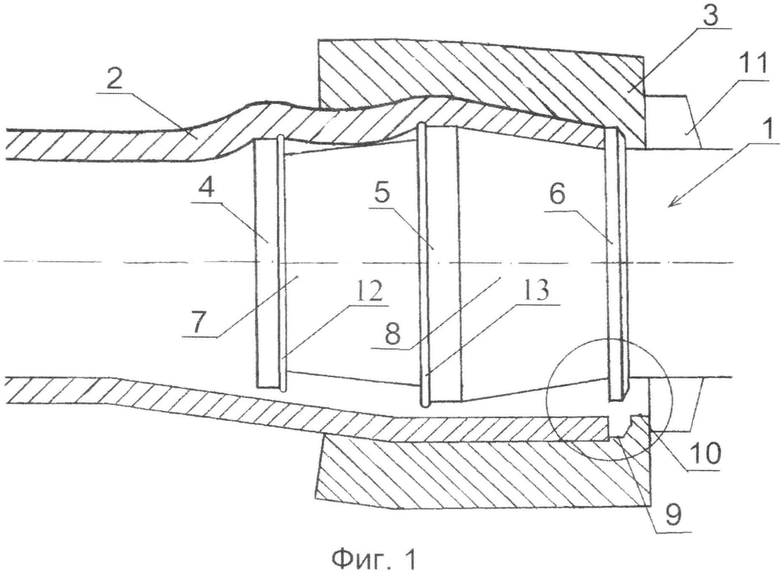
1. Узел соединения трубы и фитинга, содержащий
полимерный штуцер (1) фитинга,
полимерную пластиковую трубу (2), охватывающую указанный штуцер (1), и
полимерную усадочную гильзу (3), охватывающую конец указанной трубы (2) в месте соединения со штуцером (1),
при этом труба (2) надета на штуцер (1) фитинга путем ее расширения вместе с усадочной гильзой (3) с обеспечением последующей усадки материала гильзы (3),
а штуцер (1) выполнен с тремя основными кольцевыми выступами, первый (4) из которых размещен на конце штуцера (1), третий (6) выступ контактирует с торцевой поверхностью конца трубы (2), а второй (5) - расположен между первым (4) и третьим (6) выступами,
отличающийся тем, что
указанные выступы (4, 5, 6) имеют цилиндрическую лицевую поверхность,
штуцер (1) фитинга имеет две зоны (7, 8), ограниченные упомянутыми выступами (4, 5, 6): в первой зоне (7) между первым (4) и вторым (5) выступами штуцер (1) имеет форму конуса, сужающегося в направлении его конца, а во второй зоне (8), расположенной между вторым (5) и третьим (6) выступами, - форму конуса, расширяющегося в этом направлении,
а усадочная гильза (3) с одного конца снабжена двумя внутренними выступами (9, 10), первый (9) выступ по торцевой поверхности контактирует с торцевой поверхностью конца трубы (2), а второй (10) выступ, имеющий большую высоту по сравнению с первым (9) выступом, по торцевой поверхности контактирует с торцевой поверхностью третьего (6) выступа штуцера (1).
2. Узел по п. 1, отличающийся тем, что штуцер (1) фитинга снабжен двумя дополнительными кольцевыми выступами (12) и (13), прилегающими к основным первому (4) и второму (5) выступам соответственно со стороны первой (7) зоны, при этом дополнительные выступы имеют полукруглую форму профиля.
3. Узел по п. 2, отличающийся тем, что в первой зоне (7) коническая поверхность штуцера (1) сопряжена с торцевыми поверхностями дополнительных кольцевых выступов (12) и (13).
4. Узел по п. 1, отличающийся тем, что во второй зоне (8) коническая поверхность штуцера (1) с одной стороны сопряжена с лицевой поверхностью второго (5) выступа штуцера (1), а с другой - с торцевой поверхностью третьего (6) выступа штуцера.
5. Узел по любому из пп. 1-4, отличающийся тем, что упомянутые первая (7) и вторая (8) зоны штуцера (1) имеют одинаковую длину.
6. Узел по любому из пп. 1-4, отличающийся тем, что штуцер (1) снабжен дополнительными упорами (11), выполненными в виде выступов, контактирующих с внешней торцевой поверхностью гильзы (3).
7. Способ соединения фитинга и трубы, выполненных из полимерных материалов, включающий:
установку на трубу (2) полимерной усадочной гильзы (3),
расширение трубы (2) с упомянутой гильзой (3)
и последующее размещение в трубе (2) штуцера (1) фитинга с обеспечением его фиксации за счет усадки материала гильзы (3) и ее охвата штуцера (1) трубой (2),
при этом используют фитинг со штуцером (1), имеющим три кольцевых выступа (4, 5, 6): размещенный на конце штуцера (1) первый выступ (4) и расположенные за ним второй (5) и третий (6) выступы, причем соединение осуществляют с обеспечением после усадки материала гильзы (3) контакта третьего (6) выступа штуцера (1) с торцевой поверхностью конца трубы (2), отличающийся тем, что
используют усадочную гильзу (3), снабженную с одного конца двумя внутренними выступами (9, 10), при этом при размещении в трубе (2) штуцера (1) фитинга обеспечивают контакт торцевой поверхности первого (9) выступа гильзы (3) с торцевой поверхностью конца трубы (2), а после усадки материала гильзы (3) - контакт торцевой поверхности второго (10) выступа гильзы, имеющего большую высоту по отношению к первому (9), с торцевой поверхностью третьего (6) выступа штуцера (1) фитинга,
причем используют фитинг, штуцер (1) которого имеет две зоны (7, 8), ограниченные упомянутыми выступами (4, 5, 6), в первой зоне (7) между первым (4) и вторым (5) выступами штуцер (1) имеет форму конуса, сужающегося в направлении его конца, а во второй зоне (7), расположенной между вторым (5) и третьим (6) выступами, - конуса, расширяющегося в этом направлении.
8. Способ по п. 7, отличающийся тем, что используют фитинг со штуцером (1), снабженным двумя дополнительными кольцевыми выступами (12) и (13), прилегающими к основным первому (4) и второму (5) выступам, соответственно, со стороны первой (7) зоны, при этом дополнительные выступы (12) и (13) имеют полукруглую форму профиля.
9. Способ по п. 8, отличающийся тем, что используют фитинг, в котором в первой зоне (7) коническая поверхность штуцера (1) сопряжена с торцевыми поверхностями дополнительных кольцевых выступов (12) и (13).
10. Способ по п. 7, отличающийся тем, что используют фитинг, в котором во второй зоне (8) коническая поверхность штуцера (1) с одной стороны сопряжена с лицевой поверхностью второго (5) выступа штуцера (1), а с другой - с торцевой поверхностью третьего (6) выступа штуцера (1).
11. Способ по любому из пп. 7-10, отличающийся тем, что используют фитинг, в котором упомянутые первая (7) и вторая (8) зоны штуцера (1) имеют одинаковую длину.
12. Способ по любому из пп. 7-10, отличающийся тем, что используют фитинг, в котором штуцер (1) снабжен дополнительными упорами (11), выполненными в виде выступов, при этом при размещении штуцера (1) фитинга в трубе (2) обеспечивают контакт указанных упоров (11) с внешней торцевой поверхностью гильзы (3).
| Стенд для моделирования динамических процессов железнодорожного подвижного состава | 1957 |
|
SU109820A1 |
| Опора для ящиков, служащих для выращивания растений | 1932 |
|
SU36719A1 |
| Устройство для обжатия муфт на концахшлАНгОВ пРи зАКРЕплЕНии B НиХ НиппЕлЕй | 1979 |
|
SU853275A1 |
| МУФТОВОЕ СОЕДИНЕНИЕ | 1966 |
|
SU211489A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 5961157 A1, 05.10.1999 | |||

