Изобретение относится к области машиностроения, а точнее к муфтовым соединениям соприкасающихся торцами валов, предназначенным для передачи крутящего момента.
Для передачи вращающегося момента от привода к рабочему органу (валку прокатного стана) используются фланцевые муфты ГОСТ 20761-75. Момент в них от одной полумуфты к другой передается за счет соединительных болтов, которые для нагруженных соединений выполняются по посадке без зазора и работают на срез. Болты выполняют также функцию центрирования фланцев и центральных отверстий относительно друг друга. При значительных нагрузках болтовое соединение быстро выходит из строя при смятии тела фланца и появлении зазоров в посадке болтов, что приводит к одновременной потере центрирования фланцев.
Известна жесткая фланцевая муфта для соединения валов, см. патент РСТ № WO 99/41513, М. кл. F 16 D 1/033, 1/076, заявл. 11.02.1999 г., опубл. 09.08.99 г.
Известная муфта содержит две полумуфты с профильными торцевыми зубьями типа "Херт". Зубья выполнены с несимметричным профилем и прямыми участками.
Недостатком этой муфты является невозможность передавать реверсивную нагрузку, характерную для прокатных станов, обусловленную несимметричным профилем зубьев, и сложность изготовления, так как для изготовления несимметричных зубьев требуется специальный инструмент.
Из известных жестких фланцевых муфт для соединения валов наиболее близкой по технической сущности является муфта, описанная а.с. СССР №182995, М. кл. F 16 D 1/00, заявл. 30.09.1964 г., опубл. 09.06.1966 г.
Эта муфта содержит две полумуфты с зубьями треугольного профиля на торцах их фланцев, при этом зубья одной полумуфты смещены относительно зубьев другой полумуфты.
Крутящий момент передается одной профильной поверхностью зубьев, а другая выполнена с зазором.
Недостаток известной конструкции муфты заключается в том, что между профилями зубьев имеется зазор. Для тяжело нагруженных муфт такой зазор приведет к быстрой потере работоспособности всей муфты, то есть к снижению ее надежности и долговечности, что особенно важно при реверсивной работе, характерной для ряда прокатных станов.
Другим недостатком известной конструкции муфты является то, что для смещения профилей зубьев одной полумуфты относительно другой требуется дополнительный инструмент и дополнительная подналадка оборудования в процессе обработки.
Задача настоящего изобретения состоит в создании конструкции жесткой фланцевой муфты для соединения валов, позволяющей повысить надежность и долговечность при реверсивной работе тяжело нагруженных механизмов за счет исключения зазора в зацеплении.
Поставленная задача достигается тем, что в жесткой фланцевой муфте для соединения валов, содержащей расположенные на общей оси две полумуфты с зубьями треугольного профиля на торцах их фланцев, согласно изобретению зубья треугольного профиля выполнены с геометрическими параметрами, которые связаны следующими аналитическими зависимостями:
β=arctg[sin(180/z)·cos(α/2)],

где β - угол наклона вершин зубьев в сечении, проходящем через ось муфты и линию вершин зубьев, равный углу наклона впадин зубьев;
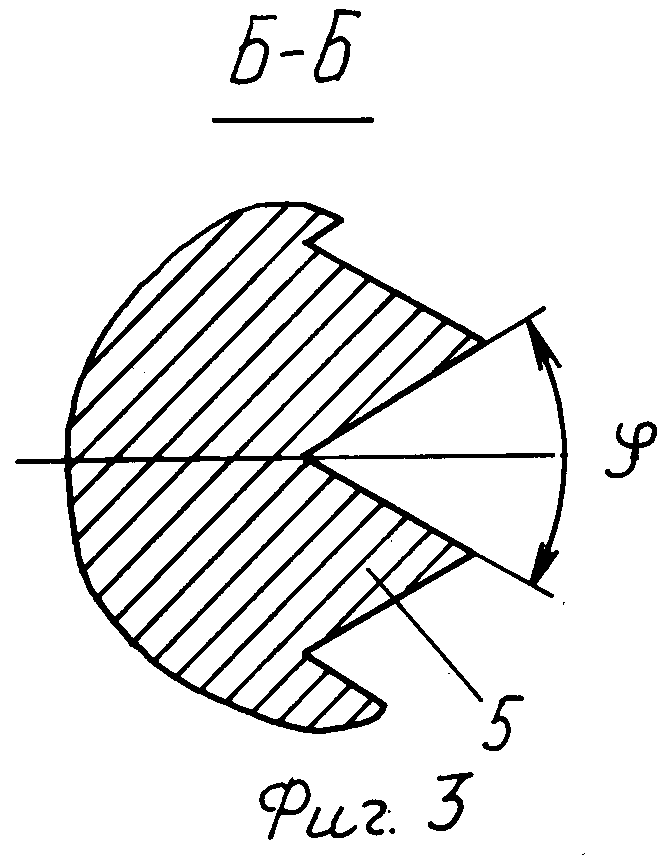
ϕ - угол профиля зубьев в сечении, перпендикулярном линии впадин;
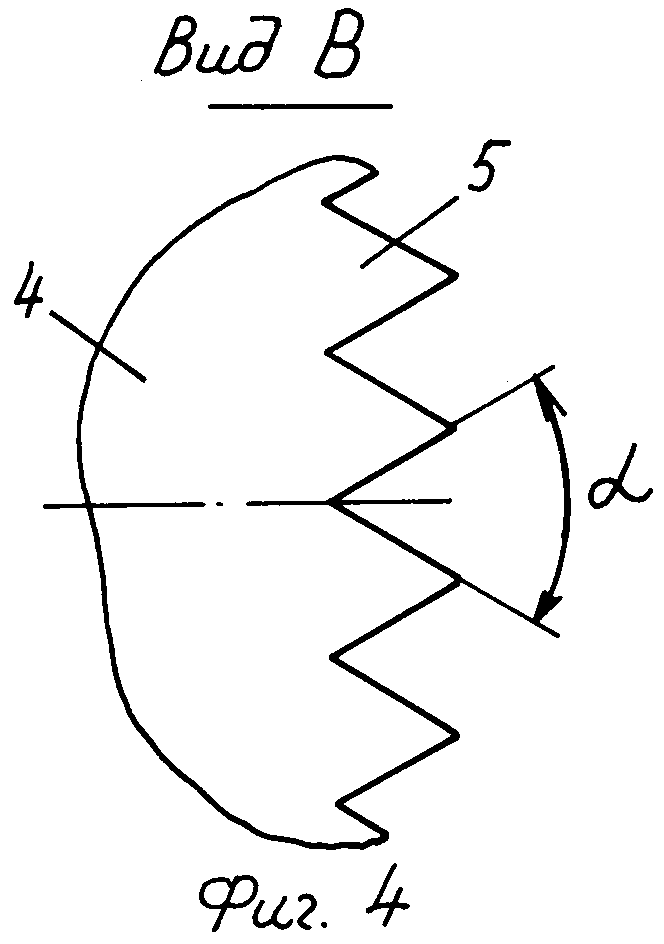
α - угол профиля зубьев в сечении, параллельном оси муфты;
z - число зубьев на каждом торце полумуфты.
Такое конструктивное выполнение жесткой фланцевой муфты для соединения валов позволит повысить ее надежность и долговечность при реверсивной работе тяжело нагруженных механизмов за счет исключения зазоров в зацеплении. При этом крутящий момент передается боковыми поверхностями всех зубьев, кроме того, геометрия зацепления обеспечивает взаимное центрирование за счет двух конических сопряжений (по профилю зубьев и по вершинам и впадинам зубьев).
Предлагаемая жесткая муфта передает значительные крутящие моменты за счет большой площади контакта сопрягаемых зубьев и беззазорного соединения их профилей.
Кроме того, предлагаемая муфта быстроразъемная, так как для вывода зубьев из зацепления полумуфты достаточно сдвинуть на незначительную величину, что важно для сокращения простоев прокатных станов при перевалке валков.
Муфта проста в изготовлении, так как не требует сложных зуборезных станков со сложной кинематикой, изготовление возможно на универсальных фрезерных и расточных станках.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, где
на фиг.1 изображена жесткая фланцевая муфта для соединения валов;
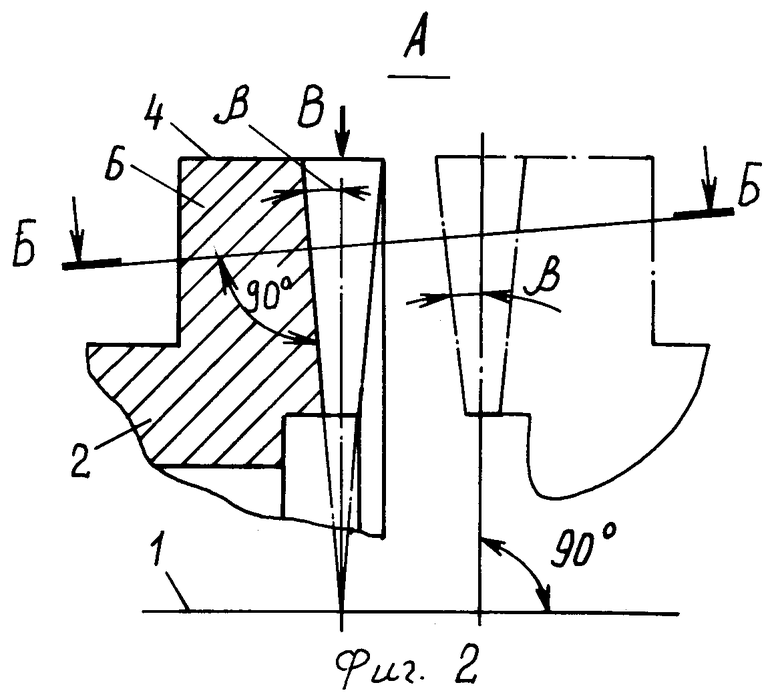
на фиг.2 - место А на фиг.1, полумуфты разведены;
на фиг.3 - разрез Б-Б на фиг.2;
на фиг.4 - вид по стрелке В на фиг.2 (развертка цилиндрической поверхности).
Жесткая фланцевая муфта для соединения валов содержит расположенные на общей оси 1 две полумуфты 2, 3 с наружными цилиндрическими поверхностями 4 и с зубьями 5 треугольного профиля на торцах их фланцев 6. Выступы зубьев одного фланца сопрягаются со впадинами зубьев другого фланца. Зубья 5 треугольного профиля выполнены с геометрическими параметрами, связанными следующими аналитическими зависимостями:
β=arctg[sin(180/z)·cos(α/2)],
где β - угол наклона вершин зубьев в сечении, проходящем через ось муфты и линию вершин зубьев, равный углу наклона впадин зубьев;
ϕ - угол профиля зубьев в сечении, перпендикулярном линии впадин;
α - угол профиля зубьев в сечении, параллельном оси муфты;
z - число зубьев на каждом торце полумуфты.
Форма зубьев рассчитана таким образом, что центрирование происходит по боковым рабочим поверхностям зубьев, которые наклонены в двух плоскостях: по профилю зубьев (угол α) и по вершинам зубьев (угол β).
Пример конкретного выполнения.
Геометрические соотношения элементов зубьев задаются следующими параметрами:
α - угол профиля зубьев в сечении, параллельном оси муфты, α=60°;
z - число зубьев задается конструктивно исходя из технологических возможностей универсальных делительных устройств, входящих в состав металлорежущих станков, желательно выбрать число зубьев с большим числом делителей, кратным 2, 3, 5: принимаем z=48;
D - наружный диаметр фланца принимаем конструктивно исходя из габаритов соединяемых механизмов; D=250 мм,
- рассчитываем хорду на наружном диаметре:
t=D·sin(180/z)=250·sin3,25°=16,351 мм
- рассчитываем высоту зуба на наружном диаметре исходя из угла профиля:
h=t·cos(α/2)=16,351·cos30°=14,160 мм
рассчитываем угол наклона вершин зубьев и равный ему угол наклона впадин зубьев исходя из геометрического соотношения, при этом линия вершин зубьев пересекается с линией впадин зубьев и линией симметрии зубьев в центре муфты, задаваемом диаметром центрального отверстия и наружным диаметром:

тогда 
- рассчитываем угол профиля в сечении, перпендикулярном линии впадин, для нарезания впадин зубьев (угол заточки фрезы):
tg(ϕ/2)=t/2·h·cos(β)=16,351/2·14,160·cos 3°14'30"=0,578291
после математических преобразований получаем:
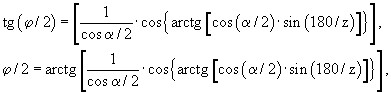
ϕ=2·30,04°=60,08°=60°04'51".
Жесткая фланцевая муфта работает следующим образом.
Крутящий момент передается боковыми поверхностями всех зубьев 5, при этом геометрия зацепления обеспечивает взаимное центрирование полумуфт.
Геометрические линии впадин и вершин пересекаются на оси обеих полумуфт в одной общей точке.
Взаимное центрирование двух полумуфт осуществляется за счет выполнения профилей зубьев наклонными в двух плоскостях: в сечении, параллельном оси муфты - угол α; в сечении, проходящем через ось муфты - угол β.
Для вывода зубьев из зацепления полумуфты достаточно сдвинуть по оси на незначительную величину, равную высоте зуба.
Предложенная жесткая фланцевая муфта для соединения валов по сравнению с известными позволяет повысить надежность и долговечность при реверсивной работе тяжело нагруженных механизмов за счет исключения зазора в зацеплении.
Кроме того, эта жесткая фланцевая муфта самоцентрирующая, быстроразъемная и проста в изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБЧАТАЯ МУФТА | 2003 |
|
RU2241151C1 |
| МУФТА ДЛЯ СОЕДИНЕНИЯ РОТОРОВ ТУРБИН И СПОСОБ ЕЕ СБОРКИ | 1996 |
|
RU2117195C1 |
| ФРИКЦИОННАЯ МУФТА | 1993 |
|
RU2097619C1 |
| КУЛАЧКОВАЯ МУФТА | 2013 |
|
RU2528510C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СОЕДИНЕНИЕ РАБОЧЕГО КОЛЕСА С ВАЛ-ШЕСТЕРНЕЙ НА ТОРЦЕВЫХ ЗУБЬЯХ (ВАРИАНТЫ) | 2011 |
|
RU2480632C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |
| Зубчатый венец | 1987 |
|
SU1481524A1 |
| Муфта включения | 1986 |
|
SU1355791A1 |
| ШАРНИРНОЕ УСТРОЙСТВО | 2002 |
|
RU2235228C2 |
Изобретение относится к общему машиностроению, в частности к муфтовым соединениям соприкасающихся торцами валов, предназначенных для передачи крутящего момента. Жесткая фланцевая муфта для соединения валов содержит расположенные на общей оси две полумуфты с зубьями треугольного профиля на торцах их фланцев. Зубья выполнены с геометрическими параметрами, связанными следующими аналитическими зависимостями:


где β - угол наклона вершин зубьев в сечении, проходящем через ось муфты и линию вершин зубьев, равный углу наклона впадин зубьев; ϕ - угол профиля зубьев в сечении, перпендикулярном линии впадин; α - угол профиля зубьев в сечении, параллельном оси муфты; z - число зубьев на каждом торце полумуфты. Крутящий момент передается боковыми поверхностями зубьев; при этом геометрия зацепления обеспечивает взаимное центрирование полумуфт. Технический результат заключается в повышении надежности и долговечности за счет исключения зазора в зацеплении, а также в простоте изготовления и удобстве самоцентрирования и разъема. 4 ил.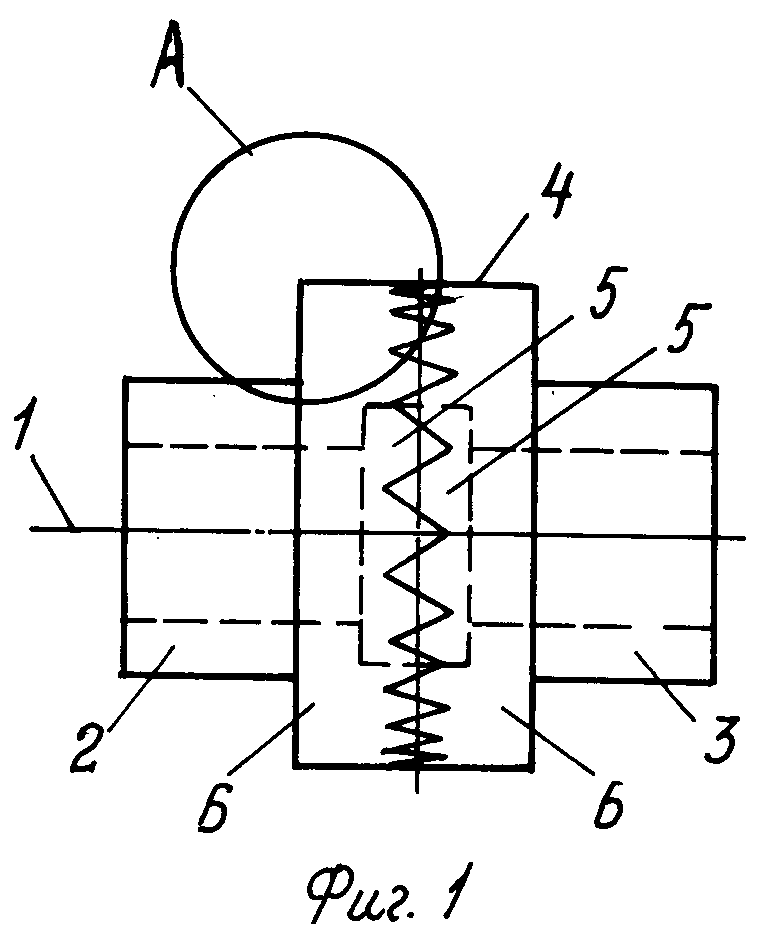
Жесткая фланцевая муфта для соединения валов, содержащая расположенные на общей оси две полумуфты с зубьями треугольного профиля на торцах их фланцев, отличающаяся тем, что зубья треугольного профиля выполнены с геометрическими параметрами, которые связаны следующими аналитическими зависимостями:

где β - угол наклона вершин зубьев в сечении, проходящем через ось муфты и линию вершин зубьев, равный углу наклона впадин зубьев;
ϕ - угол профиля зубьев в сечении, перпендикулярном линии впадин;
α - угол профиля зубьев в сечении, параллельном оси муфты;
z - число зубьев на каждом торце полумуфты.
| WO 9941513 A1, 19.08.1999 | |||
| ШЛИЦЕВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 0 |
|
SU182995A1 |
| Зубчатое торцовое соединение | 1985 |
|
SU1368521A1 |
| EP 1178231 A2, 06.02.2002 | |||
| FR 1154629 A, 14.04.1958 | |||
| JP 52154950 A, 23.12.1977 | |||
| JP 58178022 А, 18.10.1983. | |||

