строению и предназначено для жесткого соединения деталей.
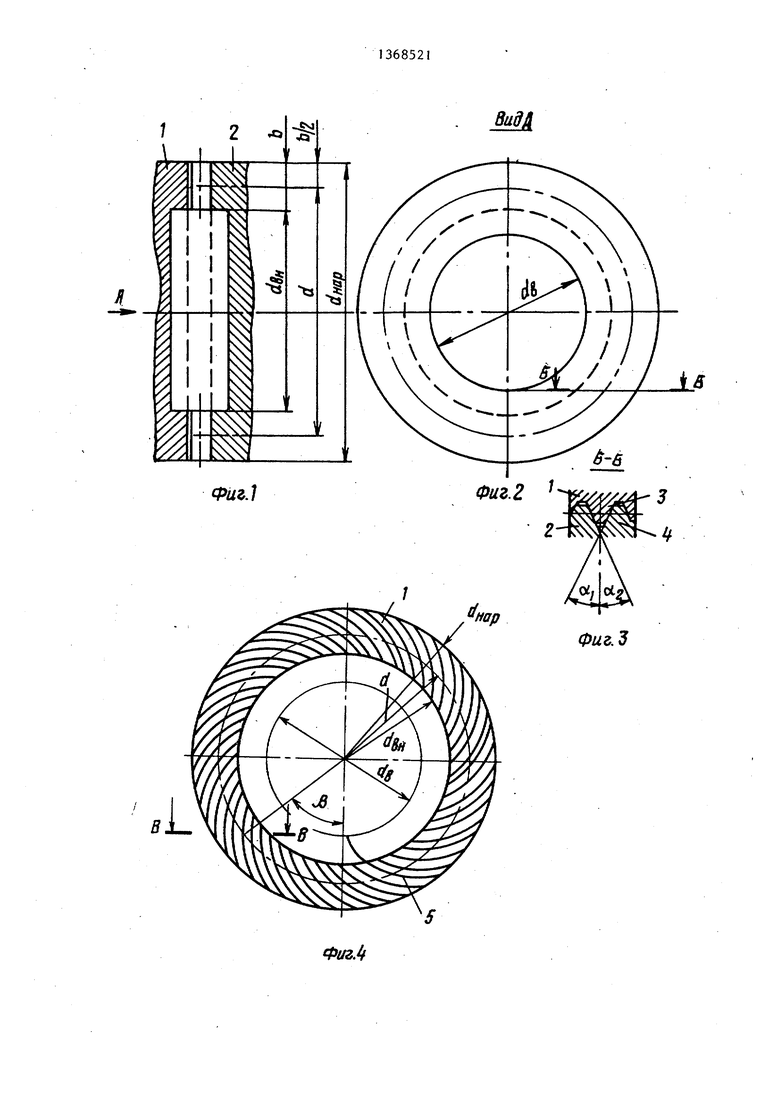
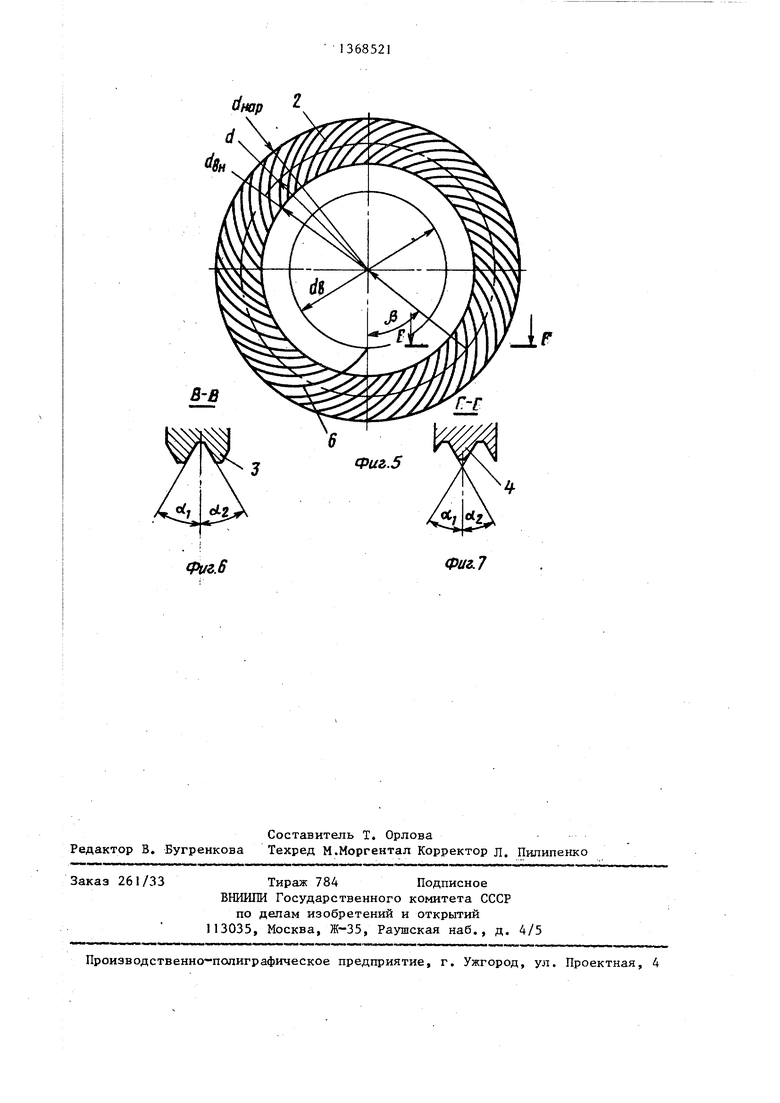
Целью изобретения является повы- шение нагрузочной способности и технологичности изготовления. I На фиг. 1 представлен осевой раз- |мер соединения; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вид с торца на левую соединяемую деталь; на фиг. 5 - то же, на правую деталь; на фиг. 6 - разрез В-В на фиг. 4; на фиг. 7 - разрез Р-Г на фиг; 5.
Зубчатое торцовое соединение содержит сопрягаемые полумуфты 1 и 2 с зубьями 3 и 4. Линии зубьев 3 и 4 представляют собой эвольвенты 5 и 6 окружности dg, направленные в проти- воположные стороны. Профильные углы зубьев Л, и oij в общем случае не рав ны между собой, а в частном могут быть равны. Профили зубьев имеют одинаковые размеры во всех нормальных к линий зубьев сечениях.
Углы спирали линии зубьев равны: на внутреннем диаметре dgH 3 а
arccos
arccos
BИ
d :- Ъ
среднем диаметре d |3 на наружном диаметре d
iL
Йнс
arccos
Т - 1вц) - рабочая ширина.
arccos
2 нар вн
Соединение работает следующим об- |разом.
; Зубья 3 и 4 полумуфт 1 и 2 вводят- в зацепление. Вращающий момент пе
верхностей зубьев.
Повышение производительности обработки и точности окружных шагов зубьев деталей достигается тем, что ., при обрдботке используется метод обката реечным зубообрабатывающим инструментом, червячной фрезой или червячным абразивным кругом. При этом ось вращения инструмента должна быть параллельна плоскости торца детали, а режущая кромка инструмента должна перемещаться в плоскости касательной к цилиндру диаметром d.
Соединение вследствие постоянных размеров профиля зубьев в любом нормальном линии зубьев сечении и повышенной точности обработки имеет более равномерное распределение нагрузки по длине зубьев и между зубьями, а поэтому обладает повьшзенной нагрузочной способностью.
Формула изобретения
Зубчатое торцовое соединение, содержащее две фланцевые полумуфты с сопрягаемыми криволинейными зубьями на торцах, отличающееся тем, что, с целью повышения нагрузочной способности и технологичности изготовления, линия зубьев очерчена по эвольвенте окружности, направление развернутости которой на сопрягаемых полумуфтах противоположное, а профиль зубьев во всех нормальных к линии зуба сечениях имеет одинаковые размеры.
Mi
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Червячная передача | 1983 |
|
SU1128020A1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИПЕРБОЛОИДНЫХ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2341357C2 |
| ЦИЛИНДРИЧЕСКАЯ ПРЯМОЗУБАЯ ПЕРЕДАЧА С ПОЛУЭВОЛЬВЕНТНЫМИ ПРОФИЛЯМИ ЗУБЬЕВ | 2011 |
|
RU2481516C1 |
| Инструмент для правки абразивных кругов | 1990 |
|
SU1750937A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| РОТОРНЫЙ ПОДШИПНИК КАЧЕНИЯ | 2008 |
|
RU2387892C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
Изобретение относится к машиностроению и предназначено для жесткого соединения деталей. Целью изобретения является повышение нагрузочной способности и технологичности. Соединение состоит из двух соединяемых деталей с криволинейными зубьями на торцах, сопрягаемыми один с другим. Зубья направлены по эвольвенте окружности. Профиль зубьев в сечениях, нормальных к направлению зубьев,-. имеет одинаковые размеры. Соединение передает нагрузку за счет контакта боковых поверхностей зубьев. Конструкция зубьев позволяет обрабатьшать их методом обкатки червячными фрезами или червячными абразивными кругами, что повышает и точность изготовления. За счет повышения точности обработки повышается равномерность распределения нагрузки по длине зубьев и между ними, а следовательно и нагрузочная способность соединения. 7 ил. е (Л
сриг.1
ФигЛ
Фиг.д
dmp
Фиг. 6
Фиг.7
| Патент США № 4307797, кл.192-108, 1981. |
