Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку №2001121959 от 07.08.2001 г.), согласно которому формируют строчные последовательности изделий в плоскости вращения с последующим переносом их на общий носитель элементом переноса, при этом вводят дополнительные элементы переноса изделий, образуя совокупность элементов переноса изделий, которые располагают либо в радиальных направлениях, либо в смещенных радиальных направлениях, причем ось вращения совокупности элементов переноса изделий располагают либо компланарно оси вращения одной или двум плоскостям формирования строчной последовательности изделий, либо соосно, над которой или которыми располагают совокупность элементов переноса изделий, при этом общий носитель располагают с возможностью непрерывного или дискретного смещения под сформированной совокупностью элементов переноса изделий и на него осуществляют перенос и фиксацию строчных последовательностей изделий с соответствующих элементов переноса изделий. При этом элемент переноса строчной последовательности изделий со стороны приема строчной последовательности выполняют со смачиваемой поверхностью (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности использовать простейший элемент (смачиваемую поверхность) для приема и последующего переноса изделия строчной последовательности на поверхность общего носителя, что позволяет использовать его в технологии поверхностного монтажа, при этом надежность приема изделия различной формы существенно зависит от идентичности перемещения каждого элемента переноса в своей совокупности.
Технологическим и техническим результатом предложенного изобретения является повышение надежности известного способа, в частности вращение совокупности элементов переноса и их возвратно поступательное параллельное смещение осуществляют внешними шаговыми приводами в линейном интервале расположения зоны смачивания элементов переноса, общего носителя и зоны приема изделий.
Указанный технологический и технический результат достигается следующим способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому в зоне приема располагают изделия строчных последовательностей для последующего переноса их на общий носитель смоченной поверхностью последовательной совокупности элементов переноса, которую выполняют с возможностью вращения, при этом каждый из элементов переноса выполняют с возможностью возвратно-поступательного смещения для приема изделий и установки или фиксации их в соответствующих позиционных положениях на общем носителе, при этом вращение совокупности элементов переноса и их возвратно поступательное параллельное смещение осуществляют внешними шаговыми приводами в линейном интервале расположения зоны смачивания элементов переноса, общего носителя и зоны приема изделий.
Устройство ориентирования изделий различной формы при их транспортировании содержит узел формирования строчных последовательностей изделий и узел приема и переноса изделий строчной последовательности в виде совокупности элементов переноса со смачиваемой жидкостью поверхностью с возможностью вращения, которые расположены в общем корпусе, узел смачивания элементов переноса, общий носитель, при этом общий корпус совокупности элементов переноса с возможностью вращения соосно расположен на оси с винтовой нарезкой, который функционально связан с шаговым двигателем корпуса устройства, при этом в общем корпусе элементов переноса выполнено направляющее сквозное отверстие, параллельно оси с винтовой нарезкой, в котором расположена дополнительная ось и функционально связана со вторым шаговым приводом корпуса устройства, при этом на дополнительной оси, которая выполнена либо цилиндрической с продольным пазом, либо фигурной, расположена шестеренка с возможностью совместного смещения вдоль дополнительной оси совместно с общим корпусом элементов переноса и функционально связана с зубчатой поверхностью совокупности элементов переноса.
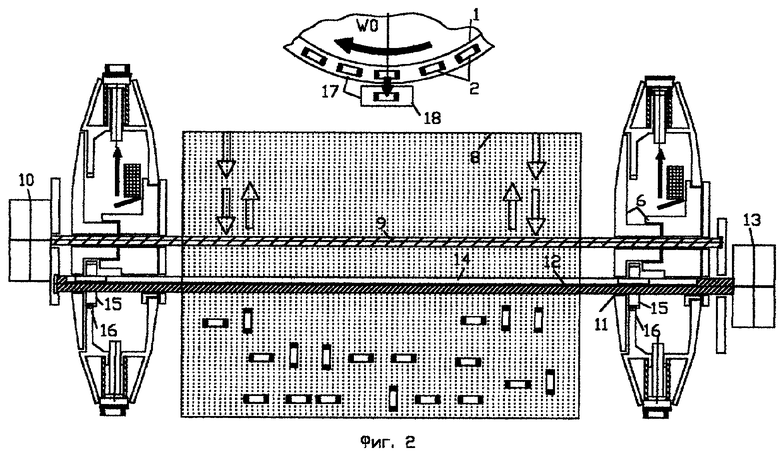
На фиг.1 и 2 изображено устройство, которое реализуют предложенный способ.
Устройство содержит узел формирования строчных последовательностей изделий в виде кассеты 1 с изделиями 2 и узел приема и переноса изделий 3 строчной последовательности в виде совокупности элементов переноса 4 со смачиваемой жидкостью поверхностью 5 с возможностью вращения, которые расположены в общем корпусе 6, узел смачивания 7 элементов переноса 4, общий носитель 8, при этом общий корпус 6 совокупности элементов переноса 4 с возможностью вращения соосно расположен на оси 9 с винтовой нарезкой, который функционально связан с шаговым двигателем 10 корпуса устройства, при этом в общем корпусе 6 элементов переноса 4 выполнено направляющее сквозное отверстие 11, фиг.2, параллельное оси 9 с винтовой нарезкой, в котором расположена дополнительная ось 12 и функционально связана со вторым шаговым приводом 13 корпуса устройства, при этом на дополнительной оси 12, которая выполнена либо цилиндрической с продольным пазом 14, либо фигурной, расположена шестеренка 15 с возможностью совместного смещения вдоль дополнительной оси 12 совместно с общим корпусом 6 элементов переноса 4 и функционально связана с зубчатой поверхностью 16 совокупности элементов переноса 4.
Работа устройства заключается в следующем.
В зоне приема 17 располагают изделия строчных последовательностей в виде одной или нескольких кассет 1 с изделиями 2 и корректирующий ориентацию сброшенных на него изделий элемент 18 для последующего переноса скорректированных по ориентации изделий на общий носитель 8 смоченной поверхностью 5 последовательной совокупностью элементов переноса 4, которую выполняют с возможностью вращения, при этом каждый из элементов переноса 4 выполняют с возможностью возвратно поступательного смещения в радиальных направлениях для приема и установки 19 или фиксации их в соответствующих позиционных положениях на общем носителе 8. Управляемое вращение совокупности элементов переноса 4 осуществляют посредством шагового привода 13, фиг.2, и дополнительной оси 12 с шестеренкой 15, которая совместно с общим корпусом 6 смещается при вращении оси 9 с винтовой нарезкой вдоль продольного паза 14. Шаговый двигатель 10 обеспечивает управляемое смещение совокупности элементов переноса 4. Предварительно совокупность элементов переноса 4 смещают шаговым двигателем 10 в зону смачивания или узла смачивания 7, где путем ее вращения в контакте со смоченной жидкостью поверхностью осуществляют смачивание каждой смачиваемой поверхности 5 элемента переноса 4, затем смоченную совокупность элементов переноса 4 смещают в зону расположения кассеты или кассет с изделиями 1, где каждый элемент переноса 4 принимает изделия 2, которые подают на корректирующий элемент 18 в соответствии с последовательностью установки их на общем носителе 8, после чего совокупность элементов переноса 4 с изделиями смещают в зону расположения общего носителя 8, где последовательно переносят 19 и фиксируют изделия соответствующими элементами переноса 4 на общий носитель 9, после чего цикл повторяется.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа.
Изобретение относится к области радиоэлектронных технологий. Способ ориентирования изделий различной формы при их транспортировании, согласно которому вращение совокупности элементов переноса и их возвратно-поступательное параллельное смещение осуществляют внешними шаговыми приводами в линейном интервале расположения зоны смачивания элементов переноса, общего носителя и зоны приема изделий. Устройство ориентирования изделий различной формы при их транспортировании, характеризуется тем, что общий корпус совокупности элементов переноса с возможностью вращения соосно расположен на оси с винтовой нарезкой, которая функционально связана с шаговым двигателем корпуса устройства. В общем корпусе элементов переноса выполнено направляющее сквозное отверстие, параллельно оси с винтовой нарезкой, в котором расположена дополнительная ось и функционально связана со вторым шаговым приводом корпуса устройства. На дополнительной оси, которая выполнена либо цилиндрической с продольным пазом, либо фигурной, расположена шестеренка с возможностью совместного смещения вдоль дополнительной оси совместно с общим корпусом элементов переноса и функционально связана с зубчатой поверхностью совокупности элементов переноса. Технический результат - повышение надежности. 2 н.п. ф-лы, 2 ил.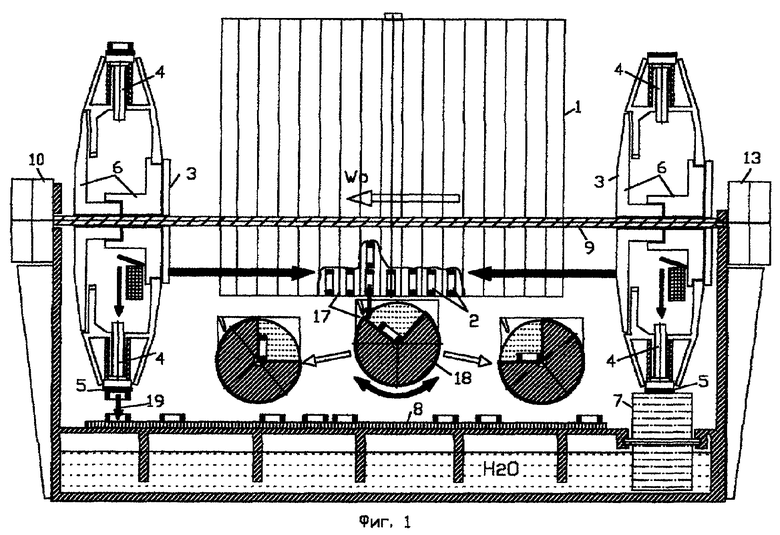
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО-ВЕРСИЯ VI | 2001 |
|
RU2203209C1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ И ТРАНСПОРТИРОВКИ | 0 |
|
SU330086A1 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, ТРЕХФАЗНЫЙ ШЛАМОВЫЙ РЕАКТОР И СПОСОБЫ ОБЕСПЕЧЕНИЯ ИХ ФУНКЦИОНИРОВАНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2391132C2 |

