Область изобретения
Предлагаемое изобретение касается вращающегося устройства, предназначенного для рассеивания газов, используемых при обработке ванны жидкого металла, в частности ванны расплавленного алюминия, алюминиевого сплава, магния или магниевого сплава. Говоря более конкретно, предлагаемое изобретение касается вращающегося инжектора (или "ротора"), предназначенного для инжектирования и рассеивания по меньшей мере одного газа обработки в металле, находящемся в жидком состоянии.
Уровень техники
Жидкий алюминий, поступающий из электролизных ванн или из печей переплавки, содержит различные примеси, находящиеся в растворенном или во взвешенном состоянии. Наиболее существенными из таких примесей являются водород, щелочные элементы, такие, например, как натрий или кальций, и различные окислы, в частности окислы, образующиеся в результате окисления данного металла в процессе его обработки.
Для того, чтобы устранить эти примеси, пагубным образом влияющие на последующие свойства получаемого полуфабриката, жидкий алюминий подвергается различным видам обработки, имеющей целью устранить эти примеси. Наиболее распространенный вид обработки подобного рода, при осуществлении которой используют в сочетании соответствующие химические реакции и явления флотации, состоит во введении в ванну жидкого металла так называемого "газа обработки" в виде мелких пузырьков, причем этот газ может представлять собой инертный газ или активный газ. Так, например, пузырек аргона может увлекать за собой на поверхность ванны жидкого металла твердые включения, находящиеся во взвешенном состоянии, и/или захватывать в результате диффузии водород, растворенный в жидком металле. Кроме того, пузырек хлора может вступать в химическую реакцию с содержащимся в жидком металле натрием и образовывать при этом соль натрия, которая также может быть транспортирована на поверхность данной ванны. При осуществлении этого способа используют также газовые смеси, например аргон, который может содержать несколько процентов способного к химической реакции газа, например хлора.
Такая обработка путем воздействия газа может быть осуществлена прерывистым образом в печи или в ванне жидкого металла (при этом говорят об обработке "периодического" типа). Однако обработка подобного рода чаще всего осуществляется в непрерывном режиме между печью и литейной машиной в транспортировочном желобе или в резервуаре (или "ковше") обработки типа того, который схематически представлен на фиг.1.
При этом эффективность обработки оказывается максимальной в том случае, когда поверхность обмена между ванной жидкого металла и газом сама по себе является максимальной. Такой эффект может быть достигнут, например, путем использования устройства рассеивания газа таким образом, чтобы обеспечить получение очень маленьких газовых пузырьков, выделения этих пузырьков во всем объеме жидкого металла (то есть так, чтобы оставлять так называемый "мертвый объем" по-возможности меньшим) и создания рециркуляции в самой этой ванне жидкого металла для того, чтобы он входил в контакт с этими пузырьками (а также для того, чтобы обеспечить возможно меньший мертвый объем).
Рассеивание в жидком металле предназначенного для его обработки газа может быть осуществлено различными способами. Обычно для этого используют статические устройства рассеивания, например трубчатые фурмы, или, чаще всего, вращающиеся устройства рассеивания газов, которые содержат один или несколько вращающихся инжекторов.
Такой вращающийся инжектор или "ротор" обычно содержит полый приводной вал, через который к инжектору подается газ, отверстия выпуска газа и лопасти. Эти лопасти служат для перемешивания ванны жидкого металла, для рассеивания в нем газа и, иногда, для дробления полученных газовых пузырьков на пузырьки меньшего размера под действием эффекта сдвига. Отверстия инжектора обычно располагаются в непосредственной близости от лопастей ротора, например между этими лопастями или на их концах. В публикации международной заявки на патент под номером WO 98/05915 (соответствующей американскому патенту US 6060013) описан вращающийся инжектор подобного типа.
В европейской заявке на патент ЕР 819770 (эквивалентной американскому патенту US 5904894) описан вращающийся инжектор, в котором газ обработки инжектируется при помощи пористого материала, инертного по отношению к данному жидкому металлу.
Однако стремление к наибольшей эффективности обработки при помощи интенсивного перемешивания в объеме ванны жидкого металла, которое выражается, в частности, в постоянном возмущении свободной поверхности этой ванны, которое часто называют "поверхностными волнами" и которое может повлечь за собой выплески из ванны в результате подъема крупных пузырьков газа и в результате вихревых явлений вокруг приводного вала, что может вызвать "повторное насыщение газом" жидкого металла и привести к ухудшению качества металла в отношении содержания в нем различных включений в результате образования окислов на поверхности и/или в результате перевода включений или окислов, располагающихся на поверхности, в толщу жидкого металла. Таким образом, стремятся к ограничению возмущения свободной поверхности ванны жидкого металла в возможно большей степени.
Кроме того, значительное перемешивание обрабатываемого жидкого металла приводит к необходимости использования скорости вращения инжекторов газа, которая обычно имеет величину в диапазоне от 200 об/мин до 1000 об/мин в зависимости от типа применяемого в данном случае инжектора. Такие скорости вращения приводят к значительному износу подвижных деталей устройства рассеивания газа.
В то же время, известные типы вращающихся инжекторов не позволяют удовлетворительным образом контролировать расход выделяемого газа и размеры пузырьков этого газа. Такие вращающиеся инжекторы, содержащие отверстия для выхода газа, не предотвращают опасности закупоривания этих отверстий и изменения их размеров и размеров лопастей вследствие эрозии, что изменяет качество рассеивания газа.
В тех случаях, когда вращающиеся инжекторы содержат пористый материал, предназначенный для рассеивания газа, поры этого материала часто являются чрезмерно большими. Вследствие этого, с одной стороны, пузырьки газа оказываются слишком большими, что снижает эффективность обработки, причем газ оказывается недостаточно рассеянным в жидком металле и вызывает нежелательное волнение на свободной поверхности ванны, а с другой стороны, необходимо не допускать остановки в прохождении газа через поры этого материала для того, чтобы не допустить проникновения в них жидкого металла, в частности, на протяжении периодов остановки между разливками. Зато в том случае, когда поры такого пористого материала оказываются слишком маленькими, газовые пузырьки растягиваются и становятся достаточно большими, и оказывается затруднительным ввести достаточно большое количество газа в жидкий металл. Таким образом, многочисленные известные способы, в которых используются устройства рассеивания газа, изготовленные из пористого материала, даже обладающего весьма тонкой пористостью (например, менее 1 мм), и располагающиеся в донной части резервуаров или печей, в лучшем случае позволяют получить пузырьки, имеющие диаметр в диапазоне примерно от 30 мм до 50 мм.
Заявитель продолжил усилия, направленные на повышение эффективности устройств газовой обработки жидкого металла, в частности, путем контроля и уменьшения диаметра пузырьков газа, выделяемого вращающимся инжектором газа.
Сущность изобретения
Объектом предлагаемого изобретения является вращающийся инжектор, предназначенный для инжектирования газа, так называемого "газа обработки", в жидкий металл и содержащий приводной вал, средства перемешивания, средства направления (подачи) газа и средства выпуска газа, и отличающийся тем, что упомянутые средства выпуска газа изготовлены, полностью или частично, по меньшей мере из одного материала, смачиваемого данным жидким металлом, причем упомянутый материал предпочтительным образом является по существу инертным по отношению к упомянутому жидкому металлу.
В соответствии с предпочтительным вариантом реализации предлагаемого изобретения упомянутый материал может быть выполнен смачиваемым при помощи (за счет) покрытия из материала, смачиваемого данным жидким металлом.
Объектом предлагаемого изобретения также является вращающееся устройство рассеивания (диспергирования) газа, имеющее в своем составе по меньшей мере один вращающийся инжектор, выполненный в соответствии с этим изобретением.
Еще одним объектом предлагаемого изобретения является устройство обработки жидкого металла типа ковша дегазации, имеющее в своем составе по меньшей мере один вращающийся инжектор или по меньшей мере одно вращающееся устройство рассеивания газа в соответствии с этим изобретением.
Еще одним объектом предлагаемого изобретения является применение вращающегося инжектора, выполненного в соответствии с этим изобретением, для обработки жидкого металла непрерывно или периодически, в частности, в печи или в транспортировочном желобе.
Еще одним объектом предлагаемого изобретения является способ обработки жидкого металла, отличающийся тем, что используют по меньшей мере один вращающийся инжектор, выполненный в соответствии с этим изобретением.
Упомянутый выше и подлежащий обработке жидкий металл в данном случае может представлять собой алюминий или его сплавы, а также магний или его сплавы.
Описание чертежей
Фиг.1 представляет собой схематический вид типичного устройства обработки жидкого металла, в котором используются вращающиеся инжекторы.
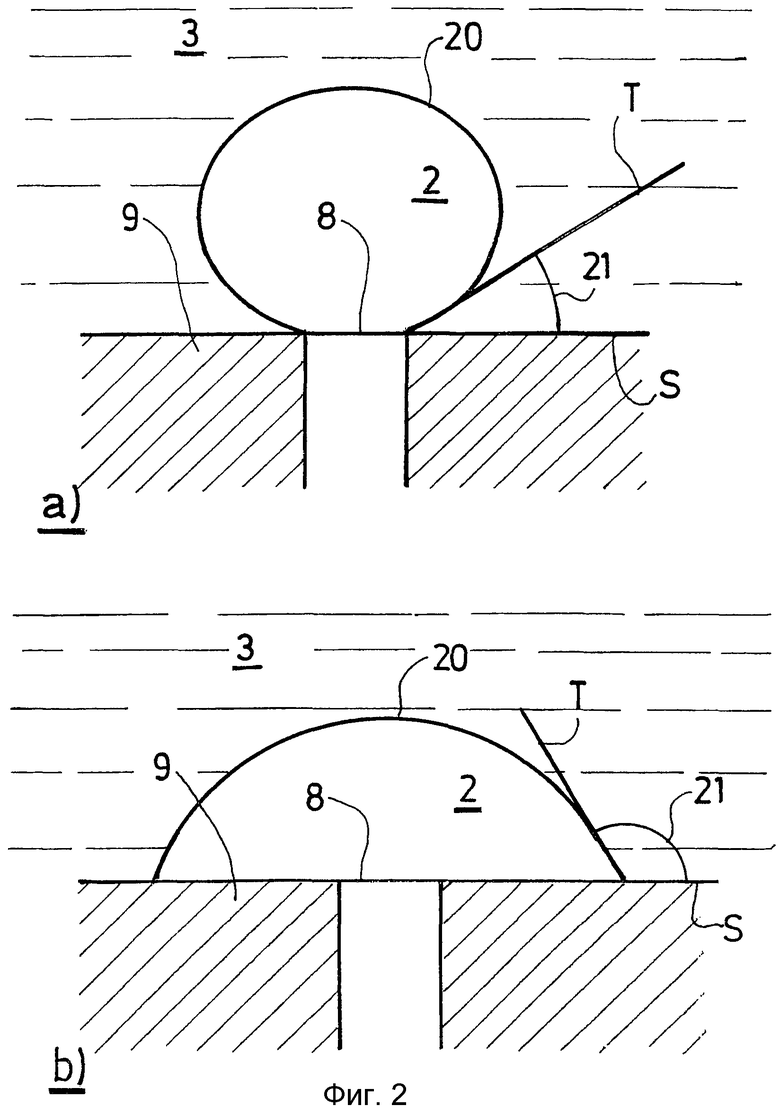
Фиг.2 схематически иллюстрирует критерий смачиваемости в контексте предлагаемого изобретения.
Фиг.3 представляет собой схематические перспективные виды, иллюстрирующие четыре варианта реализации вращающегося инжектора в соответствии с предлагаемым изобретением.
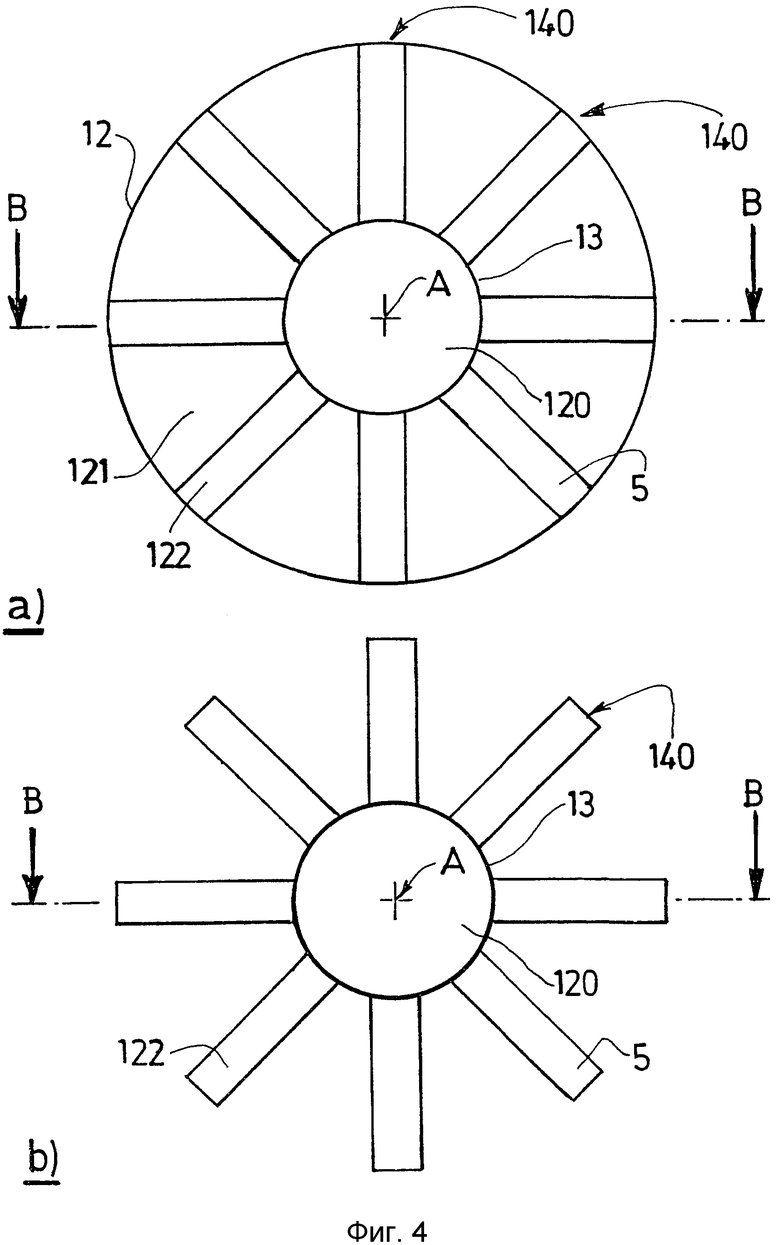
Фиг.4 представляет собой схематические виды по оси симметрии и со стороны части, предназначенной для погружения в жидкий металл, иллюстрирующие два варианта реализации вращающегося инжектора газа в соответствии с предлагаемым изобретением.
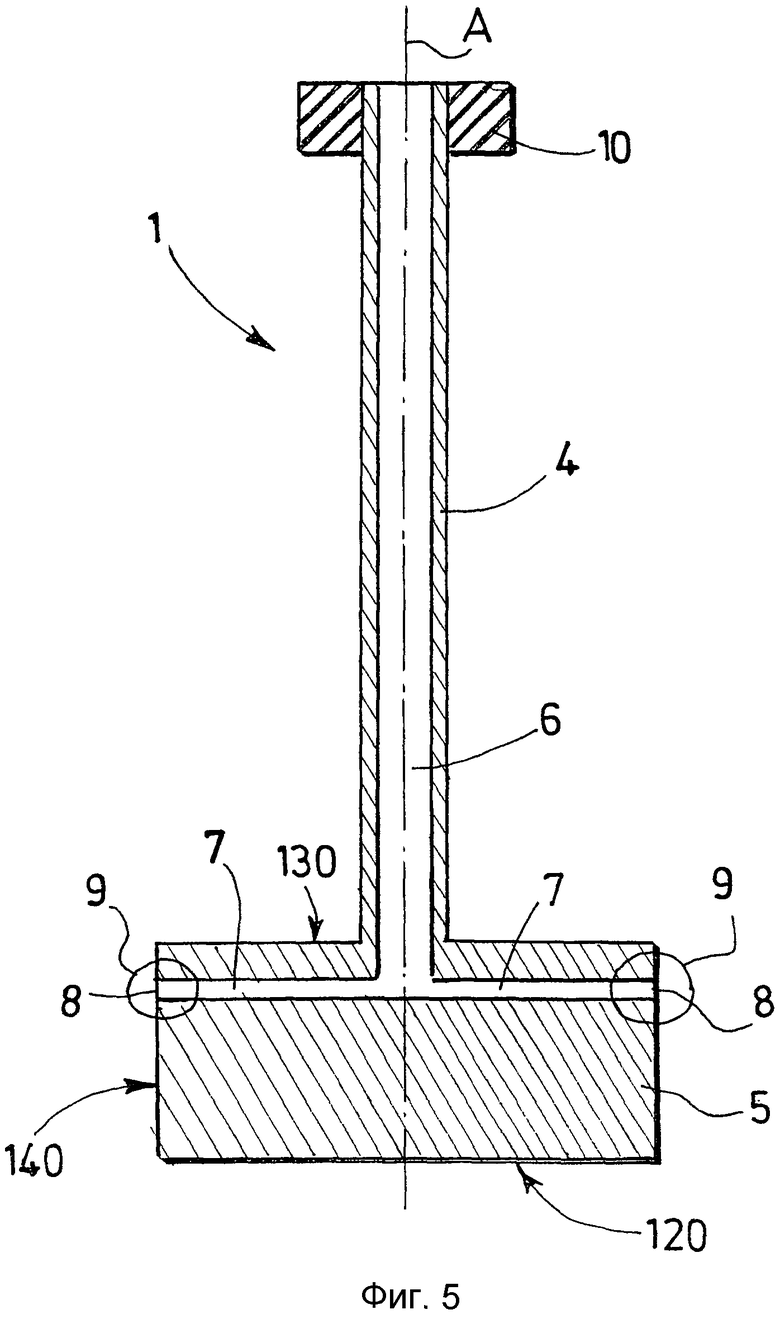
Фиг.5 представляет собой схематический вид в продольном разрезе по плоскости, проходящей через ось симметрии и соответствующей плоскости разреза В-В, показанной на фиг.4, иллюстрирующий вариант реализации вращающегося инжектора газа в соответствии с предлагаемым изобретением.
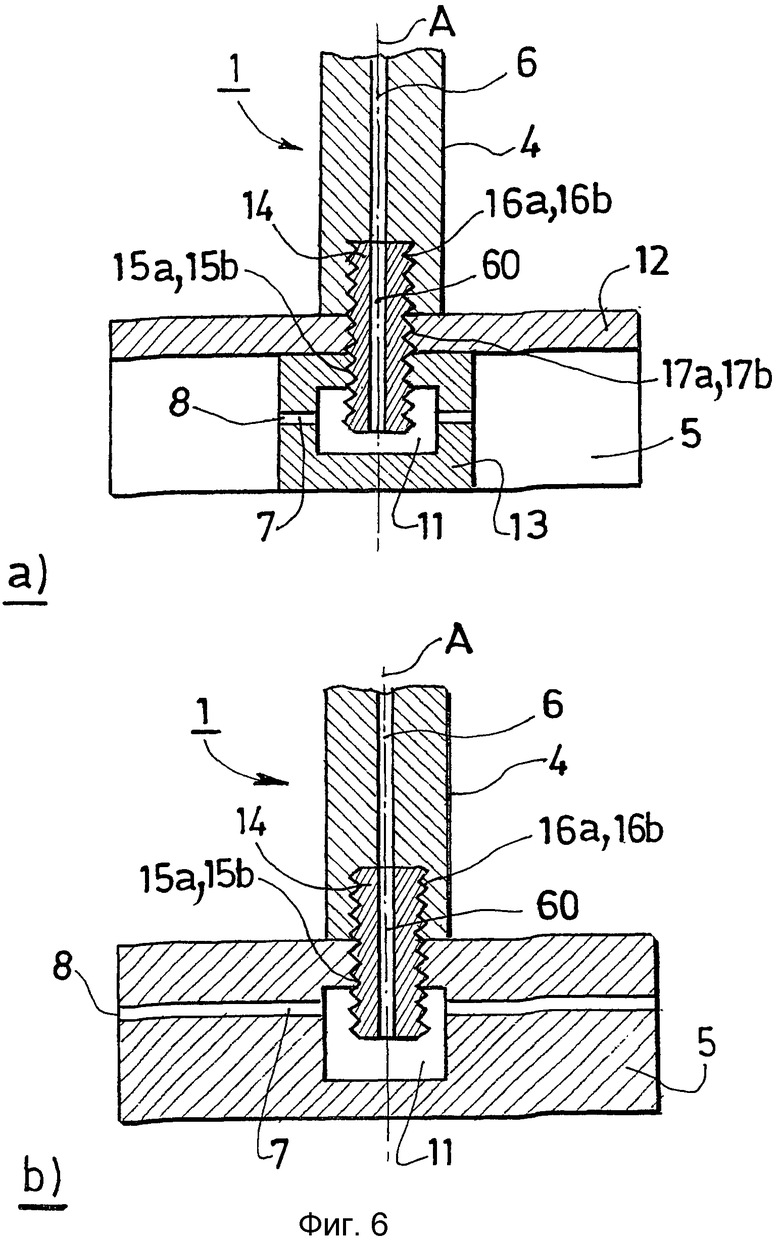
Фиг.6 представляет собой схематические виды в продольном разрезе по плоскости, проходящей через ось симметрии, иллюстрирующие два варианта реализации вращающегося инжектора газа в соответствии с предлагаемым изобретением.
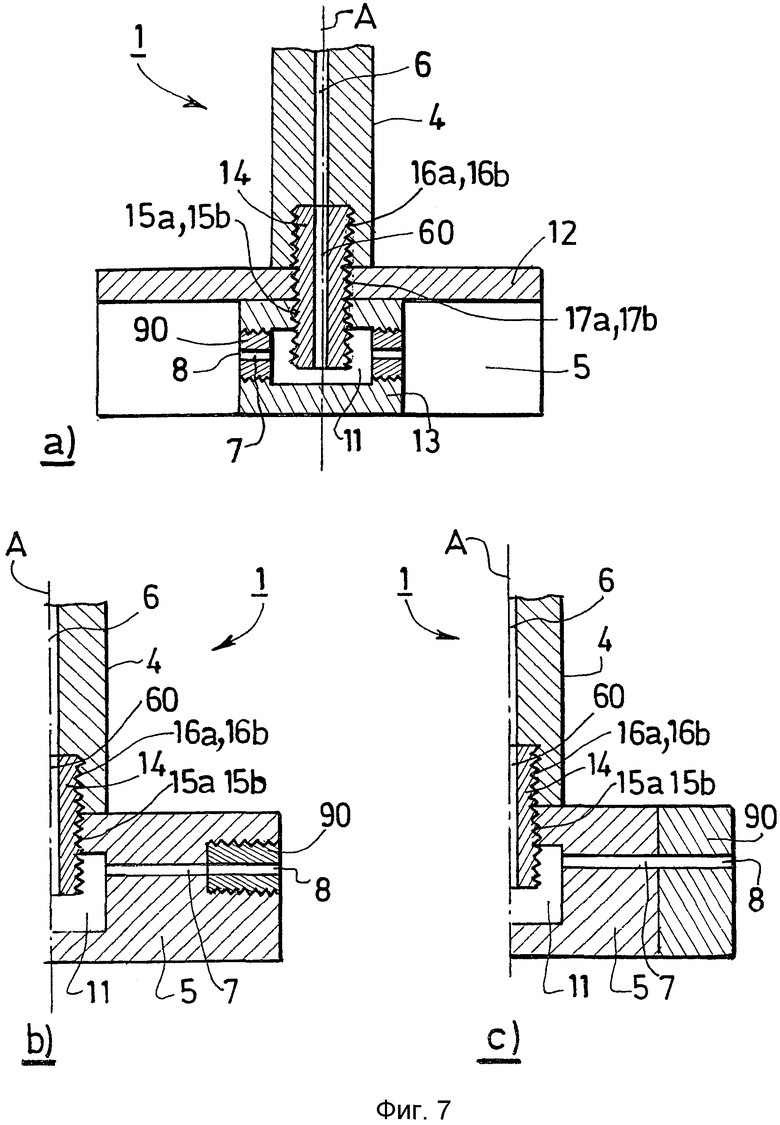
Фиг.7 представляет собой схематические виды в продольном разрезе по плоскости, проходящей через ось симметрии, иллюстрирующие три варианта реализации вращающегося инжектора газа в соответствии с предлагаемым изобретением.
Подробное описание изобретения
Как можно видеть на фиг.1, устройство (40) обработки жидкого металла обычно содержит камеру (41), снабженную средствами (42) подачи так называемого "необработанного" жидкого металла (421) (то есть жидкого металла, подлежащего обработке газом), средства (43) отвода обработанного жидкого металла (431) и по меньшей мере одно вращающееся устройство (30) рассеивания газов. Эти средства (42) подачи жидкого металла и средства (43) его отвода обычно располагаются либо на концах упомянутого устройства (40), либо на одной и той же его стороне.
Вращающееся устройство (30) рассеивания газов обычно содержит вращающийся инжектор (1), средства (31) приведения этого инжектора во вращательное движение, источник (32) газа обработки и трубопроводы (33), соединяющие упомянутый источник (32) газа с инжектором (1). Вращающийся инжектор (1) или каждый такой инжектор входит в упомянутую камеру (41) через отверстие (44), которое обычно снабжено средствами (45) герметизации. Камера (41) обработки обычно представляет собой ванну (резервуар) с одним или несколькими отсеками (46, 47).
В соответствии с предлагаемым изобретением вращающийся инжектор (1), предназначенный для инжектирования газа (2) в жидкий металл (3), содержит приводной вал (4), средства (5) перемешивания (жидкого металла), средства (6, 7, 11) направления или подачи газа и средства (8, 9) выпуска газа (2), причем упомянутый инжектор отличается тем, что упомянутые средства (8, 9) выпуска полностью или частично изготовлены из по меньшей мере одного материала, смачиваемого данным жидким металлом (3).
Предпочтительным образом этот смачиваемый материал является по существу инертным по отношению к данному жидкому металлу, то есть это означает, что указанный материал имеет продолжительность срока службы в данном жидком металле, которая является достаточно большой для того, чтобы обеспечить приемлемые условия для его промышленного использования. Обычно такой материал рассматривается в качестве по существу инертного по отношению к данному жидкому металлу в том случае, когда он может быть погружен в этот жидкий металл на срок, продолжительность которого составляет примерно 10 часов или более, без существенного ухудшения свойств и характеристик вращающегося инжектора и без неприемлемого загрязнения обрабатываемого жидкого металла. Таким условиям обычно отвечают различные керамические материалы, в частности керамические материалы, изготовленные на основе окислов, карбидов, нитридов, боридов и их смесей. Некоторые жаропрочные металлы также отвечают этим условиям, например вольфрам.
Можно также обеспечить достаточную продолжительность срока службы инжектора и, в случае необходимости, снижение стоимости его изготовления и технического обслуживания при использовании материала, имеющего покрытие из материала, являющегося инертным по отношению к данному жидкому металлу и смачиваемого этим жидким металлом. В этом случае средства (8, 9) выпуска газа и/или средства (5) перемешивания, и/или приводной вал (4), и/или вставка (90) содержат покрытие, изготовленное из материала, смачиваемого на всей или на части его поверхности, находящейся в непосредственном контакте с данным жидким металлом. Упомянутый пористый материал также может быть выполнен смачиваемым жидким металлом при помощи или за счет покрытия, изготовленного из смачиваемого материала, то есть пористый материал может содержать покрытие из такого смачиваемого материала.
В контексте предлагаемого изобретения материал рассматривается в качестве смачиваемого в том случае, когда угол смачивания, который образует данный жидкий металл при контакте с этим материалом, составляет менее 90°(см. фиг.2). В том случае, когда используемый материал является смачиваемым данным жидким металлом (случай, представленный на фиг.2а), угол (21) смачивания между касательной Т к пузырьку (20) газа в точке его контакта со средством (9) выпуска газа и наружной поверхностью S этого средства выпуска имеет величину менее 90°. В этом случае жидкий металл, который хорошо смачивает данный материал в непосредственной близости от отверстия (8) выпуска газа, противодействует растеканию пузырька (20) и ограничивает его диаметр. В том случае, когда используемый материал не смачивается данным жидким металлом (случай, представленный на фиг.2b), угол (21) смачивания имеет величину, превышающую 90°. В этом случае жидкий металл, который плохо смачивает материал, из которого изготовлено средство выпуска газа, позволяет пузырьку газа растекаться.
В частности, в случае расплавленного до жидкого состояния алюминия, магния или их сплавов смачиваемый материал, из которого изготовлено устройство рассеивания газа, может быть выбран среди некоторых жаропрочных металлов, по существу инертных по отношению к упомянутым жидким металлам, таких, например, как молибден (Мо), вольфрам (W), ванадий (V), титан (Ti), хром (Cr), железо (Fe), стали различных типов или их сплавы, или же среди керамических материалов, таких, например, как диборид титана (TiB2), нитриды (в частности, нитриды алюминия (например, AiN)), карбиды (в частности, карбиды алюминия (например, Al4С3) и карбиды титана (например, TiC1-х)) и т.п. По этому поводу можно отметить, что графит или оксид алюминия обычно не смачиваются этими жидкими металлами. ZrO2 и SiC также представляют собой материалы, которые не смачиваются жидким алюминием и его сплавами. В проведенных Заявителем испытаниях было установлено, что нитрид бора (BN) также оказался не смачиваемым жидким алюминием и его сплавами. Способность материала к смачиванию зависит также от шероховатости поверхности этого материала и от состояния окисления его поверхности.
Средства выпуска газа и средства перемешивания жидкого металла, которые образуют так называемую "активную" часть вращающегося инжектора, обычно располагаются на так называемом "нижнем" конце этого инжектора, то есть на том его конце, который предназначен для погружения в жидкий металл. Такой инжектор обычно предназначен для использования в вертикальном положении при том, что упомянутая нижняя часть этого инжектора обращена вниз. При этом активная часть инжектора обычно содержит по меньшей мере одну нижнюю поверхность (120, 121, 122), по меньшей мере одну верхнюю поверхность (130, 131) и боковые поверхности (140, 141, 142).
Как можно видеть на фиг.5, средства (6, 7, 11) направления газа обычно имеют в своем составе основной канал (6), проходящий внутри приводного вала (4) вращающегося инжектора, и по меньшей мере один вторичный канал (7), предназначенный для направления или подачи газа обработки к средствам (8, 9) выпуска этого газа. При этом основной канал (6) обычно располагается по оси симметрии упомянутого приводного вала.
В соответствии с предпочтительным вариантом реализации предлагаемого изобретения упомянутые выше средства выпуска газа содержат по меньшей мере одно отверстие (8) выпуска газа (2). Диаметр этого отверстия (8) оказывает определенное влияние на диаметр получаемого газового пузырька. Для того, чтобы обеспечить получение пузырьков достаточно малых размеров, диаметр каждого выпускного отверстия (8) предпочтительным образом должен иметь как можно меньшие размеры. На практике диаметр этих отверстий предпочтительным образом составляет от 0,5 мм до 5 мм и еще более предпочтительным образом заключен в диапазоне от 1 мм до 3 мм, что позволяет надлежащим образом контролировать размеры этих отверстий в процессе их изготовления.
Для диаметров выпускных отверстий менее 0,5 мм наиболее предпочтительно использовать смачиваемые жидким металлом пористые материалы, для которых нетрудно обеспечить спекание и формирование пористой структуры. В этом случае упомянутые средства выпуска газа содержат пористый материал, смачиваемый используемым жидким металлом (3) и также предпочтительным образом являющийся по существу инертным по отношению к этому жидкому металлу (3), у которого диаметр открытых пор, выходящих наружу на поверхности данного пористого материала, предпочтительным образом составляет менее 0,5 мм.
Для обеспечения наилучшего контроля диаметра выпускаемых пузырьков газа важно, чтобы давление газа на уровне выпускного отверстия (8) и/или пор, открывающихся на поверхности данного средства выпуска, то есть на поверхности раздела между жидким металлом и поверхностью средства (9) выпуска газа, было по существу постоянным при любом расходе выпускаемого газа, в частности, в процессе формирования и отрыва пузырьков (20) газа. Для достижения этой цели вращающийся инжектор (1) также может иметь в своем составе некоторую промежуточную полость (11), которая обычно располагается между основным каналом (6) и вторичными каналами (7) и которая выполняет функцию буферного объема и/или средства, предназначенного для введения локальной потери давления точно перед входной частью отверстия выпуска газа, например, пористого материала. Эта промежуточная полость (11) обычно имеет цилиндрическую форму, и упомянутые выше вторичные каналы (7) выходят из нее в радиальном направлении в сторону средств (8, 9) выпуска.
Выпускные отверстия (8) предпочтительным образом располагаются в непосредственной близости от лопастей (5) данного инжектора, обычно между этими лопастями (см. фиг.3а и 3b) или на концах этих лопастей (см. фиг.3с и 3d). Эти выпускные отверстия могут быть предусмотрены и на конце инжектора; например, можно предусмотреть наличие такого выпускного отверстия в центральной части нижней поверхности (120) данного инжектора. Количество выпускных отверстий (8) может отличаться от количества используемых в данном случае лопастей (5). Можно также предусмотреть наличие располагающихся одно над другим выпускных отверстий. На практике обычно предусматривают одно выпускное отверстие для каждой лопасти.
Выпускные отверстия (8) предпочтительным образом открываются на упомянутых выше боковых поверхностях (140, 141, 142), например, на внешней боковой поверхности (141) одной из лопастей (5) или на боковой поверхности (140) между лопастями. Предпочтительным образом расположение этих выпускных отверстий таково, что оно позволяет обеспечить максимальный сдвиг пузырьков в процессе их формирования. В том случае, когда выпускные отверстия располагаются между лопастями, эти отверстия предпочтительным образом позиционируются на середине высоты соответствующей боковой поверхности (140); в том случае, когда выпускные отверстия располагаются непосредственно на лопастях, они могут быть позиционированы в верхней половине соответствующей наружной боковой поверхности (141) (то есть в той части этой боковой поверхности, которая располагается ближе к приводному валу (4)). Упомянутые выпускные отверстия обычно открываются на поверхности под некоторым углом по отношению к боковой поверхности, величина которого составляет примерно 90°; в некоторых случаях величина этого угла может отличаться от 90°, причем в этих случаях ось вторичных каналов (7) также может располагаться под некоторым углом по отношению к оси основного канала, величина которого отличается от 90°.
Средства (5) перемешивания также могут быть изготовлены, полностью или частично, из по меньшей мере одного материала, смачиваемого жидким металлом (3) и предпочтительным образом являющегося по существу инертным по отношению к этому жидкому металлу (3), причем этот материал может отличаться от материала, используемого для изготовления средств (8, 9) выпуска газа. Эти средства перемешивания обычно имеют в своем составе лопасти (5). Лопасти обычно имеют простую форму, например форму пластин. Средства перемешивания также могут иметь в своем составе дополнительное средство рассеивания, такое, например, как диск (12), располагающийся поверх упомянутых лопастей и обычно находящийся в контакте с этими лопастями (как это проиллюстрировано на фиг.3а, 3с и 4а).
Приводной вал (4) предпочтительным образом может быть изготовлен, полностью или частично, из по меньшей мере одного материала, смачиваемого используемым в данном случае жидким металлом и предпочтительным образом являющегося по существу инертным по отношению к используемому жидкому металлу, причем этот материал может отличаться от материала, используемого для изготовления средств (8, 9) выпуска. На практике достаточно того, чтобы часть этого приводного вала, предназначенная для погружения в жидкий металл, была образована, по меньшей мере на своей поверхности, из такого смачиваемого материала.
Для того, чтобы сделать более простым изготовление, техническое обслуживание и ремонт вращающегося инжектора, этот инжектор (1) в соответствии с предлагаемым изобретением может быть сформирован из нескольких различных деталей (4, 5, 12, 13, 14, 90), как это показано на фиг.6 и 7. Эти детали могут быть изготовлены из различных материалов. В частности, вращающийся инжектор предпочтительным образом может иметь в своем составе вставку (90), содержащую упомянутые средства (8, 9) выпуска и изготовленную из материала, смачиваемого жидким металлом, что позволяет легко заменять эту вставку в зависимости от обрабатываемого в данном случае металла или в случае ее случайного повреждения. Та часть вращающегося инжектора, которая предназначена для погружения в жидкий металл, может быть образована одной единственной деталью.
В качестве не являющимся ограничительным примером реализации, схематически проиллюстрированным на фиг.6а, вращающийся инжектор содержит следующие детали: приводной вал (4), диск (12), лопасти (5), центральный сердечник (13) и соединительное тело (14). Центральный сердечник содержит промежуточную полость (11), каналы (7) направления газа и выпускные отверстия (8). В способе реализации, схематически проиллюстрированном на фиг.6b, вращающийся инжектор содержит следующие детали: приводной вал (4), лопасти (5) и соединительное тело (14). В этом варианте реализации лопасти содержат каналы (7) направления газа, выпускные отверстия (8) и промежуточную полость (11), причем эта промежуточная полость обычно является общей для всех лопастей и заключена в центральном сердечнике (13) (в данном случае не показан). В двух этих вариантах реализации соединительное тело (14) содержит по меньшей мере один центральный канал (60) и средства (15а, 16а, 17а) соединения, обычно представляющие собой резьбу, которые имеют возможность взаимодействовать с дополняющими их средствами (15b, 16b, 17b) соединения других деталей (4, 12, 13). В соответствии с возможными вариантами этих реализаций, схематически проиллюстрированными на фиг.7, центральный сердечник (13) и/или лопасти (5) могут быть снабжены съемными вставками (90).
В соответствии с предлагаемым изобретением достаточно, чтобы только средства (9) выпуска газа были изготовлены из материала, смачиваемого используемым в данном случае жидким металлом. Однако проведенные Заявителем испытания показали, что особенно предпочтительным оказывается тот случай, когда все части вращающегося инжектора, которые погружаются в жидкий металл в процессе обработки последнего, будут изготовлены из материала, смачиваемого этим жидким металлом. Для изготовления всех этих частей может быть использован один и тот же материал. Действительно, было отмечено, что в этом случае выходящие из выпускных отверстий (8) пузырьки газа, которые притягиваются к лопастям и располагаются вдоль вала ротора в результате гидродинамических эффектов, не задерживаются и не имеют тенденции к слиянию для формирования газовых пузырьков больших размеров, как это имеет место при использовании материалов, не смачиваемых жидким металлом. В том случае, когда вращающийся инжектор состоит из нескольких деталей, все те детали этого инжектора, которые погружаются в жидкий металл в процессе его обработки, предпочтительным образом изготовлены из материала, смачиваемого этим жидким металлом. При этом для изготовления всех этих деталей может быть использован один и тот же материал.
Вращающийся инжектор может быть снабжен кольцом (10) для того, чтобы обеспечить возможность его соединения со средствами (31) приведения этого инжектора во вращательное движение.
Ось вращения инжектора (1) располагается на оси симметрии приводного вала (4).
Вращающийся инжектор (1) в соответствии с предлагаемым изобретением может быть использован для обработки жидкого металла, циркулирующего в камере обработки, как это показано на фиг.1, которая обычно представляет собой ковш обработки, или в транспортировочном желобе для этого жидкого металла (на приведенных фигурах не показан). Вращающийся инжектор также может быть использован для обработки периодического типа, например, в печи. Говоря другими словами, ковш обработки, печь или транспортировочный желоб жидкого металла могут быть оснащены вращающимся инжектором в соответствии с предлагаемым изобретением для того, чтобы обеспечить непрерывную обработку этого жидкого металла или обработку отдельных партий этого металла периодического типа.
Примеры
Испытания предлагаемого изобретения были проведены в экспериментальной ванне относительно небольших габаритов. Размеры сформированных вращающимся инжектором газовых пузырьков наблюдались и их параметры определялись при помощи рентгеновской камеры. Такой способ состоит в облучении рентгеновскими лучами ванны жидкого металла (3), в которую выпускались пузырьки (20) газа, в визуализации (отображении) упомянутых пузырьков после регистрации изображения с помощью камеры и в измерении размеров этих пузырьков после калибровки канала получения информации.
Упомянутые выше испытания были проведены с использованием вращающихся инжекторов типа тех, которые схематически проиллюстрированы на фиг.3. В одном случае, являющемся репрезентативным для существующего в данной области уровня техники, лопасти и средства выпуска газа были изготовлены из графита; в другом случае, являющемся репрезентативным для предлагаемого изобретения, эти элементы вращающегося инжектора были изготовлены из титана. В обоих этих случаях выпускные отверстия имели диаметр 1 мм.
В этих испытаниях Заявитель установил, с одной стороны, что при использовании инжекторов в соответствии с существующим уровнем техники пузырьки газа имели средний диаметр порядка 15 мм, часть газа обработки имела возможность подниматься вдоль ротора и приводного вала инжектора, и при этом 20% введенного газа не были рассеяны в жидком металле. Та часть газа, которая не была рассеяна в жидком металле, оказывается практически бесполезной, поскольку она не обеспечивает обработку этого жидкого металла.
С другой стороны, Заявитель установил, что при использовании вращающихся инжекторов в соответствии с предлагаемым изобретением пузырьки газа имели средний диаметр порядка 6 мм, и при этом менее 0,5% введенного газа (порог чувствительности средств обнаружения) не было рассеяно в жидком металле.
Кроме того, Заявитель отметил, что, в отличие от существующего уровня техники, пузырьки газа, выделяемые через выпускные отверстия, располагающиеся на концах лопастей, не имеют тенденции формировать газовые карманы между лопастями. При этом пузырьки газа сохраняют свой достаточно малый размер, следствием чего является более высокая эффективность обработки жидкого металла по сравнению с существующим уровнем техники.
Заявитель отметил также, что вращающийся инжектор в соответствии с предлагаемым изобретением исключает образование газовых карманов под этим инжектором, которые могут вызывать нестабильности.
Таким образом, характеристики дегазации, полученные при использовании вращающихся инжекторов в соответствии с предлагаемым изобретением, оказываются определенно улучшенными по отношению к характеристикам, наблюдаемым при использовании инжекторов в соответствии с существующим в данной области уровнем техники.
Преимущества предлагаемого изобретения
Одно из преимуществ вращающегося инжектора в соответствии с предлагаемым изобретением состоит в том, что он позволяет обеспечить существенное снижение скорости вращения, которая необходима для получения пузырьков газа малого размера в результате эффекта сдвига. При использовании вращающегося инжектора в соответствии с предлагаемым изобретением и для получения коэффициента полезного действия, эквивалентного тому коэффициенту полезного действия, который может быть получен на существующем уровне техники, скорость вращения может иметь величину в диапазоне от 10 об/мин до 350 об/мин, что позволяет, кроме того, ограничить "взбалтывание" свободной поверхности жидкого металла и уменьшить износ подвижных деталей.
Преимущество вращающегося инжектора в соответствии с предлагаемым изобретением состоит также в том, что он обеспечивает характеристики обработки, которые оказываются менее чувствительными к возможному износу лопастей этого инжектора. Действительно, в соответствии с предлагаемым изобретением размеры газовых пузырьков в очень большой степени определяются выпускными отверстиями и лишь в незначительной части определяются вращательным движением лопастей, основная функция которых при этом состоит в том, чтобы обеспечивать рассеивание пузырьков газа в наибольшем объеме ванны жидкого металла и взбалтывать ее с целью, в частности, гомогенизации обработки жидкого металла. Вследствие этого износ лопастей с течением времени не влечет за собой неприемлемого ухудшения характеристик обработки при помощи инжектора в соответствии с предлагаемым изобретением.
Отверстия средств выпуска газа вращающегося инжектора в соответствии с предлагаемым изобретением могут быть выполнены достаточно малыми для того, чтобы исключить проникновение в них жидкого металла.

Изобретение относится к области металлургии, а именно к вращающимся устройствам, предназначенным для рассеивания газов, используемых при обработке ванны жидкого металла, в частности алюминия. Предложен вращающийся инжектор, в котором средства выпуска газа изготовлены полностью или частично из по меньшей мере одного материала, смачиваемого жидким металлом и являющегося по существу инертным по отношению к жидкому металлу. Вращающееся устройство рассеивания может включать по меньшей мере один вращающийся инжектор. Устройство обработки жидкого металла, ковш дегазации, печь, транспортировочный желоб могут содержать по меньшей мере один вращающийся инжектор или по меньшей мере одно вращающееся устройство рассеивания. Технический результат - повышение эффективности очистки расплава металла. 8 н. и 11 з.п. ф-лы, 7 ил.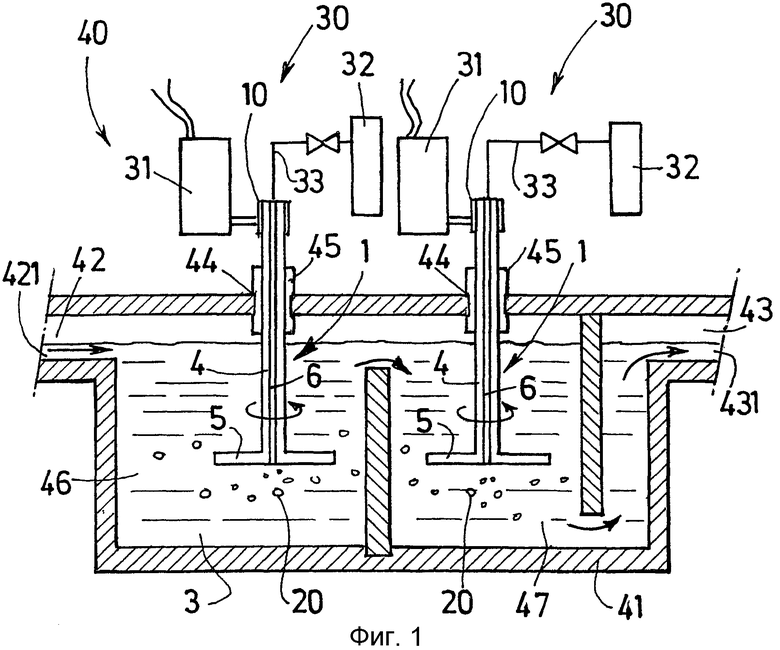
| US 6060013 А, 09.05.2000 | |||
| US 3982913 А, 28.09.1976 | |||
| US 5904894 A, 18.05.1999 | |||
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ РАСПЛАВА АЛЮМИНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ДИСПЕРСИОННОЙ ПОДАЧИ ГАЗА В РАСПЛАВ АЛЮМИНИЯ В УСТРОЙСТВЕ ДЛЯ РАФИНИРОВАНИЯ РАСПЛАВА АЛЮМИНИЯ | 1992 |
|
RU2090635C1 |

