Область техники
Настоящее изобретение касается устройства вдувания обрабатывающего газа в жидкий металл, содержащийся в ковше, а также ковша, используемого в металлургии и содержащего по меньшей мере одно устройство для вдувания.
Предшествующий уровень техники
Известна обработка потока жидкого металла перед его разливкой в формы для получения металлургического изделия, при этом жидкий металл может представлять собой алюминий, алюминиевый сплав, магний или магниевый сплав. Как правило, целью обработки жидкого металла является удаление из него растворенных газов, в частности водорода, а также растворенных примесей, таких как щелочные металлы, и твердых или жидких включений, которые могут отрицательно сказаться на качестве отливок.
В известном способе этот этап обработки осуществляют путем вдувания обрабатывающего газа в жидкий металл, содержащийся в ковше. В качестве обрабатывающего газа можно использовать инертный газ, не растворимый в жидком металле, такой как аргон, реагирующий газ, такой как хлор, или смесь этих газов.
Инертный и нерастворимый газ абсорбирует растворенный газ путем разбавления и уносит его с собой. Реагирующий газ реагирует с некоторыми растворенными примесями и образует жидкие или твердые включения, которые, так же как и уже присутствующие в жидком металле включения, могут быть удалены при помощи операции фильтрования.
В патенте США 5846479 описан ковш для обработки потока жидкого металла, содержащий множество инжекторных сопел, закрепленных в стенке ковша. Одна часть каждого сопла находится снаружи ковша, а другая часть содержит концевое отверстие, находящееся внутри ковша. Однако это концевое отверстие имеет очень незначительный диаметр и может быть закупорено жидким металлом или оксидами металла.
Очистку этого отверстия можно осуществлять изнутри после остановки установки и открытия ковша. Это является трудоемкой операцией, занимающей много времени и требующей перерыва в процессе обработки.
Краткое изложение существа изобретения
Задачей настоящего изобретения является создание устройства для вдувания обрабатывающего газа в жидкий металл, позволяющего осуществлять очистку отверстия каждого сопла в процессе работы установки.
Поставленная задача решена путем создания устройства для вдувания обрабатывающего газа в жидкий металл, содержащийся в ковше, которое предназначено для закрепления в одной из стенок ковша и содержит по меньшей мере одно инжекторное сопло, оснащенное концевым отверстием, устройство характеризуется тем, что содержит подвижное средство, управляемое снаружи устройства вдувания и выполненное с возможностью очистки концевого отверстия сопла.
Поскольку используемый обрабатывающий газ является инертным газом или реагирующим газом, то, пробивая и/или выталкивая осаждения, закупоривающие концевое отверстие сопла, при помощи подвижного средства, управляемого с наружной стороны ковша, можно продолжать процесс обработки жидкого металла, не ухудшая при этом качества обработки.
Предпочтительно упомянутое подвижное средство выполнено с возможностью прохождения через концевое отверстие сопла, что позволяет очистить последнее.
Согласно предпочтительному варианту выполнения подвижное средство содержит шток, установленный с возможностью скольжения внутри сопла, при этом шток выполнен с возможностью перемещения из положения покоя, в котором он не доходит до концевого отверстия сопла, оставляя проход для обрабатывающего газа, в рабочее положение, в котором он может выступать из концевого отверстия.
Согласно первому варианту выполнения шток содержит переднюю часть, которая выполнена с возможностью плотного прохождения через конец сопла, противоположный концевому отверстию, и снабжена органом ручного управления. Орган ручного управления предпочтительно содержит ручку.
Предпочтительно устройство содержит упругий элемент, обычно пружину, обеспечивающую удержание штока в положении покоя.
Согласно второму варианту выполнения со штоком соединен орган автоматического управления, который может быть выполнен, например, с использованием элемента управления перемещением штока, такого как пневматический, электрический или электромеханический элемент. Автоматический орган управления может управляться оператором или программной системой. В случае наличия нескольких устройств вдувания предпочтительно использовать одно или несколько элементов управления для обеспечения перемещения различных штоков.
Предпочтительно сопло содержит направляющее средство штока. Оно может быть выполнено в виде втулки, содержащей центральное отверстие и периферийные отверстия. Шток скользит в центральном отверстии втулки, а вдуваемый газ проходит через периферийные отверстия.
Предпочтительно диаметр сечения штока уменьшается в направлении концевого отверстия сопла.
Поставленная задача решена также путем создания ковша для обработки жидкого металла, такого как ковш для обработки потока жидкого металла, называемый «ковшом для поточной обработки», который характеризуется тем, что содержит по меньшей мере одно устройство для вдувания газа в соответствии с настоящим изобретением. В случае, когда ковш содержит несколько устройств вдувания, предпочтительно приводить последние в действие со смещением во времени при помощи автоматического органа управления, что может быть осуществлено, например, при помощи кулачкового вала, кулачки которого установлены с угловым смещением.
Настоящее изобретение касается также использования определенного выше ковша для обработки жидкого металла. Жидким металлом может быть алюминий, алюминиевый сплав, магний или магниевый сплав.
Краткое описание чертежей
Настоящее изобретение поясняется ниже подробным описанием предпочтительных вариантов воплощения со ссылками на прилагаемые чертежи, на которых:
фиг. 1 изображает ковш, содержащий несколько устройств вдувания (поперечный разрез) согласно изобретению;
фиг. 2 - разрез по линии II-II на фиг. 1 согласно изобретению.
Описание предпочтительных вариантов воплощения изобретения
Ковш1 (фиг. 1) содержит боковую стенку 2 и дно 3, ограничивающие рабочую камеру 4, крышку 5, средства 6 подачи и выпуска 7 жидкого металла и устройство 8 вдувания обрабатывающего газа в соответствии с настоящим изобретением.
Устройство или устройства 8 (фиг. 2) вдувания обычно закрепляют в боковой стенке 2 ковша 1, состоящей из нескольких слоев 9-11, при этом наружный слой 9 выполняют из металла (и обычно называют «кожухом»), а остальные слои 10 и 11 выполняют из огнеупорных материалов. Слой 10, который может быть образован несколькими наложенными друг на друга слоями, как правило, предназначен для термоизоляции ковша. Слой 11 специально выполняют с возможностью сопротивления воздействию жидкого металла.
На фиг.2 показан предпочтительный вариант выполнения одного из устройств 8 вдувания.
Согласно этому варианту выполнения устройство 8 вдувания содержит металлический шток 14, выполненный с возможностью скольжения в гнезде по существу трубчатой формы, при этом последнее используют также для подачи обрабатывающего газа в рабочую камеру 4 ковша 1.
Устройство 8 вдувания состоит из передней части 15, находящейся снаружи ковша 1, которая закреплена одним из своих концов в полом соединительном элементе 16, свободно сообщающемся с емкостью для обрабатывающего газа (не показана), и из задней части 17, содержащей сопло 18, закрепленное в соединительном элементе 16. Сопло 18 содержит концевое отверстие 19, находящееся внутри рабочей камеры 4 ковша 1.
Шток 14 содержит первый конец, который находится снаружи ковша 1, и устройства 8 вдувания и соединен с ручкой 20, и второй конец, находящийся в ковше 1. Если не принимать во внимание кольцевой заплечик 21, выполненный заодно со штоком 14 рядом с его первым концом, шток 14 имеет диаметр, обычно неравномерно уменьшающийся в направлении второго конца. Пружина 22, вставляемая при помощи второго конца штока 14, охватывает этот конец и имеет диаметр, несколько меньший диаметра заплечика 21.
Передняя часть 15 выполнена в виде корпуса 24, содержащего передний конец, центральный канал и задний конец. На уровне переднего конца диаметр центрального канала по существу равен диаметру утолщения 21 штока 14. В корпусе 24 установлена первая уплотнительная прокладка 25, предназначенная для взаимодействия с заплечиком 21, когда шток 14 вводят в центральный канал. На уровне заднего конца центральный канал содержит внутренний заплечик 26, диаметр которого по существу равен диаметру штока 14. На этом заплечике 26 установлена вторая уплотнительная прокладка 27. Уплотнительные прокладки 25, 27 особенно предпочтительны, когда обрабатывающий газ является реагирующим газом.
После введения штока 14 пружина 22, не испытывающая никакой нагрузки, опирается на заплечик 21 и на внутренний заплечик 26. Вокруг переднего конца корпуса 24 завинчена гайка 28, содержащая центральное отверстие диаметром, по существу равным диаметру штока 14 и, следовательно, меньшим диаметра заплечика 21, и предназначенная для предотвращения случайного выхода штока 14.
Соединительный элемент 16 содержит центральный канал, в котором может скользить шток 14, и периферийную полость, в которую можно вставить трубопровод 29 от емкости с обрабатывающим газом.
В показанном варианте выполнения сопло 18 задней части 17 выполняют в виде металлической трубки 30, содержащей первый конец, закрепленный в заднем конце соединительного элемента 16 и второй конец, плотно охватывающий металлический и по существу трубчатый корпус 31.
Корпус 31 содержит скошенный конец, опирающийся на выполненный в виде наружного скошенного заплечика 33 передний конец стакана 34 из огнеупорного материала, содержащего круглый задний конец, заканчивающийся концевым отверстием 19. Этот стакан 34 закреплен при помощи гайки 35, завинчиваемой в корпус 31 и содержащей центральное отверстие, имеющее диаметр, по существу равный диаметру стакана 34. Наконец, второй конец сопла 18 вставлен в корпус 37 из огнеупорного материала, который содержит коническую полость и закреплен в слое 11 боковой стенки 2 ковша 1. В состоянии покоя второй конец штока 14 не доходит до концевого отверстия 19 стакана 34.
Устройство 8 вдувания удерживается в неподвижном положении при помощи кронштейна, выполненного в виде двух металлических стоек 38, 39, каждая из которых содержит конец, жестко соединенный с металлическим слоем 9 боковой стенки 2 ковша 1. Вдоль обеих стоек 38, 39 вставляют и закрепляют пластину 40, содержащую центральное отверстие и два периферийных отверстия. Сначала устройство 8 вдувания вставляют в центральное отверстие пластины 40, а затем закрепляют в нужном положении.
В качестве обрабатывающего газа можно использовать инертный и нерастворимый газ, такой как аргон, а также реагирующий (реакционно-способный) газ, такой как хлор, или же смесь из этих газов.
Во время работы обрабатывающий газ подают в соединительный элемент 18, и он проходит через заднюю часть 17 устройства 8 вдувания. В конечном итоге газ вдувается через концевое отверстие 19 стакана 34 в рабочую камеру 4, содержащую жидкий металл.
Когда у оператора возникает необходимость удалить примеси, закупоривающие концевое отверстие 19 стакана 34, он при помощи ручки 20 перемещает шток 14. В результате этого поступательного движения второй конец штока 15 проходит через концевое отверстие 19 и пробивает и/или выталкивает возможные остаточные осаждения. Когда оператор отпускает ручку 20, пружина 22 разжимается между заплечиком 21 и внутренним заплечиком 26, и под ее действием шток 14 возвращается в исходное положение.
Необходимо отметить, что вместо ручного управления при помощи ручки 20 шток может приводиться в действие при помощи органа автоматического управления (пневматического, электромеханического или другого), что позволяет избежать вмешательства оператора. Преимуществом такого варианта является то, что орган автоматического управления можно настроить таким образом, чтобы разные устройства 8 вдувания приводились в действие со сдвигом во времени.
Обработку жидкого металла 41 можно осуществлять следующим образом:
устанавливают на место ковш 1 для обработки, оборудованный по меньшей мере одним устройством 8 вдувания в соответствии с настоящим изобретением;
подают жидкий металл 41 с формированием определенного потока металла внутри ковша;
осуществляют вдувание обрабатывающего газа при помощи устройства или устройств 8 вдувания;
в случае необходимости, приводят в действие средства 14 для очистки концевого отверстия 19 сопла или сопел 18.
Установка на место ковша для поточной обработки обычно включает в себя его соединение по меньшей мере с одним желобом 12 подачи жидкого металла и по меньшей мере с одним желобом 13 выпуска жидкого металла.
Настоящее изобретение никоим образом не ограничивается приведенными примерами его выполнения.

Изобретение касается устройства для вдувания обрабатывающего газа в жидкий металл, содержащийся в ковше, ковша для обработки металла и их применения. Устройство для вдувания обрабатывающего газа в жидкий металл, содержащийся в ковше, предназначенное для закрепления в одной из стенок ковша, включает по меньшей мере одно инжекторное сопло с концевым отверстием, подвижное средство, управляемое снаружи устройства вдувания и обеспечивающее очистку концевого отверстия сопла, причем подвижное средство содержит шток, установленный с возможностью скольжения внутри сопла, при этом шток выполнен с возможностью перемещения из положения покоя, в котором он не доходит до концевого отверстия и обеспечивает проход для обрабатывающего газа, в рабочее положение. Устройство обеспечивает очистку отверстия каждого сопла в процессе работы установки. 3 н. и 10 з.п. ф-лы, 2 ил.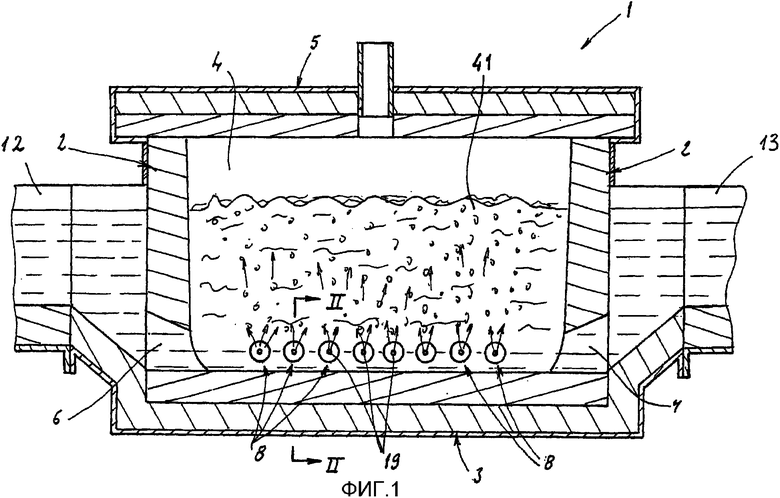
| US 5465942 A 14.11.1995 | |||
| US 5846479 A 08.12.1998 | |||
| US 4744545 17.05.1988 | |||
| US 5667687 A 16.09.1997 | |||
| GB 1152330 A 14.05.1969 | |||
| Устройство для непрерывной дегазации расплавленного алюминия | 1979 |
|
SU1114344A3 |

