Настоящее изобретение относится к системе для получения и отбора библиотек покрытий и, более конкретно, к системам для параллельного осаждения слоев материалов на подложку для получения библиотеки покрытий.
Покрытия широко используются в промышленности для повышения функциональности и увеличения ценности материала подложки. В целом существует два типа функциональных материалов для покрытий: неорганические и органические покрытия. Неорганические покрытия использовались как в полупроводниковой промышленности, например, в различных тонкопленочных интегральных микросхемах, так и в традиционной промышленности, например в виде покрытий, создающих термический барьер для паровых турбин и аэродинамических поверхностей авиадвигателей. Органические покрытия также широко используются во многих промышленных областях использования в защитных или декоративных целях, например в качестве автомобильного верхнего прозрачного покрытия, красок и т.д. Другие типы покрытий включают, например, защитные и антикоррозийные покрытия, клейкие и антиадгезионные покрытия, защищающие от внешних условий барьерные покрытия, электропроводящие или оптически прозрачные покрытия, твердые устойчивые к царапанию покрытия и т.д. Открытие усовершенствованных рецептур покрытий имеет огромное значение для производителя.
Однако разработка общих подходов для ускорения разработки способов получения различных систем нанесения покрытий может иметь еще большее значение, поскольку поиск и оптимизация улучшенных покрытий больше является искусством, чем наукой. Сила теоретического подхода при поиске и оптимизации улучшенных покрытий является ограниченной в значительной степени из-за сложности типичных систем для нанесения покрытий и многообразия требований по качеству, которым они должны соответствовать. Типично рецептуры промышленных покрытий должны соответствовать многочисленным функциональным требованиям, и для получения сбалансированной рецептуры необходимо множество совместимых функциональных групп или смесей. Кроме того, свойства системы нанесения покрытий зависят не только от рецептуры или состава, но также от условий процесса и способа нанесения покрытия. Например, степень неоднородности толщины и шероховатость поверхности, которая зависит от способа нанесения и обработки покрытия, являются важными для качества и воспроизводимости покрытия. Далее, различные условия обработки, включающие отверждение под воздействием ультрафиолетового света или пучка электронов; изменяющиеся температура или давление и последовательность нанесения каждого слоя многослойных покрытий являются чрезвычайно важными факторами при определении структуры или состава окончательного покрытия. Кроме того, структура или состав окончательного покрытия оказывает влияние на функциональность покрытия. Таким образом, из-за величины переменных параметров большинство из используемых промышленных систем покрытий, разработанных к настоящему времени, являлись результатом случайного успеха экспериментальных способов, проведенных методом проб и ошибок.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Поэтому существует необходимость в подходе, который ускоряет скорость создания и изучения функциональных покрытий для различных промышленных областей использования. Таким образом, целью настоящего изобретения является создание системы высокопроизводительного изготовления и анализа массива материалов с покрытиями.
Эта цель достигается тем, что система для изготовления массива материалов с покрытием содержит подложку, имеющую поверхность со множеством заранее определенных областей, множество материалов для покрытия подложки, механизм подачи, связанный со множеством материалов и приспособленный для одновременной подачи каждого материала на поверхность подложки, и регулирующее устройство, управляющее механизмом подачи для селективной подачи каждого материала так, что каждая заранее определенная область подложки имеет заранее определенное покрытие.
Механизм подачи может дополнительно включать множество источников, каждый из которых предназначен для подачи одного материала и имеет различное неподвижное расположение внутри системы.
Заранее определенное покрытие, связанное с, по меньшей мере, одной областью, может включать тонкопленочное покрытие, имеющее множество слоев.
Система может дополнительно включает маску, имеющую множество рисунков и расположенную рядом с поверхностью подложки, при этом каждый рисунок расположен поверх подложки и является уникальным для обеспечения подачи материалов к различным комбинациям множества заранее определенных областей подложки.
Каждый материал может быть выбран из группы, состоящей из металлов, сплавов, керамических материалов, оксидов, нитридов и сульфидов.
Каждый материал может быть выбран из группы, состоящей из полимерных материалов, олигомерных материалов, небольших молекул, термопластичных полимеров и термореактивных полимеров.
Механизм подачи может дополнительно включать устройство осаждения из паровой фазы.
Механизм подачи может дополнительно включать затвор, имеющий множество положений, соответствующих каждому материалу, и регулирующее устройство приспособлено контролировать положение затвора для селективного воздействия на поверхность подложки, по меньшей мере, одним материалом.
Механизм подачи может дополнительно включать множество распыляющих устройств, соответствующих множеству материалов, каждый из которых является испаряемым соответствующим одним распыляющим устройством.
Система может дополнительно включать маску, имеющую множество маскирующих рисунков, и подвижное закрепляющее устройство, связанное с регулирующим устройством, и имеющее держатель для закрепления маски, при этом регулирующее устройство приспособлено контролировать перемещение закрепляющего устройства к положению одного маскирующего рисунка над подложкой в сочетании с подачей, по меньшей мере, одного материала на подложку.
Система может дополнительно включать подвижное зажимное приспособление, связанное с регулирующим устройством и имеющее зажим для поддержания подложки, при этом регулирующее устройство способно контролировать скорость перемещения поддерживающего устройства для расположения, по меньшей мере, части подложки внутри зоны подачи для осуществления подачи, по меньшей мере, одного материала.
Закрепляющее устройство может перемещаться с по существу постоянной скоростью.
Указанная цель достигается и тем, что система для изготовления массива материалов с покрытиями включает зону подачи, неподвижно расположенную внутри системы, подложку, имеющую поверхность со множеством заранее определенных областей и расположенную внутри зоны подачи, множество материалов для нанесения покрытия на подложку, механизм подачи, связанный со множеством материалов и приспособленный для одновременной подачи каждого материала из различных неподвижных положений в зону подачи, и регулирующее устройство, контролирующее механизм подачи для селективной подачи, по меньшей мере, одного материала в зону подачи так, что каждая заранее определенная область подложки имеет заранее определенное покрытие, по меньшей мере, одним материалом.
Заранее определенное покрытие, связанное с, по меньшей мере, одной областью, может включать тонкопленочное покрытие, имеющее множество слоев.
Система может дополнительно включать маску, имеющую множество рисунков и расположенную рядом с областью подачи между множеством материалов и поверхностью подложки, и каждый рисунок расположен внутри зоны подачи и является уникальным для обеспечения подачи материалов к различным комбинациям множества заранее определенных областей подложки.
Каждый материал может быть выбран из группы, состоящей из металлов, сплавов, керамических материалов, оксидов, нитридов и сульфидов.
Механизм подачи может дополнительно включать устройство осаждения из паровой фазы.
Механизм подачи может дополнительно включать затвор, имеющий множество положений, соответствующих каждому материалу, при этом регулирующее устройство способно контролировать расположение затвора для селективного воздействия, по меньшей мере, одним материалом в зоне подачи.
Каждый материал может быть выбран из группы, состоящей из полимерных материалов, олигомерных материалов, небольших молекул, термопластичных полимеров и термореактивных полимеров.
Механизм подачи может дополнительно включать множество распыляющих устройств, соответствующих множеству материалов, каждый из которых является испаряемым одним соответствующим распыляющим устройством.
Система может дополнительно включать подвижное закрепляющее устройство, связанное с регулирующим устройством и имеющее держатель для закрепления маски, при этом регулирующее устройство способно контролировать перемещение закрепляющего устройства к положению одного рисунка над зоной подачи в сочетании с подачей, по меньшей мере, одного материала в зону подачи.
Система может дополнительно включать подвижное зажимное приспособление, связанное с регулирующим устройством и имеющее зажим для поддержания подложки, при этом регулирующее устройство способно контролировать скорость перемещения поддерживающего устройства для расположения, по меньшей мере, части подложки внутри зоны подачи, в сочетании с подачей, по меньшей мере, одного материала в зону подачи.
Закрепляющее устройство может перемещаться с, по существу, постоянной скоростью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет принципиальную схему системы для изготовления массива материалов с покрытиями.
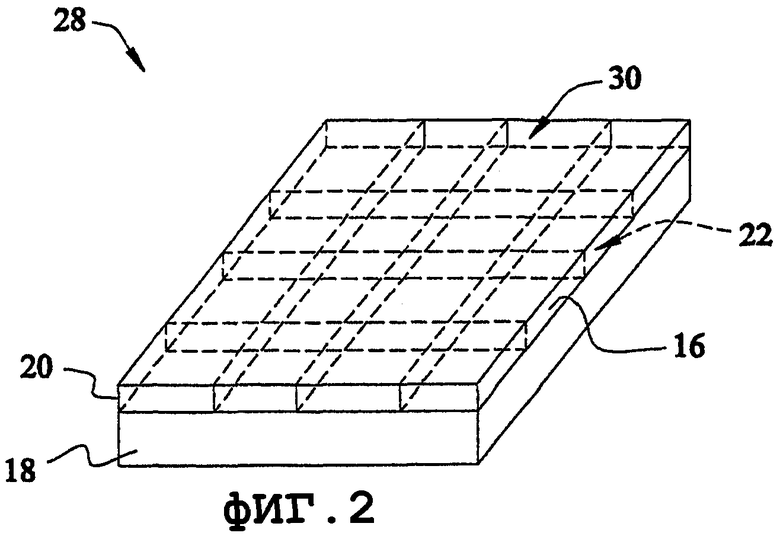
Фиг.2 представляет принципиальную схему библиотеки покрытий, полученной из системы, показанной на фиг.1.
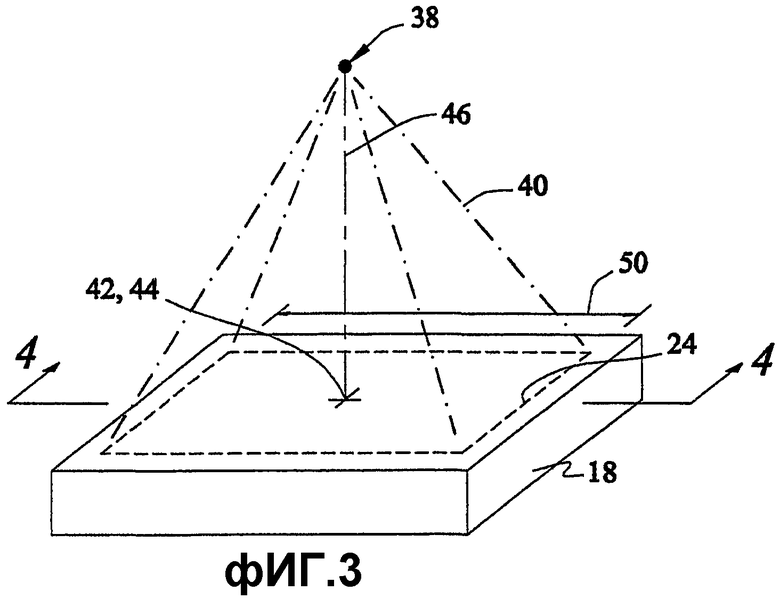
Фиг.3 представляет принципиальную схему огибающей поверхности испаренного материала, подаваемого из источника механизма подачи к поверхности подложки внутри зоны подачи.
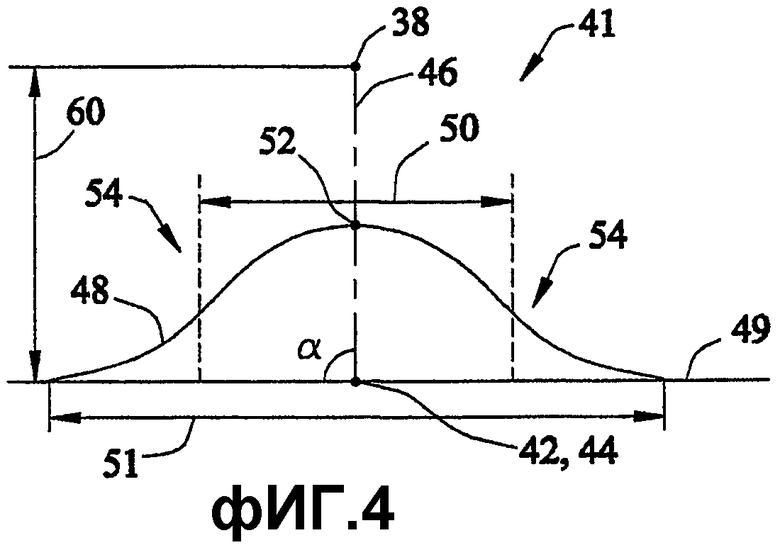
Фиг.4 представляет кривую профиля толщины, распределенного вдоль размера зоны подачи, при перпендикулярной фокусированной компоновке механизма подачи.
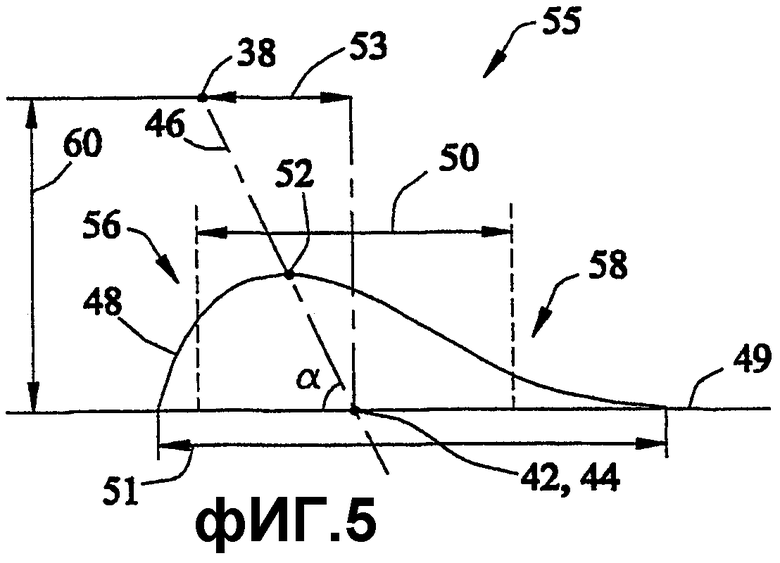
Фиг.5 представляет кривую профиля толщины, распределенного вдоль размера зоны подачи, при фокусированной компоновке под углом механизма подачи.
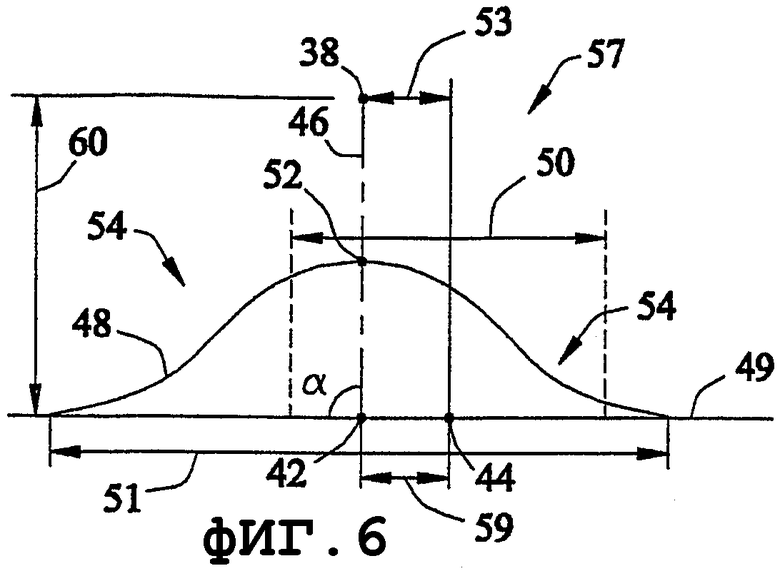
Фиг.6 представляет кривую профиля толщины, распределенного вдоль размера зоны подачи, при перпендикулярной, внефокусной компоновке механизма подачи.
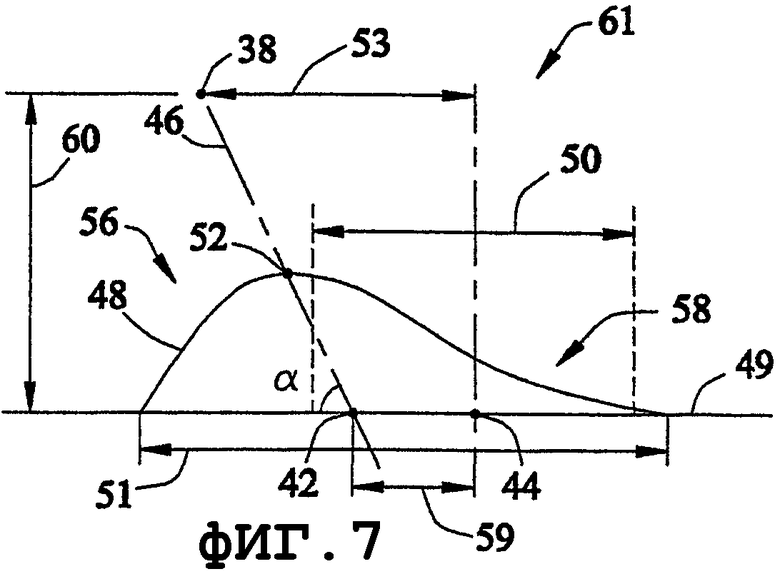
Фиг.7 представляет кривую профиля толщины, распределенного вдоль размера зоны подачи, при внефокусной компоновке под углом механизма подачи.
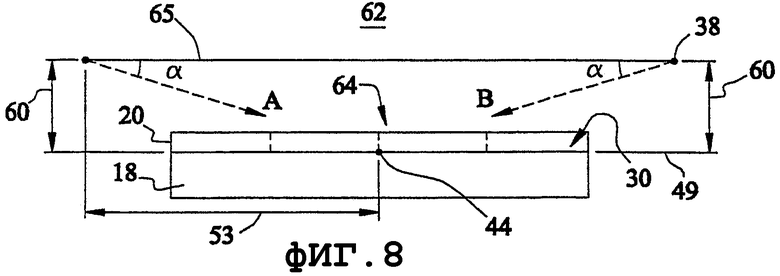
Фиг.8 представляет вид сбоку одного варианта осуществления комбинаторной системы нанесения покрытий, имеющей два противоположно расположенных источника подачи.
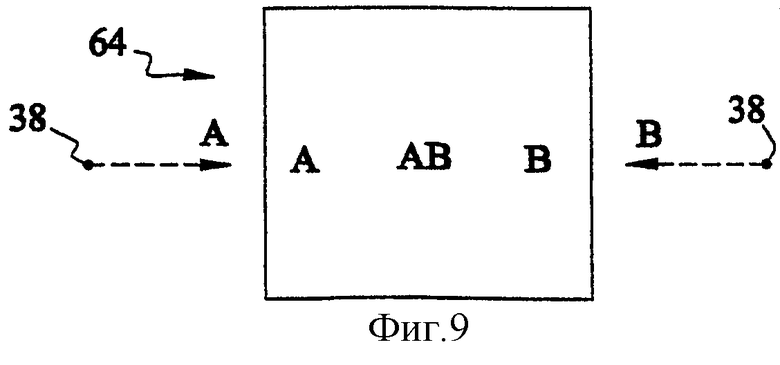
Фиг.9 представляет вид сверху библиотеки покрытий, полученной из системы, показанной на фиг.8.
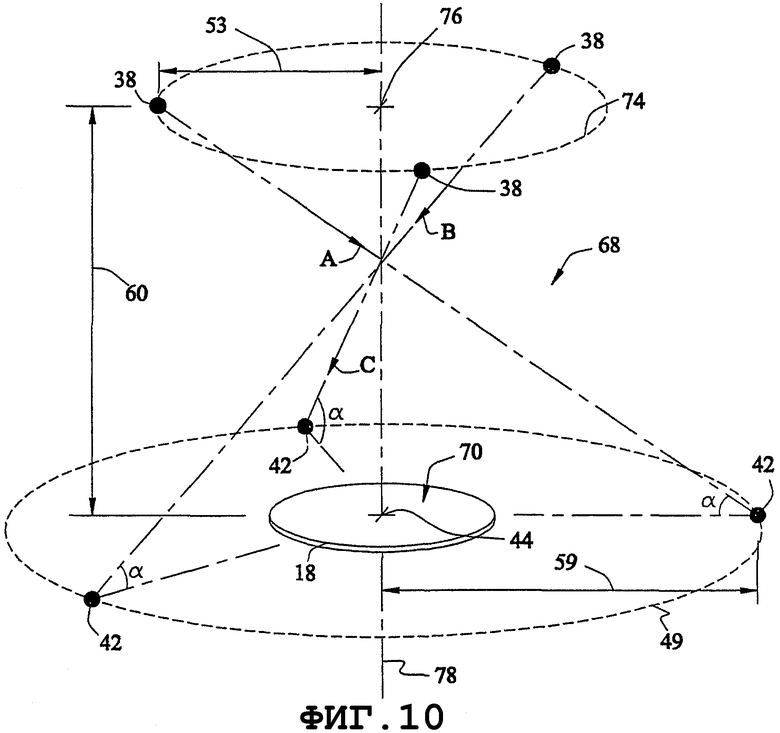
Фиг.10 представляет вид в перспективе одного варианта осуществления тройной комбинаторной системы нанесения покрытий.
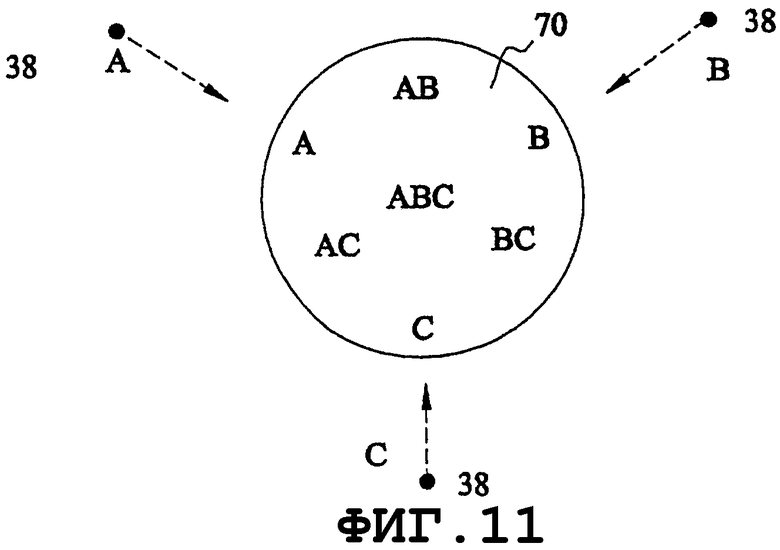
Фиг.11 представляет вид сверху библиотеки покрытий, полученной из системы, показанной на фиг.10.
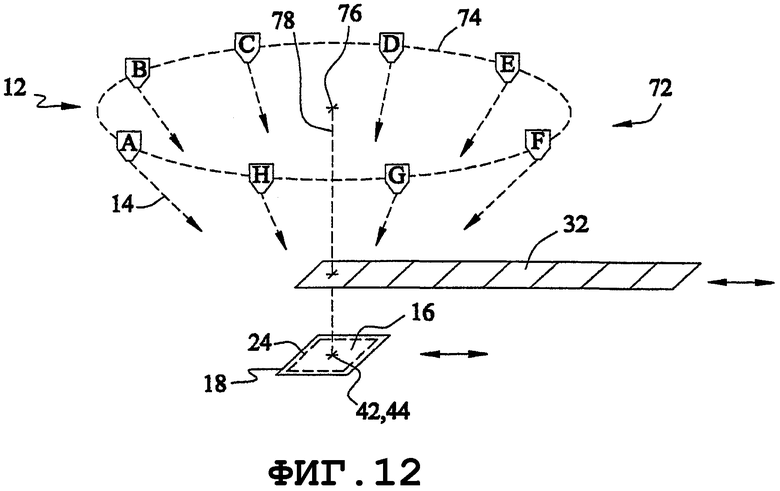
Фиг.12 представляет принципиальную схему другого варианта осуществления комбинаторной системы нанесения покрытий.
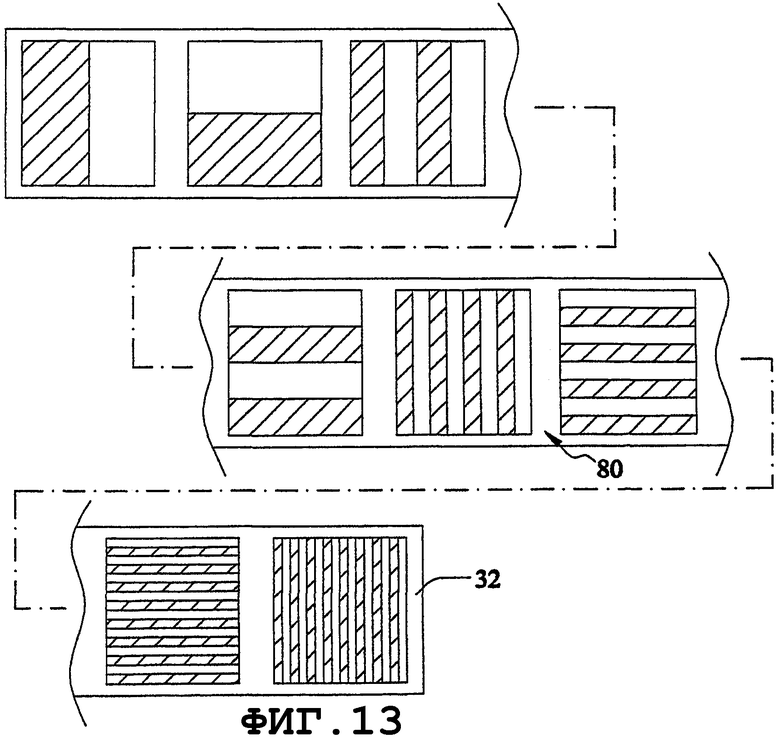
Фиг.13 представляет вид сверху маски, имеющей множество рисунков и используемой в системе, показанной на фиг.12.
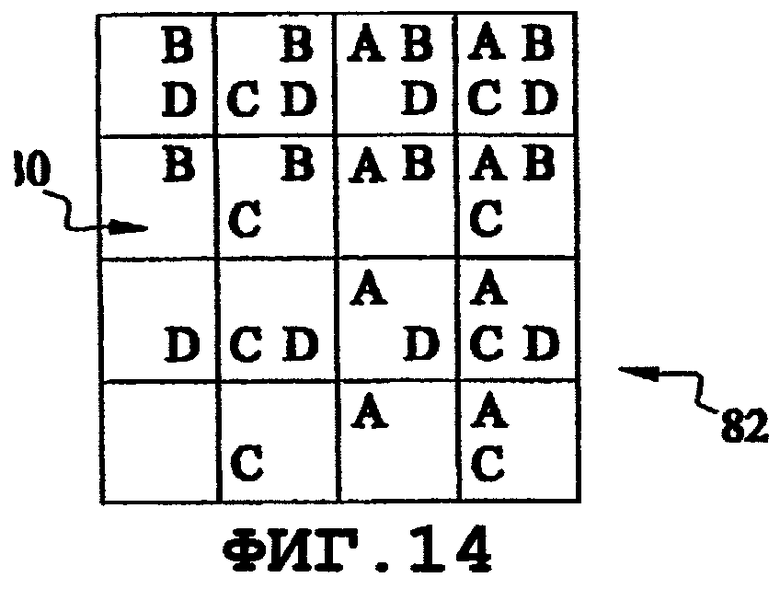
Фиг.14 представляет вид сверху библиотеки покрытий, полученной с использованием маски, показанной на фиг.13, в системе, показанной на фиг.12.
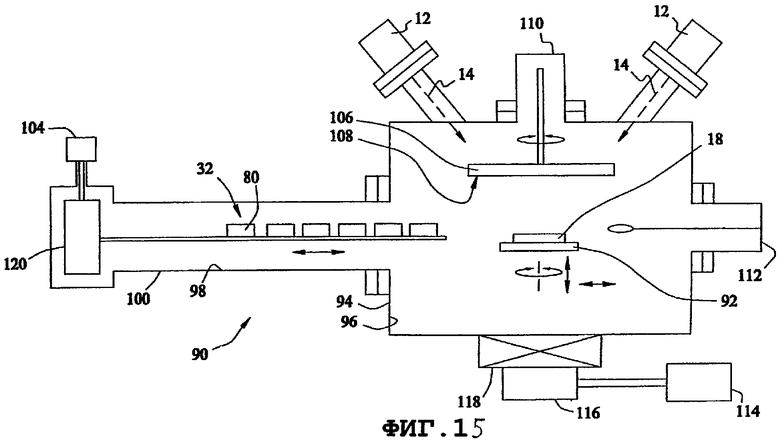
Фиг.15 представляет вид сбоку, показывающий поперечный разрез одного варианта осуществления на практике комбинаторной системы нанесения покрытий осаждением из паровой фазы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг.1 и 2 показана система 10 для изготовления массива материалов с покрытиями, которые образуют библиотеку покрытий, включает механизм 12 подачи, доставляющий один или комбинацию из множества материалов 14 к поверхности 16 подложки 18 для получения покрытия 20. Поверхность 16 подложки имеет множество заранее определенных областей 22, которые располагаются внутри зоны подачи 24, которая предпочтительно находится в неподвижном положении внутри системы 10. Механизм 12 подачи и/или множество материалов 14 расположены так, чтобы одновременно подавать или подавать параллельно каждый из множества материалов в зону 24 подачи. Регулирующее устройство 26 регулирует выбор, количество и последовательность подачи каждого из множества материалов 14 так, что состав покрытия 20 может изменяться в каждой из областей 22 на поверхности подложки 16 для получения библиотеки 28 покрытий. По существу, каждую из множества заранее определенных областей 22 покрывают одним из множества заранее определенных покрытий 30. Множество заранее определенных покрытий 30 включает однослойное покрытие одним из множества материалов 14, однослойное покрытие комбинацией из множества материалов, многослойное покрытие, каждый слой которого представляет собой один из множества материалов, и многослойное покрытие, каждый слой которого представляет собой комбинацию из множества материалов. Кроме того, система 10 может включать маску 32, связанную с регулирующим устройством 26, для обеспечения поставки материалов 14 к различным комбинациям из множества заранее определенных областей 22 для получения множества заранее определенных покрытий 30. Система 10 также может включать отверждающий источник 34 для отверждения множества материалов 14, когда они подаются к подложке 18, либо как только они были осаждены на подложку. Система 10 может включать тестирующее устройство 36 для проведения аналитических тестов на покрытой подложке или библиотеке 28 покрытий, для определения свойств каждого заранее определенного покрытия 30. Маска 32 может быть зафиксирована закрепляющим устройством 35, которое выборочно может подвижно располагать маску внутри системы 10. Аналогичным образом подложка 18 может быть закреплена зажимным приспособлением 37, которое выборочно может подвижно располагать подложку внутри системы 10. Таким образом, настоящее изобретение предлагает систему и способ изготовления и тестирования библиотеки покрытий, имеющей массив покрытий, который получен из множества одновременно фокусируемых материалов или фокусируемых параллельно на подложку.
Механизм 12 подачи сконструирован таким образом, чтобы каждый материал 14 мог подаваться одновременно или подаваться параллельно к зоне 24 подачи под различными углами. По существу, механизм 12 подачи расположен или сфокусирован так, что, по меньшей мере, часть подаваемого материала достигает зоны 24 подачи, как более детально обсуждается ниже. Механизм 12 подачи может являться одиночным устройством или может являться множеством индивидуальных устройств, каждое из которых соответствует одному материалу 14. Расположение каждого или нескольких механизмов 12 подачи предпочтительно является неподвижным внутри системы 10 относительно зоны 24 подачи и относительно других механизмов подачи. Предпочтительно, механизм 12 подачи проецирует каждый из множества материалов 14 к зоне 24 подачи в парообразной или распыленной форме. Подходящие варианты механизма 12 подачи включают распылительные насадки или распылители любого типа, такие как ультразвуковые, воздушные, термические, безвоздушные распылители, например, использующие гидравлическую силу распылители, микроволновые или радиочастотные механизмы подачи, головки для струйной печати, устройство осаждения из паровой фазы, включающее напыление, термическое/электронное/лазерное испарение, химическое осаждение из паровой фазы, эпитаксию молекулярного пучка, плазменное распыление и осаждение ионного пучка.
Множество материалов 14 включает неорганические материалы и органические материалы в различных состояниях, например, в виде твердотельных, жидких, газообразных и испаренных/распыленных материалов. Соответствующие примеры неорганических покрытий выключают металлы, сплавы, керамические материалы, оксиды, нитриды и сульфиды. Соответствующие примеры органических покрытий включают полимерные, олигомерные и небольшие молекулы, где небольшие молекулы являются индивидуальными мономерами, которые реагируют с образованием покрытия. Полимерные материалы включают, но не ограничиваются этим, поликарбонаты, акрилаты, кремнийорганические соединения, сложные эфиры целлюлозы, полиэфиры, алкиды, полиуретаны, винильные полимеры и аналогичное. Предпочтительно, множество органических материалов включает органические полимерные материалы, такие как "архитектурные" материалы, полученные из органических материалов, имеющих защитные или декоративные функциональности, в частности, включающие термопластичные и термореактивные полимеры. Предпочтительно множество неорганических материалов включает оксиды. Далее, множество материалов 14 предпочтительно можно испарить или распылить по отдельности или в комбинации и направить к подложке или осадить на подложку, где испаренный/распыленный материал соединяется и образует непрерывное покрытие, если к подложке подается достаточное количество материала. Кроме того, материал или комбинация материалов может образовывать покрытие, имеющее множество слоев, где покрытие может быть многофункциональным покрытием, имеющим суммарную функцию, обусловленную заранее определенной функциональной ролью каждого слоя. Материалы можно объединять так, что в покрытие объединяются множество органических материалов или множество неорганических материалов или комбинация органических и неорганических материалов. Кроме того, предоставляя данные разнообразные комбинации материалов, можно определить взаимодействие и совместимость различных комбинаций материалов.
Покрытие 20 представляет собой материал или комбинацию материалов, осажденных на подложке 18. Данные материалы могут оставаться в виде отдельных гомогенных материалов или они могут реагировать, взаимодействовать, диффундировать, смешиваться или объединяться иным образом с получением нового гомогенного материала, смеси, композита или композиции. Как указывалось выше, покрытие 20 может включать один слой или множество слоев. Как правило, покрытие 20 имеет поперечный размер, т.е. длину, измеренную вдоль поверхности подложки, намного больший, чем толщина, т.е. размер покрытия, перпендикулярный к поверхности подложки. Предпочтительно каждый слой является тонкопленочным слоем. Покрытие 20 может различаться по составу, выборочно непрерывным образом от одной заранее определенной области 22 к другой, таким образом образуя массив покрытий, который определяет множество заранее определенных покрытий 30 библиотеки 28 покрытий. Каждый массив покрытий отличается друг от друга в зависимости от своего расположения. Кроме того, каждый массив покрытий можно обработать при одних и тех же условиях и проанализировать, чтобы определить их характеристики относительно функциональных или полезных свойств, и затем сравнить друг с другом, чтобы определить относительную полезность.
Каждая из множества заранее определенных областей 22 является неподвижной зоной на подложке 18 для получения одного или комбинации из множества материалов 14 с целью образования однослойного или многослойного покрытия. Каждая из заранее определенных областей 22 может иметь любую форму, достаточную для получения и анализа осажденного на ней покрытия, например прямоугольную, вытянутую в линию, аркообразную, круглую, эллиптическую, их комбинации и т.д. Каждая заранее определенная область 22 типично имеет площадь в диапазоне примерно от 0,01 мм2 до 100 см2, предпочтительно в диапазоне примерно от 1 мм2 до 1 см2 и более предпочтительно в диапазоне примерно от 10 мм2 до 50 мм2. Могут использоваться другие площади, и площадь каждой из заранее определенных областей 22 может определяться способностью устройств осаждения и аналитических приборов, а также предпочтительной плотностью библиотеки покрытий.
Подложка 18 представляет собой жесткий или полужесткий материал, подходящий для нанесения, по меньшей мере, одного из множества материалов 14 и функционирования в качестве подложки. Подложка 18 имеет, по меньшей мере, одну по существу плоскую поверхность 16, которая включает множество заранее определенных областей 22. Однако данная по существу плоская поверхность может иметь рельефные части, чтобы физически разделять каждую из множества заранее определенных областей 22. Подложка 18 может иметь любой размер и форму, но предпочтительно имеет форму диска, форму пластины или вытянутую форму, например, форму ленты или рулона. По существу плоская поверхность 16 подложки 18, соответствующая зоне 24 подачи, обычно имеет площадь в диапазоне примерно от 1 мм2 до 1 м2, предпочтительно в диапазоне примерно от 50 мм2 до 750 см2 и более предпочтительно в диапазоне примерно от 1 см2 до 500 см2.
Подложка 18 может быть закреплена внутри системы 10 и расположена в зоне подачи 24 зажимным приспособлением 37. Зажимное приспособление 37 может подвижно устанавливать подложку 18 в заданное положение. Например, для подложки 18 в форме вытянутой ленты зажимное приспособление 37 может включать устройство для разматывания ленты и устройство приема ленты, оба из которых вращаются и поддерживают ленту, возможно в комбинации с валиками, в зоне подачи 24. В другом примере зажимное приспособление 37 может представлять собой пластину, на которой помещена и закреплена подложка, где пластина соединена с двигателем или другим устройством типа приводного механизма, которые контролируют положение пластины относительно зоны 24 подачи. По существу, регулирующее устройство 26 может регулировать движение зажимного приспособления 37, чтобы контролировать заранее определенные области 22, на которые подаются материалы 14. Например, регулирующее устройство 26 может двигать зажимное приспособление 37 так, что одна заранее определенная из множества заранее определенных областей 22 находится вне зоны 24 подачи и поэтому не получает один или несколько материалов 14.
Зона 24 подачи представляет собой зону в неподвижном положении внутри системы 10. Зона 24 подачи может иметь любую форму или размер и типично, но необязательно она по существу соответствует по форме и размеру множеству заранее определенных областей 22 на поверхности 16 подложки 18. Однако множество заранее определенных областей могут быть значительно больше или значительно меньше, чем зона 24 подачи. Неподвижное расположение зоны 24 подачи предоставляет известное, постоянное место для системы 10, чтобы подавать множество материалов 14 к поверхности 16 подложки 18.
Регулирующее устройство 26 является вычислительной системой, имеющей входные устройства, выходные устройства, память и процессор для получения, отправки, хранения и обработки сигналов и данных, чтобы функционировать, отслеживать, записывать и иным образом функционально контролировать работу системы 10. Управляющее устройство 26 включает вычислительную систему, имеющую интерфейсную плату для объединения всех компонентов системы и регулятор движения для контроля движений маски 32 и подложки 18. Регулирующее устройство 26 может включать клавиатуру для введения данных и команд, монитор для показа информации и принтер для распечатывания информации. Регулирующее устройство 26 может включать программный продукт, технические средства, аппаратно-программное обеспечение и другие аналогичные компоненты и схемы для работы системы 10. Регулирующее устройство 26 может представлять собой одиночное устройство или может являться множеством приборов, работающих во взаимодействии. Предпочтительно регулирующее устройство 26 связано со всеми другими компонентами системы 10, включая механизм 12 подачи, множество материалов 14, подложку 18, маску 32, отверждающий источник 34, тестирующее устройство 36, закрепляющее устройство 35 и зажимное приспособление 37 для координирования работы системы. Например, регулирующее устройство контролирует подачу материалов к подложке, записывая точную комбинацию материалов, которая составляет покрытие каждой заранее определенной области. Контролируя подачу, регулирующее устройство может контролировать объем одного или нескольких материалов, комбинацию материалов, проекционную мощность, скорость нанесения покрытия, проекционный угол, пространство между механизмом подачи и подложкой, "маскирование" и т.д. Далее, регулирующее устройство 26 контролирует, синхронизирует, объединяет и записывает подачу и отверждение подаваемых материалов, тестирование библиотеки покрытий и анализ результатов тестов.
Маска 32 является материалом, имеющим один или несколько рисунков из открытых зон и блокированных зон, где открытые зоны дают возможность подавать множество материалов 14 к подложке 18, а блокированные зоны блокируют подачу. Рисунок может быть любой формы. Маску 32 используют, чтобы определить пространственные вариации материалов в библиотеке 28 покрытий. Например, в двойной маскирующей системе маска включает множество рисунков, которые расположены последовательно, чтобы дать возможность подачи к меняющимся полузонам на подложке 18, как будет более детально описано ниже. Маска 32 может располагаться в любом месте между множеством материалов 14 и подложкой 18, включая расположение непосредственно сверху и в контакте с подложкой, в направлении линии подачи материалов. Увеличивая пространство между маской 32 и подложкой 18, возникает эффект, называемый "затенением", который может быть нежелательным в некоторых случаях. При затенении подаваемый к подложке образ из материала пропорционален рисунку маски, но больше, поскольку пространство между маской и подложкой позволяет подаваемому образу расшириться, пока он достигнет подложки. Маска 32 может быть получена из жесткого или полужесткого материала, или маску можно получить химически на поверхности подложки. Предпочтительно материал маски гарантирует, что маска является настолько плоской, насколько это возможно, и устойчива к изгибу и/или сгибанию. Подходящие примеры материалов маски включают кремний, диоксид кремния и стекло для жестких или относительно несгибаемых материалов, пластмассы, металлы и сплавы для полужестких или относительно сгибаемых материалов в форме листов, пленок или фольги и литографический полиакрилат и другие химические материалы, которые образуют негативные и позитивные химические маски.
Маска 32 может быть закреплена в системе 10 и располагаться относительно зоны 24 подачи закрепляющим устройством 35. Закрепляющее устройство 35 может подвижно устанавливать маску 32. Например, для маски 32 в форме вытянутого полужесткого материала, имеющего множество рисунков, закрепляющее устройство 35 может включать устройство для разматывания ленты и устройство приема ленты, оба из которых вращаются и поддерживают ленту, возможно в комбинации с валиками, относительно зоны 24 подачи. В другом примере для маски 32 в форме жесткого материала закрепляющее устройство 35 может представлять собой платформу или другую несущую структуру, соединенную с двигателем или другим устройством типа приводного механизма, которые контролируют положение платформы и маски относительно зоны 24 подачи. Это дает возможность использовать один рисунок или ряд рисунков для маскирования различных заранее определенных областей 22 на подложке 18 движением маски 32. По существу регулирующее устройство 26 может регулировать движение закрепляющего устройства 35, чтобы контролировать заранее определенные области 22, на которые подаются материалы 14.
Отверждающий источник 34 представляет собой устройство, связанное с каждым из множества материалов 14, для инициирования реакции или испарения растворителя с участием одного или комбинации материалов. Например, реакция может представлять собой полимеризацию, реакцию сшивания, реакцию небольших молекул, неорганическую фазовую реакцию и другие аналогичные реакции, подходящие для подаваемого(ых) материала(ов). Подходящие примеры отверждающего источника 34 включают нагревающее устройство, связанное с подложкой 18, излучающее устройство, связанное с подаваемыми материалами или осаждаемыми материалами, микроволновое устройство, плазменное устройство и их комбинации.
Тестирующее устройство 36 представляет собой систему для анализа эксплуатационных характеристик каждого из множества заранее определенных покрытий 30 на подложке 18. Тестирующее устройство 36 подвергает всю библиотеку покрытий действию одних и тех же условий, чтобы определить относительную эффективность каждого из заранее определенных открытий 30. Тестирующее устройство 36 связано с регулирующим устройством 26, чтобы компилировать и анализировать данные тестов. Подходящие примеры тестирующего устройства 36 включают профиломер толщины, анализатор поверхности, измеритель поглощения ультрафиолета, прибор для определения твердости царапанием, измеритель проницаемости и другие аналогичные приборы, которые тестируют архитектурные, защитные, декоративные и другие функциональные особенности покрытия.
Как показано на фиг.3, источник 38 подачи материалов от механизма 12 подачи подает один из множества материалов 14 в испаренном или распыленном состоянии внутрь огибающей поверхности 40, которая предпочтительно охватывает зону 24 подачи для получения покрывающего слоя покрытия по всей зоне подачи. Источник 12 является точкой выхода материала из механизма подачи. Например, источник 12 может представлять собой сопло на распылителе. Однако в некоторых случаях может оказаться желательным не иметь кроющий слой покрытия по всей зоне 24 подачи. Например, огибающая поверхность 40 может охватывать только часть зоны 24 подачи, когда часть заранее определенных областей 22 подложки 18 не должна быть покрыта, и маска 32 не используется для предотвращения подачи материала к данным областям. Огибающая поверхность 40 может быть любой подходящей формы, включая коническую с различными поперечными сечениями, такими как круг, эллипс и прямоугольник, полуконическую с различными поперечными сечениями и форму тонкой линии. Форма огибающей поверхности 40 может быть обусловлена формой зоны подачи 24, формой поверхности 16 подложки 18, механизмом 12 подачи, желаемым составом каждого из множества заранее определенных покрытий 30, формой и количеством заранее определенных областей 22, количеством источников 38, количеством подаваемых к подложке 18 материалов 14 и аналогичными факторами. Форму огибающей поверхности 40 можно контролировать формой сопла на механизме 12 подачи воздушным кожухом, связанным с механизмом подачи, или другими определяющими форму конструкциями или устройствами, связанными с механизмом подачи.
Как показано на фиг.3, 4, в перпендикулярной фокусированной компоновке 41 источник 38 имеет точку фокуса 42 для подачи материала 14, совпадающую с центральной точкой 44 зоны 24 подачи. Источник 38 расположен так, чтобы направлять материал 14 вдоль угла подачи, имеющего осевую линию 46, по существу перпендикулярную поверхности зоны 24 подачи в центральной точке 44. Как показано на фиг.4, профиль 48 толщины в поперечном сечении по одному из размеров 50 (например, поперечному размеру, показанному на фиг.3) зоны 24 подачи покрытия, подаваемого при компоновке, показанной на фиг.3, причем угол α подачи по существу перпендикулярен плоскости 49 зоны подачи, обычно имеет двухмерное по существу нормальное распределение или распределение Гаусса. Поэтому профиль 48 толщины имеет верхнюю точку 52, совпадающую с осевой линией 46 выше центральной точки 44 с двумя равными, зеркально отраженными хвостами 54 с каждой стороны от осевой линии. Кроме того, источник 38 располагают на расстоянии 60 по вертикали относительно плоскости 49 зоны 24 подачи (фиг.3). Расстояние 60 по вертикали оказывает влияние на общую ширину 51 профиля 48 толщины и тем самым на толщину покрытия в любой данной точке вдоль распределения профиля толщины. Таким образом, в данном случае профиль 48 толщины центрирован внутри размера 50 зоны 24 подачи, причем толщина является максимальной в верхней точке 52 и постепенно уменьшается во всех направлениях от осевой линии 46.
Как показано на фиг.5, в фокусированной компоновке под углом 55 источник 38 имеет точку фокуса 42 для подачи материала 14, совпадающую с центральной точкой 44 зоны 24 подачи, однако источник расположен таким образом, что осевая линия 46 материала находится под углом подачи α, равным примерно между 0 градусами и 90 градусами относительно плоскости 49 зоны подачи. Далее, из-за наклонной, но фокусированной подачи источник 38 размещают на расстоянии 53 по горизонтали от центральной точки 44. Расстояние 53 по горизонтали является расстоянием в плоскости источника 38 параллельным плоскости 49 зоны подачи и смещенным от положения перпендикулярной фокусированной компоновки. Расстояние 53 по горизонтали, расстояние 60 по вертикали и угол α подачи являются математически взаимосвязанными и могут варьироваться для размещения профиля 48 толщины внутри зоны подачи 24. В данном варианте осуществления на практике профиль 48 толщины имеет искаженное распределение Гаусса с наклонным хвостом 56 ближе к источнику 38 и вытянутым конечным участком 58, тянущимся от источника. Внутри вытянутого хвоста 58 типично имеется область, где профиль 48 толщины по существу линейно изменяется по длине вдоль размера 50. Таким образом, в данном случае профиль 48 толщины является искаженным внутри размера 50 зоны 24 подачи, причем толщина является наибольшей по направлению к концевой части размера, имеющего наклонный хвост 56, и уменьшается по толщине от верхней точки 52 по направлению к краю размера, соответствующего растянутому хвосту 58.
Как показано на фиг.6, в перпендикулярной компоновке вне фокуса 57 источник 38 имеет точку фокуса 42 для подачи материала 14, расположенную на расстоянии 59 смещения от центральной точки 44 в плоскости зоны 24 подачи вдоль размера 50. В данном случае осевая линия 46 находится под углом α подачи, по существу расположена перпендикулярно к плоскости 49 зоны 24 подачи, расстояние 59 смещения по существу является равным расстоянию по горизонтали источника 38 от положения компоновки с перпендикулярным фокусированием (фиг.4). Кроме того, отмечается, что точка фокуса для механизма подачи может располагаться внутри зоны подачи или вне зоны подачи. Таким образом, в данном случае профиль 48 толщины смещен внутри размера 50 зоны 24 подачи, причем толщина наибольшая в смещенном положении верхней точки 52 и постепенно уменьшается во всех направлениях от осевой линии 46.
Как показано на фиг.7, в компоновке под углом вне фокуса 61 источник 38 имеет точку фокуса 42 для подачи материала 14, расположенную на расстоянии 59 смещения вдоль размера 50 от центральной точки 44, осевая линия 46 находится под углом α подачи, составляющим примерно от 0 градусов до 90 градусов относительно плоскости 49 зоны 24 подачи. В данном случае из-за угла α подачи и вне фокусной точки фокуса 42 горизонтальное расстояние 53 источника 38 от перпендикулярно фокусированной точки подачи больше, чем расстояние 59 смещения точки фокуса до центральной точки 44. Таким образом, в данном случае профиль 48 толщины еще более искажен внутри размера 50 зоны подачи 24, чем при компоновке, показанной на фиг.5.
В каждой из компоновок на фиг.4-7 пологость профиля 48 толщины внутри зоны 24 подачи будет изменяться в зависимости от расстояния 60 по вертикали между источником 38, причем пологость будет увеличиваться с увеличением расстояния. Далее, пологость профиля 48 толщины будет изменяться внутри зоны 24 подачи в зависимости от угла α подачи, расстояния 53 по горизонтали и расстояния 59 смещения, причем меньший угол, большее расстояние по горизонтали и расстояние смещения будут увеличивать пологость. Например, как показано на фиг.4, профиль 48 толщины может быть по существу плоским по размеру 50 зоны 24 подачи при надлежащей комбинации с углом подачи, расстоянием по горизонтали и расстоянием смещения. Однако при более близком расстоянии профиль 48 толщины по размеру 50 зоны 24 подачи будет постепенно меняться от наибольшей толщины в верхней точке 52 до наименьшей толщины на краях размера зоны подачи. Предпочтительно желательной является библиотека покрытий, имеющая по существу постоянную толщину так, что изменение толщины можно исключить из анализа множества заранее определенных покрытий 30, связанных с каждой заранее определенной областью 22, чтобы сфокусировать исследование на влияние состава покрытия. При эксплуатации библиотека покрытий по существу с постоянной толщиной достигается калибровкой каждого механизма подачи так, что через зону подачи распределяется линейный профиль толщины. Когда используется множество механизмов подачи, предпочтительно одинаковая часть профиля толщины располагается внутри зоны подачи для каждого механизма подачи. Поэтому настоящее изобретение дает возможность изготавливать библиотеки покрытий, имеющие фактически неопределимые вариации в составах, слоях и толщинах материалов покрытия внутри множества заранее определенных областей 30 подложки 18, посредством изменения вертикального расстояния 60, угла α подачи и расстояния 59 смещения для каждого источника 38 каждого из множества материалов 14.
Как показано на фиг.8, 9, в одном варианте осуществления комбинаторной системы нанесения покрытий 62 непрерывно изменяющуюся библиотеку 64 покрытий на подложке 18 получают одновременным осаждением, по меньшей мере, двух материалов А и В из множества материалов 14 от источников 38. Относительную толщину и состав каждого из множества заранее определенных покрытий 30 можно индивидуально или совместно непрерывно изменять в виде профиля 48 толщины (фиг.4-7) каждого из материалов А и В, как они подаются к подложке 18. Данное непрерывное изменение может быть линейным или нелинейным в зависимости от таких переменных параметров, как угол α подачи, проектная мощность механизма 12 подачи (не показан), связанного с каждым из источников 38, скорость нанесения покрытия или количество материала, осажденного в единицу времени, скорость подачи и концентрация материала, поступающего в механизм подачи, расстояние 60 по вертикали, расстояние 59 смещения источника 38 относительно центральной точки 44, расстояния 53 по горизонтали от каждого источника 38 до центральной точки 44, форма огибающей поверхности 40 (не показана), атмосфера, энергия на площадь, давление, состав газа при осаждении из паровой фазы и других аналогичных факторов. Каждый из данных переменных параметров может быть изменен индивидуально или в комбинации, чтобы дать заранее определенное покрытие в каждой из заранее определенных областей 30. Далее, хотя это и не показано, маска 32 может располагаться между каждым из источников 38 и подложкой 18, предпочтительно рядом или в контакте с подложкой, чтобы содействовать получению библиотеки покрытий.
Кроме того, как показано на фиг.8, угол α подачи может иметь величину в диапазоне примерно от 0° до 90°, более предпочтительно примерно от 15° до 75° и наиболее предпочтительно, примерно от 30° до 60°. Расстояние 60 по вертикали может изменяться примерно от 0 см до 90 см, более предпочтительно примерно от 3 см до 30 см и наиболее предпочтительно примерно от 10 см до 20 см. Расстояние 53 по горизонтали может различаться примерно от 0 см до 60 см, более предпочтительно примерно от 3 см до 30 см и наиболее предпочтительно примерно от 10 см до 20 см. Толщина покрытия может различаться примерно от 1 нанометра до 1 миллиметра, более предпочтительно примерно от 1 микрометра (или микрона) до примерно 500 микрон и наиболее предпочтительно примерно от 5 микрон до примерно 100 микрон.
Как показано на фиг.9, один вариант осуществления на практике библиотеки 64 покрытий, полученной комбинаторной системой нанесения покрытий 62 (фиг.8), включает встречные градиенты материалов А и В, непрерывно изменяющиеся примерно от 100% до 0% материала А, и примерно от 0% до 100% материала В, двигаясь в поперечном направлении через библиотеку покрытий со стороны, находящейся рядом с источником 38 материала А. В зависимости от обсужденных выше относительно подачи материалов к подложке параметров библиотека 64 покрытий может иметь по существу постоянную или переменную толщину по ширине подложки. Предпочтительно источники материалов А и В имеют соответствующие точки фокуса 42, имеющие заранее определенное расстояние 53 смещения от центральной точки 44 зоны подачи так, что толщина библиотеки покрытий по существу является постоянной по ширине подложки. Кроме того, предоставляя достаточное время для диффузии материалов А и В посредством регулирования скорости испарения, можно получить новый материал на месте диффузией или смешением или реакцией А и В. Альтернативно показанная на фиг.18 подложка 18 может быть подвижной, например вращаться, перемещаться в продольном и поперечном направлении для получения множества вариаций в составе каждого из заранее определенных покрытий 30. Кроме того, источники 38 могут последовательно подавать новые и различные материалы, которые в комбинации с движущейся в поперечном направлении удлиненной подложкой приводят к непрерывно изменяющемуся покрытию вдоль продольного направления подложки. Более того, каждый источник 38 предпочтительно располагают внутри плоскости 65 подачи, т.е. по существу параллельно, но размещенным на расстоянии 60 по вертикали от плоскости 49 зоны подачи. Однако в альтернативном варианте осуществления на практике расстояние 60 по вертикали до каждого источника 38 может независимо изменяться, чтобы предоставить различный профиль 48 толщины внутри зоны 24 подачи. Таким образом, система 62 предоставляет одновременную подачу, по меньшей мере, двух из множества материалов на подложку с целью получения непрерывно изменяющегося покрытия, имеющего градиенты, по меньшей мере, двух материалов.
Как показано на фиг.10-11, в другом варианте осуществления на практике, аналогичном показанному на фиг.8-9, тройная комбинаторная система 68 нанесения покрытия предлагает непрерывную трехкомпонентную библиотеку 70 покрытий. По меньшей мере, три материала А, В и С из множества материалов 14 (фиг.1) могут одновременно или последовательно подаваться от источников 38. Каждый из источников 38 расположен во вне фокусной компоновке 61 по существу под равными углами (фиг.7), как описано выше. Предпочтительно источники 38 расположены с равными интервалами по кругу 74 с центром 76 на той же оси 78, что и центральная точка 44. Предпочтительно круг 74 имеет больший диаметр, чем диаметр зоны подачи. Например, круг 74 предпочтительно имеет диаметр примерно 30 см в то время, как зона подачи имеет диаметр в диапазоне примерно от 10 см до 15 см. Библиотека 70 покрытий, полученная с помощью системы 68, может представлять собой непрерывно изменяющуюся комбинацию каждого из трех материалов А, В и С, имитируя трехфазовую диаграмму. Такие же описанные выше переменные параметры, влияющие на образование библиотеки 64 покрытий (фиг.8-9), аналогичным образом применяются для библиотеки 70 покрытий системы 68. Например, относительный состав библиотеки 70 покрытий в любой точке является функцией расстояния 53 по горизонтали, расстояния 59 смещения, угла α подачи, формы огибающей поверхности 40 каждого распыляемого материала, точки фокуса 42 каждого источника и т.д. Более того, предпочтительные расстояния и углы являются такими же, как описанные выше со ссылкой на фиг.8-9. В одном рабочем примере три распылителя краски одновременно фокусируют для подачи мелкодисперсного аэрозоля трех различных материалов на подложку, используя компоновку под углом вне фокуса 61 (фиг.7). Все распылители располагаются в плоскости подачи, параллельной зоне подачи и с интервалом по вертикали, составляющим примерно 15 см от зоны подачи. Далее, каждый распылитель располагается так, чтобы иметь угол α подачи, равный примерно 45°, и расстояние по горизонтали 53, составляющее примерно 18 см. Подложка 18 представляет собой по существу круглый диск кремниевой пластины, имеющий диаметр примерно 8 см. Каждую из множества заранее определенных областей калибруют по размеру, чтобы получить библиотеку покрытий, имеющую шестьдесят шесть заранее определенных покрытий. Материал покрытия включает 2% полиэтилметакрилат в растворителе изопропаноле, смешанном с органическим пигментом. После осаждения через тройную или треугольную маску (не показана) и термического отверждения за несколько минут получают трехкомпонентную библиотеку покрытий, имеющую шестьдесят шесть различных составов. Толщина покрытия составляет примерно 2 микрона, и толщина покрытия линейно меняется со временем покрытия.
Как показано на фиг.12-14, в другом варианте осуществления комбинаторная система 72 нанесения покрытия включает множество совместно фокусированных или одновременно фокусированных механизмов 12 подачи, каждый из которых расположен неподвижно, чтобы одновременно или последовательно подавать один из множества материалов 14 к подложке 18 через маску 32. Каждый из множества механизмов 12 подачи создает туман распыленного материала внутри огибающей поверхности 40 (фиг.3), который контактирует с поверхностью 16 подложки 18. Предпочтительно каждый источник 38 расположен в компоновке под углом вне фокуса 61 (фиг.7). Предпочтительно каждый механизм 12 подачи расположен с равными интервалами по кругу 74 с центром 76 на той же оси 78, что и центральная точка 44. Далее, каждый механизм 12 подачи предпочтительно имеет интервал по горизонтали 53 в радиальном направлении от центра 76, причем данное расстояние меньше, чем расстояние от центральной точки 44 до края зоны 24 подачи. Предпочтительно точка фокуса 42 (не показана) каждого механизма 12 подачи сфокусирована по существу с равным расстоянием 59 смещения (фиг.7) от центральной точки 44, посредством чего располагая одну и ту же часть профиля 48 толщины (фиг.7) для каждого материала в зоне 24 подачи. Однако не требуется, чтобы точка фокуса 42 для каждого механизма 12 подачи была бы смещена от центральной точки 44 или имела бы равные расстояния 53 смещения. Фактически каждый механизм 12 подачи может иметь единственную точку фокуса 42, включая точку, которая приводит к осевой линии 46 (фиг.3), которая перпендикулярна или располагается под наклоном относительно поверхности 16 в то время, как механизм подачи находится на одной линии с центральной точкой 44 или смещен в радиальном направлении от центральной точки 44 до тех пор, пока огибающая поверхности 40 (фиг.3) подаваемого материала 14 совмещается, по меньшей мере, с частью зоны 24 подачи и, следовательно, с поверхностью 16 подложки 18. Более того, нет необходимости располагать механизм 12 подачи по окружности, он может просто находиться в любом относительном положении, которое дает возможность параллельно или одновременно подавать множество материалов 14, по меньшей мере, к части зоны 24 подачи.
Маска 32 предпочтительно включает множество рисунков 80 (фиг.13), которые могут перемещаться к линии и от линии подачи материалов 14, чтобы контролировать покрытие различных заранее определенных областей 22 (фиг.2) различными материалами для получения библиотеки 82 покрытий (фиг.13). Хотя она и изображена на фиг.12 располагающейся в отдалении от подложки 18, предпочтительно маска находится в физическом контакте, т.е. прикасается или близко расположена к подложке, чтобы исключить затенение. Например, ссылаясь на фиг.14, система 72 может давать библиотеку 82 покрытий, имеющую шестнадцать заранее определенных покрытий 30, используя четыре (А, В, С и D) из множества материалов 14 в комбинации с первыми четырьмя рисунками 80 маски 32 (фиг.13).
В рабочем варианте системы 72 каждый механизм 12 подачи является соплом форсунки, которое распыляет жидкий исходный материал 14 в мелкодисперсный распыленный материал и направляет его индивидуально или в комбинации с другими соплами/материалами к подложке 18, чтобы создать слой покрытия. Для создания мелкодисперсного тумана жидкого материала на жидкий материал можно воздействовать сжатым воздухом, перегретым паром или ультразвуковыми волнами. Библиотеку 82 покрытий, имеющую многослойное покрытие, можно создать заданием последовательности подачи материалов 14 от множества форсунок 12 в комбинации с последовательностью маскирующих рисунков и стадий отверждения (если это необходимо), чтобы обеспечить заранее определенное покрытие 30 в заранее определенной области 22 (фиг.2) подложки. Это может быть желательно, например, когда ведется поиск покрытий, имеющих многофункциональные свойства, где каждый слой или комбинация слоев покрытия дают, по меньшей мере, одно из функциональных свойств. В данном конкретном примере, который не следует рассматривать в качестве ограничивающего, восемь различных жидких покрытий А, В, С, D, I, F, G, Н подают на восемь индивидуально регулируемых распылителей. Например, подходящие жидкие материалы для покрытия включают полиакрилаты, поликарбонаты, винильные полимеры, кремнийорганические соединения и силикагель. Далее, подходящие распылители включают, например, распылители, производимые фирмой SonoTech (Сонотех). Если материалы требуют отверждение, тогда подходящие примеры отверждающего источника 34 (фиг.1) включают нагревательную плиту и ультрафиолетовую лампу, способные отверждать материалы при температурах примерно от 80°С до 200°С и более предпочтительно примерно от 100°С до 150°С в течение периодов времени примерно от 10 минут до 10 часов, и более предпочтительно примерно от 1 часа до 4 часов. Таким образом, библиотеку покрытий, имеющую множество заранее определенных многослойных покрытий, изготавливают параллельно, комбинируя различные маскирующие рисунки с различными жидкими исходными материалами, либо безмасочным "непрерывным нанесением фазы" материалов, пользуясь преимуществом изменений в размещении и объеме жидкого исходного материала, подаваемого от каждого сопла форсунки, для получения библиотеки покрытий.
Как показано на фиг.15, в другом варианте осуществления на практике, комбинаторная система нанесения покрытия осаждением из паровой фазы 90 включает множество механизмов 12 подачи, каждый из которых является совместно фокусированным или одновременно фокусированным, для одновременной или последовательной подачи одного из множества твердых материалов 14 к подложке 18, расположенной на подвижной платформе 92 внутри корпуса 94 для осаждения. Чтобы выдержать высокую температуру при осаждении из паровой фазы, подложка включает устойчивый к действию высокой температуры материал, такой как оксид магния или алюминат лантана (LaAlO3). Корпус 94 для осаждения герметизируют для получения внутри его внутренней поверхности вакуумной камеры 96. В данном случае механизмы 12 подачи представляют собой устройства для осаждения из паровой фазы, такие как пушки для напыления, приводимые в действие энергией радиочастотного диапазона, предпочтительно согласованные для оптимального выхода. Платформа 92 поддерживает подложку 18 в известном положении, где платформу можно регулировать вертикальным, вращательным или линейным перемещением, чтобы расположить подложку внутри зоны подачи. Между механизмами 12 подачи и подложкой 18 расположена маска, имеющая массив различных рисунков 80. Предпочтительно маска 32 по существу находится в контакте с подложкой 18 в течение осаждения из паровой фазы, чтобы свести к минимуму "эффект затенения". Маска 32 подвижно располагается внутри вакуумной камеры 98 корпуса 100 маски. Корпус 100 маски связан с основным корпусом 94 таким образом, чтобы поддерживать атмосферу в обоих вакуумных камерах 96, 98. Кроме того, корпус 100 маски включает коробку 102 передач и микрометр 104 для перемещения и контроля соответственно положения рисунков 80 маски относительно подложки 18.
Кроме того, система 90 выборочно может включать затвор 106, имеющий одну или несколько отверстий 108, для выбора одного или нескольких материалов для одновременной или последовательной подачи и предотвращения перемешивания материалов. Затвор 106 подвижно соединен с ротором 110, который вращает затвор и отверстие 108, чтобы выбрать твердый материал 14 для испарения, в то время как рисунок 80 маски меняют в вакууме линейным перемещением с помощью вакуума. Количество осажденных материалов 14 контролируют устройством 112 регулирования толщины, таким как кварцевый резонатор. Испарением из паровой фазы различных твердых исходных материалов через различные рисунки маски за один день можно изготовить подложку с более чем 100 различными композициями покрытий/составами слоев без необходимости нарушать вакуум для замены твердых материалов и/или рисунков маски.
Атмосферу вакуума в вакуумных камерах 96 и 98 поддерживают форвакуумной установкой 114, соединенной с турбомолекулярным насосом 116. Например, форвакуумная установка 114 может создать вакуум, равный примерно 10-3 торр, в то время как турбомолекулярный насос 116 может создать вакуум, равный примерно 10-6 торр. Насосы 114 и 116 связаны с вакуумной камерой 96 с помощью вакуумного затвора 118.
Данная система 90 может создавать библиотеки покрытий из любых керамических, металлических и/или полупроводниковых материалов с шероховатостью поверхности и точностью по толщине, измеряемыми в нанометрах. Кроме описанных выше распыляющих устройств другие подходящие механизмы 12 подачи включают лазерную абляцию, испарение электронным пучком, химическое осаждение из паровой фазы и т.д., которые можно использовать с маскирующими системами для создания библиотек неорганических покрытий. Для изготовления библиотеки органических покрытий может быть установлено устройство теплового испарения со множеством совместно фокусированных источников, соединенное с маскирующей системой. Такая же система может использоваться для изготовления библиотеки небольших молекул, например, для использования в устройствах органических светодиодов.
Ясно, что настоящее изобретение предлагает комбинаторная систему и способ покрытия. В то время как изобретение было конкретно показано и описано в сочетании с его предпочтительными вариантами реализации, необходимо принимать во внимание, что специалистом в данной области могут быть осуществлены изменения и модифицирования без выхода из рамок изобретения. Кроме того, необходимо понимать, что описанные здесь принципы расположения механизмов подачи и подачи материалов для образования профилей толщины покрытий используются аналогичным образом, где это применимо, во всех вариантах осуществления на практике.
Изобретения относятся к области металлургии, в частности к комбинаторным системам нанесения покрытий, и могут найти применение в различных отраслях машиностроения для получения материалов с защитными, декоративными и другими видами покрытий. Системы (10) включают подложку (18), имеющую поверхность (16) с множеством заранее определенных областей, где для покрытия подложки предоставляется множество материалов (14). Механизм (12) подачи, связанный со множеством материалов, располагается для одновременной подачи каждого материала на поверхность подложки. Более того, регулирующее устройство (26) используется для управления механизмом подачи, для селективной подачи каждого материала так, что каждая из множества заранее определенных областей подложки имеет заранее определенное покрытие. Изобретения обеспечивают высокопроизводительное изготовление и анализ массива материалов с покрытиями. 2 н. и 21 з.п. ф-лы, 15 ил.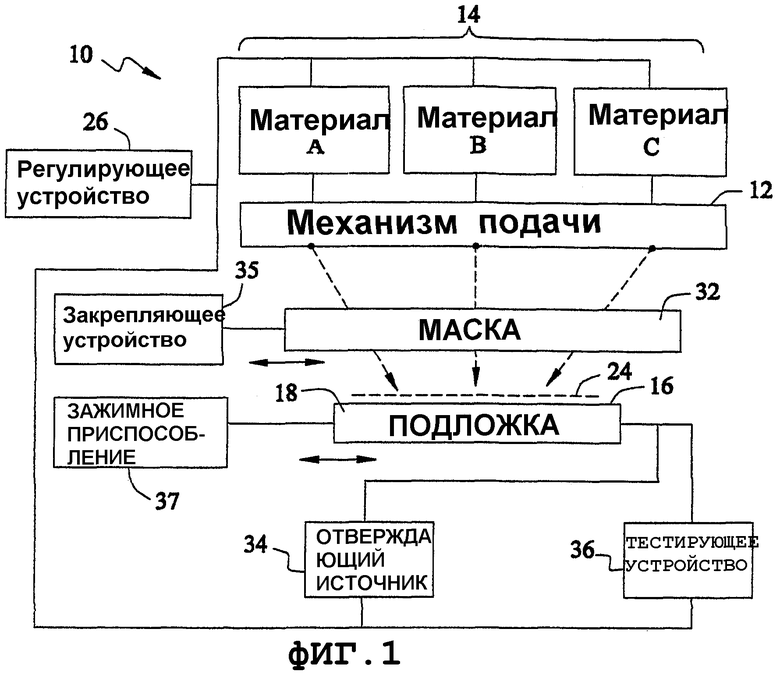
| WO 00/43119 А, 27.07.2000 | |||
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| УСТРОЙСТВО для НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИИв ВАКУУМЕ | 0 |
|
SU268845A1 |
| Вакуумная установка для нанесения многослойных покрытий | 1961 |
|
SU148317A1 |
| Устройство для нанесения покрытий в вакууме | 1982 |
|
SU1093012A1 |
| Способ получения углеродсодержащих покрытий в вакууме | 1986 |
|
SU1641892A1 |
| Способ нанесения металлического покрытия на подложку | 1976 |
|
SU1442080A3 |

