Изобретение относится к способу изготовления лент и листов из стали согласно ограничительной части пункта 1 формулы изобретения. Кроме того, изобретение относится к установке для осуществления способа.
Под тонкими слябами в этой связи понимают отливки толщиной 30-130 мм, в частности 40-60 мм. Из ЕР 0 808 672 А1 известны способ и установка для изготовления листов из высококачественной или углеродистой стали, полученных непрерывной разливкой тонких слябов. При этом непрерывный тонкий сляб, отлитый либо из расплава высококачественной стали, либо из расплава углеродистой стали толщиной 40-100 мм, разделяют на отрезки, отдельные тонкие слябы транспортируют через линию нагрева, а затем непрерывно прокатывают.
В "Stahl und Eisen" 115 (1995) №9, стр. 89-99 описаны результаты, полученные у различных сортов стали после их переработки способом, описанным в ограничительной части формулы, что известно под названием технология CSP, которые включают в себя также непосредственное применение высококачественных сталей, таких как группа нержавеющей хромистой стали с содержанием С ≤ 0,10% и Cr ≥ 13% и группа нержавеющей хромо-никелевой стали с С ≤ 0,10% и Cr ≥ 17%.
В JP-А-57-146403 раскрыта линия горячей прокатки слябов, получаемых, во-первых, из обычной установки для непрерывной разливки, а во-вторых, из ленточной разливочной установки.
Характерной чертой обычной установки является черновая прокатная клеть, расположенная перед чистовой линией. В качестве усовершенствования этой установки в JP-А-57-146404 описан ввод отливок посредством транспортера в общий прокатный стан, причем транспортер работает в зависимости от программы разливки и прокатки.
Из JP-А-57-149007 известны способы получения сталей сравнительно более низкого качества посредством ленточной разливки и прокатки в прокатном стане вместе со сталями более высокого качества, полученными на обычной установке для непрерывной разливки. В JP-А-57-149008 предлагается подача как продуктов из обычной установки для непрерывной разливки, так и продуктов из ленточной разливочной установки в общую печь, а затем в прокатный стан, включающий в себя черновые и чистовые прокатные клети.
В основе изобретения лежит задача усовершенствования способа и установки таким образом, чтобы сделать изготовление лент и листов из высококачественной стали более рентабельным.
Эта задача решается в части способа за счет того, что вместе с изготовленными на первом технологическом маршруте первыми отливками из углеродистой вторые отливки из высококачественной стали, изготовленные, по меньшей мере, на втором технологическом маршруте стали, и наоборот прокатывают в пределах совместной программы прокатки. Сущностью изобретения является, таким образом, то, что в одной установке продукты из обоих сортов стали подают в один общий прокатный стан и прокатывают в пределах совместной программы прокатки. Под понятием "программа прокатки" понимают, в целом, заданную последовательность прокатываемых слябов в период времени между двумя сменами валков.
Согласно изобретению достигается оптимальная загруженность установки, которая при производстве только листов из высококачественной стали, производимых по сравнению с углеродистыми сталями в меньшем количестве, не была бы загружена. К тому же за счет дополнительной прокатки высококачественных сталей достигается большая варьируемость установки, на которой получают углеродистые стали. В принципе, изобретение не ограничено программой прокатки отливок из двух марок стали; возможна также прокатка в одной программе других дополнительных марок стали, причем, однако, вместе прокатывают всегда углеродистые и высококачественные стали. За счет прокатки в совместной программе становится возможной обработка двух очень разных марок стали независимо от пропускной способности одного ручья или от количества производимой стали.
Понятие "высококачественная сталь" определена, в принципе, в EN 10020. При этом различают нелегированные и легированные высококачественные стали. Высококачественные стали согласно изобретению представляют собой, например, стали для подшипников качения, инструментальные стали, жаропрочные стали и специальные конструкционные стали. В частности, под этим понимаются высоколегированные стали с легирующими элементами в таком количестве, которое стабилизирует аустенитную структуру в сторону более низких температур, к таким относятся, в частности, высоколегированные аустенитные хромо-никелевые стали.
Во избежание потерь качества готового продукта прокатный стан настраивают в соответствии с данным обрабатываемым материалом в течение программы прокатки. Это означает, что прокатный стан уже подготавливают для последующего обрабатываемого материала программы прокатки, тогда как предыдущий еще обрабатывают. Это означает, в частности, что при эксплуатации или в режиме "он-лайн" устраняются негативные в результате прокатки высококачественной стали последствия на поверхности рабочих валков, которые в большинстве случаев выражаются в шероховатостях и которые при последующей прокатке углеродистых сталей оказывают мешающее действие. Негативные последствия в результате прокатки углеродистых сталей в виде большего количества отстающей окалины, которая может вдавливаться в поверхность следующего продукта из углеродистой стали, аналогичным образом устраняются при эксплуатации или в режиме "он-лайн" при прокатке углеродистых сталей. Таким образом, прокатный стан оптимально подготавливается соответственно к следующему прокатываемому продукту.
В качестве альтернативы или дополнительно подготовка прокатного стана к соответствующей следующей ленте происходит также в интервале между операциями прокатки двух лент.
В качестве предпочтительного выполнения предложено, что в пределах совместной программы прокатки попеременно прокатывают первые отливки или группы первых отливок в формате тонких слябов и вторые отливки или группы вторых отливок. Термин "попеременно" допускает неравномерное или равномерное чередование слябов одной и другой марок стали. Равномерное чередование, как это предпочтительно предложено в пункте 2, и тем самым равномерная последовательность относительно более мягких марок углеродистой стали и более твердых марок специальной стали создают меньшую среднюю нагрузку на приводы рабочих валков, причем высокая нагрузка сразу же снова компенсируется более низкой нагрузкой.
Вторые отливки, прокатанные вместе с тонкими слябами на первом технологическом маршруте в одной программе прокатки, также являются тонкими слябами. Тонкие слябы, отливаемые на втором технологическом маршруте, параллельном первому технологическому маршруту, и разрезаемые преимущественно посредством, при необходимости, второй выравнивающей печи и транспортера направляют в общую выравнивающую печь, а затем в прокатный стан.
Изобретение не ограничено описанной возможностью включения тонких слябов, возможно включение любой отливки, например, изготовленной посредством ленточной разливки, причем изготовленные подобным образом полуфабрикаты имеют, правда, уже малую исходную толщину.
Устройство согласно изобретению оснащается встроенным блоком для ввода, по меньшей мере, двух отливок из высококачественной стали, если первые отливки с первого технологического маршрута отлиты из углеродистой стали, или для ввода, по меньшей мере, двух отливок из углеродистой стали, если отливки с первого технологического маршрута отлиты из высококачественной стали, а также прокатным станом для комбинированной программы прокатки отливок из углеродистой стали и высококачественной стали, а также средствами для подготовки прокатного стана к следующему прокатываемому продукту из другой марки стали.
В качестве средства для подготовки прокатного стана предусмотрено шлифовальное и/или полировальное устройство для рабочих валков, по меньшей мере, одной прокатной клети, которые во время прокатки продуктов из высококачественной стали и/или в интервале между пропусками противодействуют шероховатой поверхности валков. Со стороны входа, например, в виде шлифовальных устройств, которые давят на рабочий валок, они расположены преимущественно во всех прокатных клетях прокатного стана. В то же время прокатный стан содержит устройство для смыва окалины, которое работает, в частности, или в большей степени во время прокатки продуктов из углеродистой стали и/или в последующем интервале между пропусками и освобождает прокатный стан от отстающей окалины углеродистых сталей. В пунктах 8-10 предложены другие устройства, которые расположены в прокатном стане сами по себе или дополнительно, чтобы, несмотря на прокатку двух марок стали с разными прокатными свойствами и негативными последствиями на прокатный стан и тем самым на поверхностные свойства следующих продуктов, достичь хорошего качества поверхности. В качестве альтернативы или дополнительно предусмотрено применение особенно износостойких валков. В частности, предложены валки, изготовленные порошковой металлургией путем горячего изостатического прессования, а также валки из быстрорежущих сталей.
Другие подробности и преимущества изобретения приведены в зависимых пунктах и нижеследующем описании, в котором более подробно поясняются изображенные на чертежах формы выполнения. При этом помимо вышеприведенных комбинаций признаков существенными для изобретения являются также признаки сами по себе или в других комбинациях.
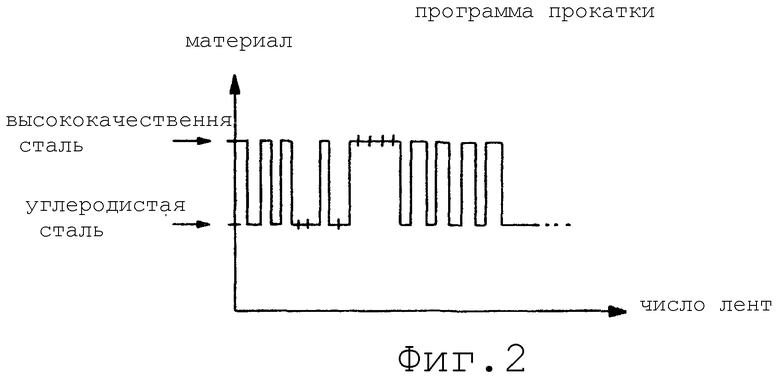
На фиг.1 схематично показана установка для отливки и прокатки тонких слябов с двумя ручьями и одним общим прокатным станом согласно первой форме выполнения;
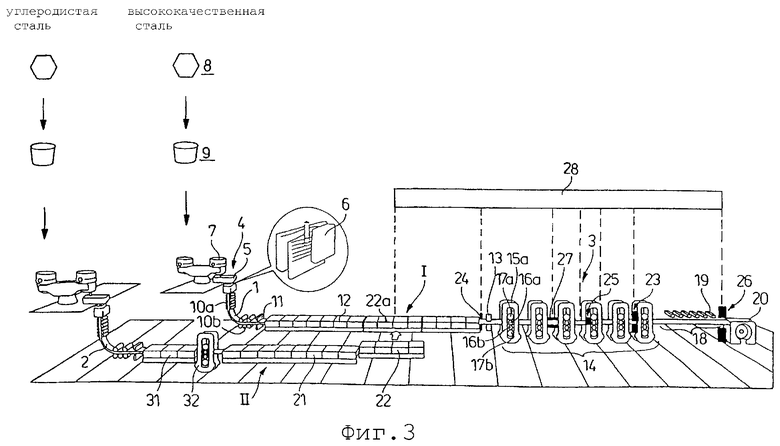
на фиг.2 - вид и последовательность программы прокатки в виде диаграммы;
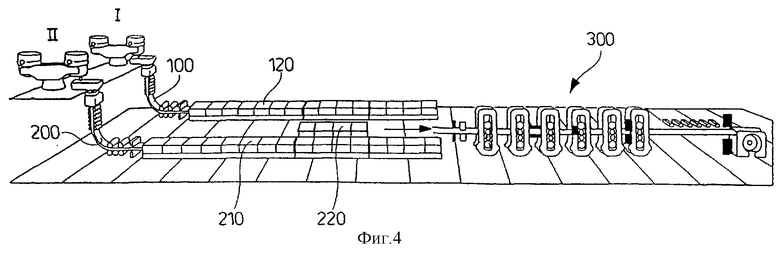
на фиг.3 - схематично представлена установка для отливки и прокатки тонких слябов с одним ручьем для тонких слябов и технологическим маршрутом для традиционно отлитого продукта для пояснения технологической основы изобретения;
на фиг.4 схематично показана установка для отливки и прокатки тонких слябов с двумя ручьями и одним общим прокатным станом согласно второй форме выполнения.
На фиг.1 изображена установка с двумя ручьями или с двумя отливками 1, 2, причем первый технологический маршрут I включает в себя прокатный стан 3 с расположенной перед ним разливочной машиной 4. Первая разливочная машина 4 содержит промежуточный ковш 5 и воронкообразный тонкослябовый кристаллизатор (изображенный здесь схематично бульшим) для отливки тонких слябов толщиной 40-100 мм. Сама разливочная машина 4 питается в этом примере расплавом специальной стали из разливочных ковшей 7, причем стальной расплав получен, например, на доменно-конвертерном маршруте 8 или в электросталеплавильной печи с подключенной ковшевой металлургией, и его транспортируют к разливочной машине в разливочных ковшах 7 (этап транспортировки обозначен поз. 9).
Отливку в виде заготовки сгибают посредством роликов 10а, b из вертикального направления в горизонтальное и в этой форме выполнения отделяют с помощью первых ножниц 11 поперечной резки. Затем отдельные тонкие слябы поступают в первую выравнивающую печь 12, например печь с роликовым подом или печь с шагающими балками, для достижения равномерной температуры тонких слябов. После этого тонкие слябы после прохождения через окалиноломатель 13 подают в прокатный стан для достижения нужного конечного размера. Чистовая группа 14 прокатного стана состоит здесь из шести прокатных клетей (например, 15а), каждая с двумя рабочими (16а, b) и опорными (17а, b) валками. К ней примыкают выходной рольганг 18 с охлаждающими устройствами 19, а также моталка 20 для намотки ленты в рулон.
На фиг.1 показана установка для получения второй отливки в виде заготовки 2 из углеродистой стали на втором параллельном технологическом маршруте II. Этот технологический маршрут состоит, за исключением выравнивающей печи 21, из тех же узлов, что и описанный выше технологический маршрут I, о котором поэтому более подробно не говорится. Первый технологический маршрут включает в себя в качестве встроенного узла для тонких слябов со второго технологического маршрута II транспортер 22, вставляемый поперек в перемещаемый на другую сторону отрезок 22а первой выравнивающей печи 12.
В прокатном стане 3 осуществляют согласно изобретению совместную программу прокатки, причем пример такой программы прокатки изображен на фиг.2. Здесь в зависимости от числа лент нанесена соответствующая марка стали. У этого примера программа прокатки начинается после замены рабочих валков на валки для отливки из высококачественной стали, за которой следует отливка из углеродистой стали и т.д. Слябы с шестого по восьмой изготовлены тогда из углеродистой стали, а слябы с 12-го по 16-й - как группа из высококачественной стали. Фиг.2 служит лишь примером возможной совместной программы прокатки.
Вследствие прокатки специальной стали возникают более шероховатые поверхности валков, которые при непосредственно последующей прокатке углеродистой стали имели бы негативные последствия, например, за счет закатывания окалины и более шероховатых поверхностей ленты. Поэтому прокатный стан содержит шлифовальные и/или полировальные станки, расположенные на каждой из прокатных клетей. Поз. 23 обозначено подобное устройство, действующее на верхний и нижний рабочие валки. К тому же предусмотрено кромконагревательное устройство 24, расположенное перед окалиноломателем 13. Речь идет, например, об индукционном или газовом нагревателе.
Далее предусмотрены устройства для смазки раствора валков для уменьшения трения между рабочими валками, обозначенные здесь поз. 25. Они расположены, в частности, только на входной стороне прокатной клети. Также рекомендуется применять износостойкие валки, например рабочие валки, изготовленные порошковой металлургией HIP (high-isostatic pressing - горячее изостатическое прессование) или из быстрорежущих сталей (HSS). К тому же рекомендуется установить позади прокатного стана почти перед моталкой 20 устройство 26 для инспекции поверхности ленты, а также камеру для контроля за шероховатостью ленты и валков. С помощью этого устройства контроля можно контролировать качество продукта в режиме "он-лайн" или при эксплуатации и в зависимости от этого определять длину программы прокатки в отношении продолжительности по времени, которая логично увеличивается при хорошем качестве. Инспекция поверхности направлена при этом преимущественно на закатывание окалины и шероховатость ленты.
Образующуюся при прокатке углеродистых сталей отстающую окалину, которая может вдавливаться в поверхность прокатываемой затем ленты из специальной стали, удаляют посредством смывающего устройства 27 в боковых направляющих ленты. Оно работает преимущественно так, что скребки (не показаны) смывающего устройства периодически откидываются и в это время на поверхность валков и между клетями под высоким давлением посредством соответствующих сопел высокого давления (не показаны) подают среду для смыва окалины или абразивных частиц.
Кроме того, качество ленты можно улучшить, конечно, и за счет применения и регулируемого управления профильными установочными органами для смещения рабочих валков и регулирования изгиба валков.
Предложено определять порядок поступления первого тонкого сляба, группы первых тонких слябов, т.е. с первого технологического маршрута I, второй отливки или группы вторых отливок в прокатный стан, а также продолжительность совместной программы прокатки, т.е. период времени между сменой рабочих валков, с помощью компьютера на основе модели процесса. На основе этой модели процесса управляют также применением, а также периодом времени работы шлифовальных и полировальных устройств или устройств для смывания окалины с углеродистых сталей, а также другими устройствами, которые должны улучшать поверхность ленты. Такой блок управления схематично обозначен поз. 28. К тому же в этой программе прокатки, согласно "mixed rolling", могут быть учтены допустимые скачки по ширине последовательно прокатываемых отливок. В целом, с помощью такой модели процесса возможна оптимизация качества прокатки в зависимости от желаемого качества продуктов.
Фиг.3 в отношении своего первого технологического маршрута I соответствует изображенному на фиг.1. В отличие от фиг.1 интегрированные в технологический маршрут I вторые отливки 2 отливают с помощью обычной разливочной машины 30 толщиной до 250 мм, а после охлаждения и повторного нагрева в печи 31 раскатывают в черновой клети 32 до такой толщины, что они могут быть интегрированы в общий прокатный стан технологического маршрута I. Традиционный ход процессов непрерывной разливки и черновой прокатки здесь изображен лишь схематично. Отдельные слябы в холодном или при необходимости еще горячем состоянии транспортируют к слябовой печи 21 вблизи первого технологического маршрута I, нагревают там до соответствующих температур прокатки или гомогенизируют и направляют с помощью транспортера 22 в выравнивающую печь 12.
На фиг.4 схематично изображена вторая форма выполнения установки, с помощью которой осуществляют совместную программу прокатки. У этой формы выполнения под встраиваемым узлом подразумевается транспортер 220, который подает в общий прокатный стан 300 как разрезанные поперек первые, так и вторые отливки 100, 200, поступающие соответственно из обеих выравнивающих печей 120, 210 и тем самым с технологических маршрутов I, II.
В целом, с помощью способа согласно изобретению заключающегося в обработке высококачественных и углеродистых сталей в совместной программе прокатки с принятием улучшающих поверхность мер, достигается то, что специальные стали могут быть получены более экономично, чем в соответствии с уровнем техники, поскольку могут быть использованы свободные мощности существующих установок или незагруженные установки, с помощью которых первично получают углеродистые стали, могут быть дополнены другими марками стали или изготовленными по-иному отливками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ КРЕМНИСТОЙ СТАЛИ ИЛИ МНОГОФАЗНОЙ СТАЛИ | 2008 |
|
RU2435657C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ИЗ АУСТЕНИТНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2003 |
|
RU2302304C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ СТАЛИ | 2008 |
|
RU2434696C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ АГРЕГАТ | 2010 |
|
RU2497612C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПРОДУКЦИИ С ВЫСОКИМ КАЧЕСТВОМ ПОВЕРХНОСТИ | 2004 |
|
RU2351658C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2008 |
|
RU2453393C2 |
| СПОСОБ ПРОКАТКИ ТОНКИХ И/ИЛИ ТОЛСТЫХ СТАЛЬНЫХ СЛЯБОВ В ГОРЯЧЕКАТАНУЮ ПОЛОСУ | 2004 |
|
RU2335357C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПОСРЕДСТВОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2014 |
|
RU2630106C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2218427C2 |
Изобретение относится к способу и установке для изготовления лент и листов из стали. Задача изобретения состоит в повышении рентабельности производства. Способ включает отливку заготовки в формате тонкого сляба из углеродистой или высококачественной стали в разливочной машине, прокатку отливки. Для использования свободных мощностей первично получают углеродистые стали, вместе с этими первыми отливками, по меньшей мере, вторые отливки, изготавливаемые на втором технологическом маршруте из высококачественной стали, если первые тонкие слябы отлиты из углеродистой стали, или из углеродистой стали, если первые тонкие слябы отлиты из высококачественной стали, прокатывают в пределах совместной программы прокатки. В процессе прокатки уменьшают шероховатость поверхности валков и очищают их от окалины. Данные мероприятия чередуют в зависимости от прокатываемого материала. Установка содержит разливочную машину, печь, прокатный стан, блок для ввода отливок из разных сталей в прокатную линию, шлифовальное устройство и устройства для смыва окалины. Изобретение обеспечивает повышение экономичности производства при сохранении качества изделий. 2н. и 10 з.п. ф-лы, 4 ил.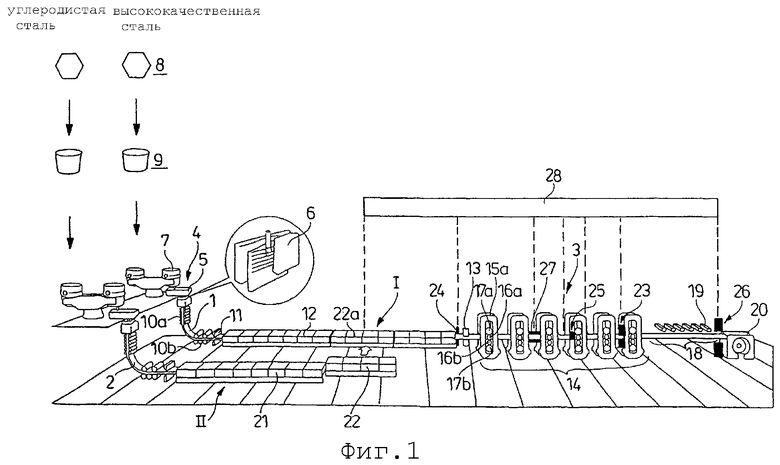
| JP 57149008 A, 14.09.1982.SU 1199326 A, 23.12.1985.SU 1611481 A1, 07.12.1990.JP 57149007 A, 14.09.1982. |

