Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение относится к способу прокатки и соответствующему прокатному стану для получения металлопроката в виде полос, в частности к способу прокатки и прокатному стану низкой производительности.
Предпосылки создания предлагаемого изобретения
Известны способы и установки (прокатные станы) для производства горячекатаных стальных полос, для чего используется прокатный стан Стеккеля с одной или большим количеством реверсируемых клетей, в которые при нормальной работе подается сляб, толщина которого составляет величину в диапазоне от 150 мм до 250 мм.
С составе такой установки обычно предусмотрены: литьевая машина для отливки сляба, средства для разрезания, нагревательная печь для восстановления, поддержания или гомогенизации отлитого сляба, так чтобы он был пригоден для прокатки, устройство для удаления окалины с помощью водяных струй под высоким давлением, реверсивное прокатное устройство Стеккеля с одной или большим количеством клетей, система ламинарного охлаждения и наматывающее устройство для наматывания полосы с образованием рулонов заданной массы.
Известно также, что прокатные станы с реверсируемым прокатным устройством Стеккеля с одной или большим количеством клетей, с помощью которых обрабатывается сляб толщиной в диапазоне от 150 мм до 250 мм или более, имеют ограничения в отношении минимальной достижимой толщины, а также с точки зрения качества поверхности и точности соблюдения размера конечного продукта.
На деле из-за большой толщины исходного сляба, большого количества прокатных пропусков через клеть/клети и, как следствие, больших затрат времени на обратные пропуски и, значит, большой общей продолжительности процесса от начала до конца прокатки имеют место большие температурные потери, что делает невозможной получение конечного продукта малой толщины, например 1,6-1,4 мм или меньше.
Кроме того, имеет место неоднородность температуры вдоль полосы и образование окалины, что негативно сказывается на качестве получаемого продукта.
Наконец, качество поверхности конечного продукта страдает также оттого, что рабочие валки интенсивно используются при многократных пропусках через них сравнительно холодных головного и хвостового участков прокатываемой полосы, из-за чего происходит ухудшение поверхности самих валков. Для борьбы с этим недостатком приходится часто заменять рабочие валки, что сопряжено с простоями и ухудшением коэффициента использования прокатного стана и его производительности.
Еще одна проблема состоит в большой общей длине производственной линии, что негативно влияет на эффективность вложений, а также влечет за собой большие энергетические и производственные расходы, а также затраты, связанные с техническим обслуживанием.
В публикации WO-A-00/10741 описывается способ прокатки, который в одном из вариантов своего осуществления предусматривает операцию непрерывного литья, операцию черновой прокатки непосредственно после отливки, операцию нагревания, которую выполняют после черновой прокатки перед операцией окончательной прокатки. В альтернативном варианте осуществления способа, раскрываемого в публикации WO-A-00/10741, между операциями черновой прокатки и нагревания предусматривается операция намотки/размотки. Согласно еще одному альтернативному варианту осуществления способа, раскрываемого в публикации WO-A-00/10741, операция нагревания носит скоростной характер и осуществляется в производственной линии непосредственно за отливкой, в то время как операция черновой прокатки осуществляется после этого быстрого нагревания на большом удалении от отливки. После операции черновой прокатки предусмотрена операция намотки/размотки, после возможной дальнейшей операции нагревания, что делает способ и связанную с ним прокатную линию, раскрываемые в публикации WO-A-00/10741, более дорогими и занимающими больше пространства, и, наконец, чистовая (финишная) прокатка.
В публикации WO-A-2010/115698 описывается способ прокатки, который предусматривает только операцию непрерывного литья, операцию черновой прокатки, операцию быстрого нагревания, осуществляемую после операции черновой прокатки, операцию детектирования окалины на поверхности металла, операцию предварительного охлаждения, операцию удаления окалины и окислов с поверхности металла и, наконец, операцию окончательной прокатки.
В публикации JP-A-59191502 описывается прокатный стан, снабженный одной клетью Стеккеля, снабженной средствами индукционного нагревания, которые расположены между валками клети прокатного стана и мотальными печами на входе в клеть и на выходе из нее.
Главная цель предлагаемого изобретения состоит в создании способа прокатки плоских продуктов и соответствующего прокатного стана, применение которого обеспечивает возможность получения горячекатаной стальной полосы и который является чрезвычайно компактным, не требует высоких инвестиционных затрат и позволяет получать конечный продукт толщиной 1,4 мм или меньше.
Еще одна цель предлагаемого изобретения состоит в получении конечного продукта с хорошим качеством с точки зрения меньшего количества вдавленной окалины, с хорошим качеством поверхности и высокой точностью соблюдения размеров по всей длине полосы.
Еще одна цель предлагаемого изобретения состоит в совершенствовании способа, который позволял бы свести к минимуму количество прямых и обратных прокатных пропусков, и, следовательно, сократить общее время прокатки с обеспечением большей однородности температуры по всей длине прокатываемой полосы и обеспечить сокращение общих потерь температуры полосы.
Кроме того, еще одна цель предлагаемого изобретения состоит в создании производственной линии, обеспечивающей за единый непрерывный цикл без промежуточной отправки материала на хранение и возвращения его обратно в обработку и с весьма ограниченным расходом энергии, преобразование жидкой стали, поступающей из сталеплавильного цеха, и получение, при конкурентоспособных расходах и с использованием известных технологий, конечного продукта в годовом объеме от приблизительно 300000 т до приблизительно 800000 т.
Еще одна цель предлагаемого изобретения состоит в увеличении коэффициента использования установки за счет повышения продолжительности работы рабочих валков.
Для преодоления недостатков предшествующего уровня техники и достижения вышеуказанных и других целей и обеспечения преимуществ заявитель разработал, испытал и осуществил предлагаемое изобретение.
Краткое описание предлагаемого изобретения
Согласно предлагаемому изобретению, с целью достижения всех его целей и обеспечения всех его преимуществ, о которых говорилось выше и будет говориться ниже, предлагаемый способ прокатки для получения плоского металлопроката с низкой производительностью содержит следующие операции: операцию непрерывного литья тонкого сляба со скоростью в диапазоне от 3,5 метров в минуту до 6 метров в минуту, толщина которого находится в диапазоне от 25 мм до 50 мм, при этом преимущество обеспечивается при таком решении, когда толщина отливаемого сляба составляет величину в диапазоне от 30 мм до 40 мм, операцию черновой прокатки с целью уменьшения толщины сляба по меньшей мере в одной клети черновой прокатки до величины в диапазоне от 6 мм до 40 мм, предпочтительно - до величины в диапазоне от 6 мм до 20 мм, еще более предпочтительно - до величины в диапазоне от 6 мм до 15 мм до состояния, обеспечивающего возможность намотки, операцию быстрого нагревания с использованием явления электрической индукции с целью по меньшей мере компенсации температурных потерь, которые сляб понес на участке производственной линии после операции непрерывного литья и во время операции черновой прокатки, операцию намотки/размотки, осуществляемую в снабженном двумя сердечниками устройстве для намотки и размотки, каковую операцию осуществляют после упомянутой операции быстрого нагревания, операцию прокатки по реверсируемому типу в отношении продукта, размотанного упомянутым устройством для намотки/размотки, которую осуществляют за не более чем пять двойных прокаточных пропусков (с четырьмя обратными пропусками) в устройстве прокатки, содержащем одну реверсируемую клеть Стеккеля, при этом данная операция прокатки содержит самое большее пять пропусков или четыре обратных пропуска, с целью получения конечного продукта, имеющего толщину в диапазоне приблизительно от 1,4 мм до 10 мм, предпочтительно -в диапазоне приблизительно от 1,4 мм до 8 мм, операцию охлаждения и операцию намотки конечного продукта.
В частности, предлагаемым изобретением предусматривается и такое решение, при котором при одной клети черновой прокатки и одной реверсируемой клети обеспечивается возможность получения таких значений толщины конечного продукта, как приблизительно 4 мм за самое большее три прокаточных пропуска (с двумя обратными пропусками), и получения значений толщины конечного продукта в диапазоне приблизительно от 1,4 мм до 4 мм за самое большее пять пропусков (с четырьмя обратными пропусками), а при наличии двух клетей черновой прокатки и одной реверсируемой клети обеспечивается возможность получения таких значений толщины конечного продукта, как приблизительно 2 мм за самое большее три прокаточных пропуска (с двумя обратными пропусками), и получения значений толщины конечного продукта в диапазоне приблизительно от 1,4 мм до 2 мм за самое большее пять пропусков (с четырьмя обратными пропусками).
Предлагаемое изобретение позволяет использовать высокую температуру отливаемого материала, поступающего после операции литья для операции черновой прокатки, которую выполняют непосредственно и сразу по завершении операции литья, благодаря чему обеспечивается экономия энергии.
Кроме того, при осуществлении предлагаемого изобретения решение, при котором предусмотрена одна или две клети черновой прокатки в производственной линии сразу за литьевой машиной, обеспечивает оптимизацию толщины полосы, так чтобы при прокатке через одну реверсируемую клеть Стеккеля минимально возможное число пропусков всегда было нечетным.
Кроме того, при наличии одной операции быстрого нагревания обеспечивается уменьшение потребления энергии, и производственная линия становится более компактной.
Далее продукт, прошедший черновую прокатку, выходящий из клети черновой прокатки в производственной линии, следующей за литьем, может назваться просто полосой.
В вариантах осуществления способа согласно предлагаемому изобретению в каждой клети черновой прокатки обеспечивается относительное уменьшение толщины прокатываемой полосы, которое составляет величину в диапазоне от 20% до 60%, предпочтительно - в диапазоне от 35% до 55%.
Упомянутая по меньшей мере одна клеть черновой прокатки, в которой используется высокая температура на выходе из литьевой машины и более низкое, по причине отсутствия перекристаллизации, сопротивление материала, позволяет использовать клети меньших размеров, что требует меньшей установленной мощности и, следовательно, для упомянутой по меньшей мере одной клети черновой прокатки обеспечиваются более низкие расходы, связанные как с ее работой, так и с установкой.
Согласно одному из вариантов осуществления способа, являющегося предметом предлагаемого изобретения, в зависимости от количества клетей черновой прокатки и по меньшей мере одного из следующих параметров:
- конечная толщина полосы,
- ширина полосы,
- тип стали (группа прочности стали),
операция прокатки через реверсируемую клеть Стеккеля с обеспечением преимущества может осуществляться за самое большее три пропуска или с двумя обратными пропусками.
Поэтому в рассматриваемом варианте сокращение до возможного минимума числа прокаточных пропусков (нечетного) и числа связанных с ними обратных пропусков (четного) и, следовательно, общей продолжительности процесса прокатки и расходов времени на обратные прокатки означает сведение к минимуму времени, в течение которого прокатываемый продукт находится в контакте с воздухом, а также уменьшение образования окалины и вдавливания ее в тело полосы со стороны ее поверхности.
Кроме того, достигается намного меньшее повышение температуры и улучшается однородность распределения температуры по длине полосы. Благодаря этому обеспечивается более точное соблюдение размеров конечного продукта.
Кроме того, сокращается число прохождений более холодных концевых участков прокатываемой полосы под рабочими валками, благодаря чему уменьшается износ рабочих валков и, вследствие этого, обеспечивается более высокое качество поверхности конечного продукта и лучшее соблюдение точности его размеров.
При увеличении срока службы рабочих валков сокращаются технологические остановки прокатного стана для замены этих валков, благодаря чему обеспечивается увеличение коэффициента использования оборудования.
Согласно некоторым вариантам осуществления предлагаемого изобретения, уменьшение образования окалины может быть еще более эффективным при использовании устройств для удаления окалины, например, с использованием воды под очень высоким давлением, которые применяются для очистки конечного продукта при осуществлении мотальных операций.
Согласно первому варианту осуществления предлагаемого изобретения, при котором используется только одна клеть черновой прокатки, для достижения толщины конечной полосы более 4 мм достаточно самое большее трех прокаточных пропусков или двух обратных пропусков через реверсивное устройство прокатки. В этом варианте для достижения конечной толщины меньше 4 мм, вплоть до 1,4 мм, требуется самое большее пять прокаточных пропусков или четыре обратных пропуска.
Согласно обеспечивающему преимущество второму варианту осуществления предлагаемого изобретения, при котором используется две клети черновой прокатки, для достижения толщины конечной полосы более 2 мм и до 10 мм, а предпочтительно - до 8 мм достаточно самое большее трех прокаточных пропусков или двух обратных пропусков через реверсируемое устройство прокатки. В этом варианте для достижения конечной толщины меньше 2 мм, вплоть до 1,4 мм, требуется самое большее пять прокаточных пропусков или четыре обратных пропуска.
Согласно еще одному варианту осуществления предлагаемого изобретения, при котором используется две клети черновой прокатки и требуемая толщина конечного продукта превышает приблизительно 5-6 мм, прокатка в реверсируемой клети Стеккеля с обеспечением преимущества может выполняться с одним прокаточным пропуском и поэтому без обратных пропусков, и не прибегая к использованию моталок, благодаря чему обеспечивается резкое сокращение времени, в течение которого прокатываемый продукт находится в контакте с воздухом, и, вследствие этого, уменьшение образования окалины.
Согласно некоторым вариантам осуществления способа, являющегося предметом предлагаемого изобретения, обеспечивается также возможность динамического уменьшения толщины отлитого сляба, имеющего жидкую сердцевину, которое известно также под названием «динамическое мягкое обжатие», которое осуществляется в производственной линии за кристаллизатором и целью которого является получение улучшенной металлургической структуры. Толщина прокатываемой пластины, получаемая после такого динамического мягкого обжатия, находится в диапазоне от 25 мм до 50 мм.
При отсутствии специального устройства для динамического мягкого обжатия окончательную толщину сляба может обеспечить непосредственно кристаллизатор.
Способ прокатки согласно предлагаемому изобретению нацелен на низкую производительность и специально создан для удовлетворения специфических требований местных рынков и, следовательно, обеспечивает экономию расходов на инвестирование при одновременном обеспечении высокого качества продукта. Линия прокатки, с помощью которой осуществляется предлагаемый способ, обеспечивает возможность работы последовательно с электрическими печами или с другими устройствами, работающими с жидкой сталью, с производительностью от 40 до 140-150 тонн в час.
Скорость литья является низкой, а толщина продукта малой, поэтому массовый расход, т.е. расход по массе, который точно определяется произведением скорости литья и толщины продукта, является низким и не обеспечивает поддержания температур, подходящих для последующей прокатки, поэтому обеспечивается преимущество при таком решении, когда предусмотрены индукционная печь и подогреваемое устройство для намотки и размотки, потому что с их помощью обеспечивается восстановление температуры сляба и поддержание ее на уровне, требуемом для последующей операции прокатки.
Преимущество обеспечивается при таком решении, когда используется устройство для намотки и размотки, которое хорошо сочетается с низкой производительностью и малым массовым расходом при литье, поскольку при этом обеспечивается возможность избежать использования очень длинных туннельных печей, обеспечивающих возможность вмещать тонкий сляб, длина которого эквивалентна валку конечной полосы, весящей 25-30 тонн. Кроме того, благодаря упомянутому устройству для намотки и размотки решается проблема перемещения очень тонкого сляба внутри туннельной печи, что в ином случае могло бы усложнить производственный процесс и привести к увеличенным расходам.
Согласно другим вариантам осуществления способа, являющегося предметом предлагаемого изобретения, устройство для намотки и размотки может работать как временное хранилище, обеспечивающее возможность замены валков, поскольку время для намотки сляба на сердечник упомянутого устройства для намотки и размотки согласовано с временем замены валков в клетях реверсируемого прокатного стана.
Согласно другому признаку способа, являющегося предметом предлагаемого изобретения, полоса, которая подается для осуществления операции реверсной прокатки, благодаря подходящей толщине, которую она уже имеет на этой стадии, может быть сразу намотана на моталку, так что обеспечивается предотвращение возникновения общей для предшествующего уровня техники проблемы, которая заключается в перемещении длинной полосы по плоскости выходного рольганга для прохождения двух или большего количества прокаточных пропусков через прокатный стан, прежде чем будет обеспечена возможность наматывания ее на моталки, расположенные перед ним и за ним в производственной линии.
Главное преимущество наматывания полосы сразу после первого прокаточного пропуска состоит в уменьшении общих размеров прокатного стана и в сокращении времени, в течение которого продукт находится в контакте с воздухом, что чревато образованием окалины и потерями тепла, при уменьшении падения температуры и повышении однородности с точки зрения распределения температуры головного и хвостового участков прокатываемой полосы с одной стороны и ее среднего участка с другой стороны. Это оказывает положительное влияние на качество поверхности и точность соблюдения размеров конечной полосы, а также на возможность получения малых значений толщины.
Кроме того, предлагаемое изобретение имеет отношение к прокатному стану с низкой производительностью для производства плоского металлопроката, содержащему: литьевую машину, обеспечивающую возможность непрерывного литья тонкого сляба с низкой скоростью, например, в диапазоне от 3,5 метров в минуту до 6 метров в минуту, узел быстрого нагревания и устройство прокатки, содержащее единственную клеть реверсивного стеккелевого типа. Это решение с реверсивным устройством прокатки позволяет сократить, по сравнению с прокатным станом непрерывного литья, количество клетей и, следовательно, запасы и расходы на их создание.
Кроме того, согласно предлагаемому изобретению, прокатный стан содержит формующую клеть или клеть черновой прокатки, которая в производственной линии находится сразу за литьевой машиной и перед упомянутым узлом быстрого нагревания и которая обеспечивает возможность уменьшать толщину материала, который только что отвержден, и температура которого все еще высока.
Каждая клеть черновой прокатки обеспечивает возможность уменьшения толщины прокатываемой полосы в пределах от 20% до 60%, предпочтительно - от 35% до 55% и, используя высокую температуру на выходе из литьевой машины и более низкое сопротивление материала по причине недостаточной перекристаллизации, обеспечивает возможность использования меньших по размерам клетей, которые требуют меньшей мощности и, следовательно, обеспечивают значительную экономию энергии.
Наличие одной или двух клетей черновой прокатки является преимуществом с той точки зрения, что при таком решении обеспечивается возможность подачи в реверсируемую клеть прокатного стана полосы такой толщины, чтобы было обеспечено получение конечного продукта, с точки зрения конечной толщины, которую требуется получить, самое большее за пять прокаточных пропусков, то есть, при четырех обратных пропусках, а предпочтительно - самое большее за три прокаточных пропуска, то есть при двух обратных пропусках.
Иначе говоря, благодаря наличию в производственной линии сразу за литьевой машиной одной или двух клетей черновой прокатки обеспечивается оптимизация толщины пластины, так что всегда существует минимально возможное нечетное число прокаточных пропусков через одну реверсируемую клеть Стеккеля.
Кроме того, преимущество обеспечивается при таком решении, когда толщина прокатываемой полосы в упомянутой по меньшей мере одной клети черновой прокатки не только обеспечивает возможность наматывания этой полосы с помощью упомянутого устройства для наматывания и разматывания, но обеспечивает также возможность подачи полосы с уменьшенной толщиной в устройство прокатки, поэтому клеть Стеккеля может иметь рабочие валки меньшего диаметра, благодаря чему при том же давлении обеспечивается уменьшение силы вращения валков на 20-30%, что позволяет уменьшить размеры машины. Кроме того, уменьшение силы вращения валков влечет уменьшение крутящего момента валков и уменьшение размеров главных двигателей, которые будут развивать более низкий крутящий момент, который будет даже меньше 30-40%.
Согласно одному из признаков предлагаемого изобретения, узел быстрого нагревания представляет собой индукционную печь, которая выполнена с возможностью по меньшей мере компенсировать температурные потери, обусловленные пропуском прокатываемой полосы через клеть черновой прокатки, и в производственной линии за этой индукционной печью установлено устройство для намотки и размотки, имеющее по меньшей мере два сердечника, которые выполнены с возможностью выборочного и попеременного осуществления операции наматывания полосы, поступающей из литьевой машины, и разматывания ее для подачи на единственную реверсивную клеть устройства прокатки. Упомянутая реверсивная клеть выполнена с возможностью осуществления операции прокатки, включающей самое большее пять пропусков или четыре обратных пропуска с целью получения конечного продукта в виде полосы, толщина которой составляет величину в диапазоне приблизительно от 1,4 мм до 10 мм, предпочтительно - в диапазоне от 1,4 мм до 8 мм.
Прокатный стан согласно предлагаемому изобретению работает с низкой производительностью, но в любом режиме работы обеспечивает высокое качество конечного продукта.
Кроме того, уменьшенные общие размеры такого прокатного стана, который имеет очень компактную компоновку, обеспечивает экономию пространства и значительные преимущества при проведении инженерных работ, таких как закладка фундаментов, размещение складских помещений, разводка трубопроводов, разработка инфраструктуры и т.д. Из этого вытекает преимущество, состоящее в экономии инвестируемого капитала по сравнению с соответствующим оборудованием предшествующего уровня техники.
Предлагаемое изобретение в максимальной степени использует такое свойство обрабатываемого материала (стали), как низкое сопротивление деформированию при высоких температурах, которые имеют место сразу после отверждения, что благоприятно для осуществления черновой прокатки полосы, выходящей из литьевой машины, благодаря чему обеспечивается возможность использования меньших по размерам клетей черновой прокатки, которые, как следствие, требуют меньшей установленной мощности, результатом чего является значительная экономия энергии и меньшая нагрузка на окружающую среду.
Указанные выше и другие характеристики предлагаемого изобретения станут ясны из последующего описания со ссылками на прилагаемые графические материалы, на которых иллюстрируется один из предпочтительных вариантов его осуществления, который следует считать лишь одним из возможных примеров, которым объем предлагаемого изобретения не ограничивается.
Краткое описание прилагаемых графических материалов
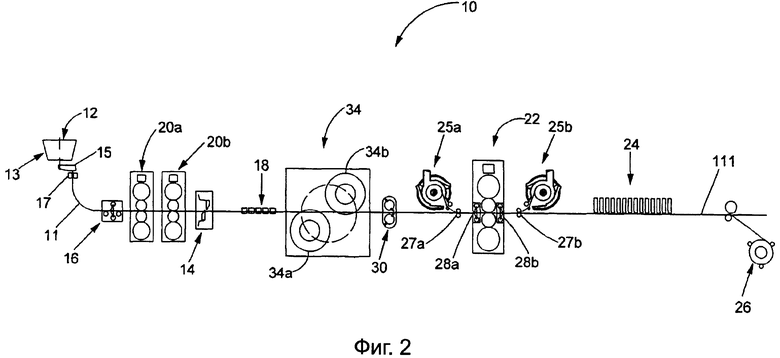
На фиг.1 схематично иллюстрируется первый вариант осуществления прокатного стана согласно предлагаемому изобретению.
На фиг.2 схематично иллюстрируется второй вариант осуществления прокатного стана согласно предлагаемому изобретению.
Подробное описание предлагаемого изобретения
На фиг.1 и фиг.2 показаны два варианта осуществления являющегося предметом предлагаемого изобретения прокатного стана 10 для производства плоского металлопроката, например, полосы 111.
Прокатный стан 10 содержит литьевую машину 12 непрерывного типа, которая в данном случае производит тонкий сляб 11. Упомянутая литьевая машина 12 обычным образом содержит ковш 13, промежуточное разливочное устройство 15 и кристаллизатор 17.
Согласно некоторым вариантам осуществления предлагаемого изобретения, на участке пути, который на чертеже представлен криволинейным, в производственной линии после выхода из кристаллизатора 17, с целью получения лучшей металлургической структуры, сляб 11 может подвергаться динамическому мягкому обжатию. Согласно предлагаемому изобретению, толщина сляба после упомянутого динамического мягкого обжатия составляет величину в диапазоне от 25 мм до 50 мм.
Согласно некоторым вариантам осуществления предлагаемого изобретения, тонкий сляб 11 имеет ширину в диапазоне от 800 мм до 1600 мм.
Являющийся предметом предлагаемого изобретения прокатный стан 10 выполнен с возможностью получения рулонов с толщиной полосы в диапазоне от приблизительно 1,4-1,8 мм до приблизительно 8-10 мм при массе рулона 25 тонн.
Прокатный стан 10 является установкой с низкой производительностью, поэтому способ прокатки согласно предлагаемому изобретению обеспечивает скорость прокатки сляба 11 в диапазоне от 3,5 до 6 метров в минуту.
Согласно предлагаемому изобретению, в производственной линии за литьевой машиной предусматривается наличие по меньшей мере одной клети черновой прокатки 20, 20а, 20b. Обычно упомянутая по меньшей мере одна клеть черновой прокатки 20, 20а, 20b представляет собой клеть четырехвалкового типа.
В частности, согласно первому варианту осуществления предлагаемого изобретения, который проиллюстрирован на фиг.1, сразу за литьевой машиной 12 в производственной линии находится единственная клеть черновой прокатки 20.
Согласно второму варианту осуществления предлагаемого изобретения, который проиллюстрирован на фиг.2, предусматривается две клети черновой прокатки 20а и 20b, установленные последовательно одна за другой.
Согласно предлагаемому изобретению, рабочий диаметр валков единственной клети черновой прокатки 20 или пары клетей черновой прокатки 20а и 20b составляет величину в диапазоне от 550 мм до 650 мм, предпочтительно - в диапазоне от 575 мм до 625 мм, например, упомянутый диаметр может быть равен 600 мм. Что касается длины валков, то она может составлять величину в диапазоне приблизительно от 1500 мм до 1800 мм, например, эта длина может быть равна приблизительно 1750 мм, когда диаметр валка составляет 600 мм.
Кроме того, согласно некоторым вариантам осуществления предлагаемого изобретения сила разделения, развиваемая единственной клетью черновой прокатки 20 или каждой из пары клетей черновой прокатки 20а и 20b, составляет приблизительно 3000 тонн силы (30000 Н).
Кроме того, согласно некоторым вариантам осуществления предлагаемого изобретения номинальная мощность электродвигателя единственной клети черновой прокатки 20 или каждой из пары клетей черновой прокатки 20а и 20b равна 1500 кВт.
Назначение клети черновой прокатки 20 или пары клетей черновой прокатки 20а и 20b состоит в уменьшении толщины сляба 11 сразу на выходе из литьевой машины 12. Согласно предлагаемому изобретению каждой клетью обеспечиваются значения уменьшения толщины сляба 11 до величины менее, чем приблизительно 60% от первоначального значения, например, в диапазоне от приблизительно 20% до приблизительно 60%, с обеспечением преимущества - в диапазоне от приблизительно 35% до приблизительно 55% от первоначальной толщины.
Согласно первому варианту осуществления предлагаемого изобретения, который проиллюстрирован на фиг.1, клеть черновой прокатки 20 обеспечивает уменьшение толщины сляба 11 до величины в диапазоне приблизительно от 10 мм до 30 мм, предпочтительно - до величины в диапазоне от 10 мм до 20 мм.
Согласно второму варианту осуществления предлагаемого изобретения, который проиллюстрирован на фиг.2, две клети черновой прокатки 20а и 20b обеспечивают уменьшение толщины сляба 11 до величины в диапазоне приблизительно от 6 мм до 20 мм, предпочтительно - до величины в диапазоне от 6 мм до 15 мм.
Следует заметить, что и в том, и в другом вариантах осуществления предлагаемого изобретения клеть черновой прокатки 20 или пара клетей черновой прокатки 20а и 20b, соответственно, в производственной линии располагаются сразу за литьевой машиной 12, с которой они находятся в непосредственном контакте без разрыва непрерывности.
Главное преимущество такого расположения клети черновой прокатки 20 или пары клетей черновой прокатки 20а и 20b состоит в том, что упомянутое уменьшение толщины осуществляется тогда, когда сляб 11 еще имеет горячую сердцевину, благодаря чему может быть использована меньшая по размеру клеть и, следовательно, требуется меньшая мощность с обеспечением, тем самым, экономии энергии.
В производственной линии сразу за клетью черновой прокатки 20 или парой клетей черновой прокатки 20а и 20b расположено первое режущее устройство 14, с помощью которого осуществляется разрезание полосы 11 до требуемого размера.
Упомянутое первое режущее устройство 14 является устройством известного типа, и согласно некоторым вариантам осуществления предлагаемого изобретения оно может содержать маятниковые ножницы, а согласно другим вариантам осуществления предлагаемого изобретения, это первое режущее устройство 14 может содержать вращающиеся ножницы или кривошипные ножницы.
В течение производственного цикла с помощью первого режущего устройства 14 осуществляется разрезание полосы 11 на сегменты или участки желаемой длины, согласованные с желаемой массой рулона конечной полосы.
В частности, длина упомянутых сегментов или участков полосы такова, чтобы обеспечивалось получение рулона желаемой массы, например, 25 тонн, так что процесс прокатки осуществляется в так называемом режиме «от рулона к рулону».
В производственной линии перед клетью черновой прокатки 20 или парой клетей черновой прокатки 20а и 20b может быть предусмотрено устройство для удаления окалины 16. Согласно некоторым вариантам осуществления предлагаемого изобретения, представляется предпочтительным такое решение, при котором тип упомянутого устройства для удаления окалины 16 таков, что оно снабжено вращающимися форсунками и обеспечивает возможность тщательного удаления окалины с поверхности отлитого продукта при минимально возможной подаче воды и с умеренным падением температуры отлитого продукта.
Согласно предлагаемому изобретению, в производственной линии за клетью черновой прокатки 20 или парой клетей черновой прокатки 20а и 20b и за упомянутым первым режущим устройством 14 вдоль прокатного стана 10 располагается узел быстрого нагревания, который в рассматриваемом варианте выполнен в виде индукционной печи 18, обеспечивающей осуществление операции быстрого нагревания и обеспечивающей по меньшей мере компенсацию температурных потерь, понесенных прокатываемой полосой при ее прохождении через упомянутую по меньшей мере одну клеть черновой прокатки 20, при этом с обеспечением преимущества осуществляется температурная гомогенизация и нагревание прокатываемого продукта.
В производственной линии за индукционной печью 18 в прокатном стане 10 предусмотрено устройство 34 для наматывания и разматывания, которое снабжено по меньшей мере двумя сердечниками 34а и 34b и предназначено для осуществления операций наматывания и разматывания по завершении операции быстрого нагревания. Упомянутые по меньшей мере два сердечника 34а и 34b обеспечивают возможность выборочно и попеременно осуществлять функцию наматывания полосы, поступающей из упомянутой клети черновой обработки 20 и ее разматывания с целью подачи на прокатное устройство, содержащее единственную реверсивную клеть 22 Стеккелева типа, о котором более подробно будет говориться далее в настоящем описании. Упомянутое устройство 34 для наматывания и разматывания может быть выполнено, например, как описано в международной заявке на патент РСТ/ЕР 2010/070857, которая подана от имени заявителя по настоящей заявке и содержание которой полностью включается в настоящую заявку по ссылке.
Согласно некоторым вариантам осуществления предлагаемого изобретения упомянутое устройство 34 для наматывания и разматывания является устройством нагреваемого типа, которое может работать как печь и способно по меньшей мере поддерживать температуру продукта, так что в течение операций наматывания и разматывания температура полосы остается на уровне, приемлемом для последующей прокатки в прокатном устройстве, благодаря чему также обеспечивается сокращение расходов и объемов материала.
Если прокатный стан остановлен, то устройство 34 для наматывания и разматывания обеспечивает возможность накопления внутри него по меньшей мере двух сегментов полосы без остановки литьевой машины 12, то есть, работает как временное хранилище, а затем подает их снова на прокатный стан 10, когда прокатное устройство возобновляет работу. Работа в таком режиме возможна, например, при некоторых режимах работы прокатного стана 10, в случае непредвиденного простоя прокатного устройства (например, в случае блокирования), или же при запланированной его остановке (например, для замены валков). Преимущество обеспечивается при таком решении, при котором время наматывания полосы на один или большее число сердечников 34а, 34b устройства 34 для наматывания и разматывания согласуется с временем замены валков в клетях прокатного устройства.
В производственной линии сразу за устройством 34 для наматывания и разматывания установлены аварийные ножницы или кромкообрезные ножницы 30 известного типа.
Прокатное устройство согласно предлагаемому изобретению представляет собой реверсивную прокатную линию Стеккеля и в предлагаемом изобретении представляет собой единственную реверсивную клеть Стеккеля 22, которая находится во взаимодействии с намоточно-размоточными барабанами (моталками) 25а и 25b, которые в некоторых вариантах осуществления предлагаемого изобретения являются нагреваемыми моталками, которые известны также как печные моталки. Эти моталки 25а и 25b находятся во взаимодействии с соответствующими тянуще-правильными машинами 27а и 27b.
В рассматриваемом варианте осуществления предлагаемого изобретения в производственной линии перед упомянутой единственной реверсивной клетью Стеккеля 22 прокатного устройства расположены соответствующие устройства для удаления окалины 28а и 28b, с помощью которых осуществляется операция удаления окалины до и/или после каждого прокаточного пропуска с предотвращением, тем самым, вдавливания окалины в тело прокатываемой полосы через ее поверхность под действием прокаточных валков.
Рабочий диаметр валков упомянутой единственной реверсивной клети Стеккеля 22 составляет величину в диапазоне приблизительно от 500 мм до 600 мм при длине валка приблизительно 2050 мм.
Рабочий диаметр валков каждой из моталок 25а и 25b составляет приблизительно 1350 мм при длине валка 2050 мм.
Способ прокатки согласно предлагаемому изобретению обеспечивает возможность обойтись самое большее пятью двойными пропусками через упомянутую единственную реверсивную клеть Стеккеля 22, которая обеспечивает желаемое уменьшение толщины прокатываемого продукта.
Например, в проиллюстрированном на фиг.1 первом варианте осуществления предлагаемого изобретения, который предусматривает только одну клеть черновой прокатки 20, чтобы получить из исходного сляба толщиной 35 мм полосу низкоуглеродистой стали шириной приблизительно 1300 мм при использовании упомянутой единственной реверсивной клети Стеккеля 22 для достижения конечного значения толщины в диапазоне от 8-10 мм до 4 мм достаточно трех прокаточных пропусков (при двух обратных пропусках), а для достижения конечного значения толщины в диапазоне от 4 мм до 1,4 мм достаточно пять прокаточных пропусков (при четырех обратных пропусках).
В частности, уменьшение толщины прокатываемой полосы, обеспечиваемое в этом первом варианте осуществления предлагаемого изобретения с помощью единственной клети черновой прокатки 20, составляет величину в диапазоне от 20% до 60%, и процесс прокатки исходного сляба толщиной 14 мм до полосы толщиной, например, 2 мм осуществляется следующим образом:
- первый прокаточный пропуск полосы через реверсируемую клеть Стеккеля 22 (первое уменьшение толщины прокатываемой полосы при первом прокаточном пропуске составляет приблизительно 40%) с наматыванием полосы на намоточно-размоточный барабан (моталку) 25b,
- первый обратный пропуск полосы через реверсируемую клеть Стеккеля 22 (второе уменьшение толщины прокатываемой полосы при втором прокаточном пропуске составляет приблизительно 38%) с разматыванием полосы с намоточно-размоточного барабана (моталки) 25b и наматыванием ее на намоточно-размоточный барабан (моталку) 25а,
- второй обратный пропуск полосы через реверсируемую клеть Стеккеля 22 (третье уменьшение толщины прокатываемой полосы при третьем прокаточном пропуске составляет приблизительно 33%) с разматыванием полосы с намоточно-размоточного барабана (моталки) 25а и наматыванием ее на намоточно-размоточный барабан (моталку) 25b,
- третий обратный пропуск полосы через реверсируемую клеть Стеккеля 22 (четвертое уменьшение толщины прокатываемой полосы при четвертом прокаточном пропуске составляет приблизительно 28%) с разматыванием полосы с намоточно-размоточного барабана (моталки) 25b и наматыванием ее на намоточно-размоточный барабан (моталку) 25а,
- четвертый обратный пропуск полосы через реверсируемую клеть Стеккеля 22 (пятое уменьшение толщины прокатываемой полосы при пятом прокаточном пропуске составляет приблизительно 22%) с разматыванием полосы с намоточно-размоточного барабана (моталки) 25а.
В отличие от этого, в проиллюстрированном на фиг.2 втором варианте осуществления предлагаемого изобретения, в котором используются две клети черновой прокатки 20а и 20b, чтобы получить из исходного сляба толщиной 35 мм полосу низкоуглеродистой стали шириной приблизительно 1300 мм при использовании прокатного устройства для достижения конечного значения толщины в диапазоне от 8-10 мм до 4 мм достаточно трех прокаточных пропусков (при двух обратных пропусках), а для достижения конечного значения толщины в диапазоне от 4 мм до 1,4 мм достаточно всего пяти прокаточных пропусков (при четырех обратных пропусках).
В частности, уменьшение толщины прокатываемой полосы, обеспечиваемое в этом втором варианте осуществления предлагаемого изобретения с помощью первой клети черновой прокатки, составляет 60%, а с помощью клети черновой прокатки - 50%, и полученный сляб толщиной 7 мм с помощью прокаточного устройства раскатывается до полосы толщиной, например, 2 мм следующим образом:
- первый прокаточный пропуск полосы через реверсируемую клеть Стеккеля 22 (первое уменьшение толщины прокатываемой полосы при первом прокаточном пропуске составляет приблизительно 41%) с наматыванием полосы на намоточно-размоточный барабан (моталку) 25b,
- первый обратный пропуск полосы через реверсируемую клеть Стеккеля 22 (второе уменьшение толщины прокатываемой полосы при втором прокаточном пропуске составляет приблизительно 34%) с разматыванием полосы с намоточно-размоточного барабана (моталки) 25b и наматыванием ее на намоточно-размоточный барабан (моталку) 25а,
- второй обратный пропуск полосы через реверсируемую клеть Стеккеля 22 (третье и последнее уменьшение толщины прокатываемой полосы при третьем и последнем прокаточном пропуске составляет приблизительно 26%) с разматыванием полосы с намоточно-размоточного барабана (моталки) 25а и наматыванием ее на намоточно-размоточный барабан (моталку) 25а.
Согласно одному из вариантов осуществления предлагаемого изобретения, при использовании двух клетей черновой прокатки с целью достижения окончательной толщины полосы в диапазоне 5-6 мм прокатка через единственную реверсируемую клеть Стеккеля 22 с обеспечением преимущества осуществляется за один пропуск, то есть, без обратных пропусков и без использования намоточно-размоточных барабанов (моталок), благодаря чему обеспечивается резкое сокращение времени нахождения прокатываемой полосы в контакте с воздухом и, следовательно, так же резко уменьшается образование окалины.
Наконец, в производственной линии за реверсируемой клетью Стеккеля 22 прокатного устройства прокатный стан 10 содержит рольганг, на который выходит полоса 111 на скорости, которая составляет величину в диапазоне приблизительно от 1,5 м/с до 12 м/с, и охладительное устройство 24. Это охладительное устройство 24 может представлять собой, например, охладительное устройство ламинарного душевого типа.
В производственной линии за упомянутым охладительным устройством 24 прокатный стан 10 содержит устройство намотки 26, выполненное, например, в виде подпольной роликовой моталки, которое предназначено для намотки полосы 111 с целью создания полосового рулона.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2568550C2 |
| ПРОКАТНЫЙ СТАН СТЕККЕЛЯ | 2013 |
|
RU2578335C1 |
| ПРОКАТНАЯ ЛИНИЯ И СПОСОБ ПРОКАТКИ | 2011 |
|
RU2527831C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2727457C1 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2018 |
|
RU2723025C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
Изобретение относится к области непрерывной прокатки полос. Способ включает непрерывное литье тонкого сляба (11), толщина которого составляет величину в диапазоне от 25 мм до 50 мм, со скоростью в диапазоне от 3,5 м/мин до 6 м/мин. Компактное производство полосы толщиной 1,4 мм или менее, не требующее высоких затрат, обеспечивается за счет того, что черновую прокатку осуществляют по меньшей мере в одной клети черновой прокатки (20, 20а, 20b) для уменьшения толщины до величины от 6 мм до 40 мм, производят операцию быстрого индукционного нагрева, наматывание и разматывание в устройстве (34) для наматывания и разматывания, снабженном двумя сердечниками, прокатку, осуществляемую в реверсивной клети Стеккеля (22), не более чем за пять пропусков при четырех обратных пропусках с получением конечного продукта, толщина которого приблизительно от 1,4 мм до 10 мм, предпочтительно от 1,4 мм до 8 мм, охлаждение и наматывание конечного продукта. Прокатный стан содержит соответствующее оборудование. 2 н. и 15 з.п. ф-лы, 2 ил.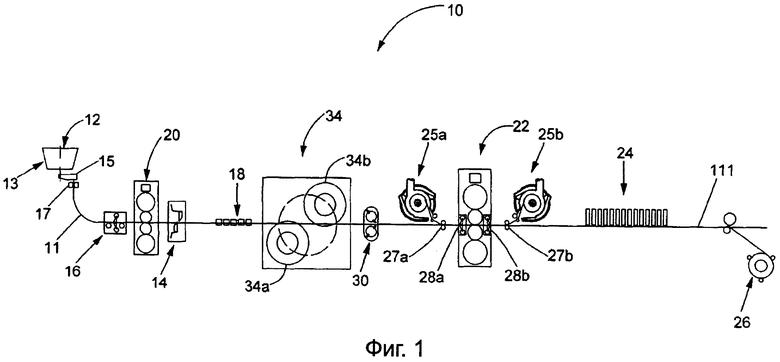
1. Способ производства плоского металлопроката (111), включающий:
- операцию непрерывного литья в кристаллизаторе (17) тонкого сляба (11), толщина которого от 25 мм до 50 мм, со скоростью от 3,5 метров в минуту до 6 метров в минуту,
- операцию черновой прокатки продукта по меньшей мере в одной клети черновой прокатки (20, 20a, 20b) с получением толщины в пределах от 6 мм до 40 мм, предпочтительно от 6 мм до 20 мм, обеспечивающей возможность его наматывания,
- операцию быстрого нагрева с использованием электрической индукции по меньшей мере для компенсации температурных потерь на участке после операции литья и в процессе операции черновой прокатки,
- операции наматывания и разматывания, осуществляемые с помощью устройства (34) для наматывания и разматывания, снабженного двумя сердечниками, после упомянутой операции быстрого нагрева,
- операцию прокатки, осуществляемую в прокатном устройстве, снабженном одной реверсивной клетью Стеккеля (22) для прокатки продукта после его разматывания в упомянутом устройстве (34) для наматывания и разматывания не более чем за пять прокатных пропусков при четырех обратных пропусках с получением конечного продукта, толщина которого составляет от 1,4 мм до 10 мм, предпочтительно от 1,4 мм до 8 мм,
- операцию охлаждения и
- операцию наматывания конечного продукта.
2. Способ по п. 1, отличающийся тем, что упомянутую операцию черновой прокатки осуществляют в одной клети черновой прокатки (20), при этом обеспечивают получение толщины тонкого сляба в пределах от 10 мм до 30 мм, предпочтительно от 10 мм до 20 мм, а операцию прокатки в реверсивной клети Стеккеля осуществляют не более чем за три прокатных пропуска при двух обратных пропусках для получения конечного продукта, толщина которого составляет от 4 мм до 10 мм, предпочтительно от 4 мм до 8 мм, или не более чем за пять прокатных пропусков при четырех обратных пропусках с получением конечного продукта, толщина которого составляет от 1,4 мм до 4 мм.
3. Способ по п. 1, отличающийся тем, что упомянутую операцию черновой прокатки осуществляют в двух клетях черновой прокатки (20a и 20b), при этом обеспечивают получение толщины тонкого сляба в пределах от 6 мм до 20 мм, предпочтительно от 6 мм до 15 мм, а операцию прокатки в реверсивной клети Стеккеля осуществляют не более чем за три прокатных пропуска при двух обратных пропусках с получением конечного продукта, толщина которого составляет от 2 мм до 10 мм, предпочтительно от 2 мм до 8 мм, или не более чем за пять прокатных пропусков при четырех обратных пропусках с получением конечного продукта, толщина которого составляет от 1,4 мм до 2 мм.
4. Способ по п. 1, отличающийся тем, что упомянутую операцию прокатки осуществляют с получением конечного продукта, толщина которого более чем 5-6 мм.
5. Способ по п. 1, отличающийся тем, что в каждой из упомянутых клетей черновой прокатки (20, 20a, 20b) осуществляют относительное уменьшение толщины тонкого сляба от 20% до 60%.
6. Способ по любому из пп. 1-5, отличающийся тем, что осуществляют нагрев устройства (34) для наматывания и разматывания для выполнения им функции печи, обеспечивающей возможность по меньшей мере поддержания температуры прошедшего черновую прокатку продукта при осуществлении упомянутых операций наматывания/разматывания на уровне, обеспечивающем возможность последующей прокатки.
7. Способ по любому из пп. 1-5, отличающийся тем, что упомянутое устройство (34) для наматывания и разматывания используют для временного хранения продукта, обеспечивающего возможность замены рабочих валков, при этом время наматывания на сердечник устройства (34) для наматывания и разматывания согласуют с временем замены валков реверсивной клети Стеккеля (22).
8. Способ по любому из пп. 1-5, отличающийся тем, что осуществляют динамическое уменьшение толщины тонкого сляба с жидкой сердцевиной за кристаллизатором (17).
9. Способ по любому из пп. 1-5, отличающийся тем, что после первого прокатного пропуска в реверсивной клети Стеккеля (22) продукт наматывают на намоточно-размоточный барабан 25b за упомянутой реверсируемой клетью Стеккеля (22).
10. Установка для производства плоского металлопроката (111), содержащая литьевую машину (12), снабженную кристаллизатором (17) и обеспечивающую возможность непрерывного литья тонкого сляба (11) с низкой скоростью в диапазоне от 3,5 метров в минуту до 6 метров в минуту,
- узел быстрого нагрева,
- одну реверсивную клеть Стеккеля (22),
- по меньшей мере одну клеть черновой прокатки (20, 20a, 20b), выполненную с возможностью уменьшения толщины только что затвердевшего тонкого сляба, непосредственно связанную с упомянутой литьевой машиной (12) и установленную на выходе из нее перед упомянутым узлом быстрого нагрева, при этом упомянутый узел быстрого нагрева выполнен в виде индукционной печи (18), обеспечивающей по меньшей мере компенсацию температурных потерь продукта при его прохождении через упомянутую по меньшей мере одну клеть черновой прокатки (20, 20a, 20b), при этом за упомянутой индукционной печью (18) установлено устройство (34) для наматывания и разматывания, снабженное двумя сердечниками (34a и 34b) и выполненное с возможностью выборочно и попеременно осуществлять наматывание продукта, поступающего после операции литья, и его разматывание с обеспечением его подачи на упомянутую реверсивную клеть Стеккеля (22), при этом упомянутая реверсивная клеть Стеккеля (22) выполнена с возможностью осуществления операции прокатки не более чем за пять прокатных пропусков при четырех обратных пропусках с получением конечного продукта, толщина которого составляет от 1,4 мм до 10 мм, предпочтительно от 1,4 мм до 8 мм.
11. Установка по п. 10, отличающаяся тем, что каждая упомянутая по меньшей мере одна клеть черновой прокатки (20, 20a, 20b) выполнена с возможностью относительного уменьшения толщины тонкого сляба в диапазоне от 20% до 60%.
12. Установка по п. 10, отличающаяся тем, что каждая упомянутая по меньшей мере одна клеть черновой прокатки (20, 20a, 20b) выполнена с возможностью получения толщины тонкого сляба (11) в диапазоне от 6 мм до 40 мм.
13. Установка по любому из пп. 10-12, отличающаяся тем, что упомянутое устройство (34) для наматывания и разматывания выполнено с возможностью нагрева в виде печи для поддержания в процессе операций наматывания и разматывания продукта, прошедшего черновую прокатку, температуры, обеспечивающей возможность последующей прокатки.
14. Установка по любому из пп. 10-12, отличающаяся тем, что упомянутое устройство (34) для наматывания и разматывания выполнено с возможностью временного хранения продукта во время замены валков с согласованием времени наматывания на сердечник устройства (34) для наматывания и разматывания с временем замены валков в реверсивной клети Стеккеля (22).
15. Установка по любому из пп. 10-12, отличающаяся тем, что она содержит одну клеть черновой прокатки (20) и реверсивную клеть Стеккеля (22) прокатного устройства, выполненную с возможностью осуществления операции прокатки не более чем за три прокатных пропуска при двух обратных пропусках с получением конечного продукта, толщина которого составляет от 4 мм до 10 мм, предпочтительно от 4 мм до 8 мм, или не более чем за пять прокатных пропусков при четырех обратных пропусках с получением конечного продукта, толщина которого составляет от 1,4 мм до 4 мм.
16. Установка по любому из пп. 10-12, отличающаяся тем, что она содержит две клети черновой прокатки (20a, 20b) и реверсивную клеть Стеккеля (22), выполненную с возможностью осуществления операции прокатки не более чем за три прокатных пропуска при двух обратных пропусках с получением конечного продукта, толщина которого составляет от 2 мм до 10 мм, предпочтительно от 2 мм до 8 мм, или не более чем за пять прокатных пропусков при четырех обратных пропусках с получением конечного продукта, толщина которого составляет от 1,4 мм до 2 мм.
17. Установка по любому из пп. 10-12, отличающаяся тем, что упомянутая литьевая машина (12) содержит расположенный за кристаллизатором (17) узел динамического обжатия, предназначенный для уменьшения толщины тонкого сляба с жидкой сердцевиной.
| Огнетушитель | 1928 |
|
SU10741A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2177844C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| WO 2010115698 A1, 14.10.2010. | |||

