Изобретение относится к области электродуговой обработки сварных швов и зоны термического влияния для снижения остаточных сварочных напряжений.
Одним из нежелательных воздействий от термического цикла сварки является наличие в сварных соединениях высоких значений остаточных сварочных напряжений, что негативно сказывается на механических, коррозионных свойствах швов и прилегающих к ним участков. С целью снятия высоких значений макро- и микронапряжений необходимо применение специальных мер, основанных на нагреве зоны термического влияния выше температуры аллотропического превращения Ас3 с последующим медленным остыванием в диапазоне температур 920-350°С со скоростью Wохл=1÷12°С/мин.
Известны способы электродуговой обработки поверхности металлического изделия (патенты РФ №2144096 С23С 14/02, опубл. 2000, патент РФ №2165474 С23С 14/02, опубл. 2001) осуществляемые дугой обратной полярности, когда катодное пятно располагается на поверхности обрабатываемого изделия. Физической особенностью таких процессов является хаотическое перемещение катодного пятна по поверхности обрабатываемого изделия с высокой скоростью (Лесков Г.И. Электрическая сварочная дуга. - М.: Машиностроение, 1970, с.101, 126), в результате чего нагрев термообрабатываемых участков не превышает 150-350°С, что не позволяет эффективно снижать остаточные сварочные напряжения. Применение различных методов управления перемещением катодного пятна при помощи магнитных полей обеспечивает лишь регулирование направления его движения, не позволяя эффективно использовать данные способы для термообработки сварных соединений в интервале температур 920-350°С с регулируемым термическим циклом нагрева и охлаждения, и обуславливая их использование, в основном, для очистки поверхности металлов за счет так называемого эффекта «катодного распыления».
Известен также способ обработки сварных соединений, в частности для предотвращения ножевой коррозии, заключающийся в местном скоростном нагреве электрической дугой зоны соединения сварного шва с основным металлом в защитной атмосфере с одновременным охлаждением сварного шва (авторское свидетельство СССР №308077, C21d 9/50, опубл. 1969). Нагрев отличается высокой локальностью и производится дугой с неплавящимся вольфрамовым электродом в среде аргона. Электрическая дуга перемещается со скоростью 30-35 м/час. Одновременно с нагревом противоположная сторона нагреваемой части шва орошается водой.
Термический цикл нагрева и последующего охлаждения изделия с необходимой скоростью при данном способе обработки регулируется интенсивностью теплоотвода путем изменения расхода воды на орошение. К его недостаткам относятся, прежде всего, ограниченные возможности регулирования термического цикла. Орошение водой обрабатываемых деталей приводит к интенсивному теплоотводу от заготовки, который существенно повышает скорость охлаждения. Регулирование термического цикла теплового воздействия на металл при помощи изменения расхода воды позволяет изменять значения Wохл лишь в сторону увеличения, что не отвечает решению задачи снижения остаточных сварочных напряжений и, в случае применения углеродистых закаливающихся сталей, способствует повышению уровня остаточных напряжений, ухудшению механических свойств и структуры металла.
Наиболее близким к изобретению относится способ аргонодуговой обработки сварных соединений, включающий нагрев дугой участка перехода от шва к основному металлу. Оплавление краев шва и участков околошовной зоны осуществляется неплавящимся электродом в аргоне (Аснис А.Е., Иващенко Г.А., Андерсон Я.Э. Опыт применения аргонно-дуговой обработки сварных швов в вагоностроении, «Автоматическая сварка», 1975, №11, с.67-68). Отсутствие принудительного охлаждения снижает Wохл, однако метод не позволяет эффективно управлять термическим циклом, поскольку высокая мощность дуги и малая скорость ее перемещения, требующиеся для необходимого нагрева при обработке толстолистового материала, обуславливают большие размеры сварочной ванны и ее объем, что негативно сказывается на значении остаточных напряжений. Напротив, при малой толщине обрабатываемого металла уже при низких значениях тока дуги, необходимых для обеспечения стабильности горения и процесса обработки, наблюдаются перегрев обрабатываемой зоны и снижение достигаемого эффекта.
Техническим результатом настоящего изобретения является эффективное снижение остаточных сварочных напряжений, повышение механических свойств металла сварного соединения.
Это достигается тем, что в способе аргонодуговой обработки сварных соединений для снятия остаточных сварочных напряжений, включающем нагрев дугой участка перехода от шва к основному металлу, осуществляют импульсно-дуговой нагрев циклическим воздействием на металл базовым током Iб=20÷50 А и импульсным током Iи, величину которого выбирают из соотношения:
 , А
, А
где τб - длительность базового тока,
τи - длительность тока в импульсе,
к=(1,3÷3,5) - коэффициент, определяющий допуск соотношения параметров цикла,
и с частотой импульсов тока f=0,1-03 Гц.
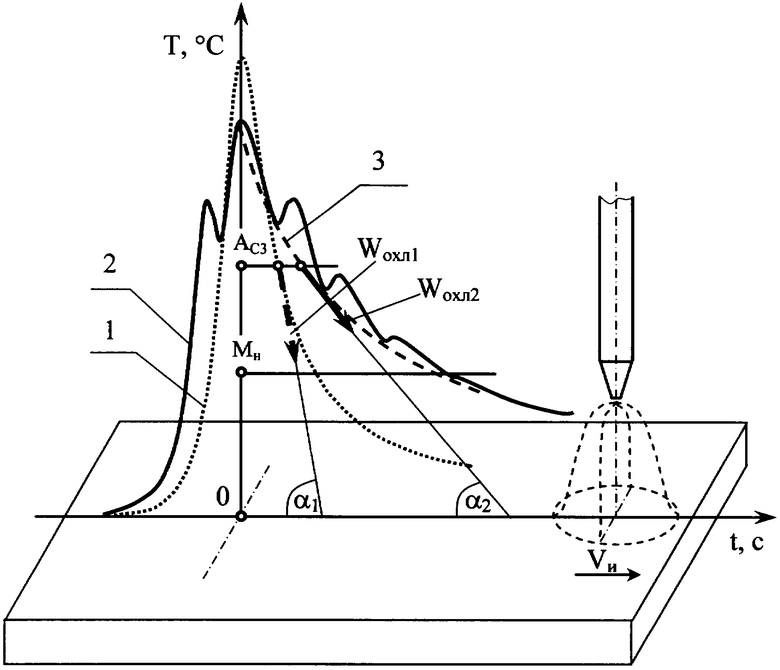
Нагрев и охлаждение металла при дуговой термообработке характеризуется термическим циклом в различных точках зоны обработки при прохождении источника тепла (кривая 1 на фиг.1). Скорость охлаждения металла после удаления источника тепла определяется углом α1 наклона вектора Wохл1 скорости в интересующей точке к оси времени. При импульсной аргонодуговой термообработке термический цикл характеризуется пульсирующим циклическим нагревом и охлаждением (кривая 2 на фиг.1), причем во время действия импульса тока осуществляется цикл нагрева, а в период протекания базового тока происходит снижение температуры нагретой зоны, причем воздействие дуги в этот период обеспечивает подогрев охлаждаемого металла, снижая тем самым скорость его охлаждения до момента действия последующего импульса тока. Во время последующего импульса протекает повторный нагрев охлаждаемого металла, однако за счет постоянного удаления источника тепла со скоростью от рассматриваемой точки ее нагрев не достигает предшествующего максимального значения. Средняя скорость охлаждения металла в случае импульсного действия источника нагрева приближенно будет определяться кривой 3, проведенной по точкам минимальных температур термического цикла 2. Как видно, угол наклона вектора Wохл2 оказывается существенно меньше, что определяет меньшую скорость охлаждения металла, исключает вероятность пережогов и образование зон высоких концентраций напряжений.
Соотношение импульсного Iи и базового тока Iб, частоту импульсов f, длительности импульсного τи и базового тока τб и скорость сварки следует выбирать таким образом, чтобы обеспечить скорость охлаждения Wохл нагретых участков менее 12°С/с и не допустить понижения температуры в период горения базового тока ниже точки мартенситного превращения Мн (Фиг.1) для данного материала. Частота импульсов тока выбирается также из условия перекрытия пятен поверхностного расплава на 20÷30%, что соответствует f=0,1÷0,3 Гц. Увеличение частоты выше 0,3 Гц, приводит к повышению вводимой в зону электродуговой обработки энергии, приближая импульсный процесс к непрерывному, в результате чего растут зона перегрева и объем расплавленного металла.
Понижение частоты ниже 0,1 Гц способствует увеличению в период протекания базового тока скорости охлаждения, не обеспечивая необходимого перекрытия точек расплава. При этом для обеспечения мягкого термического цикла термообработки скорость перемещения источника нагрева Vи (дуги с неплавящимся электродом) следует выбирать Vи=4÷8 м/ч.
Защита электрода и участков нагрева от влияния воздуха обеспечивается подачей аргона при его расходе 8÷10 л/мин.
Импульсно-дуговое воздействие приводит к периодичности нагрева и охлаждения температуры ванны расплава, что существенно влияет на температурные условия вблизи межфазной границы, определяя характер кристаллизации жидкого металла, металлургические и химические процессы. Частота пульсации температуры ванны, а также температуры в твердом металле вблизи межфазной границы совпадает с частотой импульсов тока, которые оказывают прямое влияние на скорость формирования и роста кристаллов. Импульсное воздействие дуги на металл позволяет достичь измельчения структуры и повысить механические свойства сварного соединения. При этом объем ванны расплавленного металла при нагреве массивных тел невелик, что исключает вероятность деформирования шва и появления пор, а низкая скорость охлаждения нагретых участков в диапазоне температур 920÷350°С позволяет достичь более равноосной структуры, предотвращая закаливание металла.
Практически величина базового тока составляет не более 20÷50 А, а длительность протекания базового тока находится в пределах - 2÷6 с. Минимальные значения Iб из указанных диапазонов соответствуют малым толщинам (менее 3 мм) обрабатываемого металла, наибольшие значения - толщинам до 50 мм и более. Если Iб>50 А и (или) τб>6 с, то возможно увеличение объема сварочной ванны и роста остаточных сварочных напряжений. При Iб<20 А снижается устойчивость дуги и стабильность процесса обработки.
Коэффициент  , определяющий допуск соотношения параметров цикла, выбирается исходя из толщины обрабатываемого металла.
, определяющий допуск соотношения параметров цикла, выбирается исходя из толщины обрабатываемого металла.
На практике предложенный процесс может быть реализован путем применения серийного сварочного импульсного источника питания и сварочной горелки.
Пример. Выполняли локальную аргонодуговую термообработку сварного соединения неплавящимся лантанированным электродом марки ЭВЛ (ГОСТ 23949) диаметром ⌀3 мм на постоянном и импульсном токе прямой полярности. Условия и результаты экспериментов приведены в таблице 1. В качестве защитного газа использовали аргон высшего сорта по ТУ 2114-006-5761815-99.
Данные, приведенные в таблице, свидетельствуют, что предлагаемый способ, в сравнении с прототипом, позволяет снизить на 25÷30% остаточные сварочные макро- и микронапряжения, повысить механические свойства наплавленного металла (ЗТВ) за счет дискретного ввода тепла и оптимизации параметров локальной аргонодуговой обработки.
Применение данного способа процесса термообработки сварных соединений позволяет снизить скорость охлаждения нагретого металла до величин, не превышающих 12°С/с, что позволяет исключить возможность образования неблагоприятных закалочных структур и в 1,5÷2,5 раза снизить остаточные сварочные напряжения 1-го рода (макронапряжения) и на 60÷80% напряжения 2-го рода (микронапряжения), запасенные в металле от сварки и заготовительных операций, равномерно распределяя их от шва к основному металлу. Минимизация остаточных сварочных напряжений повышает стойкость обработанных зон образованию холодных трещин, сероводородному растрескиванию и локальной коррозии.
Эксперименты показали, что данный способ может эффективно применяться при термообработке как сварных соединений тонколистовых материалов, так и сварных швов металла толщиной до 100÷120 мм при базовом значении тока 30÷50 А.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ, ПОЛУЧЕННЫХ ЛИНЕЙНОЙ СВАРКОЙ ТРЕНИЕМ | 2012 |
|
RU2524037C1 |
| СПОСОБ ИСПРАВЛЕНИЯ ДЕФЕКТОВ НА ДЕТАЛЯХ | 2007 |
|
RU2351449C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2344026C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ ПЛАВЛЕНИЕМ | 2016 |
|
RU2670828C9 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
Изобретение относится к области аргонодуговой обработки сварных швов и зоны термического влияния для снижения остаточных сварочных напряжений. Техническим результатом настоящего изобретения является эффективное снижение остаточных сварочных напряжений, повышение механических свойств металла сварного соединения. Способ включает нагрев дугой участка перехода от шва к основному металлу. Осуществляют импульсно-дуговой нагрев циклическим воздействием на металл базовым током Iб=20÷50 А и импульсным током Iи, величину которого выбирают из соотношения:  , А, где
, А, где
τб - длительность базового тока, с, τи - длительность тока в импульсе, с, к=(1,3÷3,5) - коэффициент, определяющий допуск соотношения параметров цикла, и с частотой импульсов тока f=0,1-0,3 Гц. 1 ил., 1 табл.
Способ аргонодуговой обработки сварных соединений для снятия остаточных сварочных напряжений, включающий нагрев дугой участка перехода от шва к основному металлу, отличающийся тем, что осуществляют импульсно-дуговой нагрев циклическим воздействием на металл базовым током Iб=20÷50 А и импульсным током
Iи, величину которого выбирают из соотношения:
, A
где τб - длительность базового тока, с;
τи - длительность тока в импульсе, с;
к=(1,3÷3,5) - коэффициент, определяющий допуск соотношения параметров цикла, и с частотой импульсов тока f=0,1-0,3 Гц.
| Аснис А.Е | |||
| и др | |||
| «Опыт применения аргонодуговой обработки сварных швов в вагоностроении», Автоматическая сварка №11, 1975, с.67-68 | |||
| Способ обработки сварных соединений | 1973 |
|
SU487734A1 |
| СПОСОБ СНЯТИЯ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 0 |
|
SU197804A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |

