Область изобретения
Данное изобретение относится к агрегату частиц оксида магния, имеющему контролируемую агрегированную структуру частиц. Более конкретно, данное изобретение относится к агрегату частиц оксида магния, используемому в качестве покрытия для отжига анизотропной электротехнической стали для формирования пленки форстерита, которая придает превосходные изоляционные свойства и магнитные свойства листу анизотропной электротехнической стали.
УРОВЕНЬ ТЕХНИКИ
Листы анизотропной электротехнической стали (т.е. стали с ориентированным зерном), используемые в трансформаторах или генераторах, обычно получают способом, в котором кремнистую сталь, содержащую около 3% Si, подвергают горячей прокатке, потом холодной прокатке до окончательной толщины листа, а затем подвергают обезуглероживающему отжигу (отжигу первичной рекристаллизации) с последующим окончательным отжигом. В этом способе для придания изоляционных свойств листу анизотропной электротехнической стали после обезуглероживающего отжига и перед окончательным отжигом на поверхность стального листа наносят суспензию, содержащую оксид магния, и затем лист сушат и скручивают в рулон. Содержащийся в листе кремнистой стали Si взаимодействует с кислородом во время обезуглероживающего отжига с образованием пленки SiO2 на поверхности стального листа. SiO2 в пленке затем взаимодействует с оксидом магния в суспензии во время окончательного отжига с образованием на поверхности стального листа пленки форстерита (Mg2SiO4), имеющей превосходные изоляционные свойства. Пленка форстерита, как полагают, придает не только изоляционные свойства, но также создает поверхностное натяжение благодаря разнице коэффициентов теплового расширения между пленкой форстерита и стальным листом, снижая тем самым потери в сердечнике из листа анизотропной электротехнической стали, что улучшает магнитные свойства.
Поэтому пленка форстерита играет чрезвычайно важную роль в производстве листов анизотропной электротехнической стали и, следовательно, свойства оксида магния, образующего пленку форстерита, непосредственно влияют на магнитные свойства стали. По этой причине было сделано и опубликовано несколько изобретений, относящихся к оксиду магния, используемому в качестве покрытия для отжига, особенно имеющему контролируемую активность лимонной кислоты (citric acid activity, САА) при взаимодействии между частицами оксида магния и лимонной кислотой, см., например, публикации заявок на патент Японии №№58331/1980, 33138/1994 и 158558/1999.
Однако САА только эмпирически моделирует реакционную способность при взаимодействии между твердыми фазами SiO2 и оксида магния, которое фактически происходит на поверхности листа анизотропной электротехнической стали, на основе взаимодействия твердой фазы и жидкой фазы между оксидом магния и лимонной кислотой. Кроме того, оксид магния часто присутствует в виде агрегата частиц, где отдельные частицы порошка связаны вместе и агломерированы, и поэтому САА не позволяет должным образом оценить реакцию образования форстерита.
С другой стороны, публикация патента Японии №46259/1998 раскрывает изобретение, сделанное в отношении того факта, что качество пленки изменяется в зависимости от состояния пор в оксиде магния. В этом изобретении объем пор ограничивают, используя метод адсорбции газа постоянной емкости, однако этот метод адсорбции газа определяет количество молекул газа, которые адсорбируются на поверхностях пор, присутствующих на поверхностях частиц. Следовательно, могут быть измерены только очень малые поры, такие как, например, 0,1×10-6 м или менее, и поэтому считается, что этот метод трудно применить к агрегированной структуре частиц, имеющей размер от около 1×10-5 до 1×10-6 м и наблюдаемой в действительных агрегатах частиц оксида магния, и, следовательно, он не позволяет должным образом оценить реакцию образования форстерита.
Ввиду этого авторы данного изобретения нашли индексы (показатели), которые позволяют должным образом оценить реакционную способность агрегата частиц оксида магния в отношении образования форстерита, и выполнили изобретение, заключающееся в агрегате частиц оксида магния, имеющем агрегированную структуру частиц, описываемую с использованием этих индексов (заявка на патент Японии №2000-132370). В частности, если на кривой совокупного объема пор агрегата частиц оксида магния эти индексы ограничиваются некоторой областью, а именно, когда диаметр в первой точке перегиба равен 0,30×10-6 м или менее, объем пор между частицами составляет от 1,40×10-3 до 2,20×10-3 м3/кг, и объем пор внутри частиц составляет от 0,55×10-3 до 0,80×10-3 м3/кг, то оказывается возможным сформировать форстерит на поверхности листа анизотропной электротехнической стали с удовлетворительной скоростью.
Однако авторы данного изобретения обнаружили, что, когда это касается области, считавшейся неподходящей для образования форстерита в указанной более ранней заявке на патент, поданной теми же авторами, например области, где диаметр в первой точке перегиба превышает 0,30×10-6 м, существует возможность достижения превосходного образования форстерита за счет дополнительного строгого регулирования агрегированной структуры частиц в агрегате частиц оксида магния.
Цель данного изобретения состоит в том, чтобы создать агрегат частиц оксида магния, имеющий агрегированную структуру частиц, дополнительно контролируемую так, что скорость (интенсивность) образования форстерита может контролироваться подходящим образом.
В дополнение, другая цель данного изобретения состоит в том, чтобы создать покрытие для отжига листа анизотропной электротехнической стали с использованием агрегата частиц оксида магния по данному изобретению и обеспечить лист анизотропной электротехнической стали, получаемый обработкой с использованием такого покрытия для отжига листа анизотропной электротехнической стали согласно данному изобретению.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В данном изобретении предложен агрегат частиц оксида магния, отличающийся тем, что диаметр пор в первой точке перегиба на кривой совокупного объема пор агрегата (диаметр в первой точке перегиба) составляет от 0,30·10-6 до 0,60·10-6 м, объем пор внутри частиц - от 0,50·10-3 до 0,90·10-3 м3/кг, а объем микропор - от 0,04·10-3 до 0,11·10-3 м3/кг.
В данном изобретении также предложен агрегат частиц оксида магния, отличающийся тем, что на кривой совокупного объема пор агрегата объем пор между частицами составляет от 0,80·10-3 до 1,40·10-3 м3/кг, объем пор внутри частиц - от 0,50·10-3 до 0,90·10-3 м3/кг, а объем микропор - от 0,04·10-3 до 0,11·10-3 м3/кг.
В данном изобретении также предложено покрытие для отжига листа из анизотропной электротехнической стали, содержащее оксид магния, отличающееся тем, что оно содержит оксид магния в виде агрегата частиц оксида магния по данному изобретению.
В данном изобретении также предложен лист анизотропной электротехнической стали, полученный путем отжига с предварительно нанесенным покрытием, отличающийся тем, что на лист нанесено покрытие по данному изобретению.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
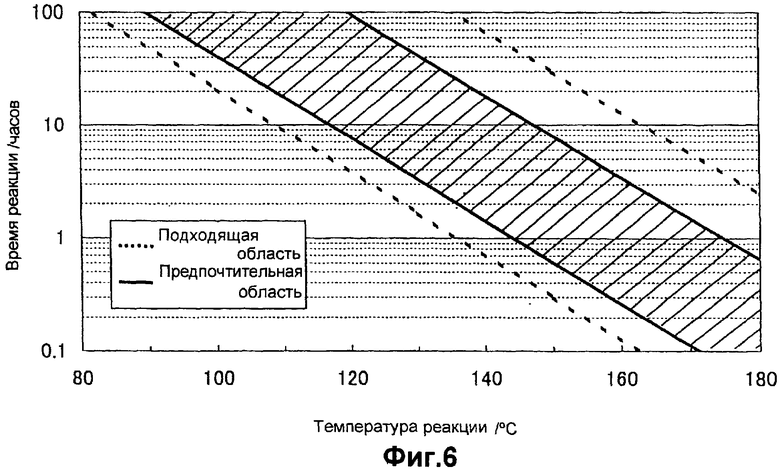
Фиг.1 показывает примеры кривых совокупного объема пор агрегатов частиц, состоящих, главным образом, из оксида магния, определенных путем измерения распределения пор ртутной порометрией.
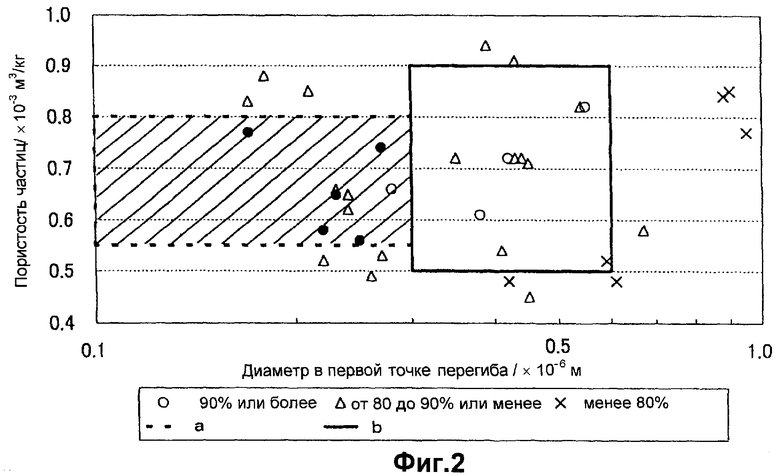
Фиг.2 показывает взаимосвязь между скоростью образования форстерита, диаметром в первой точке перегиба и объемом пор внутри частиц для различных агрегатов частиц оксида магния.
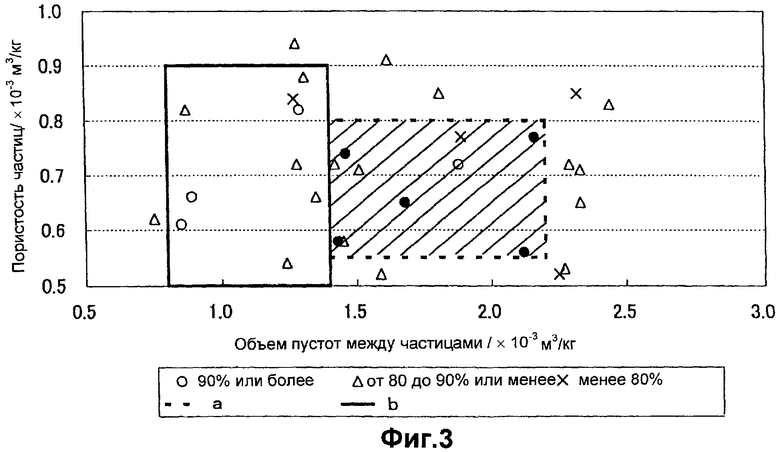
Фиг.3 показывает взаимосвязь между скоростью образования форстерита, объемом пор между частицами и объемом пор внутри частиц для различных агрегатов частиц оксида магния.
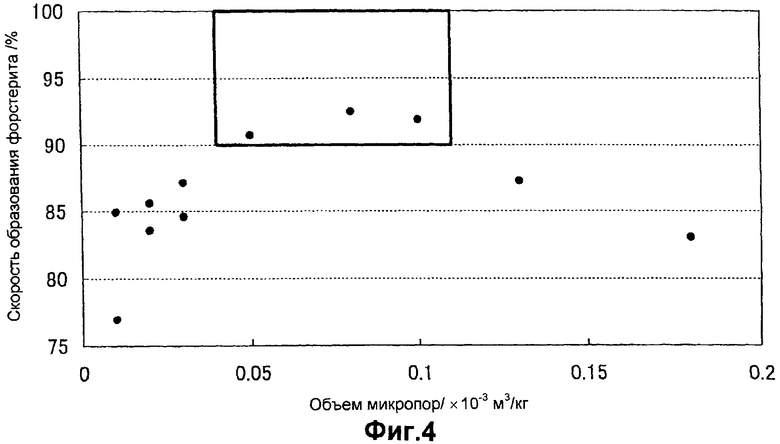
Фиг.4 показывает взаимосвязь между объемом микропор и скоростью образования форстерита для агрегата частиц, имеющего диаметр в первой точке перегиба более 0,30×10-6 и до 0,60×10-6 м и объем пор внутри частиц от 0,50×10-3 до 0,90×10-3 м3/кг.
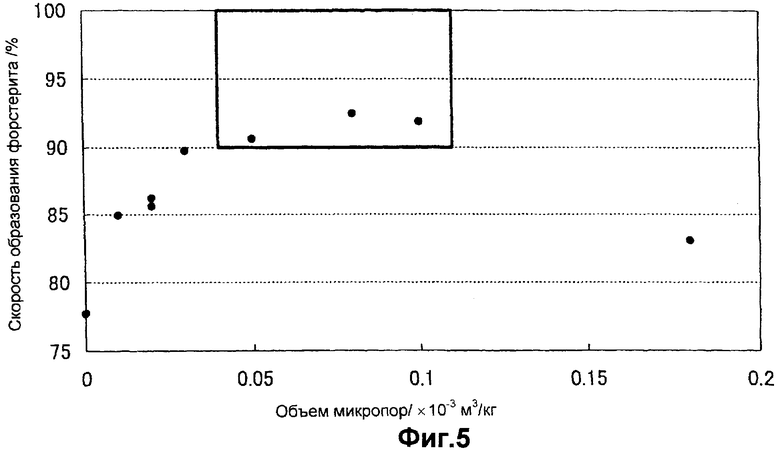
Фиг.5 показывает взаимосвязь между объемом микропор и скоростью образования форстерита для агрегата частиц, имеющего объем пор между частицами от 0,80×10-3 до менее 1,40×10-3 м3/кг и объем пор внутри частиц от 0,50×10-3 до 0,90×10-3 м3/кг.
Фиг.6 показывает температурные и временные условия, подходящие для управления реакцией таким образом, что диаметр в первой точке перегиба становится более 0,30×10-6 и до 0,60×10-6 м, когда гидроксид магния получают путем взаимодействия водного раствора хлорида магния с гидроксидом кальция.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В данном изобретении кривая совокупного объема пор частиц относится к кривой, которая показывает взаимосвязь между диаметром пор и совокупным объемом пор, определенным исходя из измерения распределения пор с помощью ртутной порометрии, и фиг.1 показывает примеры кривых совокупного объема пор двух типов агрегатов частиц оксида магния, имеющих различные агрегированные структуры частиц. Первой точкой перегиба является точка перегиба при наибольшем диаметре пор среди точек перегиба, где кривая совокупного объема пор вдруг повышается, и она показана сплошным кружком на фиг.1. Диаметр в первой точке перегиба относится к диаметру пор, найденному из графика в первой точке перегиба. Объем пор между частицами относится к совокупному объему пор в первой точке перегиба. Объем пор внутри частиц представлен величиной объема, полученной вычитанием совокупного объема пор в первой точке перегиба из суммарного объема пор, представленного совокупным объемом пор при диаметре пор 0,003×10-6 м. Объем микропор относится к совокупному объему пор для микропор менее 0,05×10-6 м и представлен величиной объема, полученной вычитанием совокупного объема пор при 0,05×10-6 м из суммарного объема пор, и лежит в области, обозначенной стрелками вблизи правой ординаты на фиг.1.
Авторы данного изобретения провели исследования твердофазной реакции между оксидом магния и SiO2, которая происходит на поверхности листа из анизотропной электротехнической стали (называемой также магнитной сталью с ориентированными зернами), и в результате было обнаружено, что диаметр в первой точке перегиба на кривой совокупного объема пор, который определяют исходя из измерения распределения пор с помощью ртутной порометрии, объем пор внутри частиц и объем пор между частицами, а также объем микропор могут быть использованы в качестве индексов для правильного обозначения структуры агрегата частиц оксида магния. На основании этого открытия установлено, что указанные индексы следует контролировать так, чтобы они находились в соответствующих подходящих пределах, что позволяет создать агрегат частиц оксида магния, который может подходящим образом контролировать образование форстерита на поверхности листа анизотропной электротехнической стали.
Измерение распределения пор с помощью ртутной порометрии для получения индексов, описывающих агрегированную структуру частиц, проводят следующим методом. При измерениях распределения пор твердых пористых материалов метод ртутной порометрии хорошо известен как метод анализа, используемый для получения данных по распределению пор в порошке и данных об агрегированной структуре частиц.
В качестве порометра используют AutoPore 9410, изготовленный Micromeritics GbmH. Используют измерительную ячейку для образца порошка, имеющую емкость ячейки 5×10-6 м3 и емкость плунжера 0,38×10-6 м3. Образец для измерения предварительно обрабатывают с использованием стандартного сита 330 меш (JIS-R8801-87) так, чтобы иметь по существу однородные диаметры частиц, и затем точно взвешивают в пределах по массе от 0,10×10-3 до 0,13×10-3 кг и помещают в измерительную ячейку. Измерительную ячейку устанавливают в порометр, и затем внутри ячейки создают пониженное давление на уровне 50 мкм ртутного столба (6,67 Па) или ниже в течение 20 минут. Затем в измерительную ячейку загружают ртуть до тех пор, пока давление в ячейке не становится 1,5 фунт/кв. дюйм (10,342 Па). Затем на ртуть воздействуют давлением в пределах от 2 фунт/кв. дюйм (13,790 Па) до 60000 фунт/кв. дюйм (413,7 МПа), чтобы измерить распределение пор. В качестве ртути для измерения используют ртутный реагент специального сорта, имеющий чистоту 99,5 мас.% или выше, и плотность используемой ртути составляет 13,5335×10-3 кг/м3.
Давление прессования ртути преобразуют в диаметр пор, используя следующую формулу (I) (уравнение Уошберна (Washburn)).

где D - диаметр пор (м);
Р - давление прессования ртути (Па);
γ - поверхностное натяжение ртути {(485 дин·см-1 (0,485 Па·м)} и
ϕ - контактный угол ртути (130°=2,26893 рад).
При вдавливании ртути в агрегат частиц ртуть вначале проникает в поры между частицами. В этом случае, по мере роста давления прессования ртути диаметр пор, определяемый исходя из давления прессования ртути, снижается, а совокупный объем пор увеличивается по существу с постоянным градиентом. После того, как все поры между частицами заполняются ртутью, ртуть начинает проникать в поры внутри самих частиц. В частицах имеется большое число пор, имеющих по существу одинаковые размеры, и сумма этих пор в частицах (сумма объемов пор) велика. Поэтому, когда проникновение ртути изменяется от проникновения в поры между частицами на проникновения в поры внутри частиц, совокупный объем пор резко увеличивается даже при незначительном возрастании давления прессования ртути. Это можно видеть на кривых совокупного объема пор, показанных на фиг.1.
Диаметр в первой точке перегиба, объем пор внутри частиц, объем пор между частицами и объем микропор определяют отдельно, исходя из кривой совокупного объема пор, следующим образом.
На кривых совокупного объема пор согласно фиг.1 совокупный объем пор по ординате показывает совокупную величину объема пор в агрегате частиц на единицу массы образца, определяемую последовательно, начиная от наибольших диаметров пор. Точкой перегиба является точка, где кривая совокупного объема пор вдруг повышается. Число точек перегиба необязательно равно единице, и в зависимости от измеряемого образца, как можно видеть на кривой В фиг.1, есть случаи, когда имеется множество точек перегиба, однако точка перегиба при наибольшем диаметре пор принята за первую точку перегиба. Диаметром в первой точке перегиба является диаметр пор, определяемый в первой точке перегиба. Объемом пор между частицами является объем пор между частицами агрегата, и он представлен совокупным объемом пор в первой точке перегиба. Объемом пор внутри частиц является объем пор, которые имеются в частицах и которые меньше, чем диаметр частиц агрегата, и он представлен величиной объема, полученной вычитанием совокупного объема пор в первой точке перегиба из суммарного объема пор. Объем микропор представлен величиной объема, полученной вычитанием совокупного объема пор при диаметре пор 0,05×10-6 м из суммарного объема пор. Суммарным объемом пор является совокупный объем пор при диаметре пор 0,003×10-6 м. Он выбран потому, что структура частицы изменяется из-за давления прессования ртути при измерении распределения пор ртутной порометрией, и, следовательно, ошибка измерения может быть снижена за счет использования совокупного объема пор при максимальном давлении прессования ртути в качестве суммарного объема пор.
Далее, для того чтобы исследовать скорости твердофазных реакций между отдельными агрегатами частиц оксида магния и SiO2, получают агрегаты частиц оксида магния, имеющие различные агрегированные структуры частиц, для которых диаметр в первой точке перегиба, объем пор внутри частиц, объем пор между частицами и объем микропор на кривой совокупного объема пор являются индивидуально различными. Результаты показаны в таблице 1.
В ходе твердофазной реакции оксид магния и SiO2 непосредственно взаимодействуют друг с другом с образованием форстерита. А именно, каждый агрегат частиц оксида магния, имеющий индивидуальную агрегированную структуру частиц, и аморфный SiO2 смешивают в молярном отношении 2:1 с образованием смеси, и затем формуют ту смесь прессованием при давлении 50 МПа в таблетки, имеющие диаметр 15×10-3 м и высоту 15×10-3 м. Затем сформованные таблетки обжигают в атмосфере газообразного азота при 1200°С в течение 4 часов. В отношении полученного таким образом спеченного продукта проводят рентгенофазовый анализ, чтобы количественно определить скорость образования форстерита в спеченном продукте.
Что касается измеренных таким образом образцов, то зависимости между скоростью образования форстерита, диаметром в первой точке перегиба, объемом пор внутри частиц, объемом пор между частицами и объемом микропор на кривой совокупного объема пор показаны на фиг.2-5. На фиг.2 и 3 величины скорости образования форстерита (определяемой как количество форстерита в мас.%, образовавшегося за данное время отжига) показаны путем классификации на три уровня, т.е. 90% или более; более 80, но менее 90%; и менее 80%. На фигурах область а, отделенная пунктирной линией, соответствует области, определенной в упомянутой выше более ранней заявке на патент, поданной авторами данного изобретения, а область b, отделенная сплошной линией, соответствует области, определенной в данном изобретении.
Диаметр в первой точке перегиба указывает размер наибольшей структуры частиц в частицах агрегата, и чем меньше диаметр в первой точке перегиба, тем больше число точек контакта между частицами оксида магния и SiO2, или тем выше активность. Поэтому диаметр в первой точке перегиба, предпочтительно, составляет 0,30×10-6 м или менее, что соответствует области более ранней заявки на патент, поданной авторами данного изобретения, и когда диаметр в первой точке перегиба превышает 0,30×10-6 м, число точек контакта между частицами оксида магния и SiO2, как правило, недостаточно, что затрудняет образование форстерита с достаточной скоростью. Однако, как можно видеть на фиг.2, существует конкретная область, где форстерит может образовываться со скоростью 90% или выше при диаметре в первой точке перегиба 0,60×10-6 м или даже менее, но когда диаметр в первой точке перегиба превышает 0,30×10-6 м. Эта область соответствует случаю, когда объем пор внутри частиц находится в пределах от 0,50×10-3 до 0,90×10-3 м3/кг (фиг.2), а объем микропор находится в пределах от 0,04×10-3 до 0,11×10-3 м3/кг (фиг.4). Предполагаемая причина этого в том, что в этой области высокоактивные поверхности частиц оксида магния, которые частично имеются на частицах, возмещают недостаток точек контакта. Что касается образования форстерита, то величина 90% или более принята за удовлетворительное значение скорости образования форстерита. Когда скорость образования форстерита удовлетворяет такому сравнительному значению, может быть образована пленка форстерита, имеющая превосходную адгезию к поверхности листа анизотропной электротехнической стали.
С другой стороны, объем пор между частицами является индексом, который непрямо указывает на форму частиц агрегата, и когда объем пор между частицами находится в соответствующих пределах, точки контакта между частицами оксида магния и SiO2 могут должным образом контролироваться. Поэтому, когда объем пор между частицами составляет менее 1,40×10-3 м3/кг, что соответствует области более ранней заявки на патент, поданной авторами данного изобретения, число точек контакта между частицами оксида магния и SiO2, как правило, недостаточно, что затрудняет образование форстерита с достаточной скоростью. Однако, как можно видеть на фиг.3, существует область, где форстерит может быть получен со скоростью 90% или выше при объеме пор между частицами 0,80×10-3 м3/кг или даже более, но когда объем пор между частицами менее 1,40×10-3 м3/кг. Эта область соответствует случаю, когда и объем пор внутри частиц, и объем микропор находятся в указанных соответствующих пределах, показанных на фиг.3 и 5.
Иными словами, даже когда агрегат частиц оксида магния имеет диаметр в первой точке перегиба и объем пор между частицами, попадающие в соответствующие пределы, которые являются неподходящими для образования форстерита по более ранней заявке на патент, поданной авторами данного изобретения, форстерит стабильно образуется со скоростью 90% или выше до тех пор, пока и объем пор внутри частиц, и объем микропор находятся в соответствующих подходящих пределах.
А именно, объем пор внутри частиц является индексом, показывающим плотность частицы агрегата. Когда объем пор внутри частиц менее 0,50×10-3 м3/кг, число точек контакта недостаточно, а когда объем пор внутри частиц превышает 0,90×10-3 м3/кг, вероятность контакта между агрегатами частиц оксида магния становится слишком большой, и, следовательно, оксид магния повергается реакции между ними прежде образования форстерита и затем дезактивируется. Следовательно, в некоторых случаях форстерит образуется с неудовлетворительной скоростью.
Кроме того, объем микропор является критическим. Чем меньше частицы, тем больше кривизна поверхности частицы или тем выше поверхностная энергия, что делает активность более высокой. Поэтому предполагается, что структура частиц, имеющая образованные в ней микропоры, является высоко реакционноспособной структурой частиц. Однако, когда такая высокоактивная структура частиц имеет объем микропор более 0,11×10-3 м3/кг, вероятность контакта между высокоактивными структурами частиц становится слишком большой, и, следовательно, высокоактивные структуры частиц повергаются реакции между собой прежде, чем внесут свой вклад в образование форстерита, так что форстерит образуется с неудовлетворительной скоростью. С другой стороны, когда высокоактивная структура частиц имеет объем микропор менее 0,04×10-3 м3/кг, недостаток точек контакта не может быть компенсирован, так что форстерит не может быть получен с удовлетворительной скоростью.
Из указанных результатов следует, что, когда удовлетворяется требование о том, чтобы диаметр в первой точке перегиба был более 0,30×10-6 и до 0,60×10-6 м, или объем пор между частицами составляет от 0,80×10-3 до менее 1,40×10-3 м3/кг, объем пор внутри частиц составляет от 0,50×10-3 до 0,90×10-3 м3/кг, а объем микропор составляет от 0,04×10-3 до 0,11×10-3 м3/кг, форстерит может быть получен из агрегата частиц оксида магния и SiO2 стабильно со скоростью 90% или выше.
Далее, агрегат частиц оксида магния, имеющий диаметр в первой точке перегиба, объем пор между частицами, объем пор внутри частиц и объем микропор, которые находятся в указанной выше области, может быть получен следующим образом. Следует отметить, что способ получения, описанный ниже, является только одним из примеров, и агрегат частиц оксида магния, имеющий агрегированную структуру частиц, определенную в данном изобретении, может быть получен другими способами.
Агрегат частиц оксида магния может быть получен следующим образом. Например, гидроксид кальция добавляют к водному раствору хлорида магния в качестве исходного материала, чтобы получить гидроксид магния, а затем гидроксид магния подвергают фильтрованию с помощью фильтр-пресса, дегидратируют, сушат и затем обжигают, используя вращающуюся печь, с последующим измельчением.
Агрегат частиц оксида магния может быть получен различными способами, такими как, например, способ, в котором щелочной водный раствор, такой как водный раствор гидроксида кальция, гидроксида натрия или гидроксида калия, реагирует с водным раствором, содержащим хлорид магния, таким как рассол (рапа), жесткая вода или морская вода, чтобы получить гидроксид магния, и гидроксид магния обжигают, чтобы получить агрегат частиц оксида магния; способ, в котором магнезит обжигают, чтобы получить агрегат частиц оксида магния; способ (способ Aman), в котором агрегат частиц оксида магния получают непосредственно из водного раствора, содержащего хлорид магния; и способ, в котором оксид магния, полученный одним из указанных выше способов, подвергают гидратации, чтобы получить гидроксид магния, с последующим обжигом, чтобы получить агрегат частиц оксида магния.
Диаметр в первой точке перегиба и объем пор внутри частиц агрегата частиц оксида магния могут регулироваться путем контролирования структуры частиц гидроксида магния, который является предшественником оксида магния, а объем пор между частицами может регулироваться путем контролирования условий измельчения оксида магния, полученного обжигом, и структура частиц, имеющих микропоры, сформированные в них, может быть получена смешиванием агрегатов частиц, имеющих различные степени обжига и полученных обжигом частиц гидроксида магния, имеющих конкретный или больший размер (удельная площадь поверхности по БЭТ 15×10-3 м2/кг или менее).
Диаметр в первой точке перегиба и объем пор внутри частиц агрегата частиц оксида магния регулируют путем контролирования структуры частиц гидроксида магния, который является предшественником оксида магния. А именно, суспензию гидроксида кальция добавляют к раствору хлорида магния так, чтобы довести концентрацию получаемого гидроксида магния до заданной величины, и полученную смесь перемешивают, чтобы осуществить реакцию при заданной температуре в течение заданного времени, а затем реакционную смесь подвергают фильтрованию с помощью фильтр-пресса, промывают водой и сушат с получением гидроксида магния.
Для получения диаметра в первой точке перегиба в диапазоне от более 0,30×10-6 до 0,60×10-6 м контролируют температуру реакции и время реакции образования гидроксида магния. А именно, как показано на фиг.6, гидроксид магния получают путем реакции в таких условиях, что температура реакции (Т, °С) и время реакции (t, ч) удовлетворяют уравнению, представленному следующей формулой (II).

Кроме того, более предпочтительно, когда температура реакции (Т, °С) и время реакции (t, ч) удовлетворяют уравнению, представленному следующей формулой (III).

Объем пор внутри частиц регулируют, контролируя концентрацию гидроксида магния после реакции. А именно, отношение между смешиваемыми раствором хлорида магния и суспензией гидроксида кальция регулируют так, чтобы концентрация гидроксида магния после реакции становилась равной от 0,2 до 4,5 моль/кг, предпочтительно от 0,5 до 3 моль/кг.
Объем микропор регулируют, контролируя условия обжига (температура × время) полученного гидроксида магния, и агрегаты частиц оксида магния, имеющие различные степени обжига, получают и смешивают друг с другом. В этом случае температура обжига равна от 750 до 1250°С и время обжига от 0,2 до 5 часов. При смешивании для каждого агрегата частиц оксида магния, полученного обжигом при конкретных условиях обжига, измеряют объем микропор, используя кривую ртутной порометрии, и отношение смешивания определяют, делая расчет, и затем получают смесь, имеющую конкретный объем микропор.
Для получения структуры частиц, имеющей микропоры, сформированные в ней, необходимо получить обжигом частицы гидроксида магния, имеющие конкретный или больший размер, так чтобы удельная площадь поверхности по БЭТ была равна 15×103 м2/кг или менее. Кристалл гидроксида магния является кристаллом тригональной кристаллической системы (сингонии) и обычно имеет гексагональную пластинчатую форму. В данном изобретении частицы гидроксида магния могут быть либо монокристаллическими, либо поликристаллическими, и форма частиц не ограничивается гексагональной пластинчатой формой, но размер частиц гидроксида магния, указанный в виде удельной площади поверхности по БЭТ, является важным. Причина этого заключается в том, что, когда удельная площадь поверхности по БЭТ частиц гидроксида магния превышает 15×103 м2/кг, трудно получить структуру частиц, имеющую необходимые микропоры. А именно, когда гидроксид магния превращается в оксид магния, происходит усадка по объему на 50% или более, и поэтому, в случае более мелких частиц гидроксида магния, образовавшиеся частицы оксида магния перемещаются благодаря деформации, вызываемой усадкой, с образованием относительно больших частиц оксида магния, что затрудняет образование малых частиц оксида магния, необходимых для формирования микропор в конкретном диапазоне.
Объем пор между частицами регулируют, контролируя измельчение обожженного оксида магния. Например, когда для измельчения используют имеющий классификатор измельчитель типа молотковой дробилки с мощностью 5,5 кВт, частота вращения молотка, предпочтительно, составляет 2800 об/мин или менее.
В качестве измельчителя могут быть использованы измельчитель типа молотковой дробилки, измельчитель типа высокоскоростной вращающейся мельницы, измельчитель типа струйной мельницы, измельчитель типа валковой мельницы или измельчитель типа шаровой мельницы. Оптимальные условия работы измельчителя для достижения объема пор между частицами, который попадает в область, определенную данным изобретением, изменяются в зависимости от системы и способности (мощности) используемого измельчителя, но слишком сильное измельчение увеличивает объем пор между частицами, а слишком слабое измельчение снижает объем пор между частицами. В измельчителе типа струйной мельницы, где прилагаемая энергия удара во время измельчения является высокой, энергия удара может снижать объем пор внутри частиц, и поэтому работа измельчителя этого типа требует регулирования в условиях, подходящих для этого аппарата. Кроме того, использование классификатора не является необходимым, но использование классификатора позволяет более гибко контролировать условия измельчения.
При реакции гидроксида магния может быть добавлен флоккулянт для способствования реакции агрегации, или может быть добавлен предотвращающий флоккуляцию агент для предотвращения избыточного протекания реакции агрегации. Примеры флоккулянтов включают в себя сульфат алюминия, хлорид полиалюминия, сульфат железа и полиакриламид, причем предпочтительны хлорид полиалюминия и анионный полиакриламид. Флоккулянт может быть добавлен в количестве от 1 до 1000 м.д. (миллионных массовых долей), предпочтительно от 5 до 500 м.д., более предпочтительно от 10 до 100 м.д., от общей массы раствора хлорида магния и суспензии гидроксида кальция. Нежелательно добавлять флоккулянт в избыточном количестве, так как невыгодным образом образуется агрегат частиц, имеющий слишком высокую плотность, такой, что объем пор внутри частиц составляет менее 0,50×10-3 м3/кг.
С другой стороны, в качестве предотвращающего флоккуляцию агента может быть добавлен силикат натрия, полифосфат натрия, гексаметафосфат натрия, неионное поверхностно-активное вещество или анионное поверхностно-активное вещество, причем предпочтительны силикат натрия, гексаметафосфат натрия и неионные поверхностно-активные вещества. Предотвращающий флоккуляцию агент может быть добавлен в количестве от 1 до 1000 м.д., предпочтительно от 5 до 500 м.д., более предпочтительно от 10 до 100 м.д., от общей массы раствора хлорида магния и суспензии гидроксида кальция. Нежелательно добавлять предотвращающий флоккуляцию агент в избыточном количестве, так как невыгодно образуется агрегат частиц, имеющий слишком низкую плотность, такой, что объем пор внутри частиц составляет более 0,90×10-3 м3/кг.
Суспензию гидроксида кальция добавляют к раствору хлорида магния и затем проводят перемешивание при скорости перемешивания 350-450 об/мин. Перемешивание не оказывает сильного влияния на структуру частиц, но объем пор между частицами может быть увеличен за счет перемешивания с высокой скоростью и при высоком усилии сдвига с помощью, например, использования гомогенизатора во время реакции или может быть уменьшен за счет почти полного отсутствия перемешивания.
Затем, используя полученный таким образом оксид магния, получают покрытие для отжига листа анизотропной электротехнической стали и лист анизотропной электротехнической стали следующим образом.
Лист анизотропной электротехнической стали получают следующим образом: сляб кремнистой стали, имеющей содержание Si от 2,5 до 4,5%, подвергают горячей прокатке и промывают кислотой, а затем подвергают холодной прокатке или двойной холодной прокатке с промежуточным отжигом так, чтобы полученный лист имел заданную толщину. Затем холоднокатаный рулон подвергают рекристаллизационному отжигу, при котором также происходит обезуглероживание, во влажной атмосфере газообразного водорода при 700-900°С, чтобы сформировать на поверхности стального листа оксидную пленку, содержащую в основном диоксид кремния (SiO2). Водную суспензию, полученную равномерным диспергированием в воде агрегата частиц оксида магния, имеющего агрегированную структуру частиц по данному изобретению и полученного указанным выше способом, непрерывно наносят на полученный стальной лист с помощью устройства для нанесения покрытия валиком или распылением и сушат при температуре примерно 300°С. Рулон обработанного таким образом стального листа подвергают окончательному отжигу, например, при 1200°С в течение 20 часов для образования на поверхности стального листа форстерита (Mg2SiO4), причем форстерит придает натяжение поверхности стального листа наряду с формированием изолирующей пленки, что уменьшает потери в сердечнике из листа анизотропной электротехнической стали.
Как описано, например, в публикации заявки на патент Японии №101059/1994, для облегчения образования пленки форстерита к покрытию для отжига может быть добавлен известный ускоритель реакции, ингибирующая присадка или добавка, способствующая образованию придающей натяжение изолирующей пленки.
ПРИМЕРЫ
Далее данное изобретение будет описано со ссылкой на следующие примеры.
Пример 1
Суспензию гидроксида кальция добавляют к раствору хлорида магния с концентрацией 2,0 моль/кг так, чтобы концентрация гидроксида магния после реакции стала равной 1,2 моль/кг, и полученную смесь подвергают реагированию автоклаве при 150°С в течение 3 часов с получением гидроксида магния, имеющего удельную площадь поверхности по БЭТ 8,2×103 м2/кг. Полученный гидроксид магния обжигают, используя вращающуюся печь, отдельно при температурах 800°С, 950°С и 1050°С в течение одного часа и затем измельчают с помощью ударной дробилки с получением трех типов агрегатов частиц оксида магния, имеющие различные степени обжига. Затем полученные три типа агрегатов частиц оксида магния смешивают вместе при соотношении смешивания 30:40:30 с получением агрегата частиц оксида магния, имеющего такой вид агрегации частиц, который попадает в область, определенную в данном изобретении.
Пример 2
Магнезит обжигают, используя вращающуюся печь, при 1100°С в течение одного часа с получением оксида магния, имеющего удельную площадь поверхности по БЭТ 5,2×103 м2/кг. Полученный оксид магния добавляют к воде так, чтобы концентрация суспензии стала равной 2 моль/кг, осуществляют реакцию при 90°С в течение 2 часов, получая гидроксид магния, имеющий удельную площадь поверхности по БЭТ 7,5×103 м2/кг. Затем полученный гидроксид магния обжигают, используя вращающуюся печь, при 980°С отдельно в течение 0,2 часа, 0,5 часа, 0,8 часа и 2 часов и затем измельчают с помощью ударной дробилки с получением агрегатов частиц оксида магния, имеющих различные степени обжига. Затем полученные четыре типа агрегатов частиц оксида магния смешивают вместе при соотношении смешивания 25:30:15:30 с получением агрегата частиц оксида магния согласно примеру 2, имеющего такой вид агрегации частиц, который попадает в область, определенную в данном изобретении.
Пример 3
Суспензию гашеной извести добавляют к рассолу (pane) так, чтобы концентрация гидроксида магния после реакции стала равной 1,2 моль/кг, и полученную смесь перемешивают при 600 об/мин, а затем осуществляют реакцию при 80°С в течение 2 часов. Затем реакционную смесь подвергают фильтрованию с помощью фильтр-пресса, промывают водой и сушат, и полученный гидроксид магния обжигают, используя вращающуюся печь, при 900°С в течение одного часа с получением оксида магния, имеющего удельную площадь поверхности по БЭТ 20,6×103 м2/кг. Полученный оксид магния добавляют к воде так, чтобы концентрация суспензии стала равной 3 моль/кг, и затем к ней добавляют хлорид кальция в количестве 2 мол.% на моль оксида магния, и полученную смесь подвергают реагированию при 80°С в течение 3 часов с получением гидроксида магния, имеющего удельную площадь поверхности по БЭТ 11,0×10-3 м2/кг. Затем этот гидроксид магния обжигают, используя муфельную печь, при температуре печи 1200°С отдельно с периодами обжига 2 часа, 3 часа и 4 часа и затем измельчают с помощью ударной дробилки с получением агрегатов частиц оксида магния, имеющих различные степени обжига. Затем полученные три типа агрегатов частиц оксида магния смешивают вместе при соотношении смешивания 25:40:35 с получением агрегата частиц оксида магния согласно примеру 3, имеющего такой вид агрегации частиц, который попадает в область, определенную в данном изобретении.
Сравнительный пример 1
Суспензию гашеной извести добавляют к рассолу (рапе) так, чтобы концентрация гидроксида магния после реакции стала равной 2 моль/кг, и полученную смесь перемешивают при 600 об/мин, а затем осуществляют реагирование при 80°С в течение 2 часов. Затем реакционную смесь подвергают фильтрованию с помощью фильтр-пресса, промывают водой и сушат, и полученный гидроксид магния обжигают, используя вращающуюся печь, при 890°С в течение одного часа с получением агрегата частиц оксида магния. Затем полученный агрегат частиц измельчают с помощью ударной дробилки с получением агрегата частиц оксида магния согласно сравнительному примеру 1, имеющего специфическую агрегированную структуру частиц согласно более ранней заявке на патент, поданной авторами данного изобретения (заявка на патент Японии №2000-132370).
Сравнительные примеры 2-4
Агрегаты частиц оксида магния, полученные в примере 1 обжигом гидроксида магния с использованием вращающейся печи отдельно при температурах 800°С, 950°С и 1050°С в течение одного часа и затем измельчением обожженного продукта с помощью ударной дробилки, не смешивают вместе, а используют отдельно.
Сравнительный пример 5
Рассол (рапу) и гашеную известь подвергают реакции друг с другом при 40°С в течение 10 часов с получением гидроксида магния, и затем гидроксид магния обжигают с помощью вращающейся печи при 1050°С. Полученные таким образом частицы оксида магния не контролируют в отношении агрегированной структуры частиц, как это проводилось в данном изобретении, и они являются оксидом магния для покрытия, используемого при обычном отжиге листов анизотропной электротехнической стали.
Сравнительный пример 6
Гашеную известь добавляют к морской воде так, чтобы концентрация гидроксида магния после реакции стала равной 0,05 моль/кг, и осуществляют реакцию при 50°С в течение 20 часов, получая таким образом гидроксид магния. За 5 часов до завершения реакции добавляют анионный полиакриламид в количестве 200 м.д., а затем реакционную смесь после завершения реакции подвергают фильтрованию с помощью фильтр-пресса и сушат. Затем полученный гидроксид магния обжигают с помощью вращающейся печи при 950°С с получением частиц оксида магния. Полученные таким образом частицы не контролируют в отношении агрегированной структуры частиц, как это проводилось в данном изобретении, и они являются оксидом магния, используемым для иных целей, чем покрытие для отжига.
Таблица 2 показывает измеренные величины для агрегированных структур частиц для частиц или агрегатов частиц согласно примерам 1-3 и сравнительным примерам 1-6. Как можно видеть из этой таблицы, в каждом из примеров 1-3, где агрегат частиц получают, контролируя агрегированную структуру частиц так, чтобы она отвечала требованиям данного изобретения, т.е. диаметр в первой точке перегиба должен быть более 0,30×10-6 и до 0,60×10-6 м, или объем пор между частицами должен быть от 0,80×10-3 до менее 1,40×10-3 м3/кг, объем пор внутри частиц должен быть от 0,50×10-3 до 0,90×10-3 м3/кг, а объем микропор должен быть от 0,04×10-3 до 0,11×10-3 м3/кг. В сравнительном примере 1 диаметр в первой точке перегиба равен 0,30×10-6 м или менее, объем пор между частицами составляет от 1,40×10-3 до 2,20×10-3 м3/кг, а объем пор внутри частиц составляет от 0,55×10-3 до 0,80×10-3 м3/кг, т.е. агрегированная структура частиц попадает в область, определенную в более ранней заявке на патент, поданной авторами данного изобретения. С другой стороны, в каждом из сравнительных примеров 2-4 диаметр в первой точке перегиба, объем пор между частицами и объем пор внутри частиц попадают в соответствующую область, определенную в данном изобретении, но объем микропор в сравнительном примере 2 превышает верхний предел области, определенной в данном изобретении, и объем микропор в каждом из сравнительных примеров 3 и 4 меньше, чем нижний предел. Кроме того, в каждом из сравнительных примеров 5 и 6 агрегированная структура частиц не контролируется, и следовательно, объем пор между частицами в сравнительном примере 5 и диаметр в первой точке перегиба в сравнительном примере 6 лежат вне соответствующих областей, определенных в данном изобретении, и в частицах почти нет микропор.
Измеренные величины для агрегированных структур частиц
Далее, что касается указанных агрегатов частиц оксида магния или частиц порошка, было исследовано поведение образования пленки форстерита. Предполагается, что образование форстерита происходит согласно следующей твердофазной реакции:
2 MgO+SiO2→Mg2SiO4
Поэтому в каждом из примеров и сравнительных примеров порошок оксида магния и SiO2 смешивают в молярном отношении 2:1 с получением смеси, и эту смесь формуют под давлением 50 МПа с получением сформованного тела, имеющего диаметр 15×10-3 м и высоту 15×10-3 м, и затем это формованное тело обжигают в атмосфере газообразного азота при 1200°С в течение 4 часов. Эта температура обжига соответствует температуре окончательного отжига листа анизотропной электротехнической стали, когда SiO2 взаимодействует с суспензией, содержащей оксид магния. Для полученного таким образом спеченного продукта проводят рентгенофазовый анализ, чтобы количественно определить скорость образования форстерита (Mg2SiO4). Результаты показаны в таблице 3.
Скорость образования Mg2SiO4/мас.%
Как можно видеть из таблицы 3, в каждом из примеров 1-3 скорость образования форстерита выше 90%. В сравнительном примере 1, который попадает в область согласно более ранней заявке на патент, поданной авторами данного изобретения, объем микропор чрезвычайно мал, но скорость образования форстерита выше 90%. Следовательно, в этом случае, даже когда нет микропор, форстерит может образовываться с удовлетворительной скоростью. Однако в каждом из сравнительных примеров 2-6 скорость образования форстерита неудовлетворительна, так как она составляет менее 90%. При этом очень малы скорости образования форстерита в сравнительном примере 5 из оксида магния, обычно применяемого в качестве покрытия для отжига, и в сравнительном примере 6 из оксида магния, используемого для иных целей, чем покрытия для отжига.
Затем оксид магния наносят на лист анизотропной электротехнической стали, чтобы исследовать свойства пленки форстерита. Сталью для исследования является стальной лист, полученный из сляба кремнистой стали, предназначенной для получения листовой анизотропной электротехнической стали, причем этот сляб содержит следующие элементы, С 0,058%; Si 2,8%; Mn 0,06%; Al 0,026%; S 0,024%; N 0,0050% в % по массе, а остальное - неизбежные примеси и Fe, который подвергают горячей прокатке, промыванию кислотой и холодной прокатке известным способом так, что окончательная толщина листа составляет 0,23 мм, и полученный лист подвергают обезуглероживающему отжигу во влажной атмосфере, содержащей 25% газообразного азота и 75% газообразного водорода.
Агрегаты частиц оксида магния по данному изобретению и частицы оксида магния в сравнительных примерах, в каждом случае в виде суспензии, по отдельности наносят на указанный стальной лист так, чтобы масса высушенного покрытия была бы 12×10-3 кг/м, затем сушат и подвергают окончательному отжигу при 1200°С в течение 20 часов. Состояния отдельных пленок форстерита, образованных на стальных листах, показаны в таблице 4.
Сосзожние подучаниой планки форсжарита

Как можно видеть из таблицы 4, пленки форстерита, образованные из агрегатов частиц согласно примерам 1-3 и сравнительному примеру 1, представляют собой пленки, имеющие однородную и удовлетворительную толщину. В частности, пленки форстерита, образованные из агрегатов частиц согласно примерам 1-3, как подтверждено, имеют большую толщину и превосходные адгезионные свойства по сравнению с пленками форстерита, образованными из частиц оксида магния, которые в настоящее время используются в качестве покрытия для отжига листов высокосортной анизотропной электротехнической стали.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Как упомянуто выше, данное изобретение обеспечивает получение оксида магния, имеющего агрегированную структуру частиц, который может выгодным образом образовывать форстерит. В дополнение, агрегат частиц оксида магния по данному изобретению обнаруживает превосходное образование форстерита по сравнению с оксидом магния, используемым в настоящее время в качестве покрытия для отжига листов анизотропной электротехнической стали. Поэтому лист анизотропной электротехнической стали, получаемый обработкой с использованием оксида магния по данному изобретению, имеет удовлетворительные магнитные свойства для листа анизотропной электротехнической стали. Кроме того, техническая концепция данного изобретения может быть применена не только к покрытиям для отжига, но также к другим твердофазным реакциям, например керамическому синтезу.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ЧАСТИЦ ОКСИДА МАГНИЯ | 2001 |
|
RU2245392C2 |
| ОКСИД МАГНИЯ ДЛЯ ОТЖИГОВЫХ СЕПАРАТОРОВ И АНИЗОТРОПНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ | 2017 |
|
RU2719845C1 |
| ОКСИД МАГНИЯ ДЛЯ ОТЖИГОВЫХ СЕПАРАТОРОВ И АНИЗОТРОПНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ | 2017 |
|
RU2719825C1 |
| ОКСИД МАГНИЯ ДЛЯ ОТЖИГОВОГО СЕПАРАТОРА И АНИЗОТРОПНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ | 2017 |
|
RU2719835C1 |
| ОКСИД МАГНИЯ ДЛЯ ОТЖИГОВЫХ СЕПАРАТОРОВ И АНИЗОТРОПНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ | 2017 |
|
RU2719827C1 |
| ПОРОШОК ОКСИДА МАГНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2660145C1 |
| Состав термостойкого покрытия для формирования грунтового слоя на электротехнической анизотропной стали и способ его получения | 2024 |
|
RU2830773C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2017 |
|
RU2726523C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2022 |
|
RU2825096C2 |
| ВОДНАЯ КОМПОЗИЦИЯ ДЛЯ ПОКРЫВАНИЯ АНИЗОТРОПНОЙ СТАЛИ | 2020 |
|
RU2783600C1 |
Изобретение относится к агрегату частиц оксида магния, имеющему контролируемую структуру частиц. Может применяться в качестве покрытия для отжига анизотропной электротехнической стали, образующего форстеритовую пленку. Предложен агрегат частиц оксида магния. Диаметр пор, соответствующий первой точке перегиба на кривой совокупного объема пор агрегата, от 0,30·10-6 до 0,60·10-6 м. Объем пор внутри частиц от 0,50·10-3 до 0,90·10-3 м3/кг, а объем микропор от 0,04·10-3 до 0,11·10-3 м3/кг. Вариантом является агрегат частиц оксида магния с объемом межчастичных пор от 0,80·10-3 до 1,40·10-3 м3/кг. Объем пор внутри частиц от 0,50·10-3 до 0,90·10-3 м3/кг, а объем микропор от 0,04·10-3 до 0,11·10-3 м3/кг. Описано покрытие для отжига листа из анизотропной электротехнической стали, содержащее агрегат частиц оксида магния и отожженный лист. Техническим результатом является повышение изоляционных и магнитных свойств анизотропной электротехнической стали. 4 н.п. ф-лы, 6 ил., 4 табл.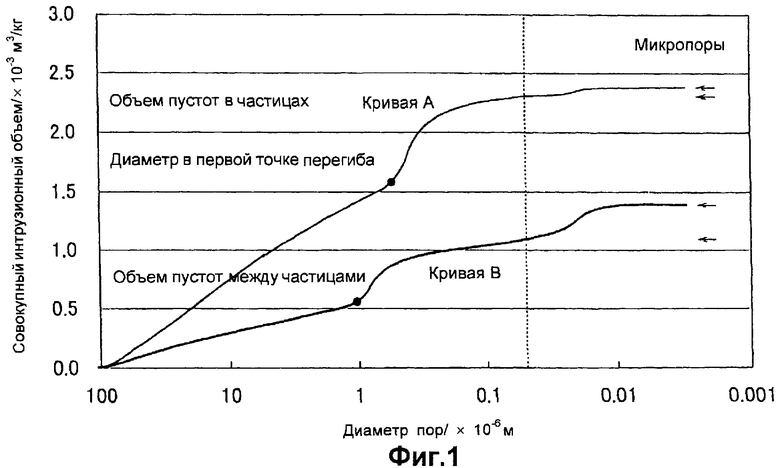
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ СО СТЕКЛЯННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2139945C1 |
| Способ производства электротехнической стали | 1990 |
|
SU1813106A3 |
| СПОСОБ СФЕРОИДИЗАЦИИ ПОРОШКА ОКСИДА МАГНИЯ | 1990 |
|
SU1835793A1 |

