Область техники, к которой относился изобретение
Настоящее изобретение относится к агрегату частиц оксида магния, имеющему контролируемую структуру агрегации частиц. Более конкретно, настоящее изобретение относится к агрегату частиц оксида магния, применяемому в качестве покрытия для отжига, предназначенного для образования форстеритовой пленки, придающей превосходные изоляционные свойства и магнитные свойства листовой анизотропной электротехнической стали.
Уровень техники
Применяемую в трансформаторах и генераторах листовую анизотропную электротехническую сталь обычно производят в ходе процесса, при котором кремниевую сталь, содержащую около 3% Si, подвергают горячей прокатке, затем холодной прокатке с целью получения нужной толщины листа, после чего подвергают обезуглероживающему отжигу (первичному рекристаллизационному отжигу), за которым следует окончательный отжиг. В ходе этого процесса, с целью придания листу из анизотропной электротехнической стали изоляционных свойств, после обезуглероживающего отжига и перед окончательным отжигом на поверхность стального листа наносят суспензию, содержащую оксид магния, которую высушивают, а лист сматывают в рулоны. Si, который содержится в кремниевой стали, в процессе обезуглероживающего отжига вступает в реакцию с кислородом, образуя на поверхности стального листа пленку SiO2. Затем SiO2
вступает во время окончательного отжига в реакцию с входящим в состав суспензии оксидом магния, образуя на поверхности стального листа пленку форстерита (Mg2SiO4), обладающую превосходными изолирующими свойствами. Считается, что форстеритовая пленка придает поверхности не только изоляционные свойства, но и вызывает ее натяжение вследствие различий коэффициентов теплового расширения между форстеритовой пленкой и стальным листом, снижая таким образом потери в сердечнике из листовой анизотропной электротехнической стали и улучшая ее магнитные свойства.
Следовательно, форстеритовая пленка играет чрезвычайно важную роль в производстве листовой анизотропной электротехнической стали и поэтому свойства оксида магния, образующего форстеритовую пленку, оказывают непосредственное влияние на магнитные свойства стали. По этой причине обычно требуется, чтобы оксид магния, применяемый в качестве покрытия (присыпки) для отжига, обладал превосходными характеристиками и обеспечивал в результате точный контроль свойств. Исходя из этого был создан ряд изобретений, относящихся к использованию оксида магния в качестве покрытия для отжига.
Одним из примеров таких изобретений является внесение добавки в оксид магния или контроль содержания в нем примесей. Так, например, в отношении внесения добавки в оксид магния в заявке №45322/1995 на патент Японии (способ производства состава на основе оксида магния) раскрыт способ производства оксида магния, согласно которому в Мg(ОН)2, содержащий хлор, добавляют определенное количество соединения бора с последующим обжигом при заданном парциальном давлении пара.
С другой стороны, описаны также многие изобретения, касающиеся активности, определяемой скоростью протекания реакции между частицами оксида магния и кислотой, т.е. активности лимонной кислоты (citric acid activity, CAA). Показатель CAA представляет собой период времени, требующийся для того, чтобы 0,4 N водный раствор лимонной кислоты при заданной температуре (например, 22° С или 30° С), содержащий в качестве индикатора фенолфталеин, стал нейтральным, начиная с того момента времени, когда в раствор добавляют с перемешиванием заключительную порцию эквивалентного вступающего в реакцию количества оксида магния. Эмпирически известно, что CAA может использоваться в качестве показателя для оценки оксида магния, применяемого в качестве покрытия для отжига листовой анизотропной электротехнической стали.
В качестве изобретения, относящегося к распределению CAA при эквивалентном вступающем в реакцию количестве оксида магния, может быть указана заявка №58331/1980 на патент Японии, которая раскрывает оксид магния в качестве покрытия для отжига, обладающего таким образом отрегулированной активностью, что распределение CAA контролируется в узком диапазоне для каждой завершающей скорости реакции в 20%, 40%, 60% и 70% соответственно. Кроме того, в заявках №№33136/1994 и 158558/1999 на патенты Японии раскрыто изобретение, касающееся оксида магния в качестве покрытия для отжига, в котором активность CAA составляет 40% или 80%, а диаметр частиц и удельная площадь поверхности ограничиваются соответствующими заданными значениями. Кроме того, в заявке №269555/1999 на патент Японии раскрыто изобретение, касающееся покрытия для отжига листовой анизотропной электротехнической стали, в котором САА при 70%, отношение САА при 70% к САА при 40%, диаметр частиц, удельная площадь поверхности и т.п. ограничиваются соответствующими заданными значениями. В каждом из перечисленных изобретений контролируются показатели гидратации и химическая активность частиц оксида магния.
Активность оксида магния, характеризуемая показателем САА, является мерилом химической активности в ходе реакции на поверхности раздела твердой фазы и жидкой фазы между оксидом магния и лимонной кислотой. При протекании этой реакции на поверхности раздела твердой фазы и жидкой фазы увеличение количества реакционных позиций в твердой фазе, т.е. уменьшение диаметра частиц оксида магния или увеличение его удельной площади поверхности, ведет к увеличению поверхностной свободной энергии и повышению активности.
Однако в порошках, содержащих частицы оксида магния, полученные различными способами, частицы оксида магния могут присутствовать в форме агрегата частиц, в котором несколько частиц порошка связаны между собой и агломерированы вместе в дополнение к тем, которые присутствуют в форме отдельных частиц. В агрегате частиц, полученном путем агломерации или агрегации, измеренное значение САА не отражает структуру агрегата частиц, и поэтому не может точно представлять химическую активность покрытия для отжига.
Кроме того, САА просто эмпирически моделирует химическую активность в реакции на поверхности раздела “твердая фаза - твердая фаза”, которая в действительности происходит между SiO2 и оксидом магния на поверхности листа из анизотропной электротехнической стали, с использованием реакции на поверхности раздела “твердая фаза - жидкая фаза” между оксидом магния и лимонной кислотой. В отличие от реакции на поверхности раздела “твердая фаза - жидкая фаза”, в реакции образования форстерита, которая является реакцией на поверхности раздела твердых фаз, структура агрегации частиц оксида магния, например, количество точек контакта между пленкой SiO2 и частицами оксида магния оказывает, как полагают, заметное влияние на химическую активность. В частности, даже при наличии у частиц оксида магния активной поверхности небольшое количество точек контакта ведет к неудовлетворительному ходу реакции. С другой стороны, даже в случае, если частицы оксида магния имеют неактивные поверхности, увеличение количества точек контакта может способствовать улучшению хода реакции.
Как упоминалось выше, САА, применяемая в качестве показателя свойств покрытия для отжига листовой анизотропной электротехнической стали, является мерилом химической активности оксида магния только при заданных условиях. Считается, что САА необязательно позволяет точно оценить ход реакции на поверхности раздела твердых фаз, которая в действительности происходит на поверхности листа из анизотропной электротехнической стали. Поэтому в случае оксида магния, обладающего согласно показателю САА низкой активностью, существует вероятность того, что с помощью способа управления реакцией на поверхности раздела твердых фаз, учитывая при этом структуру агрегации частиц порошка, может быть найден оксид магния, обладающий структурой агрегации частиц, пригодной для использования в качестве покрытия для отжига.
Исходя из сказанного целью настоящего изобретения является предложение агрегата частиц оксида магния, имеющего контролируемую структуру агрегации частиц, так что ход реакции на поверхности раздела твердых фаз между оксидом магния и поверхностной пленкой SiO2 можно должным образом контролировать. Целью настоящего изобретения является также предложение покрытия для отжига листа из анизотропной электротехнической стали с использованием агрегата частиц оксида магния, являющегося предметом настоящего изобретения, а также предложение листа из анизотропной электротехнической стали, который можно получить в результате обработки с использованием покрытия для отжига, являющегося предметом настоящего изобретения.
Сущность изобретения
Авторы настоящего изобретения провели обширные и напряженные исследования с целью решения указанных выше проблем, завершив таким образом разработку настоящего изобретения. В частности, согласно настоящему изобретению агрегат частиц оксида магния отличается тем, что диаметр пор, соответствующий первой точке перегиба на кривой совокупного объема пор указанного агрегата, составляет не более 0,3× 10-6 м, объем межчастичных пор составляет от 1,40× 10-3 до 2,20× 10-3 м3/кг, а объем пор внутри частиц составляет от 0,55× 10-3 до 0,80× 10-3 м3/кг.
Кроме того, предметом настоящего изобретения является покрытие для отжига листа из анизотропной электротехнической стали, содержащее оксид магния и отличающееся тем, что оно содержит оксид магния в виде агрегата частиц согласно настоящему изобретению.
Далее, предметом настоящего изобретения является лист из анизотропной электротехнической стали, полученный путем отжига с предварительно нанесенным покрытием и отличающийся тем, что на лист нанесено указанное выше покрытие согласно настоящему изобретению.
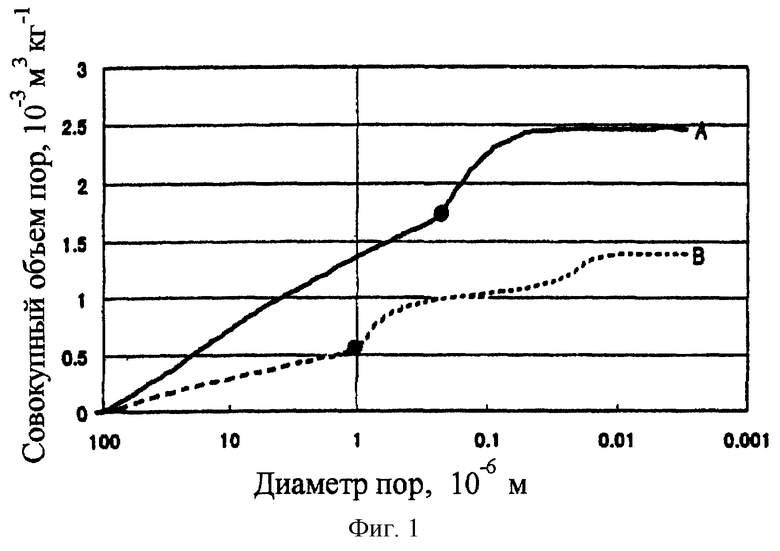
Согласно настоящему изобретению под кривой совокупного объема пор частиц подразумевается кривая, которая демонстрирует взаимосвязь между диаметром пор и совокупным объемом пор, определенным на основании распределения пор, измеренного с помощью ртутной порозиметрии, т.е. метода определения пористости с помощью ртути. На фиг.1 показаны две кривые совокупного объема пор для различных типов агрегатов частиц оксида магния, обладающих различными структурами агрегации частиц. Первая точка перегиба является точкой перегиба при наибольшем диаметре пор среди всех точек перегиба, в которой кривая совокупного объема пор резко поднимается вверх. Она обозначена на чертеже зачерненным кружком. Под диаметром в первой точке перегиба подразумевается диаметр пор в первой точке перегиба. Под объемом межчастичных пор подразумевается совокупный объем пор в первой точке перегиба. Под объемом пор в частицах подразумевается объем, полученный путем вычитания совокупного объема пор в первой точке перегиба из суммарного объема пор.
Краткое описание чертежей
На фиг.1 графически показаны примеры кривых совокупного объема пор агрегатов частиц, состоящих главным образом из оксида магния, определенных на основании распределения пор, измеренного с помощью ртутной порозиметрии;
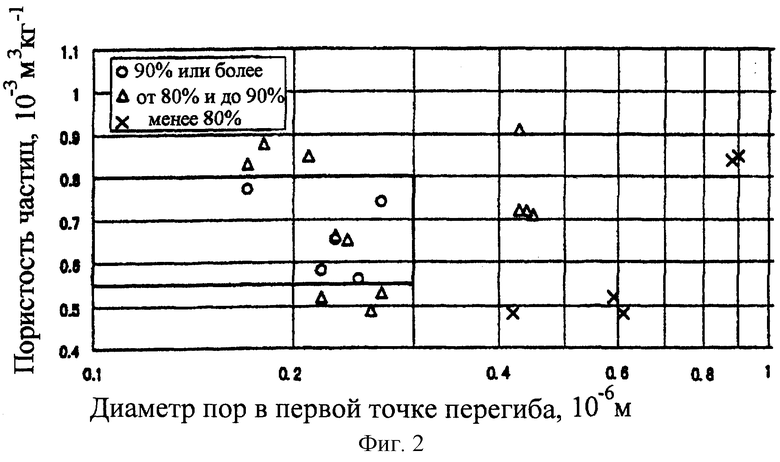
на фиг.2 графически показана взаимосвязь между скоростью образования форстерита, диаметром в первой точке перегиба и объемом пор в частицах для различных агрегатов частиц МgО;
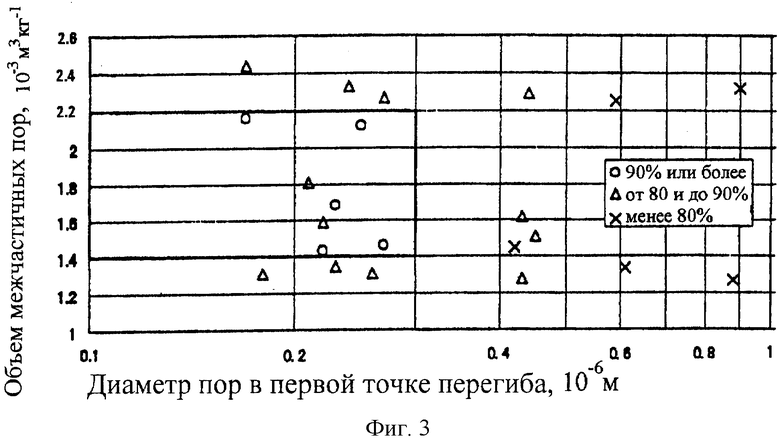
на фиг.3 графически показана взаимосвязь между скоростью образования форстерита, диаметром в первой точке перегиба и объемом межчастичных пор для различных агрегатов частиц МgО;
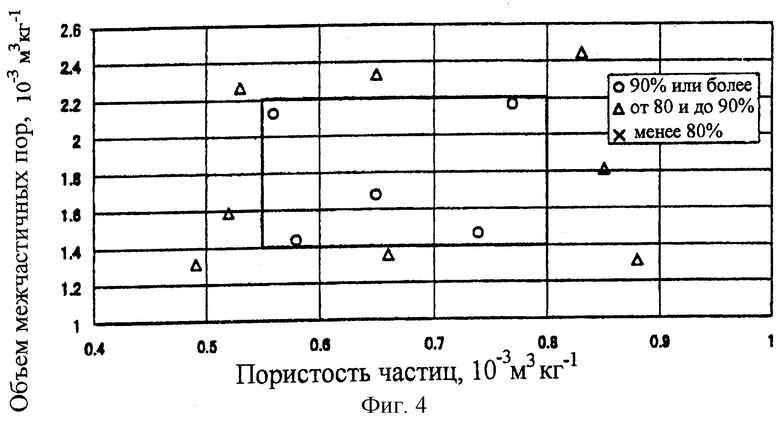
на фиг.4 графически показана взаимосвязь между объемом пор в частицах и объемом межчастичных пор для агрегата частиц с диаметром в первой точке перегиба 0,30× 10-6 м или менее;
на фиг.5 графически показаны условия температуры и времени, пригодные для управления реакцией таким образом, чтобы диаметр в первой точке перегиба был равен 0,30× 10-6 м или менее при приготовлении гидроксида магния путем взаимодействия между водным раствором хлорида магния и гидроксидом кальция.
Предпочтительные варианты реализация изобретения
Авторы настоящего изобретения провели исследования реакции на поверхности раздела твердых фаз между оксидом магния и оксидом кремния (SiO2), которая протекает на поверхности листа из анизотропной электротехнической стали, исходя при этом из структуры агрегации частиц. В результате они обнаружили, что диаметр в первой точке перегиба, объем пор в частицах и объем межчастичных пор на кривой совокупного объема пор, определенные на основании распределения пор, измеренного с помощью ртутной порозиметрии, могут использоваться как показатели для точного определения структуры агрегата частиц оксида магния. На основании полученных сведений эти показатели регулируют таким образом, чтобы они оказались в соответствующих диапазонах, подходящих для получения агрегата частиц оксида магния, которые могут должным образом регулировать количество точек контакта при реакции в твердой фазе, так что агрегат частиц оксида магния обязательно реагирует с пленкой SiO2, образованной на поверхности листа из анизотропной электротехнической стали, образуя форстерит. Агрегат частиц оксида магния, обладающий контролируемой структурой агрегации частиц, демонстрирует нужную скорость реакции образования форстерита и образует большое количество форстерита, а также может образовывать форстеритовую пленку, обладающую хорошим сцеплением.
Измерение распределения пор с помощью ртутной порозиметрии с целью определения показателей, указывающих на структуру агрегации частиц, было выполнено следующим способом.
Способ измерения распределения пор с помощью ртутной порозиметрии хорошо известен как способ анализа с целью получения информации (данных) о распределении пор в порошке и, таким образом, информации о структуре агрегации частиц.
В качестве ртутного порозиметра, т.е. прибора для определения пористости, использовали AutoPore 9410, изготовленный фирмой Micromeritics GbmH. Использовали измерительную ячейку для пробы порошка емкостью 5× 10-6 м3 и плунжер объемом 0,36× 10-6 м3. Предназначенную для измерений пробу предварительно пропускали через стандартное сито в 330 меш (Стандарт JIS-R8801-87), после чего точно отвешивали в пределах от 0,10× 10-3 до 0,13× 10-3 кг и помещали в измерительную ячейку. Ячейку помещали в прибор для определения пористости, после чего внутри ячейки в течение 20 минут поддерживали пониженное давление на уровне 50 мкм ртутного столба (6,67 Па) или менее. Затем в измерительную ячейку заливали ртуть до тех пор, пока давление в ячейке не достигало 1,5 Pisa (10,342 Па). Затем ртуть сжимали под давлением в диапазоне от 2 Pisa (13,790 Па) до 60000 Pisa (413,7 МПа) с целью измерения распределения пор. В качестве ртути для измерений использовали специальную марку ртутного реагента со степенью чистоты 99,5 масс.% или выше, причем плотность используемой ртути составляла 13,5335× 103 кг/м3.
Информацию, полученную в результате измерения распределения пор с помощью ртутного прибора для определения пористости, нанесли на график, на котором диаметр пор, определенный на основании давления сжатия ртути, откладывали по оси абсцисс, а совокупный объем пор - по оси ординат, в результате чего получили кривую совокупного объема пор, показанную на фиг.1. Давление сжатия ртути преобразовали в диаметр пор с помощью следующей формулы (I) (уравнение Уошберна (Washburn)).

где D - диаметр пор (м);
Р - давление (Па);
Y - поверхностное натяжение ртути (465 дин/см (0,485 Па· м));
и
ϕ - краевой угол смачивания ртути (130° =2,26893 рад).
Диаметр в первой точке перегиба, объем пор в частицах и объем межчастичных пор определяли по отдельности исходя из данных кривой совокупного объема пор.
На кривой совокупного объема пор на фиг.1 отложенный по оси ординат совокупный объем пор показывает совокупное значение объема пор в агрегате частиц в расчете на единицу массы, определяемое последовательно, начиная с более крупных пор. Точка перегиба является точкой, в которой кривая совокупного объема пор резко идет вверх. Количество точек перегиба необязательно ограничивается одной, и существуют варианты, при которых существует множество точек перегиба в зависимости от подвергнутой измерениям пробы, как это можно видеть на кривой В на фиг.1. Таким образом, в качестве первой точки перегиба берут точку перегиба при наибольшем диаметре пор. Диаметром в первой точке перегиба является диаметр пор в первой точке перегиба. Объемом межчастичных пор является объем пор, находящихся между частицами, образующими агрегат. Он представлен совокупным объемом пор в первой точке перегиба. Объем пор в частицах является объемом пор, присутствующих в частицах и имеющих размеры меньше диаметра частиц, образующих агрегат. Он представлен значением объема пор, полученным путем вычитания совокупного объема пор в первой точке перегиба из общего объема пор.
Взаимосвязь между первой точкой перегиба, объемом межчастичных пор и объемом пор в частицах на кривой совокупного объема пор и структурой агрегации частиц в агрегате частиц представляется следующей.
Частицы порошка обычно образуют агрегаты частиц путем агрегации множества наименьших единичных частиц (первичных частиц), каждая из которых считается отдельной частицей. Структуры агрегации порошка включают в себя структуру простой частицы, так что первичные частицы просто скрепляются (агломерируются) между собой, и структуру сложной частицы, в которой вторичные агрегаты, образованные путем агрегации первичных частиц, скрепляются далее между собой, образуя крупные третичные структуры агрегации. Агрегация частиц может происходить по разным причинам, например в результате агрегации, вызванной наличием поверхностного заряда у частиц, диспергированных в жидкости, осаждением ингредиентов, растворенных в процессе сушки, наличием электростатического заряда в сухом состоянии, физическим напряжением во время размалывания или пограничным ростом зерна в процессе обжига. Таким образом, порошок часто имеет характерную упорядоченную структуру частиц, зависящую от видов или условий производственных процессов и качества сырья.
Учитывая такую структуру частиц, можно сказать, что диаметр в первой точке перегиба указывает размеры наибольшей упорядоченной структуры агрегации среди указанных упорядоченных структур агрегации. Объем пор в частицах является объемом пор, которые меньше агрегата частиц, и служит показателем плотности частиц, образующих агрегат. Объем межчастичных пор является объемом пор между частицами, образующими агрегат, в том случае, когда частицы, образующие агрегат, соприкасаются между собой.
Объем пор между частицами, образующими агрегат и соприкасающимися между собой, возрастает по мере увеличения неровностей на поверхности частиц, образующих агрегат. Поэтому объем межчастичных пор можно использовать в качестве показателя свойств материала, косвенно указывающего на форму частиц, образующих агрегат. Таким образом, и диаметр в первой точке перегиба, указывающий на размеры упорядоченной структуры агрегата частиц, и объем пор в частицах, указывающий на плотность частиц, образующих агрегат, и объем межчастичных пор, косвенно указывающий на форму частиц, образующих агрегат, являются подходящими характеристиками материала, показывающими структуру сложного агрегата частиц. Поэтому в порошке, состоящем из однородного материала, например оксида магния, структуру агрегации частиц можно контролировать таким образом, чтобы достичь заданных значений, за счет должного выбора условий производства порошка.
При вдавливании ртути в агрегат частиц, имеющий указанную выше структуру частиц, ртуть сначала проникает в поры между частицами. В данном случае по мере возрастания давления сжатия ртути, то есть при уменьшении диаметра пор, определяемого по давлению сжатия ртути, происходит увеличение совокупного объема пор при по существу постоянном градиенте. После заполнения всех пор между частицами ртуть начинает проникать в поры внутри частиц. В частицах присутствует большое количество пор, имеющих одинаковые размеры, причем сумма пор в частицах очень большая. Поэтому после того как проникновение ртути переходит с пор между частицами на поры внутри частиц, совокупный объем пор резко возрастает даже при небольшом увеличении давления сжатия ртути. Иными словами, диаметр пор, при котором происходит резкое увеличение совокупного объема пор, должен соответствовать диаметру в первой точке перегиба, который является максимальным значением для структуры отдельного агрегата в агрегате частиц.
Объем пор в частицах является объемом, который определяют путем вычитания совокупного объема пор в первой точке перегиба из общего объема пор. Общим объемом пор считается совокупный объем пор при диаметре пор 0,003× 10-6 м. Это связано с изменением структуры частиц из-за давления сжатия при измерении распределения пор с помощью ртутной порозиметрии, благодаря чему можно свести к минимуму погрешность измерений за счет использования совокупного объема пор при максимальном давлении сжатия ртути как общего объема пор.
Затем агрегаты частиц оксида магния, имеющие различные структуры агрегации частиц, в которых каждый из таких показателей, как диаметр в первой точке перегиба, объем пор в частицах и объем межчастичных пор на кривой совокупного объема пор, различаются между собой, были приготовлены с целью определения скорости реакции в твердой фазе между отдельными агрегатами частиц оксида магния и оксидом кремния.
Агрегат частиц оксида магния приготовили с использованием в качестве сырья хлорида магния, причем в водный раствор хлорида магния с целью осуществления реакции добавили гидроксид кальция, получив таким образом гидроксид магния. Затем гидроксид магния подвергли фильтрации посредством фильтровального пресса, промыли водой и просушили, после чего подвергли обжигу во вращающейся печи с целью получения оксида магния. Обожженный оксид магния подвергли измельчению.
Приготовление агрегата частиц оксида магния не ограничивается описанным выше способом. Возможно применение нескольких способов приготовления, например способ, при котором для получения гидроксида магния осуществляют реакцию водного щелочного раствора, такого как водный раствор гидроксида кальция, гидроксида натрия или гидроксида калия, с водным раствором, содержащим хлорид магния, таким как маточный раствор, жесткая вода или морская вода, после чего гидроксид магния подвергают обжигу с целью получения агрегата частиц оксида магния; способ, при котором для получения агрегата частиц оксида магния подвергают обжигу оксид магния; способ, при котором агрегат частиц оксида магния получают непосредственно из водного раствора, содержащего хлорид магния путем амальгамации; способ, при котором оксид магния, полученный указанным выше способом, подвергают гидратации для образования гидроксида магния, с последующим обжигом с целью получения агрегата частиц оксида магния. С помощью должного выбора условий осуществления отдельных операций можно контролировать структуру частиц.
Диаметр в первой точке перегиба и объем пор в частицах агрегата частиц оксида магния регулировали путем контроля структуры частиц гидроксида магния, являющегося предшественником оксида магния, при описанных ниже условиях. С другой стороны, объем межчастичных пор регулировали путем контроля описанных ниже условий измельчения. В настоящем изобретении для разъяснения влияния, которое оказывает структура агрегации
частиц оксида магния на скорость реакции образования форстерита в твердой фазе, температуру обжига гидроксида магния во вращающейся печи установили равной от 800° С до 1000° С, так что САА при конечной скорости реакции 40% при 22° С находилась в диапазоне от 120 до 140.
С другой стороны, в реакции на поверхности раздела твердых фаз между оксидом магния и оксидом кремния (SiO2) эти ингредиенты вступают в непосредственную реакцию между собой, образуя форстерит. В частности, агрегат частиц оксида магния, приготовленный описанным выше способом, и аморфный оксид кремния смешивали в молярном отношении 2:1, образуя смесь. Затем смесь подвергли формовке под давлением 50 МПа для получения формованного изделия диаметром 15× 10-3 м и высотой 15× 10-3 м. Затем формованное изделие подвергли обжигу в атмосфере азота в течение 4 часов при температуре 1200° С. Для количественного определения скорости формирования форстерита в спеченном продукте, полученном с помощью указанного способа, использовали рентгенофазовый дифракционный анализ.
В таблице 1 показаны значения показателей структуры агрегации частиц и скорость образования форстерита для 22 проб, по которым были выполнены измерения. На фиг.2 показана взаимозависимость между скоростью образования форстерита, диаметром в первой точке перегиба и объемом пор в частицах. На фиг.3 показана взаимозависимость между скоростью образования форстерита, диаметром в первой точке перегиба и объемом межчастичных пор. На фиг.4 показана взаимозависимость между объемом пор в частицах и объемом межчастичных пор для агрегата частиц с диаметром в первой точке перегиба 0,30× 10-6 м или менее. На чертежах скорость образования форстерита обозначена путем разделения на три уровня, т.е. 90% или более, от 80% до 90% и менее 80%.
Для того чтобы стабильно обеспечивать скорость образования форстерита в 90% или более, необходимо, как показано на фиг.2, чтобы диаметр в первой точке перегиба был равен 0,30× 10-6 м или менее, а объем пор в частицах был в пределах от 0,55× 10-3 до 0,80× 10-3 м3/кг и, как показано на фиг.3, необходимо, чтобы диаметр в первой точке перегиба был равен 0,30× 10-6 м или менее, а объем межчастичных пор был в пределах от 1,40× 10-3 до 2,20× 10-3 м3/кг. В этом случае скорость образования форстерита, равная 90% или более, принята за эталонное значение. Когда скорость образования форстерита может удовлетворять такому эталонному значению, химическая активность протекания реакции в твердой фазе между агрегатом частиц оксида магния и пленкой, состоящей главным образом из кремнезема, образовавшегося на поверхности стального листа, высока, и в ходе реакции образования форстерита может образоваться пленка с превосходными показателями сцепления.
Результаты, приведенные на фиг.2 и 3, показывают, что чем меньше диаметр в первой точке перегиба, тем больше химическая активность агрегата частиц и, следовательно, чрезвычайно важно, чтобы диаметр в первой точки перегиба был как можно меньше. Однако соблюдение только одного условия, согласно которому диаметр в первой точке перегиба должен быть равен 0,30× 10-6 м или менее, не обеспечивает стабильного образования форстерита со скоростью образования 90% или более. В частности, в реакции образования форстерита, идущей на поверхности раздела твердых фаз, количество точек контакта между частицами оксида магния и частицами оксида кремния или пленкой из оксида кремния определяет скорость реакции в твердой фазе, в связи с чем требуется оптимизация количества указанных точек контакта. Количество точек контакта зависит от объема межчастичных пор и объема пор в частицах агрегата частиц. Как показано на фиг.4, агрегат частиц должен иметь структуру агрегации частиц, удовлетворяющую тем требованиям, чтобы диаметр в первой точке перегиба был равен 0,30× 10-6 м или менее, объем межчастичных пор был в пределах от 1,40× 10-3 до 2,20× 10-3 м3/кг, а объем пор в частицах был в пределах от 0,55× 10-3 до 0,80× 10-3 м3/кг.
Далее, агрегат частиц оксида магния, имеющий диаметр в первой точке перегиба, объем межчастичных пор и объем пор в частицах, которые все соответствуют указанным выше диапазонам, может быть приготовлен следующим образом. Следует отметить, что описанный ниже способ приготовления служит просто примером, и агрегат частиц оксида магния, обладающий структурой агрегации, описанной в настоящем изобретении, может быть приготовлен другими способами.
Диаметр в первой точке перегиба и объем пор в частицах агрегата частиц оксида магния регулируют путем контроля структуры частиц гидроксида магния, являющегося предшественником или, иначе говоря, прекурсором оксида магния. В частности, к раствору хлорида магния добавляют суспензию гидроксида кальция таким образом, что полученная в результате концентрация раствора хлорида магния получает заданное значение, а полученную смесь перемешивают для осуществления реакции при заданной температуре в течение заданного периода времени, после чего реагирующую смесь подвергают фильтрации с помощью фильтровального пресса, промывают водой и высушивают для получения гидроксида магния.
Для того чтобы довести значение диаметра в первой точке перегиба до 0,30× 10-6 м или менее, как показано на фиг.5, гидроксид магния получают в ходе реакции при таких условиях, когда температура реакции (Т, ° С) и время реакции (t, час) удовлетворяют отношению, представленному следующей формулой (II).

Когда длительность реакции превышает 217000· ерх(-0,0855· Т), диаметр в первой точке перегиба оказывается больше 0,30× 10-6 м, в результате чего получаются слишком крупные частицы, образующие агрегат. С другой стороны, при длительности реакции менее 3230· ерх(-0,1476· Т) реакция образования гидроксида магния проходит неудовлетворительно. Более предпочтительным является, чтобы температура реакции (Т, ° С) и время реакции (t, час) удовлетворяли отношению, представленному следующей формулой (III).

Для того чтобы добиться объема пор в частицах, находящегося в пределах от 0,55× 10-3 до 0,80× 10-3 м3/кг, отношение между перемешанными раствором хлорида магния и суспензией гидроксида кальция регулируют таким образом, что концентрация гидроксида магния после осуществления реакции составляет от 0,2 до 4,5 моль/кг, предпочтительно от 0,5 до 3 моль/кг. Когда концентрация гидроксида магния после осуществления реакции составляет менее 0,2 моль/кг, получается агрегат частиц с такой низкой плотностью, при которой объем пор частиц достигает более чем 0,80× 10-3 м3/кг. С другой стороны, когда концентрация гидроксида магния после осуществления реакции составляет более 4,5 моль/кг, получается агрегат частиц с такой высокой плотностью, при которой объем пор частиц составляет менее 0,55× 10-3 м3/кг.
В ходе реакции образования гидроксида магния возможно добавление коагулянта с целью стимулирования реакции агрегации, и возможно добавление реагента, препятствующего коагуляции для того, чтобы не допустить избыточного продолжения реакции агрегации. Примерами коагулянтов могут служить сульфат алюминия, полиалюминий хлорид (полиалюмохлорид), сульфат железа и полиакриламид, а предпочтительными являются полиалюминий хлорид и анионный полиакриламид. Коагулянт может быть добавлен в количестве от 1 до 1000 млн-1 (частей на миллион), предпочтительно от 5 до 500 млн-1 и более предпочтительно от 10 до 100 млн-1 относительно общей массы раствора хлорида магния и суспензии гидроксида кальция. Не желательно добавлять коагулянт в избыточном количестве, поскольку происходит нежелательное образование агрегата частиц со слишком высокой плотностью, при которой объем пор в частицах составляет менее 0,55× 10-3 м3/кг.
С другой стороны, в качестве реагента, препятствующего коагуляции, возможно добавление силиката натрия, полифосфата натрия, гексаметафосфата натрия, неионогенного поверхностно-активного вещества или анионного поверхностно-активного вещества, причем предпочтительными являются силикат натрия, гексаметафосфат натрия и неионогенные поверхностно-активные вещества. Реагент, препятствующий коагуляции, может быть добавлен в количестве от 1 до 1000 млн-1, предпочтительно от 5 до 500 млн-1 и более предпочтительно от 10 до 100 млн-1 относительно общей массы раствора хлорида магния и суспензии гидроксида кальция. Нежелательно добавлять реагент, препятствующий коагуляции, в избыточном количестве, поскольку происходит нежелательное образование агрегата частиц со слишком низкой плотностью, при которой объем пор в частицах составляет более 0,88× 10-3 м3/кг.
Перемешивание производится со скоростью перемешивания от 350 до 450 об/мин. Перемешивание не оказывает заметного влияния на структуру частиц, однако объем межчастичных пор можно увеличить за счет перемешивания с большой скоростью и при высокой скорости сдвига, например, с помощью использования гомогенизатора в ходе реакции, или же его можно уменьшить, почти отказавшись от перемешивания.
Затем полученный таким образом в качестве предшественника гидроксид магния подвергают обжигу во вращающейся печи для образования агрегата частиц оксида магния. В этом случае температура обжига может составлять от 800 до 1000° С, предпочтительно от 850 до 950° С. Длительность обжига может составлять от 0,2 до 4 часов, предпочтительно от 0,5 до 2 часов.
Далее полученный агрегат частиц оксида магния подвергают измельчению на молотковой дробилке мощностью 5,5 кВт, снабженной классификатором. Для получения агрегата частиц с объемом межчастичных пор в диапазоне от 1,40× 10-3 до 2,20× 10-3 м3/кг частота вращения молотков может составить от 2800 до 4200 об/мин, предпочтительно от 3200 до 3800 об/мин. Когда частота вращения молотков составляет менее 2800 об/мин, полученная структура частиц обладает слишком высокой плотностью, причем невозможно получить нужный объем межчастичных пор. С другой стороны, частота вращения классификатора предпочтительно составляет от 2200 до 4800 об/мин, предпочтительно от 2800 до 4200 об/мин. Когда частота вращения классификатора превышает 5000 об/мин, полученная структура частиц обладает слишком низкой плотностью, причем невозможно получить нужный объем межчастичных пор.
В качестве дробилки используют молотковую дробилку, вращающуюся дробилку, струйную дробилку, валковую дробилку или шаровую дробилку. Оптимальные характеристики дробилки, обеспечивающие получение объема межчастичных пор, соответствующего диапазону, указанному для настоящего изобретения, зависят от системы и возможностей (мощности) применяемой дробилки, однако слишком сильное измельчение ведет к увеличению объема межчастичных пор, а слишком слабое измельчение - к уменьшению объема межчастичных пор. В струйной дробилке, в которой прикладываемая во время измельчения ударная энергия является большой, ударная энергия может уменьшать объем пор в частицах, в связи с чем необходимо управлять работой дробилки этого типа при условиях, подходящих для устройства. Кроме того, необязательным является применение классификатора, однако использование классификатора дает возможность более гибко контролировать условия измельчения.
Далее с использованием полученного таким образом оксида магния получают покрытие (присыпку) для отжига листа из анизотропной электротехнической стали и сам лист из анизотропной электротехнической стали следующим образом.
Лист из анизотропной электротехнической стали производят следующим образом. Сляб из кремниевой стали с содержанием Si в пределах от 2,5 до 4,5% подвергают горячей прокатке, затем протравливают кислотой, после чего подвергают холодной прокатке, или же холодной прокатке с промежуточным отжигом так, чтобы полученный лист имел заданную толщину. Затем холоднокатаный рулон подвергают рекристаллизационному отжигу, вызывающему также обезуглероживание, во влажной атмосфере азота при температуре от 700 до 900° С, с образованием на поверхности стального листа оксидной пленки, состоящей главным образом из оксида кремния (SiO2). На полученный таким образом стальной лист с помощью роликового устройства для нанесения покрытий сплошным слоем или с помощью распылителя наносят водную суспензию, полученную путем равномерного разведения в воде агрегата частиц оксида магния со структурой агрегации частиц согласно настоящему изобретению, полученного описанным способом, которую высушивают при температуре около 300° С. Обработанный таким образом стальной лист в рулонах подвергают окончательному отжигу, например, при температуре 1200° С в течение 20 часов с целью образования на поверхности стального листа форстерита (Mg2SiO4). Форстерит вызывает натяжения поверхности листа наряду с образованием изолирующей пленки, способствующей уменьшению потерь в сердечнике из листовой анизотропной электротехнической стали.
Согласно описанному, например, в заявке №101059/1994 на патент Японии, с целью облегчения формирования форстеритовой пленки, к покрытию для отжига можно добавить известный ускоритель реакции, вспомогательный ингибитор или присадку, способствующую образованию изолирующей пленки, вызывающей натяжение.
Примеры
Далее настоящее изобретение будет описано более подробно со ссылкой на следующие примеры.
Пример 1
Магнезитовую руду в течение 1 часа подвергали обжигу во вращающейся печи при температуре 850° С, после чего измельчили в дезинтеграторе с целью получения оксида магния. С целью контроля структуры частиц оксида магния добавили воду, так что после завершения реакции концентрация гидроксида магния составила 3 моля/кг, а полученную смесь перемешивали со скоростью 400 об/мин с целью осуществления реакции при температуре 85-95° С в течение 2 часов, образуя таким образом гидроксид магния в качестве предшественника. Гидроксид магния подвергли фильтрации посредством фильтровального пресса, промыли водой и просушили, после чего полученный гидроксид магния подвергли обжигу во вращающейся печи в течение 1 часа при температуре 900° С, так что САА при конечной скорости реакции 40% и при 22° С находилась в диапазоне от 120 до 140, с целью получения обожженного агрегата оксида магния. Далее обожженный агрегат измельчили с помощью молотковой дробилки при частоте вращения молотков 3500 об/мин и при частоте вращения классификатора 3000 об/мин с целью приготовления агрегата частиц оксида магния, имеющего заданную структуру агрегации частиц.
Пример 2
Суспензию гидроксида кальция добавили в рассол таким образом, чтобы концентрация гидроксида магния составила 2 моля/кг, а полученную смесь перемешивали со скоростью 600 об/мин с целью осуществления реакции при температуре 80° С в течение 2 часов. Затем реагирующую смесь подвергли фильтрации посредством фильтровального пресса, промыли водой и просушили, после чего полученный гидроксид магния подвергли обжигу во вращающейся печи в течение 1 часа при температуре 890° С, так что САА при конечной скорости реакции 40% и при 22° С находилась в диапазоне от 120 до 140, с целью получения обожженного агрегата оксида магния. Далее обожженный агрегат измельчили с помощью молотковой дробилки при частоте вращения молотков 3500 об/мин и при частоте вращения классификатора 4000 об/мин с целью приготовления агрегата частиц оксида магния, имеющего заданную структуру агрегации частиц.
Пример 3
Суспензию гидроксида кальция добавили в хлорид магния таким образом, чтобы концентрация гидроксида магния составила 1 моль/кг, после чего в качестве коагулянта добавили полиалюминий хлорид в количестве 10 млн-1 и полученную смесь перемешивали со скоростью 400 об/мин с целью осуществления реакции при температуре 60° С в течение 20 часов. Затем реагирующую смесь подвергли фильтрации посредством фильтровального пресса, промыли водой и просушили, после чего полученный гидроксид магния подвергли обжигу во вращающейся печи в течение 1 часа при температуре 900° С, так что САА при конечной скорости реакции 40% и при 22° С находилась в диапазоне от 120 до 140, с целью получения обожженного агрегата оксида магния. Далее обожженный агрегат измельчили с помощью дробилки при частоте вращения молотков 3200 об/мин и при частоте вращения классификатора 4000 об/мин с целью приготовления агрегата частиц оксида магния, имеющего заданную структуру агрегации частиц.
Сравнительный пример 1
Осуществили реакцию рассола и гидроксида кальция между собой с целью образования гидроксида магния, а гидроксид магния подвергли обжигу во вращающейся печи при температуре 950° С, после чего поместили в воду и снова нагрели, чтобы осуществлять реакцию при температуре 80° С в течение 2 часов, с последующими фильтрацией и сушкой. Полученный гидроксид магния подвергли обжигу в муфельной печи при внутренней температуре 1200° С с целью получения частиц оксида магния. У приготовленных таким образом частиц в отличие от настоящего изобретения не контролируется структура агрегации частиц, но они являются оксидом магния для приготовления покрытия для отжига с целью получения высококачественного стального листа с ориентированными зернами.
Сравнительный пример 2
Осуществили реакцию рассола и гидроксида кальция между собой с целью образования гидроксида магния, а гидроксид магния подвергли обжигу во вращающейся печи при температуре 1050° С с целью получения частиц оксида магния. У приготовленных таким образом частиц в отличие от настоящего изобретения не контролируется структура агрегации частиц, но они являются оксидом магния для приготовления покрытия для отжига с целью получения обычного стального листа с ориентированными зернами.
Сравнительный пример 3
В морскую воду добавили гидроксид кальция так, чтобы концентрация гидроксида магния после завершения реакции составила 0,05 моль/кг, чтобы осуществлять реакцию при температуре 50° С в течение 20 часов и получать таким образом гидроксид магния. За пять часов до завершения реакции добавили анионный полиакриламид в количестве 200 млн-1, а реагирующую смесь после завершения реакции подвергли фильтрации посредством фильтровального пресса и просушили. Полученный гидроксид магния подвергли обжигу во вращающейся печи при температуре 950° С с целью получения частиц оксида магния. У приготовленных таким образом частиц в отличие от настоящего изобретения не контролируется структура агрегации частиц, но они являются оксидом магния и они предназначены для использования в иных целях, чем покрытие для отжига.
В таблице 2 показаны результаты измерения структур агрегации частиц для частиц или агрегатов частиц из примеров и сопоставительных примеров. Как показано в таблице, в каждом из примеров 1-3, в которых агрегат частиц получали контролируя структуру агрегации частиц, диаметр в первой точке перегиба очень мал, объем межчастичных пор и объем пор в частицах соответствуют пределам, установленным настоящим изобретением, а химическая активность в ходе реакции в твердой фазе является превосходной. С другой стороны, в каждом из сравнительных примеров, в которых контроль структуры агрегации частиц не осуществляется, диаметр в первой точке перегиба превышает верхний предел диапазона, установленного для диаметра пор настоящим изобретением. Особенно велик диаметр в первой точке перегиба в сравнительном примере 3, в котором частицы предназначены для использования в иных целях, чем покрытие для отжига. Кроме того, частицы из сравнительного примера 1 имеют такую структуру агрегации частиц, при которой объем межчастичных пор меньше нижнего предела диапазона, установленного настоящим изобретением, а частицы из сравнительного примера 2 имеют такую структуру агрегации частиц, при которой и объем межчастичных пор, и объем пор в частицах превышают соответствующие верхние предельные значения диапазонов, установленных настоящим изобретением, и частицы из сравнительного примера 3 имеют такую структуру агрегации частиц, при которой объем межчастичных пор меньше нижнего предела диапазона, установленного настоящим изобретением.
В отношении упомянутых агрегатов частиц оксида магния или частиц порошка было выполнено исследование их поведения при образовании форстеритовой пленки. Полагают, что формирование форстерита происходит согласно реакции в твердой фазе: 2 МgО+SiO2→Mg2SiO4. Поэтому порошок оксида магния и аморфный SiOz смешали в молярном отношении 2:1, образуя смесь, и смесь подвергли формовке под давлением 50 МПа для получения формованного изделия диаметром 15× 10-3 м и высотой 15× 10-3 м. Затем формованное изделие подвергли обжигу в атмосфере азота в течение 4 часов при температуре 1200° С. Такая температура обжига соответствует температуре завершающего отжига, при которой SiO2 вступает в реакцию с суспензией, содержащей оксид магния, на листе из анизотропной электротехнической стали. Для количественного определения скорости образования Mg2SiO4 для полученного спеченного продукта использовали рентгеновский дифракционный анализ. Полученные результаты показаны в табл.3.
Как показано в таблице 3, в каждом из примеров 1-3 скорость образования форстерита превышает 90%, что является превосходным результатом применения агрегата частиц оксида магния с контролем структуры агрегации частиц в отношении диаметра в первой точке перегиба и объема пор в частицах, а также объема межчастичных пор. Кроме того, очевидно, что скорость образования форстерита в каждом из примеров 1-3 выше этого показателя для оксида магния из сравнительного примера 1, который в настоящее время используют в качестве покрытия для отжига высококачественного листа из анизотропной электротехнической стали. Кроме того, скорости образования форстерита для оксида магния из сравнительного примера 2, применяемого в качестве обычного покрытия для отжига, и для оксида магния из сравнительного примера 3, предназначенного для использования в иных целях, чем покрытие для отжига, очень малы.
Затем оксид магния нанесли на лист из анизотропной электротехнической стали с целью изучения характеристик форстеритовой пленки. Сляб из кремниевой стали, предназначенный для получения листа из анизотропной электротехнической стали и имеющий следующий химический состав: С 0,058%; Si 2,8%; Мn 0,06%; Аl 0,026%; N 0,005% (все в масс.%), причем остальное приходится на неустранимые примеси и на Fe, подвергли горячей прокатке, травлению кислотой и холодной прокатке известными способами с целью получения конечной толщины листа 0,23 мм с последующим обезуглероживающим отжигом во влажной атмосфере, состоящей из 25% газообразного азота и 75% газообразного водорода.
Агрегаты частиц оксида магния, являющиеся предметом настоящего изобретения, и частицы оксида магния из сравнительных примеров, и то и другое в форме суспензии, нанесли по отдельности на упомянутый стальной лист, так что вес сухого покрытия составил 12 г/м2, и просушили, после чего подвергли завершающему окончательному отжигу в течение 20 часов при температуре 1200° С. Форстеритовые пленки, образованные на стальных листах, показаны в таблице 4.
Как показано в таблице 4, форстеритовые пленки, образованные из агрегатов частиц по примерам 1-3, относятся к тем, которые отличаются однородностью и достаточной толщиной. В частности, очевидно, что агрегаты частиц по примерам 1-3 образуют форстеритовую пленку, обладающую достаточной толщиной, и являются превосходными покрытиями для отжига по сравнению с частицами оксида магния из сравнительного примера 1, которые используются в настоящее время в качестве покрытия для отжига высококачественного листа из анизотропной электротехнической стали.
Изобретение относится к агрегату частиц оксида магния, имеющему контролируемую структуру частиц. Может применяться в качестве покрытия для отжига, образующего форстеритовую пленку. Предложен агрегат частиц оксида магния. Диаметр пор, соответствующий первой точке перегиба на кривой совокупного объема пор агрегата, составляет не более 0,3·10-6 м. Объем межчастичных пор - от 1,40·10-3 до 2,20·10-3 м3/кг. Объем пор внутри частиц - от 0,55·10-3 до 0,80·10-3 м3/кг. Описано покрытие для отжига листа из анизотропной электротехнической стали, содержащее агрегат частиц оксида магния и отожженный лист. Техническим результатом является повышение изоляционных и магнитных свойств анизотропной электротехнической стали. 3 н.п. ф-лы, 4 ил., 4 табл.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ СО СТЕКЛЯННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2139945C1 |
| Способ производства электротехнической стали | 1990 |
|
SU1813106A3 |
| СПОСОБ СФЕРОИДИЗАЦИИ ПОРОШКА ОКСИДА МАГНИЯ | 1990 |
|
SU1835793A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

