Изобретение относится к металлорежущему инструменту и может быть использовано для ручной нарезки наружной цилиндрической трубной резьбы.
Известно устройство для нарезки наружной резьбы, включающее в себя плашку, закрепленную в воротке (1).
Недостаток известного устройства - при ручной нарезке резьбы не всегда удается обеспечить требуемую угловую соосность резьбы и обрабатываемой трубы.
Известно устройство для нарезки наружной резьбы, содержащее корпус с закрепленной в нем плашкой, снабженной механизмом ориентации относительно обрабатываемой трубы и размещенным в нем элементом фиксации, при этом механизм ориентации выполнен в виде цанги, имеющей с одной стороны лепестки, взаимодействующие с внутренней поверхностью трубы, а с другой - она снабжена резьбой, входящей в зацепление с резьбой плашки, при этом элемент фиксации представляет собой ось, один конец которой выполнен в виде усеченного конуса, контактирующего расширенной частью с лепестками цанги, а второй имеет квадратный хвостовик и резьбу, кроме того, цанга на переходе от лепестков к резьбе выполнена с фаской, а в нижнем торце имеет выемку под крепежную гайку (2).
Недостаток известного устройства - конструктивная и технологическая сложность механизма ориентации.
Целью предлагаемого изобретения является упрощение механизма ориентации инструмента относительно обрабатываемой трубы,
Поставленная цель достигается тем, что в известном устройстве для нарезки наружной резьбы, содержащем вороток с закрепленной в нем плашкой и механизм ориентации относительно обрабатываемой трубы, механизм ориентации выполнен в виде отрезка трубы с отверстиями и внутренним диаметром, несколько превышающим наружный диаметр обрабатываемой трубы, установленного соосно плашке вплотную к ней во второе гнездо двугнездного воротка и закрепленного фиксирующими винтами, конические концы которых упираются в края отверстий механизма.
Предлагаемое устройство может быть выполнено и на основе одногнездного воротка. Для этого на внешней стороне гнезда одногнездного воротка должны быть закреплены приливы с резьбовыми отверстиями и установленными в них фиксирующими винтами с коническими концами.
На чертеже показано сечение предлагаемого устройства плоскостью, проходящей через ось симметрии устройства,
где 1 - обрабатываемая труба;
2 - плашка;
3 - вороток;
4 - механизм ориентации устройства относительно обрабатываемой трубы;
5 - фиксирующий винт;
6 - отверстие механизма.
Работает предлагаемое устройство следующим образом.
Перед началом нарезки резьбы механизм ориентации устанавливается в свободное гнездо двугнездного воротка соосно плашке вплотную к ней и закрепляется фиксирующими винтами, конические концы которых упираются в края отверстий механизма. Затем устройство надевается механизмом на обрабатываемую трубу, одной рукой нажимают на плашку, а другой поворачивают за рукоятку воротка. При этом плашка "закусывает" трубу, будучи удовлетворительно ориентированной относительно нее.
После нарезки одной нитки резьбы винты, фиксирующие механизм, откручиваются, механизм отделяется от устройства и сдвигается по трубе, чтобы не мешать удалению образующейся стружки, или устройство с механизмом может быть свинчено с трубы, механизм отделен, а устройство вновь навинчено на нарезанную нитку резьбы и нарезка резьбы продолжена.
Как видно из чертежа при разнице внутреннего диаметра d1 механизма, наружного диаметра d2 обрабатываемой трубы и длине l механизма несоосность резьбы и трубы определяется из выражения:

При значениях d1=35,9 мм, d2=33,9 мм, l=200 мм максимальная угловая несоосность может достигнуть значения α=17 угл.мин, что вполне допустимо. Механизм ориентации предлагаемого устройства был изготовлен за время менее 1 часа из трубы 42×3,0 по ГОСТ 8734-75 с использованием слесарной ножовки и ручной дрели. Внутренний диаметр указанной трубы 36 мм. Устройство использовалось для нарезки наружной цилиндрической трубной резьбы плашкой 1'' на трубах 34×3,5 по ГОСТ 8734-75. Качество резьбы - отличное, никаких признаков перекоса резьбы при длине нарезки до 54 мм обнаружено не было вне зависимости от того, была ли плоскость среза трубы перпендикулярна оси или нет.
Источники информации
1. ГОСТ 22395-77. Воротки для круглых плашек диаметрами от 25 до 90 мм. Типы и основные размеры.
2. Заявка на изобретение №98115666/02 от 17.08.1999. Устройство для нарезания наружной резьбы. МКИ 7 B 23 G 1/30, 5/00, публ. 27.04.2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 1998 |
|
RU2157743C2 |
| НАРУЖНАЯ ОСВОБОЖДАЮЩАЯСЯ ТРУБОЛОВКА | 2002 |
|
RU2213201C1 |
| РЕЗЬБОЗАВЕРТЫВАЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2117570C1 |
| СЪЕМНИК КОЛЬЦЕВЫХ ЭЛЕМЕНТОВ | 1992 |
|
RU2028933C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 1991 |
|
RU2013191C1 |
| ВОРОТОК ДЛЯ КРЕПЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1991 |
|
RU2014973C1 |
| Якорь | 2002 |
|
RU2223382C1 |
| Устройство для завертывания и вывертывания резьбовых деталей | 1980 |
|
SU944909A1 |
| Раструбный стержень для изложницыцЕНТРОбЕжНОй МАшиНы | 1979 |
|
SU839675A1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА | 2012 |
|
RU2492991C1 |
Изобретение относится к области обработки резанием, металлорежущему инструменту. Устройство содержит вороток с закрепленной в нем плашкой и механизм ориентации относительно обрабатываемой трубы. Для упрощения изготовления механизм ориентации выполнен в виде отрезка трубы с отверстиями и внутренним диаметром, несколько превышающим наружный диаметр обрабатываемой трубы, установленного соосно плашке вплотную к ней во второе гнездо двугнездового воротка и закрепленного фиксирующими винтами, конические концы которых упираются в края отверстий механизма. 1 ил.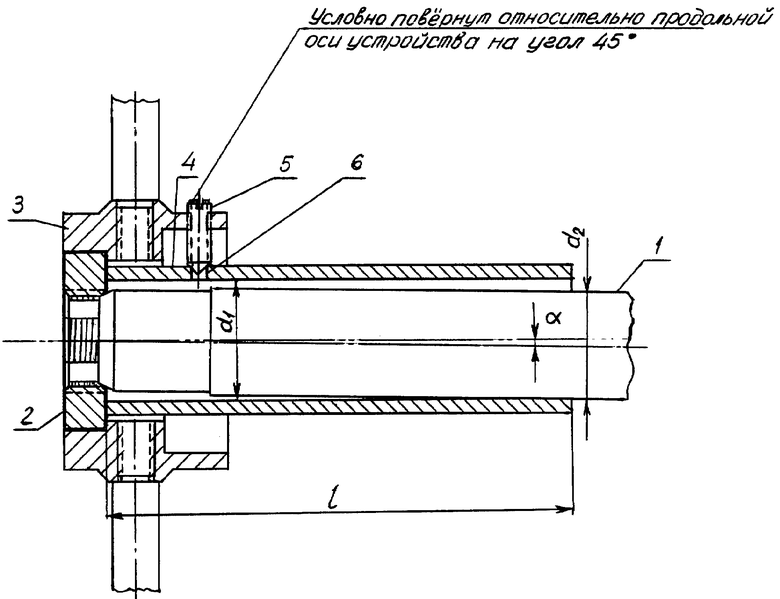
Устройство для ручного нарезания наружной цилиндрической трубной резьбы, содержащее вороток с закрепленной в нем плашкой и механизмом ориентации относительно обрабатываемой трубы, отличающееся тем, что механизм ориентации выполнен в виде отрезка трубы с отверстиями и внутренним диаметром, несколько превышающим наружный диаметр обрабатываемой трубы, установленного соосно плашке вплотную к ней во второе гнездо двугнездового воротка и закрепленного фиксирующими винтами, конические концы которых упираются в края отверстий механизма.
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 1998 |
|
RU2157743C2 |
| Устройство для нарезания резьбы на концах труб | 1983 |
|
SU1131613A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА КОНЦАХ ТРУБ | 1991 |
|
RU2013191C1 |
| АВТОМАТИЧЕСКАЯ ИМПУЛЬСНАЯ ПЕРЕДАЧА | 1999 |
|
RU2177091C2 |

